
Abstract
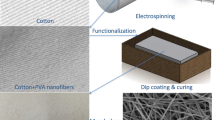
A nanofibrous polyurethane coating was achieved by direct electrospinning of nanofibers onto the surface of padded fabrics followed by functionalisation with a water/oil repellent. As a comparison, a conventional knife method was also applied to coat the polyurethane onto the padded cotton fabrics. The obtained coated fabrics were examined by SEM, FTIR, and for thickness, water contact angle and air permeability. It was found that an interconnected nanofibrous structure has formed over the surface cotton fibers due to the binder’s effect. The nanofibrous coating on the surface of cotton fabrics brings in enhanced hydrophobicity with better permeability than the knife coated bulky membrane. The generation of a nanofibrous surface on textiles provides a platform for tailoring the surface with multiple functions towards next generation performance textiles.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Exposure to harmful chemicals is hazardous but unavoidable for both military and non-military occupations. Chemical protection for clothing is thus required to protect wearers against chemicals including water, chemicals and oil by blocking, repelling or absorbing these liquids. Performance specifications of chemical protection are typically defined in terms of resistance to penetration by liquid under pressure, resistance to permeation, and breaking and tearing strength. Research in protective clothing (PC) for chemical protection is largely focused on moderating the product’s cost against performance and comfort (Gorji et al. 2017). Modern chemical PC is constructed using multiple functional layers covered by a durable outer shell layer. The suits are thus bulky and heavy, retaining moisture and body heat resulting in the wear stress (Chen et al. 2009). The strength and durability of materials need to be balanced with the weight of PC (Graham et al. 2003). Ideally, chemical PC would be made out of lightweight material that is solvent-resistant, permeable to air and water vapor, and capable of neutralizing chemical agents.
Progress in nanotechnology has led to the development of new functional materials including nanofibers (NFs) which attracted attention due to their unique physical properties of high specific surface area, improved mechanical strength, porosity and pore interconnectivity, and the low basis weight that are critical for advanced functional applications. Although several techniques for fabrication of NFs exist, the electrospinning method allows producing nano- and micro-scaled continuous filaments and nonwovens on an industrial scale, with successful applications demonstrated in the filtration, textiles, templates manufacturing, catalysis, environmental protection, reinforcement of nanocomposites, biomedical and energy fields (Greiner and Wendorff 2007).
The unique physical properties of NFs also provide opportunities in the development of PC. New protective materials, based on electrospun NFs, can offer minimal blocking of moisture vapor diffusion and higher efficacy in the trapping of aerosol particles, potentially bringing in a better protection mechanism compared to conventional textiles (Gorji et al. 2017). Chemical and biological functionalisation of the NFs adds extra performance to its intrinsic advantages and thus is necessary when developing PC from NFs. Also, as the textiles are exposed to mechanical and chemical stress during regular usage and cleaning, the conventional textile materials might be used as a support for NFs to ensure dimensional stability, washing durability and abrasion resistance. Combining NFs with a supporting textile also facilitates subsequent apparel manufacturing processes.
The reported methods of incorporation of nanofibrous materials with the conventional textiles are mostly based on the use of synthetic supports. Electrospinning of nanofibers directly onto a support has been demonstrated for polypropylene nonwovens (Lee and Obendorf 2007a, 2007b), a polyester fabric (Jin et al. 2015), polyurethane foams (Gibson et al. 2001), a nylon/polyester woven (Kang et al. 2007), and various nylon knits and wovens (Heikkilae et al. 2007). To enhance the durability and mechanical properties of the nanofibrous layer, though, the need to increase the adhesion between the layer and the support, as well as the structural integrity of the electrospun membrane itself has been commonly acknowledged. Accordingly, various methods to improve the adhesion and structural integrity were investigated, such as a lamination by the hot melt or solvent methods of a pre-fabricated electrospun nanofibrous membranes placed between layers of conventional materials (Sumin et al. 2009a, b), commercial lamination of a pre-spun nanofibrous membrane onto nylon wovens (Hong et al. 2014; Ahn et al. 2010), or hot-pressing of a membrane electrospun over nonwoven polyester (Kaur et al. 2011) and nonwoven viscose supports (Faccini et al. 2012). As much as the lamination to a support might be useful for the practical applications of the nanofibrous membranes as textiles, it can also be detrimental to the advantageous properties of membranes due to their microscale thickness. The methods for binding of the nanofibrous membranes to the support that do not compromise the membrane’s structure are therefore needed. The incorporation of the protective polymeric nanofibrous membranes with fabrics made from natural fibres, such as cotton, would also allow combining advantages of these materials in one protective and comfortable textile.
The fiber properties of cotton allow a wide range of uses for cotton products (Hearle 2007). Application of cotton for PC is highly demanded due to the excellent comfort and serviceability of cotton fabrics. However, cotton fabrics provide only limited protection against liquids including water, oil and chemicals. Protective polyurethane coating by the conventional knife method can significantly affect the comfort of the textiles due to the increased moisture and heat barrier, and weight and bulk of the as-coated fabrics. Nanofibrous coating, due to its intrinsic properties of porosity, high specific surface area and low weight, will provide versatile protection with improved comfort performance. This work explores the fabrication of nanofibrous coating on cotton fabrics with a binding mechanism towards versatile protective and comfortable cotton PC.
Experimental
Materials
Cotton fabric, 250 g/m2, were received from Bruck Textiles, Australia. Thermoplastic polyurethane (TPU) Texalan 598A, in the form of chips, with molecular weight of 30,000 g/mol was received from Pacific Urethanes (Australia). TPU was dissolved in either N,N-dimethylformamide (DMF, Merck Pty Limited, Australia) or tetrahydrofuran (THF, Sigma Aldrich Chemicals Co., USA). All chemicals were used without further purification.
Tubicoat DLP (TDLP), a polyester/polyurethane dispersion, was used as a binder between the cotton fabric and coatings. Tubicoat Fixing Agent HTA (THTA), a water-soluble melamine resin with several reactive groups, was used to increase cross-linking. Tubiguard FC6 (TFC6), an auxiliary based on fluorocarbon polymers, was used as a water and oil repellent.
Fabrication
The fabrication process of nanofibrous coating and knife coating is schematically shown in Fig. 1a.

Experimental design (a) and photos of padding mangle (b), knife coating device with schematics (c), electrospinning (d) and curing unit (e)
Cotton fabrics were cut into samples with the size of 42 cm × 36 cm for the knife coating (KNC) and the size of 30 cm × 30 cm for the nanofibrous coating (NFC). Binder solutions based on TDLP (10% in deionised water, w/w) and the combination of TDLP (10% in deionised water, w/w) with added THTA (5% w/w) were prepared.
All fabric samples were padded on a laboratory padding mangle (Ernst Benz, Fig. 1b) in either TDLP or TDLP/THTA solutions, with two passes through the padding mangle under a padding speed of 2 m/min at 8 kPa/cm pressure. Wet weight was measured and pick up was calculated. The fabric samples were then dried for 30 min at 60 °C in the drying cabinet.
TPU solutions of 2%, 4%, 5% and 7% w/w were prepared under vigorous stirring for several hours until complete dissolution. 2% or 4% solutions in DMF were used for the electrospinning, while 5% or 7% solutions in either DMF or THF were used for the knife coating experiments. KNC samples were knife coated on a laboratory coating device (Mathis, Fig. 1c) with approximately 50 g of TPU solutions, with THF solutions used for TDLP padded samples and DMF solutions for TDLP/THTA padded samples. Coating thickness, determined by a distance between the knife and the surface of the fabric, was set to be 0.2 mm for all knife coated samples. The samples were then dried for 30 min at 60 °C in the drying cabinet.
NFC fabric samples were coated using electrospinning set-up, pictured in Fig. 1d with either 2% or 4% TPU solutions dissolved in DMF. ES30P-5W (Gamma High Voltage Research, USA) was used as high voltage supply to generate the electric field, with 15 kV voltage used. The positive electrode was connected to a needle, and the collector was earthed. The TPU solution was dispensed from a 10 mL syringe through the needle with an inner tip diameter of 0.34 mm. KDS 200 Digital Syringe pump was employed to provide the solution flow, which was set to 2 mL/h. Each electrospinning session continued for 1 h. Rotating drum collector, with a diameter of 10 cm, was positioned at 15 cm from the tip of the needle, with the rotation speed set to 5 rpm. The collector was covered with the pre-padded fabric samples. The pump was placed onto a platform that allowed moving the pump in the direction transverse to the electrospinning direction to obtain deposition over the entire width of fabric samples. Approximately 2 mL of solution for each sample were electrospun over an area of 15 cm × 30 cm. The samples were then taken off the collector and dried at 21 °C overnight to remove the residual solvent.
The obtained coated fabric samples were padded with 5% w/w TFC6 solution in deionised water. Wet weight was measured and pick up calculated. The fabric samples were then dried for 30 min at 60 °C in the drying cabinet. All the samples were finally cured in a laboratory steamer at 150 °C for 2 min (Mathis, Fig. 1e).
Characterizations and measurements
The morphology of obtained samples after different stages of paddings and coatings was investigated with a FEI Quanta 200 ESEM or a Tescan Vega 3 SEM after gold coating with a SPI sputter coating unit. The nanofibre diameters were measured by the ImageJ software with 100 measurements taken for each sample. Attenuated total reflection infrared spectra were collected on an FTIR spectrometer (PerkinElmer Diamond ATR Frontier, USA) within 4000–400 cm−1 scanning range and 4 cm−1 resolution. Spectra were taken for the fabric samples and film samples of the used chemicals.
For the following tests, the samples were conditioned according to ASTM D1776. The thickness of the fabric samples was measured according to AS 4878.4-2001 with a John Bull thickness tester (British Indicators Ltd, St. Albans). A subjective evaluation was done for the fabric hand, using AATCC Evaluation Procedure 5-2011 as a guide, though only a limited amount of the remaining sample material was available. A single specimen from each of an untreated cotton fabric sample, padded with binders TDLP or TDLP + THTA samples, and cured KNC and NFC samples were cut to approximately 15 cm long (warp direction) by 7.5 cm wide. The cuttings’ size was dictated by the size of the smallest available sample. Specimens were marked at the back with a pencil with identification information. Specimens were then rated one at a time using the untreated cotton specimen as a reference and describing the rated attributes of compressibility, bending, surface texture, thermal character, extensibility and resilience using bipolar descriptors. Optical photos of the samples were also taken.
Liquid moisture management properties of the obtained samples were assessed with AATCC Test Method 195-2012 on an SDL Atlas moisture management tester, with five specimens used for each sample.
The water contact angle was measured with an OCA-20 DataPhysics Instrument (GmbH, Germany). Each sample was tested with 10 drops of 1–1.5 µL, at an ambient temperature of 20 °C. Air permeability was measured on an SDL Atlas air permeability tester according to AS 2001.2.34-1990 R-2016. Ten measurements were taken for each sample, and 100 Pa pressure differentials were used. For most of the samples, 5 cm2 orifice had been used, but the KNC cured samples had required 38.5 cm2.
Results and discussion
Wet pick up after padding with TDLP or TDLP/THTA binder solutions was calculated to be approximately 79%, resulting in fabric retaining of around 9.8 g/m2 of a solid agent with 3.9% add-on weight. Compared to the untreated fabric, the padded samples were more compacted, with the binder forming a distinctive coating over individual cotton fibers and between adjacent fibers. As shown in Fig. 2, the fibres in the untreated cotton fabric display a typical collapsed and twisted tubular fiber structure, with some fibrils separation from fibers as observed at a higher magnification. The cotton fibers in the padded samples show a smoother surface due to the binder coating, and the fibers are stuck to other fibers occasionally.

SEM photos of untreated, padded and knife coated cotton fabrics
Knife coating of 50 g of either 5% or 7% polyurethane solutions has added around 30 g/m2 or 40 g/m2 of polyurethane with 12% or 16% add-on weight, respectively. From Fig. 2, it is evident that knife coating has severely affected the surface morphology of cotton fabrics with polyurethane solutions penetrating the porous structure of fabrics and solidifying over and between cotton fibres. The volatility of the solvent has determined the surface morphology of the solidified polyurethane coatings. THF, as a more volatile solvent (boiling point 66 °C), has resulted in a layer with a dimpled skin over the surface of fabrics, with dimples forming as the solvent evaporated and the skin collapsed due to the phase separation and the atmospheric pressure. With DMF (boiling point 153 °C) as the solvent, polyurethane solutions penetrated deeper in between fibres and the coated fabrics retained more visible fibrous surface. The 7% TPU solutions in both THF and DMF have resulted in a thicker TPU layer over and between the top yarns and cotton fibres, which indicates that the morphology of the knife coatings is also affected by the polyurethane concentration. TFC6 padding and curing at 150 °C for 2 min was conducted to finish the knife coating on the surface of cotton fabrics, with no apparent changes in the morphology observed after curing.
For the electrospun nanofiber coating, only DMF was used as the solvent, and the concentration of TPU was 2% and 4%. As the more conductive solvent, DMF produces the electrospun depositions with more evenly distributed nanofibres. Approximately 2 mL of solution was electrospun onto the surface of cotton fabrics with 0.9 g/m2 and 1.8 g/m2 weight increase and 0.36% and 0.72% weight add-on for concentration of 2% and 4%, respectively. Apart from the solution concentrations, all electrospinning parameters were kept constant for NFC samples. The 2% solutions produced thinner NFs at approx. 400 nm mean diameter compared to approx. 700 nm mean diameter for the 4% solutions. The polymer beads were present in the depositions spun from either concentration, but they were more prevalent for 2% concentration solutions.
The SEM photos of nanofibrous coating on cotton fabrics are shown in Fig. 3. The electrospun nanofibers are evenly distributed over the underlying cotton fibres on the surface of fabrics, forming a porous interconnected membrane that closely follows the surface of the fabric. Due to the binding effects of the binders (both TDLP and TDLP + THTA), nanofibers are stuck onto the surface of cotton fibers as seen from the cross-section of the coated fabrics.

SEM photos of nanofibrous coating on cotton fabrics
TFC6 padding and curing at 150 °C for 2 min was conducted to finish the nanofibrous coating on the surface of cotton fabrics. From SEM photos in Fig. 3, it is evident that the curing process has not significantly changed the morphology of electrospun nanofibrous coatings. However, the coatings appeared to be more flattened over the surface of cotton fabrics after curing, which indicated that some additional bridging and interconnecting had happened as a result of the padding and curing.
The diameter of nanofiber was also measured after the TFC6 padding and curing. As shown in Fig. 4a, the mean diameters of as-spun nanofibers are around 400 nm and 700 nm for 2% and 4% polymer solution, respectively. The fiber diameter is slightly bigger after padding with TFC6 and curing, but the differences of diameter before and after curing are not significant.

Nanofiber diameter (a) and thickness of the coated fabrics (b)
The thickness of cotton fabrics during the coating process was monitored, and the results are shown in Fig. 4b. Padding with TDLP and TDLP + THTA solutions has significantly compressed the fabrics with an evident decrease in thickness from 547 µm to around 480 µm. Coating of nanofibres plus TFC6 finish has not significantly affected the thickness since the thickness of the nanofibrous coating is negligible compared to that of the padded with a binder cotton fabric. However, there was a significant increase in the thickness after the knife coating. Since most of the TPU solution penetrated into the fibrous structure, coating of the 0.2 mm TPU has resulted in around 20 µm increase in the thickness.
FTIR spectroscopy was employed to monitor the change in chemical components of cotton fabrics along the coating process, the spectra for the coated side of samples are shown in Fig. 5 for the NFC group and Fig. 6 for the KNC group. The spectra were also taken from the back side of the coated samples, to monitor the differences with the coated side. The spectra from the back sides are not included in the figures, but the differences are noted in the discussions. All the characteristic peaks with their associated functional groups for the cotton fabric, and film samples for TDLP, THTA, TPU and TFC6 are listed in Table 1. Cotton fabrics padded with TDLP solutions show an additional C=O bond stretching peak at 1720 cm−1. Also, CO peak at 1280 cm−1 has increased, which could be a sign of changes in resonance structures around carbonyl group due to interactions with hydroxyl groups of cellulose. Cotton fabrics padded with the TDLP + THTA solutions show an additional C3N3 peak at 1539 cm−1. In padded fabrics, decreasing concentration of methylol groups in THTA due to cross-linking was evident from the narrowing and decrease in intensity of OH and NH absorption band at 3300 cm−1 and the decrease of the characteristic methylol absorption band at 1000 cm−1. The back side spectra for the untreated and the binders’ padded samples were similar to their front sides.

FTIR spectra of cotton fabric samples for the NFC group at different stages of coating

FTIR spectra of cotton fabric samples for the KNC group at different stages of coating
KNC with 7% TPU shows a spectrum with a narrower, less intense OH absorption band at 3320 cm−1 compared with the untreated or padded with the binder fabrics, but the spectrum for 5% TPU shows a wide, but less intense OH band. All peaks for CH2 show increased intensity. C–NH vibrations at 1530 cm−1, C=O stretching at 1703 cm−1, and C–O peaks at 1110–950 cm−1 are intensified and widened for 7% and 5% TPU/THF solutions, but 5% TPU/DMF one mostly retains the profile of the padded fabrics. These differences in the 5% TPU/DMF spectrum match up with the SEM observations in regards to the coating solution with a lower concentration and less volatile DMF penetrating deeper into the fabric. The hydrogen bonding between the cellulose, binders and TPU macromolecules is evident from the lessening of the intensity and the width of the OH absorption bands and the increase in the peaks’ intensity for the CH2, C–NH, C=O and C–O bonds. The back side of the KNC samples that were coated with THF based TPU solutions had mostly retained the padded fabric profiles, but spectra of fabric samples coated with DMF based TPU solutions were less intense. These differences can be explained by THF based solutions not penetrating as deep into the fabric as the DMF based solutions, which is consistent with the SEM observations on the morphology of the coatings.
TPU profile in spectra for NFC is more prominent for the coatings electrospun from 4% solution than from 2% with all medium and strong peaks well-defined. In comparison with the KNC samples, the TPU profiles in the NFC samples are less prominent. Nonetheless, NFC spectra were produced by the coatings with significantly lesser amounts of TPU, as not only the used solutions were of the lower concentrations but also lesser amounts of solution were electrospun. All spectra have a narrower OH absorption band at 3320 cm−1 compared with the untreated or padded fabrics. At the same time, peaks for C–NH vibrations at 1530 cm−1 and C–O peaks at 1110–950 cm−1 together with C=O stretching (1703 cm−1) are intensified and widened. This shift can be caused by new hydrogen bonds forming between cellulose, binders and TPU macromolecules at the contact sites between NFs and cotton fibres. Similarly, all peaks for CH2 have increased intensity. The back side of the NFC samples, however, has retained the spectra of the padded fabrics as NFs coatings were formed by almost dry nanofibres depositing on the face side of the sample rather than the solutions in case of the KNC samples.
After being padded with TFC6 solution, the coated face side of the NFC samples retained all the TPU peaks, but they are intensified due to interactions with functional groups introduced by TFC6. The spectra from the back side of the NFC samples are also intensified after the TFC6 padding, but the differences are even more apparent for the CH2 stretching and deformation peaks. Also, new peaks are evident on the back side of the fabric due to the CF and CF2 bonds stretching, but these new peaks are masked on the coated side of samples by the prominent TPU profile. On the other hand, the coated side of the KNC samples shows narrower and less intense absorption OH and NH bands at around 3300 cm−1, and all the TPU peaks are less intense. The spectra from the back side of the KNC samples are also less intense after the TFC6 pad, and new peaks are present due to the CF and CF2 bonds stretching. It is evident that TFC6 padding affected both sides of samples in both groups, but the intensified TPU peaks for the NFC samples demonstrate a stronger association between the TPU and TFC6 molecules.
After curing, the NFC samples show very similar spectra to the ones before curing for both coated and the back side of the fabrics. In the KNC samples, though, the curing intensifies the TPU and TFC6 peaks as the new associations are formed. Nevertheless, in comparison with the KNC samples, the intensity of the TPU and TFC6 peaks is still significantly higher for the NFC samples. This difference can be explained by much higher specific surface area provided by the nanofibrous membrane for functionalisation by the repellent.
The application of the electrospun nanofibrous coating thus allowed to produce a surface with a more active functionalisation than the conventional knife coating. However, the functionality of the coating also depends on its durability, as fabrics are typically exposed to the abrasion and laundering during regular usage. The durability is determined by the strength of the binding mechanism between the coating and base fabric. In the KNC samples, the TPU formed a layer that penetrated the structure of the base fabric, with physical bonds formed as well as chemical bonds. In the NFC samples, the nanofibres are only attached to the cotton fibres on the surface of the fabric. This study examined the methods for the formation of the functional nanofibrous coating over the surface of a cotton fabric, but the future research would also address the durability of such coatings.
For the following tests, the samples were first conditioned according to ASTM D1776. A subjective evaluation was done for the fabric hand, with the specimens compared one at a time using the untreated cotton specimen as a reference and describing the rated attributes of compressibility, bending, surface texture, thermal character, extensibility and resilience using relevant bipolar descriptors. Untreated cotton fabric is perceived to be soft, pliable, with a slightly rough surface, slightly cool to the touch, somewhat stretchy on a bias, with less stretch across and fairly non-stretchy lengthwise, and somewhat limp, with the creases easily forming but slowly diminishing to an almost flat surface. After the padding with binders, the fabrics are somewhat harder, less pliable, with the slightly rougher surface, neutral to the touch, showing slightly less stretch in all directions, and limp, with the creases retained.
NFC samples are somewhat harder, which is most likely due to the binder, and somewhat stiffer. They also are smoother, with a slightly silky feeling on the coated side and slightly warm to the touch. The samples have somewhat less stretch, which is especially noticeable on a bias of the base fabric, and somewhat limp, with the creases slowly diminishing to the less creased fabric. No significant difference is perceived between the samples in the NFC group.
KNC samples are different to the uncoated cotton samples and padded with the binder samples, but also there are some differences between the samples in the group. They are generally hard and stiff, with the samples coated with the DMF based solutions the hardest and the stiffest. The surface is rougher to the touch, with the 5% TPU/DMF solution resulting in the roughest coating. The samples are also slightly cool to the touch and have almost no stretch, with only a minimal stretch on a bias of the base fabric. The samples are somewhat limp, with creases slowly diminishing to the less creased fabric.
The hand evaluation showed that the intrinsic comfort properties of the cotton fabric are much diminished as a result of the knife coating process. The padding with a binder also diminished the desirable properties of the cotton, so a different method of applying the binder, such as electrospraying should be used to reduce the amount of added chemical and to apply the chemical over one side of the fabric. Optical photos of the samples were also taken and are shown in Fig. 7, with the visual information supporting the fabric hand evaluation results.

Optical photos of the fabric samples
The wetting behaviour of a surface is governed by the surface energy, roughness and re-entrant surface curvature. Effect of the surface’s roughness on its wettability could be demonstrated using the Wenzel’s model, which proposes that available surface area of the solid is increased by surface roughness, or the Cassie and Baxter’s model, which suggests that microscopic pockets of air are trapped in the surface roughness under a droplet, creating a composite interface. Metastable configurations of these two states are common, but the surface that can maintain a stable Cassie and Baxter state is preferable for superhydrophobicity and low sliding angle properties that are pertinent to self-cleaning functionality (Tuteja et al. 2007).
Water contact angle (WCA) measurements for KNC and NFC samples are different due to the different roughness that the polyurethane coating added to the surface of cotton fabrics, with the results and typical images of droplets shown in Fig. 8a. For the untreated fabric and samples padded with TDLP or THTA, WCA could not be measured as a droplet would be absorbed into the fabrics within 2–3 s. Knife coating of polyurethane has enhanced the WCA to around 125° due to the relatively smooth polyurethane layer over the micro-scaled roughness of the surface of cotton fabrics. Nanofibrous coating of polyurethane though has brought the nano-scale roughness onto cotton fabrics. With the air trapped in the pores of the NF membrane, the surface is more hydrophobic with the WCA of around 139°. A two-sample t test was used to test for a significant difference between the mean WCA of the KNC and NFC groups. The results of the two-sample t-test not assuming equal variance found statistically significant evidence of a difference between the mean WCA of the KNC and NFC groups, t(df = 73.5) = 6.07, p < 0.001, 95% CI for the difference in means [9.85, 19.48]. The NFC samples showed significantly higher WCA than KNC samples.

Water contact angle (a) and air permeability (b) of coated fabrics
For the cured NFC, the Cassie-Baxter state was observed for many droplets, which would start to evaporate in the pinned area mode then a step-like contact line retreat would occur while retaining the contact angle. Then in the later stages, the Cassie-Baxter state would collapse to the Wenzel state. The droplets on KNC samples would evaporate in the Wenzel state with a pinned contact area in a step-like decrease of CA and increase of the contact radius. The pinning of the contact area was occurring in the last phase for all droplets but was difficult to observe because of the size of droplets (McHale et al. 2005).
In air permeability test, 5 cm2 orifice was used for all the samples except for KNC which required 38.5 cm2 orifice as the air permeability for KNC was too low to measure with the 5 cm2 orifice. The results are shown in Fig. 8b. Some reduction of the air permeability was due to the application of the binder during the padding with TDLP or TDLP-THTA. The application of knife coating has reduced the air permeability almost completely, with the polyurethane blocking the pores in the cotton fabrics and forming an almost solid barrier layer. The nanofibrous coating is porous, and the air permeability is around a third of the air permeability of the untreated cotton fabrics.
Liquid moisture management properties for the untreated, padded and coated samples for both groups were also evaluated with AATCC Test Method 195-2012 on an SDL Atlas moisture management tester, with five specimens used for each sample. The results are presented in Table 2, with the median grade shown as the grade. Based on the results, the untreated cotton fabric is characterised as a fast absorbing and slow drying fabric. The TDLP padding has improved the moisture management capability of the cotton, and the sample is rated as a moisture management fabric. The TDLP-THTA padding samples have demonstrated mixed results, but on the average, the sample is characterised as a fast absorbing and slow drying fabric. Both NFC and KNC coatings with the TFC6 finish are rated as waterproof fabrics. The ability of the TDLP binder to improve the moisture transfer of the cotton needs to be examined further with a different application method, such as electrospraying. The application of the repellent to both sides of the fabric also increased the hydrophobicity of the inner side of the fabric and might have affected the results. The electrospraying of the repellent over the outer coated side of the fabric only will help to retain the absorbency of the inner side of the cotton fabric and will be examined in the future research.
Conclusions
A thin layer of nanofibrous polyurethane was deposited onto the surface of cotton fabrics as a replacement of conventional knife coating. The coated nanofibrous layer resulted in a porous network on the surface of fabrics with interconnected morphology and a binding mechanism to the cotton fibers due to the pre-treatment with binders. The NFC showed a lower thickness than KNC with a much lower weight add-on. FTIR spectra showed that the cured NFC samples exhibited more evident profiles than KNC samples for TPU and TFC6 functional peaks. The water contact angle of NFC was around 139° while that for KNC was around 125°, suggesting an enhancement of hydrophobicity due to the nanofibrous structure of polyurethane. The air permeability of KNC was almost completely lost while that for NFC was a third of the untreated cotton fabrics. Fabrics from both coated groups were rated as waterproof based on moisture management performance, but the fabric hand was much better for the NFC group.
The nanofibrous coating formed a porous multilayered nanostructure bound onto the surface of cotton fabrics. The formed hierarchical porous structure showed improved water repellency and better air permeability compared to the knife coating. The FTIR examination showed that nanofibrous membrane due to its much higher specific surface area offers more sites for functionalisation by active agents. The suggested method for application of electrospun nanofibrous coating directly over the surface of cotton fabrics could benefit the development of next-generation performance textiles, with the further functionalisation of the applied nanofibrous coating to provide potential multiple functionalities.
References
Ahn HW, Park CH, Chung SE (2010) Waterproof and breathable properties of nanoweb applied clothing. Text Res J 81:1438–1447. https://doi.org/10.1177/0040517510392462
Chen L, Bromberg L, Schreuder-Gibson H, Walker J, Hatton TA, Rutledge GC (2009) Chemical protection fabrics via surface oximation of electrospun polyacrylonitrile fiber mats. J Mater Chem 19:2432–2438. https://doi.org/10.1039/B818639A
Faccini M, Vaquero C, Amantia D (2012) Development of protective clothing against nanoparticle based on electrospun nanofibers. J Nanomater. https://doi.org/10.1155/2012/892894
Gibson P, Schreuder-Gibson H, Rivin D (2001) Transport properties of porous membranes based on electrospun nanofibers. Colloid Surf A 187–188:469–481. https://doi.org/10.1016/S0927-7757(01)00616-1
Gorji M, Bagherzadeh R, Fashandi H (2017) Electrospun nanofibers in protective clothing. In: Afshari M (ed) Electrospun nanofibers, 1st edn. Woodhead Publishing, Cambridge, pp 571–598
Graham K, Gogins M, Schreuder-Gibson H (2003) Incorporation of electrospun nanofibers into functional structures. In: International nonwovens technical conference, Baltimore, Maryland
Greiner A, Wendorff JH (2007) Electrospinning: a fascinating method for the preparation of ultrathin fibers. Angew Chem Int Edit 46:5670–5703. https://doi.org/10.1002/anie.200604646
Hearle JWS (2007) Physical structure and properties of cotton. In: Gordon S, Hsieh YL (eds) Cotton. Woodhead Publishing, Cambridge, pp 35–67
Heikkilae P, Sipilae A, Peltola M, Harlin A, Taipale A (2007) Electrospun PA-66 coating on textile surfaces. Text Res J 77:864–870. https://doi.org/10.1177/0040517507078241
Hong KA, Yoo HS, Kim E (2014) Effect of waterborne polyurethane coating on the durability and breathable waterproofing of electrospun nanofiber web-laminated fabrics. Text Res J 85:160–170. https://doi.org/10.1177/0040517514542141
Jin S, Park Y, Park CH (2015) Preparation of breathable and superhydrophobic polyurethane electrospun webs with silica nanoparticles. Text Res J 86:1816–1827. https://doi.org/10.1177/0040517515617417
Kang YK, Park CH, Kim J, Kang TJ (2007) Application of electrospun polyurethane web to breathable water-proof fabrics. Fiber Polym 8:564–570. https://doi.org/10.1007/BF02875881
Kaur S, Barhate R, Sundarrajan S, Matsuura T, Ramakrishna S (2011) Hot pressing of electrospun membrane composite and its influence on separation performance on thin film composite nanofiltration membrane. Desalination 279:201–209. https://doi.org/10.1016/j.desal.2011.06.009
Lee S, Obendorf SK (2007a) Transport properties of layered fabric systems based on electrospun nanofibers. Fiber Polym 8:501–506. https://doi.org/10.1007/BF02875872
Lee S, Obendorf SK (2007b) Use of electrospun nanofiber web for protective textile materials as barriers to liquid penetration. Text Res J 77:696–702. https://doi.org/10.1177/0040517507080284
McHale G, Aqil S, Shirtcliffe NJ, Newton MI, Erbil HY (2005) Analysis of droplet evaporation on a superhydrophobic surface. Langmuir 21:11053–11060. https://doi.org/10.1021/la0518795
Sumin L, Kimura D, Lee KH, Park JC, Kim IS (2009a) The effect of laundering on the thermal and water transfer properties of mass-produced laminated nanofiber web for use in wear. Text Res J 80:99–105. https://doi.org/10.1177/0040517508102308
Sumin L, Kimura D, Yokoyama A, Lee KH, Park JC, Kim IS (2009b) The effects of laundering on the mechanical properties of mass-produced nanofiber web for use in wear. Text Res J 79:1085–1090. https://doi.org/10.1177/0040517508101622
Tuteja A et al (2007) Designing superoleophobic surfaces. Science 318:1618–1622. https://doi.org/10.1126/science.1148326
Acknowledgments
The research was funded by the Cotton Research and Development Corporation (Grant No. RMIT1702). The authors acknowledge the facilities, and the scientific and technical assistance of Microscopy & Microanalysis Research Facility at RMIT University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gavrilenko, O., Wang, X. Functionalized nanofibrous coating on cotton fabrics. Cellulose 26, 4175–4190 (2019). https://doi.org/10.1007/s10570-019-02342-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02342-y