
Abstract
We investigated the rheological and mechanical properties of a polypropylene (PP) composite reinforced by microfibrillated cellulose (MFC) fibers, of which the size was fractionated at ca. 24 µm by removing substances such as lignin or hemicellulose out of natural plants to exert the maximum mechanical performance of cellulose fibers. Due to the poor compatibility of MFC with a non-polar hydrophobic PP matrix, the MFC surface was modified through silylation and acetylation to increase its wetting and dispersion characteristics. The content of silylated-MFC could increase up to 30 wt% in the PP composite through large-volume process such as extrusion and injection molding. In addition, all mechanical properties of the silylated-MFC/PP composite were improved compared to untreated MFC/PP, acetylated MFC/PP composite. It was ensured by a strong shear thinning characteristic of the PP composite with silylated MFC content 30 wt% exhibiting a 69% lower viscosity (337 Pa·s at 4.7 s−1) than the neat PP at 180 °C. The same 30 wt% silylated specimens gave a well-dispersed fibrous MFC in PP, providing a tensile modulus (3.09 GPa) and a flexural modulus (3133 MPa), which were 64 and 81% higher than the neat PP, and 16 and 15% higher than the untreated-MFC composites, respectively. The flexural strength and the heat distortion temperature were also increased by 10 and 22%, compared to neat PP, respectively. In the acetylation reaction, the fibril structure of MFC was damaged due to full substitution by acetyl groups, and the reinforcing effect was insignificant as a filler in PP matrix. The developed silylated-MFC/PP composites provided excellent mechanical properties and high-loading processability that would be difficult to achieve by other eco-friendly composite systems.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the past few decades, sustainable, environmentally friendly, and low-carbon emission composite materials have been investigated intensively to replace petroleum-based materials, and this was recently accelerated by the Paris Climate Convention in 2015 due to the seriousness of ecosystem destruction and environmental pollution (Rogelj et al. 2016; Wambua et al. 2003). Cellulose fiber is considered as an ideal green reinforcing biofiller for incorporation in various polymer composites due to its light weight, renewability, low energy consumption (the energy required to produce MFC is about 5–12 MJ/kg, glass fibers are 54 MJ/kg, carbon fibers are more than 1000 MJ/kg), biodegradability, abundance and, more importantly, outstanding mechanical properties that could be comparable to glass fibers or carbon fibers (Etcheverry and Barbosa 2012; Minus and Kumar 2005; Moon et al. 2011; Paavilainen et al. 2012; Shi et al. 2017; Spence et al. 2011; Wu et al. 2018). Meanwhile, cellulose fibers have been used in various forms: long fibers (e.g., kenaf, jute, coir, sisal and bamboo fibers) (Defoirdt et al. 2010; Mohanty et al. 2004; Rahman et al. 2008; Shi et al. 2017; Zampaloni et al. 2007), man-made regenerated fiber (e.g., Lyocell) (Cordin et al. 2017) and microcrystalline cellulose (MCC) (Spoljaric et al. 2009). Compared with these forms of cellulose, MFC is composed of a well-refined cellulose fibril structure that could guarantee mechanical properties on a par with those of aramid fibers (Moon et al. 2011). In addition, it has a diameter of a few micrometers, which is comparable to the most popular reinforcing fibers (glass or carbon) as designed for exerting the best mechanical performance. It should also be addressed that the lignin and hemicellulose components are eliminated beforehand in the MFCs used in this study to exert the maximum reinforcing performance. Lignin and hemicellulose, which have less intermolecular aggregation and weaker hydrogen bonding energy due to their complex chemical structure than cellulose, must be removed for the successful transmission of external stress from the polymer matrix to the filler (Kiaei et al. 2014).
The fiber length or the aspect ratio of the reinforcing filler is a quite important factor to be considered in relation to the selection of a manufacturing method and attainable performance of the composites. It is clear that continuous fibers (L/D = ∞) produce the highest performance, but the processing techniques and production rates are substantially limited. In this sense, chopped (or short) fibers have been used as a reinforcement of composite structures most often fractionated in the range of millimeters in length, for example, carbon fibers at 7 mm (Lin et al. 2008), glass and Kevlar fibers at several mm (Sohn and Hu 1994; Zhang et al. 2017). The micrometer-sized MFC consists of nanometer-order fibrils which form a three-dimensional network. Also, the size distribution of MFC fibers is wide and interconnected to each other. Therefore, the critical length (Lc) of MFC was induced through the experimental results of several papers on the mechanical properties of nano-sized cellulosic fibrils. According to the stress transfer theory, the load is fully supported by short fibers as much as long fibers when the fiber length is longer than Lc of the load transfer:
where σf is the tensile strength of the fiber, d is the fiber diameter, and τc is the shear stress on the fiber-matrix interface (Kelly and Tyson 1965). Using this relation, the critical length of the MFC may be estimated to be in the range of 70–1333 nm for \(d\) = 10–40 nm, \(\sigma_{f}\) = 350–1000 MPa and \(\tau_{c}\) = 15–25 MPa (Eichhorn 2011; Khalil et al. 2012; Pickering et al. 2016; Sjostrom 2013). Recently, commercialized MFC short fibers have been developed in a fine powder form having several-tens of micrometers in length and a few micrometers in diameter, which are well over the critical lengths of the MFC (van de Ven and Godbout 2013). These commercialized MFCs consist of long and thin interconnected fibrils, which is quite advantageous for reinforcing polymer matrices by embedding skeletal fiber in it for high performance composite structures (Lepetit et al. 2017).
However, it should be mentioned that MFCs are hydrophilic in nature, and thus form a gel-like structure in water (Siró and Plackett 2010). This strong hydrophilicity of cellulosic fibers usually results in a poor compatibility with most polymers and subsequently their composite can hardly avoid voids formed at the fiber-matrix interface and/or coagulated clusters of fibers, which usually results in poor mechanical performance. Thus, the compatibility between the polymer matrix and the cellulose fibers should be improved to achieve enhanced mechanical properties of the composites. Used in a variety of applications, PP is not an exception in this compatibility issue with cellulose fibers. When PP is to be used with cellulose, therefore, poly(propylene-graft-maleic anhydride) (PP-g-MA) has been broadly used as a compatibilizer, which is likely to form ester linkage with the hydroxyl groups on the surface of the cellulose fibers (Iwamoto et al. 2014; Rowell 2008). However, when PP-g-MA is added to the PP matrix, it should be addressed that the mechanical properties of the composites usually degrade, and the material cost increases. Alternatively, surface modification of the cellulose fibers has been investigated: e.g., the acetylation reactions with acetic anhydride and the silylation reactions with a silane coupling agent (Missoum et al. 2013; Španić 2015; Xie et al. 2010). Particularly, the silylation reaction is induced only on the fiber surface without giving substantial damage to cellulose fibers, and the degree of silane substitution can be controlled by controlling the amount of silane agent in a facile way (Abdelmouleh et al. 2002).
PP is one of the most widely used thermoplastic matrix materials for large-volume parts in many applications including automobiles, buildings, and many other products (Suzuki et al. 2013). For manufacturing large-volume parts, extrusion and injection processes are usually adopted for PP-based feedstocks, which usually include particulate or fibrous fillers. However, such fillers substantially increase the melt viscosity and it limits the filler-loading content of the feedstock. For example, a PP-based composite containing 30 wt% natural fibers has a viscosity as high as 105 Pa s or more, which does not satisfy the extrudable viscosity region of 102–105 Pa s (Le Baillif and Oksman 2009; Vlachopoulos and Strutt 2003). Consequently, it should be mentioned that the sharp increment of the feedstock viscosity often makes the extrusion or injection molding processes impossible and hinders the dispersion of such natural fillers in the PP matrix. Accordingly, the natural filler content for the feedstock of extrusion or injection molding is less than 30 wt%.
In the current research, we thoroughly investigated the surface modification of MFC powders comparing silylation and acetylation methods using an MFC powder fractionated at a particle size of ca. 24 µm. The MFC loading in the PP matrix was increased up to 30 wt% for maximum performance of the composites, which was tested as a feedstock of large-volume production processes of extrusion and injection molding. We optically investigated the dispersity of the MFC powder in the PP matrix, and we analyzed the thermal stability, rheological and mechanical properties of the resulting MFC/PP composites.
Experimental
Materials
PP (SB9230) was purchased from Korea Petrochemical Ind. Co. Ltd., Korea. The PP resin used in this study has a number-average molecular weight (Mn) of 32,000 g/mol, weight-average molecular weight (Mw) of 250,000–260,000 g/mol, polydispersity (PDI) of 7.9, melt index (MI) of 30 g/min, density of 0.91 g/cm3, and melting point of 167 °C. All material properties of PP were supplied by the manufacturer. The MFC (W-400) was supplied by Nippon Paper Chemicals, Japan. According to the supplier, the average particle size and bulk density was about 24 µm, 0.4 g/cm3, respectively. Sulfuric acid, [3-(methacryloyloxy)propyl] trimethoxysilane (MPMS) was purchased from Sigma-Aldrich. Acetic anhydride, acetic acid, toluene, and ethanol were obtained from Daejung Chemicals & Materials Co. Ltd., Korea. All reagents were used without further purification.
Preparation of the composite specimens
Silylation of MFC
A silane coupling agent, MPMS (0.5 g) was dissolved in an ethanol/water solution (8:2, v/v, 100 ml). For the hydrolysis of MPMS and stabilization of the formed silanol in the solution, the solution was adjusted to pH 4 using an appropriate amount of acetic acid. The MPMS was hydrolyzed for 1 h at room temperature. The MFC (10 g) powder was mixed with silane in aqueous solution for 3 h at room temperature for silylation of MFC. The chemically modified MFC was washed over 3 times with ethanol and water, filtered to remove the unreacted reagent and byproducts. A condensation reaction of the samples was carried out in a vacuum oven at 110 °C for 2 h. After condensation, the samples were dried overnight in a vacuum oven at 80 °C (Brochier Salon and Belgacem 2011; Nishiyama et al. 1987).
Acetylation of the MFC
The dried MFC (5 g) was mixed with acetic acid/toluene (4:5, v/v, 45 ml). The solution was vigorously stirred for 1 min after the addition of sulfuric acid (0.1 ml) as a catalyst. The MFC solution was stirred for 12 h at room temperature with acetic anhydride of 50 ml. The acetylated MFC was thoroughly washed with water to remove the toluene, unreacted acetic anhydride, and acetic acid byproducts. The samples were dried in a vacuum oven at 70 °C for 48 h (Španić 2015).
Preparation of the PP/MFC composites
The untreated MFC, silylated MFC (S-MFC) and acetylated MFC (A-MFC) were dried using a vacuum oven at 60 °C overnight before use to remove the residual water. The MFC concentration was 10, 20, 30 wt% in the PP/MFC composites. A twin-screw extruder (40 L/D ratio, BA-19, Bau-tech, Korea) was used to compound the MFC, S-MFC, and A-MFC with the PP as a matrix polymer. The temperature of the barrel was set to 100–180 °C, and the screw speed was 300 rpm. All of the extruded pellets of the PP/MFC composites were dried in an oven at 60 °C overnight. For the mechanical and rheological tests, the analytical specimens were manufactured using an injection molding machine (clamping force 45 ton, Engel, Germany) operating at an injection temperature of 180 °C and a mold temperature of 40 °C according to the ASTM standard.
Characterization
The infrared spectra of MFC, S-MFC, and A-MFC were obtained using Fourier transform infrared (FT-IR) spectroscopy (IFS-66/S, Bruker, USA). Scanning electron microscopy (SEM, S-2400, Hitachi, Japan) was used to observe the morphology of the PP/MFC composites with an accelerating voltage of 18 kV. The samples were sputter-coated with gold using a sputter coater (E-1010, Hitachi, Japan). A thermogravimetric analysis (TGA, TG/DTA 7300, Seiko Inst., Japan) was conducted in a nitrogen atmosphere from ambient temperature to 600 °C with a heating rate of 10 °C/min. Dynamic mechanical analysis (DMA, Q800, TA instruments, USA) was carried out in bending mode with a single cantilever. The DMA samples were prepared at a size of 10 mm wide, 17.5 mm long, and 2 mm thick using an injection molding machine. The rheological characteristics were studied using a rotational rheometer (MCR 30, Physica, Germany), and the measurement was conducted in a parallel plate geometry with a diameter of 25 mm at 180 °C and was performed at strain rates ranging from 0.001 to 100 s−1.
Results and discussion
Chemical modification of the MFC
Figure 1a, b schematically show two routes that we investigated herein: S-MFC and A-MFC, respectively. The reaction of the silane coupling agent with MFC was conducted through hydrolysis, self-condensation, adsorption and grafting (Fig. 1a) (Xie et al. 2010). Both methods led to the hydrophobic characteristics of MFC. The acetylation reaction of the MFC was performed under heterogeneous conditions using acetic anhydride, acetic acid and sulfuric acid as an acidic catalyst (Fig. 1b) (Lepetit et al. 2017).

Chemical modification of MFC by silylation (a), acetylation (b)
The FT-IR spectra of the chemically modified MFCs are shown in Fig. 2. The characteristic bands generated by functional groups were observed in the spectrum of each chemically treated MFC. In the spectrum of the MFC (Fig. 2a), strong bands at 3392 cm−1 and 1033 cm−1 can be attributed to the -OH stretching and C–O–C in anhydroglucose units. In comparison, the spectrum of the A-MFC showed obvious evidence of the acetylation exhibiting three important ester bonds that appeared at 1753, 1408, 1236 cm−1, which belong to the carbonyl C=O stretching of ester, C–H stretching in –O(C=O)–CH3, and C–O stretching of acetyl group, respectively. Another important finger-print peak observed in the A-MFC spectrum was a reduced intensity of the peak at 3485 cm−1, which can be assigned to the stretching vibrations of O–H when compared to the MFC. This decrement is a result of the O–H being substituted by acetyl groups proving successful acetylation. A slight shift in the hydroxyl groups of MFC compared to the A-MFC should be considered to be probably due to abundant hydrogen bonds in the cellulose molecules, in turn demonstrating the destruction of hydrogen bonds via acetylation. The S-MFC could not be clearly identified during the FT-IR analysis due to the broad absorption by Si–O–Si, Si–C, Si–OH and Si–O–C bonds in the range of 1000–1260 cm−1 that overlap with the O–H bending peaks of cellulose (Tian et al. 2010). Accordingly, the synthesis of S-MFC was confirmed through a dispersion test.

FT-IR spectras of untreated MFC, silylated MFC, acetylated MFC (a) and assignment of spectra (b)
Digital pictures were taken to display the dispersion characteristics of the MFC, S-MFC and A-MFC in a benzene and water mixture over time (Fig. 3a). The MFC showed a migration toward hydrophilic water at 1 min after vigorous shaking. On the other hand, the S-MFC and A-MFC were dispersed in non-polar and hydrophobic benzene after 1 min and 10 min. In case of the S-MFC, some particles were dispersed in the upper benzene of the mixture after 1 min and remained stable even after 10 min. That migration might be due to the replacement of hydroxyl group in MFC through silylation reaction, which are more hydrophobic. The A-MFC was present at the interface between benzene and water, which is evidence that confirms hydrophobic and polar characteristics of the A-MFC. The acetylated MFC was found damaged seemingly due to the higher excessive degree of acetylation, which can be confirmed by comparing it with the untreated MFC one in Fig. S1. It seems that the crystalline structure of the fibrillar cellulose was partially destroyed while the hydroxyl groups of cellulose was substituted with the acetyl groups via the acetylation reaction (Zepič et al. 2015). Figure 3b is a digital photograph of a specimen for tensile characterization.

Photographs of a the vials containing untreated MFC and the chemically modified MFCs with two different methods in two different solvents which are benzene(upper) and water(lower), b tensile specimens (ASTM D638 Type 1) of MFC/PP composites were prepared by using injection machine
Morphology of the PP/MFC composites
Successful reinforcement of filler can be achieved through good adhesion at the interface between filler and matrix. Figure 4 shows the SEM images of PP/MFC composites containing 30 wt% of MFC (A), S-MFC (B) and A-MFC (C). As can be seen, PP appears as a smooth surface, and the cellulose derivatives are dispersed in the PP matrix. Figure 4a shows how untreated cellulose fibers are agglomerated in sizes of 30–50 µm, and the voids are present at the interface with the PP matrix. On the other hand, the aggregate size of the chemically-modified cellulose in the PP matrix is confirmed to be less than 25 µm, and the voids were also reduced. Also, comparison of Fig. 4b, c shows that the silylation reaction of MFC is the most effective to manufacture the PP/MFC composites. As a result, the compatibility is confirmed to be improved with a decrease in the voids between the cellulose fibers and the PP matrix by decreasing the hydrophilicity of the cellulose surface. The hydrogen bonding of the cellulose surface is assumed to be weakened by substituting the hydroxyl group of the cellulose with a hydrophobic functional group to improve the compatibility with the hydrophobic matrix. The improvement in the interfacial adhesion in the composites is supported by the results of the mechanical properties shown in Fig. 9 and Table 1.

Morphology of PP composites containing 30 wt% of cellulose derivatives after chemical modification; a untreated MFC, b silylated MFC, c acetylated MFC
Thermal stability of the MFC derivatives and PP/MFC composites
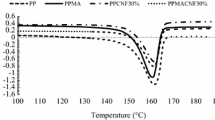
Figure 5 shows the weight loss of the MFC derivatives and PP/MFC composites compared to the pristine MFC and neat PP, respectively. As can be seen in Fig. 5a, the 5 wt% weight loss temperatures of the MFC, S-MFC and A-MFC are 281 °C, 297 °C and 299 °C, respectively. The decomposition of cellulose is a result of intermolecular or intramolecular dehydration reaction. The hydroxyl groups of cellulose fiber are stable as poor leaving groups, but, a Brønsted acid catalyst or heat helps by protonating the hydroxyl group to give the better leaving group, –OH2+. Thus, the chemically-modified MFC has better thermal stability due to the small number of hydroxyl groups left after modification (Lu and Drzal 2010; Zhang et al. 2011). As seen in Fig. 5b, the first weight loss stage of the PP/MFC composites appears at around 329 °C, which corresponds to the decomposition of cellulose fibers. The second weight loss of the PP/MFC composites appearing at around 376 °C correspond to the thermal decomposition of PP. The high thermal stability of the MFC derivatives can be applied to commercial thermoplastic resins, such as PP, PE, PVC and ABS, which have processing temperatures of about 120–220 °C.

TGA curves of a cellulose derivatives, b PP composites containing 30 wt% cellulose derivatives
Dynamic mechanical analysis
The dynamic mechanical analysis of the injection molded specimens was carried out from − 80 to 135 °C at 1 Hz. The storage modulus spectra of the PP/MFC composites for the 30 wt% cellulose content are presented in Fig. 6a. A remarkable improvement in the storage modulus values is seen when the cellulose has been added except A-MFC. In the vicinity of the glass (β) transition temperature at around 5 °C, a very considerable drop is observed, indicating that the material has gone through a glass/rubber transition. The PP/MFC and PP/S-MFC composites showed an improvement in the storage modulus spectrum over neat PP. The reinforcing effect by addition of the fibers is assumed to increase the stiffness of the PP composite (Poletto and Zattera 2017). The untreated MFC showed a reinforcing effect due to presence of fibril structure in the cellulose fiber, but it was not as effective as the S-MFC having improved compatibility with PP after chemical modification. In the case of PP/A-MFC composite, it does not show the reinforcing effect in the PP matrix due to the destruction of cellulose fibrillated structure by the high degree of acetylation as seen in Fig. S1 (Bledzki et al. 2008). Figure 6b shows a variation in the loss modulus as a function of the temperature for different composites. The loss modulus of the PP/MFC and PP/S-MFC composites increase more than that for neat PP due to the energy dissipation through an increased internal friction. Mechanical damping is an important parameter related to the dynamic behavior of fiber-reinforced composites, and the damping properties of the material produce a balance between the elastic phase and the viscous phase in a polymeric structure (Hameed et al. 2007). The mechanical damping values of the MFC composites are similar to those of neat PP under the glass (α) transition temperature at around 50 °C, but these increase in the temperature range from 50 to 100 °C, as shown in Fig. 7. Increasing the damping effect due to the energy dissipation between filler–filler molecules or filler–matrix molecules, can provide benefits of a longer service life of the components, reduction in weight and noise (Chandra et al. 1999; Lakes 2002).

Variation of a storage modulus, b loss modulus with temperature for neat PP and 30 wt% of MFC/PP, S-MFC/PP, A-MFC/PP composites

Variation of mechanical damping factor with temperature for neat PP and 30 wt% of MFC/PP, S-MFC/PP, A-MFC/PP composites
Rheological properties
The unique rheological properties of polymer and their composites such as shear thinning behavior are very important for associating processing methods. In particular, the viscosity of thermoplastics and their composites is a critical factor in process conditions and productivity. The viscosity of the PP and PP composites are shown as a function of the shear rate in Fig. 8. As shown in Fig. 8a, the PP/A-MFC composite has a higher viscosity than that of neat PP at the low shear rate under 0.16 s−1 but has a lower viscosity than the PP/MFC and PP/S-MFC composite. For the A-MFC, the destruction of the cellulose fibril structure by the acetylation is a cause of lowering the viscosity of the PP/A-MFC composite. As seen in Fig. 8b, the viscosity of composite increases as the S-MFC content increases at low shear rate under 0.16 s−1. All specimens exhibit a shear thinning behavior with a decrease in the viscosity as the shear rate increases. The melt viscosity of the fabricated composites increases with the addition of cellulose fibers at a low shear rate of less than 0.16 s−1 (Eberle et al. 2008). On the other hand, the viscosity of the PP/S-MFC composites is lower than that of neat PP at a high shear rate greater than 0.16 s−1. In the higher shear rate region, the PP/S-MFC composites show a greater shear thinning behavior due to the preferential orientation of the cellulose fiber along the flow direction and slip between the fibers and the polymer matrix (Gu et al. 2004; Jang 2018). The rheological properties of the fabricated composites in this study can be expected to improve the processability when the PP/MFC composites are produced through conventional plastic extrusion processes in a shear rate range up to 1000 s−1 (Vlachopoulos and Strutt 2003).

Viscosity at different shear rates for a neat PP and composites with the filler content of 30 wt%, b neat PP and PP/S-MFC composites by content
Mechanical properties
The mean mechanical properties (tensile strength, tensile modulus, flexural strength, flexural modulus, heat distortion temperature and melt flow index) and its standard deviation of the PP/MFC composites are exhibited in Fig. 9, summarized in Table 1. The tensile strength of the fabricated composites decreases with an increase in the cellulose content in the fibers of the composites, and it decreases by 14, 8 and 30% compared to that of neat PP (28.3 MPa) in the case in which 30 wt% MFC (24.4 MPa), S-MFC (26.0 MPa) and A-MFC (17.1 MPa) are added, respectively. The decrease in tensile strength of the fabricated PP composites is due to quasi-brittle behavior, which is attributed to nonuniform stress transfer by the agglomerated fibers and the restricted mobility of PP chains (Yang and Gardner 2011; Zulkifli et al. 2015). The PP/S-MFC composites improved in all properties containing the tensile modulus, flexural strength, flexural modulus and heat distortion temperature, except for the tensile strength compared to the neat PP. The reinforcing effect of the S-MFC in the PP matrix is excellent in all mechanical properties when the content of the cellulose fibers remains the same. As seen above, the PP/MFC and PP/S-MFC composites showed similar tendencies in an analysis of the thermal and rheological properties, but all mechanical properties of the PP/S-MFC composites were higher than those of the PP/MFC composites. Specifically, the tensile strength, tensile modulus, flexural strength, flexural modulus, heat distortion temperature was improved by 6, 15, 15, 15, 8%, respectively. These results were caused by the enhanced compatibility at the interface between PP composites and cellulose fibers after the surface modification of MFC, as seen in the SEM images of the PP/S-MFC composite. On the other hand, the mechanical properties of the PP/A-MFC composite decreased more than the untreated MFC composites due to the collapse of cellulose fibril structure and the reduction of crystalline region in cellulose fibril after the acetylation (Bledzki et al. 2008).

Mechanical properties of the PP/S-MFC composite at different S-MFC content of 10, 20, 30 wt%
Conclusion
PP composites containing MFC derivatives were fabricated via extrusion and injection processes. The S-MFC successfully controlled the hydroxyl group through a silylation reaction with MPMS to improve the compatibility with PP, which results in a small aggregate size and good interface without voids in the PP matrix. The enhanced compatibility between the PP matrix and the S-MFC improves the mechanical properties of the PP composites as well as the processability. Consequently, these results demonstrate that MFC is a sufficient biofiller for conventional bio-composites and can be immediately applied in general composite manufacturing.
References
Abdelmouleh M, Boufi S, ben Salah A, Belgacem MN, Gandini A (2002) Interaction of silane coupling agents with cellulose. Langmuir 18:3203–3208
Bledzki A, Mamun A, Lucka-Gabor M, Gutowski V (2008) The effects of acetylation on properties of flax fibre and its polypropylene composites. Express Polym Lett 2:413–422
Brochier Salon M-C, Belgacem MN (2011) Hydrolysis-condensation kinetics of different silane coupling agents. Phosphorus Sulfur Silicon 186:240–254
Chandra R, Singh S, Gupta K (1999) Damping studies in fiber-reinforced composites—a review. Compos Struct 46:41–51
Cordin M, Griesser UJ, Bechtold T (2017) Analysis of moisture sorption in lyocell-polypropylene composites. Cellulose 24:1837–1847
Defoirdt N et al (2010) Assessment of the tensile properties of coir, bamboo and jute fibre. Compos A Appl Sci Manuf 41:588–595. https://doi.org/10.1016/j.compositesa.2010.01.005
Eberle AP, Baird DG, Wapperom P (2008) Rheology of non-Newtonian fluids containing glass fibers: a review of experimental literature. Ind Eng Chem Res 47:3470–3488
Eichhorn SJ (2011) Cellulose nanowhiskers: promising materials for advanced applications. Soft Matter 7:303–315
Etcheverry M, Barbosa SE (2012) Glass fiber reinforced polypropylene mechanical properties enhancement by adhesion improvement. Materials 5:1084–1113
Gu SY, Ren J, Wang QF (2004) Rheology of poly (propylene)/clay nanocomposites. J Appl Polym Sci 91:2427–2434
Hameed N, Sreekumar PA, Francis B, Yang W, Thomas S (2007) Morphology, dynamic mechanical and thermal studies on poly(styrene-co-acrylonitrile) modified epoxy resin/glass fibre composites. Compos A Appl Sci Manuf 38:2422–2432. https://doi.org/10.1016/j.compositesa.2007.08.009
Iwamoto S, Yamamoto S, Lee S-H, Endo T (2014) Mechanical properties of polypropylene composites reinforced by surface-coated microfibrillated cellulose. Compos A Appl Sci Manuf 59:26–29. https://doi.org/10.1016/j.compositesa.2013.12.011
Jang K-S (2018) Mechanics and rheology of basalt fiber-reinforced polycarbonate composites. Polymer 147:133–141
Kelly A, Tyson AW (1965) Tensile properties of fibre-reinforced metals: copper/tungsten and copper/molybdenum. J Mech Phys Solids 13:329–350
Khalil HA, Bhat A, Yusra AI (2012) Green composites from sustainable cellulose nanofibrils: a review. Carbohyd Polym 87:963–979
Kiaei M, Kord B, Vaysi R (2014) Influence of residual lignin content on physical and mechanical properties of kraft pulp/PP composites. Maderas Ciencia y tecnología 16:495–503
Lakes R (2002) High damping composite materials: effect of structural hierarchy. J Compos Mater 36:287–297
Le Baillif M, Oksman K (2009) The effect of processing on fiber dispersion, fiber length, and thermal degradation of bleached sulfite cellulose fiber polypropylene composites. J Thermoplast Compos Mater 22:115–133. https://doi.org/10.1177/0892705708091608
Lepetit A, Drolet R, Tolnai B, Zerrouki R, Montplaisir D (2017) Effect of acetylation on the properties of microfibrillated cellulose-LDPE composites. J Appl Polym Sci 134:44933. https://doi.org/10.1002/app.44933
Lin T, Jia D, He P, Wang M, Liang D (2008) Effects of fiber length on mechanical properties and fracture behavior of short carbon fiber reinforced geopolymer matrix composites. Mater Sci Eng A 497:181–185. https://doi.org/10.1016/j.msea.2008.06.040
Lu J, Drzal LT (2010) Microfibrillated cellulose/cellulose acetate composites: effect of surface treatment. J Polym Sci Part B Polym Phys 48:153–161
Minus M, Kumar S (2005) The processing, properties, and structure of carbon fibers. JOM 57:52–58
Missoum K, Belgacem MN, Bras J (2013) Nanofibrillated cellulose surface modification: a review. Materials (Basel) 6:1745–1766. https://doi.org/10.3390/ma6051745
Mohanty AK, Wibowo A, Misra M, Drzal LT (2004) Effect of process engineering on the performance of natural fiber reinforced cellulose acetate biocomposites. Compos A Appl Sci Manuf 35:363–370. https://doi.org/10.1016/j.compositesa.2003.09.015
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994
Nishiyama N, Horie K, Asakura T (1987) Hydrolysis and condensation mechanisms of a silane coupling agent studied by 13C and 29Si NMR. J Appl Polym Sci 34:1619–1630
Paavilainen S, McWhirter JL, Róg T, Järvinen J, Vattulainen I, Ketoja JA (2012) Mechanical properties of cellulose nanofibrils determined through atomistic molecular dynamics simulations. Nord Pulp Pap Res J 27:282
Pickering KL, Efendy MA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Compos A Appl Sci Manuf 83:98–112
Poletto M, Zattera AJ (2017) Mechanical and dynamic mechanical properties of polystyrene composites reinforced with cellulose fibers: coupling agent effect. J Thermoplast Compos Mater 30:1242–1254
Rahman MR, Huque MM, Islam MN, Hasan M (2008) Improvement of physico-mechanical properties of jute fiber reinforced polypropylene composites by post-treatment. Compos A Appl Sci Manuf 39:1739–1747. https://doi.org/10.1016/j.compositesa.2008.08.002
Rogelj J et al (2016) Paris Agreement climate proposals need a boost to keep warming well below 2 degrees C. Nature 534:631–639. https://doi.org/10.1038/nature18307
Rowell RM (2008) Challenges in biomass-thermoplastic composites. J Polym Environ 15:229–235. https://doi.org/10.1007/s10924-007-0069-0
Shi S, Yang C, Nie M (2017) Enhanced interfacial strength of natural fiber/polypropylene composite with mechanical-interlocking interface. ACS Sustain Chem Eng 5:10413–10420. https://doi.org/10.1021/acssuschemeng.7b02448
Siró I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17:459–494
Sjostrom E (2013) Wood chemistry: fundamentals and applications. Elsevier, Amsterdam
Sohn M-S, Hu X-Z (1994) Mode II delamination toughness of carbon-fibre/epoxy composites with chopped Kevlar fibre reinforcement. Compos Sci Technol 52:439–448
Španić N (2015) Chemical and thermal properties of cellulose acetate prepared from White Willow (Salix alba) and Black Alder (Alnus glutinosa) as a potential polymeric base of biocomposite materials. Chem Biochem Eng Q 29:357–365. https://doi.org/10.15255/cabeq.2015.2176
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2011) A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 18:1097–1111
Spoljaric S, Genovese A, Shanks RA (2009) Polypropylene–microcrystalline cellulose composites with enhanced compatibility and properties. Compos A Appl Sci Manuf 40:791–799. https://doi.org/10.1016/j.compositesa.2009.03.011
Suzuki K, Okumura H, Kitagawa K, Sato S, Nakagaito AN, Yano H (2013) Development of continuous process enabling nanofibrillation of pulp and melt compounding. Cellulose 20:201–210. https://doi.org/10.1007/s10570-012-9843-9
Tian R, Seitz O, Li M, Hu WW, Chabal YJ, Gao J (2010) Infrared characterization of interfacial Si–O bond formation on silanized flat SiO2/Si surfaces. Langmuir 26:4563–4566. https://doi.org/10.1021/la904597c
van de Ven T, Godbout L (2013) Cellulose—fundamental aspects. InTech, Rijeka
Vlachopoulos J, Strutt D (2003) The role of rheology in polymer extrusion. In: New technology for extrusion conference, Milan, Italy, pp 20–21
Wambua P, Ivens J, Verpoest I (2003) Natural fibres: can they replace glass in fibre reinforced plastics? Compos Sci Technol 63:1259–1264. https://doi.org/10.1016/s0266-3538(03)00096-4
Wu Y, Xia C, Cai L, Garcia AC, Shi SQ (2018) Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J Clean Prod 184:92–100
Xie Y, Hill CAS, Xiao Z, Militz H, Mai C (2010) Silane coupling agents used for natural fiber/polymer composites: a review. Compos A Appl Sci Manuf 41:806–819. https://doi.org/10.1016/j.compositesa.2010.03.005
Yang H-S, Gardner DJ (2011) Mechanical properties of cellulose nanofibril-filled polypropylene composites. Wood Fiber Sci 43:143–152
Zampaloni M et al (2007) Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos A Appl Sci Manuf 38:1569–1580. https://doi.org/10.1016/j.compositesa.2007.01.001
Zepič V, Poljanšek I, Oven P, Škapin AS, Hančič A (2015) Effect of drying pretreatment on the acetylation of nanofibrillated cellulose. BioResources 10:8148–8167
Zhang M, Geng Z, Yu Y (2011) Density functional theory (DFT) study on the dehydration of cellulose. Energy Fuels 25:2664–2670
Zhang D, He M, Qin S, Yu J (2017) Effect of fiber length and dispersion on properties of long glass fiber reinforced thermoplastic composites based on poly(butylene terephthalate). RSC Adv 7:15439–15454. https://doi.org/10.1039/c7ra00686a
Zulkifli NI, Samat N, Anuar H, Zainuddin N (2015) Mechanical properties and failure modes of recycled polypropylene/microcrystalline cellulose composites. Mater Des 69:114–123
Acknowledgments
This work was supported by the National Research Foundation of Korea (NRF), the Ministry of Science, ICT & Future Planning (NRF-2014M3C1B2048175, 2016R1A2B1007134, and 2017R1A2B4006091), and the Ministry of Trade, Industry and Energy (MOTIE) (10067690, 10080545). We also appreciated the project and equipment support from Gyeonggi Province through the GRRC program in Sungkyunkwan University.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kim, SH., Kim, ES., Choi, K. et al. Rheological and mechanical properties of polypropylene composites containing microfibrillated cellulose (MFC) with improved compatibility through surface silylation. Cellulose 26, 1085–1097 (2019). https://doi.org/10.1007/s10570-018-2122-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-2122-7