
Abstract
Nanocelluloses, including cellulose nanocrystals (CNCs), bacterial nanocellulose (BNC), and cellulose nanofibrils (CNFs), have attracted much attention in recent years all over the world. However, commercial applications of nanocelluloses are still limited due to the high cost of nanocelluloses. In this study, we developed a novel method to prepare lignocellulose nanofibrils (LCNF) directly from bamboo chips (BC), which can readily be scaled up. The method developed consists of three primary steps, which are as follows: glycerol pretreatment, screw extrusion, and mechanical refining/milling in a colloid mill. Glycerol can readily penetrate into bamboo chips and it is used as an effective reaction medium for fibrillation and delignification. The LCNF yield is about 77.2% based on bone dry bamboo chips. The morphology of the LCNF was investigated by transmission electron microscopy (TEM), which shows that the LCNFs have a diameter of 20–80 nm and a length of several thousand nanometers. X-ray diffraction (XRD) analysis shows that the crystallinity of the LCNF was 52.7%, which was slightly lower than that of the bamboo raw material. This process can be easily scaled up for commercial production of LCNF.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Biomass based nanomaterials, such as cellulose nanocrystals (CNCs), bacterial nanocellulose (BNC), and cellulose nanofibrils (CNFs) have attracted much attention as green alternatives for applications in light weight and high strength materials, composites, electronics, and packaging materials (Huang et al. 2003; Sun et al. 2014; Fan et al. 2017; Khan et al. 2018). Cellulose, as the most abundant renewable resource on the earth, is available in a wide variety of living species including animals, plants, and certain bacteria (Abdul Khalil et al. 2014; Jonoobi et al. 2015). Besides biodegradability and renewability, cellulose nanofibrils have unique characteristics such as low density (Silva et al. 2004), high specific surface area (Huang et al. 2003), and high mechanical strength (Yano and Nakahara 2004).
Cellulose has a polysaccharide structure, and its polysaccharide molecular chains form nanoscale high crystallization regions in the cell wall structure of plant fibers. The nanoscale cellulose crystals are connected through various physical and chemical interactions (Baker et al. 1997; Somerville et al. 2004). It is difficult to break down the crystallization regions in order to produce cellulose nanofibrils. The nano-fibrillation of cellulose fibers can be obtained by mechanical treatments, including high pressure homogenization (Chen et al. 2014), microfluidization (Ferrer et al. 2012), high intensity ultrasonication (Chen et al. 2011a) and grinding (Abe et al. 2007). Although these mechanical treatments are readily available, their energy consumption is extremely high, higher than 30,000 kWh/ton in most cases (Siró and Plackett 2010).
Pretreatment of cellulose fibers using a wetting agent such as glycerol, a by-product from the biodiesel industry, can facilitate the fibrillation process, thus decreasing the energy consumption dramatically (Liu et al. 2017). As a high boiling point organic solvent, glycerol has been used as a solvent for the separation of lignin from biomass (Meighan et al. 2017). Recently, glycerol has been used in organosolv pretreatment of lignocellulose to improve the chemical accessibility of cellulose (Zhang et al. 2016). The glycerol pretreatment has advantages including: (1) the pretreatment can be performed under an atmospheric pressure; (2) Because of its high polar structure, glycerol is easy to penetrate into fiber structure of biomass, providing an effective reaction solvent for fibrillation and delignification. Sun et al. (Sun and Chen 2008) reported that a reaction time of 3 h and reaction temperature of 220 °C under atmospheric pressure were required to achieve 65% delignification, 70% hemicellulose removal, and 90% glucan digestibility via pretreatment of glycerol. Compared with glycerol pretreatment of lignocellulose (without the addition of any catalyst, such as a mineral acid), acid-catalyzed glycerol pretreatment process requires a mild condition (shorter pretreatment time and/or lower temperatures). Martin et al. (2011) found a 90% glucan digestibility for sugarcane bagasse via glycerol pretreatment at 190 °C for 60 min, using 0.94% H2SO4 as catalyst.
Screw extrusion is an energy-efficient mechanical treatment where lignocellulose is processed by means of compression, shear forces, and heat, for physical disruption, which increase the surface area and pore size (Liu et al. 2013). Liu et al. (2018) found that screw extrusion pretreatment of lignocellulosic biomass can result in subsequently high enzymatic hydrolysis rate. The twin-screw extrusion treatment has been successfully applied to the alkaline peroxide mechanical pulping (APMP) process (Xu and Sabourin 1999). In such a process, the use of twin-screw extrusion machine can enhance the interactions of alkaline peroxide solution with wood chips/pulps.
In conventional methods to produce nanocellulose, lignocellulose raw material needs to undergo several purification stages through the processes of pulping and bleaching to obtain largely lignin-free pulp (Abe 2016; An et al. 2016). The pulping and bleaching processes are costly, and can have negative impact on the environment due to the formation of gaseous, liquid and solid wastes (Wang et al. 2009). More recent studies have shown that lignocellulose nanofibers can be directly prepared from biomass raw materials or unbleached wood pulp (Iwamoto et al. 2014; Jang et al. 2014; Theng et al. 2015; Sánchez et al. 2016). However, these methods also require harsh chemical treatments.
Here we report a novel process to produce lignocellulose nanofibrils (LCNF) directly from bamboo chips in an energy-efficient and eco-friendly way by following a 3-step process: (1) Swelling of bamboo chips, achieved in a pretreatment stage using a green chemical glycerol; (2) crushing of swelled bamboo chips in a screw extrusion step, chosen due to its effectiveness in crushing bamboo chip and low energy intensity; (3) formation of nanofibrils by mechanical refining in a colloidal mill, where 0.15% sulfuric acid (conc.) is used as the catalyst, and the crushed bamboo fibrous materials are then converted into nanofibrils by mechanically refining/milling in a colloidal mill. The obtained LCNF were then characterized based on model analytical techniques, including TEM, XRD, and Fourier-transform infrared (FTIR) spectroscopy.
Experimental
Materials
Bamboo logs were obtained from Jiangsu Province of China. They were cut into 5 cm chips and air-dried. Glycerol [C3H5(OH)3, 98%] and sulfuric acid (H2SO4, 98%) were purchased from Nanjing Chemical Reagent Co. Ltd., China. All chemicals were used as received without further purification.
Preparation of lignocellulose nanofibrils from bamboo chips
The bamboo chips were pretreated with glycerol at a mass ratio of 1:8 at 120 °C for 2 h. The pretreated bamboo chips were then extruded twice through a screw extrusion device (CZR-2014, Guangzhou Chunziran Co. Ltd., China) to obtain crushed lignocellulose (CLC) in glycerol. The CLC glycerol dispersion was diluted with glycerol to 5% solid content, and refined in a colloid mill (JIM-150, Wenzhou Kangding Machinery Co. Ltd., China), which was operated at 6000 rpm at room temperature for 5 min, using 0.15% H2SO4 (conc.) as catalyst.
Measurements
Yield of LCNF
The LCNF yield is defined as:
In this equation, Y is the yield of LCNF, Wn is the bone dry weight of LCNF (after dialysis and filtration), and Wm is the bone dry weight of bamboo chips.
Transmission electron microscopy (TEM)
The sample was prepared as follows: a drop of LCNF suspension (0.005, w/w%) was deposited on a copper-coated TEM grid (300-mesh copper), and then excess liquid was removed by blotting with a filter paper. The obtained sample was examined using a TEM (JEM-1400 JEOL Japan) at a 100 kV accelerating voltage.
X-ray diffraction (XRD)
XRD spectra were obtained using an X-ray refractometer (Ultima IV, Japan) with CuKα radiation (40 kV and 30 mA). Spectrograms were collected from 5° to 50° at a scan rate of 2°/min. Crystallinity degree (Cr) was calculated based on (1) the intensity of the 200 peak (I200 2θ = 22.6°) and (2) the intensity minimum (Iam 2θ = 18.7°) between the peaks at 200 and 110, which is well documented in the literature (Segal et al. 1959; Zhu et al. 2013) as:
Fourier transform infrared spectroscopy (FTIR)
The FTIR spectrograms were obtained in a Fourier transform infrared spectroscopy spectrometer (Vertex 80 V Bruker Germany). The spectra were recorded at ambient conditions in the transmittance mode from an accumulation of 128 scans at a 4 cm−1 resolution over the regions of 4000–400 cm−1.
Results and discussion
Schematic representation of the LCNF preparation from bamboo chips
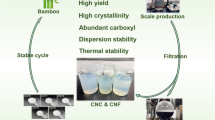
The concept of preparing LCNF from bamboo chips is schematically shown in Fig. 1. The key steps are as follows:

Schematic representation of the LCNF preparation from bamboo chips
(1) Glycerol pretreatment provides swelling, delignification and softening of bamboo chips, all of which facilitate the subsequent mechanical treatment. Zhang et al. (2017) reported that lignocellulose could be dissolved in NMMO/H2O solution via glycerol swelling and mechanical pretreatment. Romaní et al. (2013) found that pretreatment in glycerol-water at 200 °C resulted in 64.3% delignification and 82% of hemicellulose hydrolysis (as xylose), with a 92% cellulose yield.
(2) Screw extrusion crushes glycerol-swollen bamboo chips (BC) in an energy-efficient way. Screw extrusion is well established commercial process in the P-RC APMP process for converting wood chips to pulp fibers (Li et al. 2014), as it can combine heat, compression and shear forces to disrupt the fibrous structure of biomass, increasing the surface area and pore size (Liu et al. 2013). The solvent absorption ratio of bamboo materials increases evidently from 30 to 57% (single-pass) and 78% (two-pass) after the screw extrusion treatment. Previous study reported that screw extrusion treatment resulted in an increase in the liquid absorption of biomass (Li et al. 2013).
(3) The crushed lignocellulose (CLC) is further treated in a colloid mill for 5 min with 0.15% sulfuric acid (conc.) as the catalyst to disintegrate the CLC into nanofibrils. A dilute sulfuric acid solution can hydrolyze the linkages between hemicellulose, cellulose, and lignin to facilitate the liberation of cellulose nanofibrils in the mechanical refining/milling process. The glycerol-swelling and extrusion treatments open up the lignocellulose cell wall structure, thus enhancing acid hydrolysis. The combination of glycerol pretreatment, screw extrusion, and hydrolysis facilitates the liberalization of lignocellulose nanofibrils during the mechanical refining/milling while keeping a high yield of the lignocellulose nanofibrils. The TEM images in Fig. 1 show that the bamboo LCNF obtained by this process have a diameter range from 20 to 80 nm, with a length of several thousand nanometers.
Energy consumption of screw extrusion
The energy consumption of screw extrusion is defined as:
Table 1 shows the energy consumption during screw extrusion as functions of both the pretreatment time and temperature. Unfortunately, LCNF was not obtained for the first two trials (Trial IDs of 1 and 2: glycerol treatment for 2 h at 100 °C or for 1 h at 120 °C). Under the conditions of glycerol treatment at 2 h and 120 °C, the energy consumption was 60 kWh/ton, which gave the highest yield, while high-quality LCNFs were obtained. For this reason, in the following section, the glycerol pretreatment conditions of 2 h and 120 °C were chosen.
Chemical composition and yield of the LCNF
Table 2 shows the chemical compositions of the BC, CLC and LCNF. The ash, lignin, cellulose and hemicellulose contents of the BC are 1.4%, 25.3%, 51.7% and 21.2%, respectively. After the glycerol pretreatment and screw extrusion, the compositions of the resultant CLC are 0.7%, 22.4%, 56.9% and 22.8% for ash, lignin, cellulose and hemicellulose, respectively. The glycerol pretreatment and screw extrusion treatment remove more ash and lignin than cellulose and hemicellulose, thus, decreasing the ash and lignin contents, while increasing the cellulose and hemicellulose contents of the resultant CLC. The yield of the CLC is 87.1%, largely due to dissolution of lignin in the glycerol pretreatment and screw extrusion processes. Demirba et al. reported that wood and agricultural materials can be delignified in the glycerol based pulp production process (Demirba 1998). After the mechanical refining/milling process using 0.15% sulfuric acid (conc.) as the catalyst, the yield of the resultant LCNF is about 77.2%. As shown in Table 2, the ash, lignin and hemicellulose contents are lower in comparison with those of the raw bamboo chips, while the cellulose content of the LCNF is higher than that in the raw bamboo chips. Overall, approximately 35% of raw bamboo lignin and 29% of hemicellulose are removed in the 3-step LCNF preparation process, while the loss of cellulose is only about 11%.
Morphology of LCNF
The morphology of the bamboo LCNF is shown in Fig. 2. The chemical and mechanical treatments cause nanofibrillation of the cell wall structure on bamboo fibers. The diameter of the LCNF is in the range of 20–80 nm and the length is in several thousand nanometers. It is noted that there are some irregular nanoparticles attached to the LCNF, which are most likely lignin rich materials. Lignin can attach to cellulose through lignin-carbohydrates complexes.

TEM images of the bamboo LCNF, a low magnification, b high magnification
XRD and FTIR analyses
Figure 3 shows the X-ray diffraction spectrograms of the BC, CLC and LCNF, indicating that the crystalline structure is cellulose I in all cases because of similar XRD patterns in Fig. 3 to those reported in the literature for Cellulose I (Nelson and O’Connor 1964; Zhang et al. 2017). The degrees of crystallinity calculated from the 2θ peaks at Iam and I200 are 58.2%, 47.7% and 52.7%, respectively, for the BC, CLC and LCNF. The crystalline index of the CLC is lower than that of the BC and LCNF, likely due to loss in some crystalline structures during the screw extrusion process. A strong mechanical treatment can cause destruction to the crystalline structure. Yousefi et al. found that the crystallinity and crystallite size of cellulose decreased via grinding treatment, due to the pressure force and high shearing between grinding stones (Yousefi et al. 2013). The increase of crystallinity after refining/milling in the presence of dilute sulfuric acid can be attributed to the dissolution of amorphous materials including hemicellulose and lignin. These results are in agreement with those in Table 2. Overall, the crystallinity indices of the BC, CLC and LCNF are lower compared to those of bleached pulps (Jahan and Mun 2009), due to the presence of more amorphous hemicellulose and lignin in the samples.

X-ray diffraction patterns of bamboo chips (BC), crushed lignocellulose (CLC), and lignocellulose nanofibrils (LCNF)
The FT-IR spectra of BC, CLC, and LCNF are shown in Fig. 4. The dominant peaks in the region 3600–2800 cm−1 are due to the stretching vibrations of CH and OH. The LCNF sample has higher absorption intensity in this region, which can be attributed to the higher cellulose content of the LCNF compared with the BC and CLC. It was reported that the tension vibration of OH groups increased, with the increase of cellulose content (Yousefi et al. 2018). The higher cellulose content in the LCNF sample than that in either BC or CLC sample, is supported by the chemical composition results in Table 2.

FT-IR spectra of bamboo chips (BC), crushed lignocellulose (CLC) and lignocellulose nanofibrils (LCNF)
The distinct peak at 1737 cm−1 is attributed to uronic ester groups and/or acetyl groups from hemicelluloses or the carboxylic group of ferulic and p-coumeric acids from lignin or hemicellulose (Sain and Panthapulakkal 2006; Alemdar and Sain 2008). The peak at 1511 cm−1 is due to the C=C stretching vibration in the aromatic ring of lignin (Chen et al. 2011b). That at 1379 cm−1 shows C–H asymmetric deformations. Those in the 1200–950 cm−1 regions are attributed to C–O stretching. These characteristics indicate that the key functional groups are similar in the hemicellulose and lignin present in the BC, CLC and LCNF.
Industrial implications
The process we report here for the preparation of lignocellulose nanofibrils from bamboo chips can be readily implemented for commercial production. Proposed in Fig. 5 is an example of process flow sheet. Glycerol pretreatment is carried out first to swell and soften bamboo chips at an atmospheric pressure. Screw extrusion treatment of the softened bamboo chips is then carried out to disrupt the structure of bamboo fibers and to increase the surface area. In the third stage, mechanical refining/milling is performed with 0.15% sulfuric acid (conc.) as the catalyst so that nanofibrillated lignocellulose is generated. Mechanical refining is facilitated so that the overall energy consumption is significantly decreased, this can be attributed to the glycerol pretreatment, screw extrusion, and the catalytic effect of dilute sulfuric acid.

Proposed production process for bamboo lignocellulose nanofibrils
Glycerol can be recycled in the screw extrusion and refining processes, as shown in Fig. 5. During screw extrusion, residual glycerol can be recycled easily for pretreatment of raw materials. During the last stage, LCNF can be separated from glycerol through filtration. The recovered filtrate containing glycerol and sulfuric acid also can be recycled at the stage of mechanical refining.
The advantages of this novel LCNF process includes:
-
1.
A short-sequence process, meaning a favorable capital investment in comparison with other processes.
-
2.
The mechanical refining process is facilitated due to the glycerol pretreatment, screw extrusion, and the use of 0.15% sulfuric acid (conc.) as the catalyst.
-
3.
A high energy-efficiency process.
Conclusions
Bamboo lignocellulose nanofibrils (LCNF) are successfully prepared directly from bamboo chips by the novel process we have developed, consisting of glycerol pretreatment, extrusion treatment and mechanical refining using 0.15% sulfuric acid (conc.) as a catalyst. Experimental results show that the yield of LCNF is 77.2% based on bamboo chips. The high yield of LCNF is due to preservation of most of the lignin and hemicellulose. The diameter of the LCNF is in the range of 20–80 nm, and the lengths in a few micrometers. The crystallinity degree of the lignocellulose nanofibrils is 52.7%, slightly lower than the starting material, due to the destruction effect of screw extrusion. FTIR analyses indicate that the key functional groups of the bamboo lignocellulose nanofibrils are similar to those of the bamboo chips. This green and energy efficient process can be an optional process for commercial production of lignocellulose nanofibrils at a decreased cost.
References
Abdul Khalil HP, Davoudpour Y, Islam MN et al (2014) Production and modification of nanofibrillated cellulose using various mechanical processes: a review. Carbohydr Polym 99:649–665. https://doi.org/10.1016/j.carbpol.2013.08.069
Abe K (2016) Nanofibrillation of dried pulp in NaOH solutions using bead milling. Cellulose 23:1257–1261
Abe K, Iwamoto S, Yano H (2007) Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromolecules 8:3276–3278
Alemdar A, Sain M (2008) Isolation and characterization of nanofibers from agricultural residues–Wheat straw and soy hulls. Bioresour Technol 99:1664–1671
An X, Wen Y, Cheng D et al (2016) Preparation of cellulose nano-crystals through a sequential process of cellulase pretreatment and acid hydrolysis. Cellulose 23:2409–2420
Baker AA, Helbert W, Sugiyama J, Miles MJ (1997) High-resolution atomic force microscopy of native valonia cellulose I microcrystals. J Struct Biol 119:129–138
Chen W, Yu H, Liu Y et al (2011a) Individualization of cellulose nanofibers from wood using high-intensity ultrasonication combined with chemical pretreatments. Carbohydr Polym 83:1804–1811. https://doi.org/10.1016/j.carbpol.2010.10.040
Chen W, Yu H, Liu Y (2011b) Preparation of millimeter-long cellulose I nanofibers with diameters of 30–80 nm from bamboo fibers. Carbohydr Polym 86:453–461
Chen W, Abe K, Uetani K et al (2014) Individual cotton cellulose nanofibers: pretreatment and fibrillation technique. Cellulose 21:1517–1528. https://doi.org/10.1007/s10570-014-0172-z
Demirba A (1998) Aqueous glycerol delignification of wood chips and ground wood. Bioresour Technol 63:179–185
Fan J, Li T, Ren Y et al (2017) Interaction between two oppositely charged starches in an aqueous medium containing suspended mineral particles as a basis for the generation of cellulose-compatible composites. Ind Crops Prod 97:417–424. https://doi.org/10.1016/j.indcrop.2016.12.048
Ferrer A, Filpponen I, Rodríguez A et al (2012) Valorization of residual Empty Palm Fruit Bunch Fibers (EPFBF) by microfluidization: production of nanofibrillated cellulose and EPFBF nanopaper. Bioresour Technol 125:249–255
Huang Z-M, Zhang Y-Z, Kotaki M, Ramakrishna S (2003) A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos Sci Technol 63:2223–2253
Iwamoto S, Yamamoto S, Lee S-H et al (2014) Mechanical and thermal properties of polypropylene composites reinforced with lignocellulose nanofibers dried in melted ethylene-butene copolymer. Materials 7:6919–6929
Jahan MS, Mun SP (2009) Studies on the macromolecular components of nonwood available in Bangladesh. Ind Crops Prod 30:344–350
Jang J-H, Lee S-H, Kim N-H (2014) Preparation of lignocellulose nanofibers from Korean white pine and its application to polyurethane nanocomposite. J Korean Wood Sci Technol 42:700–707
Jonoobi M, Oladi R, Davoudpour Y et al (2015) Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: a review. Cellulose 22:935–969. https://doi.org/10.1007/s10570-015-0551-0
Khan A, Wen Y, Huq T, Ni Y (2018) Cellulosic nanomaterials in food and nutraceutical applications: a review. J Agric Food Chem 66:8–19. https://doi.org/10.1021/acs.jafc.7b04204
Li W, Zhao X, Liu S (2013) Preparation of entangled nanocellulose fibers from APMP and its magnetic functional property as matrix. Carbohydr Polym 94:278–285
Li H, Zhang H, Li J, Du F (2014) Comparison of interfiber bonding ability of different poplar P-RC alkaline peroxide mechanical pulp (APMP) fiber fractions. BioResources 9:6019–6027
Liu C, van der Heide E, Wang H et al (2013) Alkaline twin-screw extrusion pretreatment for fermentable sugar production. Biotechnol Biofuels 6:97
Liu C, Wang G, Sui W et al (2017) Preparation and characterization of chitosan by a novel deacetylation approach using glycerol as green reaction solvent. ACS Sustain Chem Eng 5:4690–4698. https://doi.org/10.1021/acssuschemeng.7b00050
Liu H, Pang B, Zhao Y et al (2018) Comparative study of two different alkali-mechanical pretreatments of corn stover for bioethanol production. Fuel 221:21–27
Martin C, Puls J, Saake B, Schreiber A (2011) Effect of glycerol pretreatment on component recovery and enzymatic hydrolysis of sugarcane bagasse. Cellul Chem Technol 45:487
Meighan BN, Lima DRS, Cardoso WJ et al (2017) Two-stage fractionation of sugarcane bagasse by autohydrolysis and glycerol organosolv delignification in a lignocellulosic biorefinery concept. Ind Crops Prod 108:431–441
Nelson ML, O’Connor RT (1964) Relation of certain infrared bands to cellulose crystallinity and crystal lattice type. Part II. A new infrared ratio for estimation of crystallinity in celluloses I and II. J Appl Polym Sci 8:1325–1341
Romaní A, Ruiz HA, Pereira FB et al (2013) Fractionation of Eucalyptus globulus wood by glycerol–water pretreatment: optimization and modeling. Ind Eng Chem Res 52:14342–14352
Sain M, Panthapulakkal S (2006) Bioprocess preparation of wheat straw fibers and their characterization. Ind Crops Prod 23:1–8
Sánchez R, Espinosa E, Domínguez-Robles J et al (2016) Isolation and characterization of lignocellulose nanofibers from different wheat straw pulps. Int J Biol Macromol 92:1025–1033
Segal L, Creely JJ, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text Res J 29:786–794
Silva GA, Czeisler C, Niece KL et al (2004) Selective differentiation of neural progenitor cells by high-epitope density nanofibers. Science 303:1352–1355
Siró I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17:459–494
Somerville C, Bauer S, Brininstool G et al (2004) Toward a systems approach to understanding plant cell walls. Science 306:2206–2211. https://doi.org/10.1126/science.1102765
Sun F, Chen H (2008) Enhanced enzymatic hydrolysis of wheat straw by aqueous glycerol pretreatment. Bioresour Technol 99:6156–6161
Sun B, Hou Q, He Z et al (2014) Cellulose nanocrystals (CNC) as carriers for a spirooxazine dye and its effect on photochromic efficiency. Carbohydr Polym 111:419–424
Theng D, Arbat G, Delgado-Aguilar M et al (2015) All-lignocellulosic fiberboard from corn biomass and cellulose nanofibers. Ind Crops Prod 76:166–173
Wang J-P, Chen Y-Z, Yuan S-J et al (2009) Synthesis and characterization of a novel cationic chitosan-based flocculant with a high water-solubility for pulp mill wastewater treatment. Water Res 43:5267–5275
Xu EC, Sabourin MJ (1999) Evaluation of APMP and BCTMP for market pulps from South American eucalyptus. Tappi J 82
Yano H, Nakahara S (2004) Bio-composites produced from plant microfiber bundles with a nanometer unit web-like network. J Mater Sci 39:1635–1638
Yousefi H, Faezipour M, Hedjazi S et al (2013) Comparative study of paper and nanopaper properties prepared from bacterial cellulose nanofibers and fibers/ground cellulose nanofibers of canola straw. Ind Crops Prod 43:732–737
Yousefi H, Azari V, Khazaeian A (2018) Direct mechanical production of wood nanofibers from raw wood microparticles with no chemical treatment. Ind Crops Prod 115:26–31
Zhang Z, Harrison MD, Rackemann DW et al (2016) Organosolv pretreatment of plant biomass for enhanced enzymatic saccharification. Green Chem 18:360–381
Zhang L, Lu H, Yu J et al (2017) Dissolution of lignocelluloses with a high lignin content in a N-methylmorpholine-N-oxide monohydrate solvent system via simple glycerol-swelling and mechanical pretreatments. J Agric Food Chem 65:9587–9594. https://doi.org/10.1021/acs.jafc.7b03429
Zhu Q, Zhou X, Ma J, Liu X (2013) Preparation and characterization of novel regenerated cellulose films via sol–gel technology. Ind Eng Chem Res 52:17900–17906
Acknowledgments
The authors acknowledge the financial support from the Natural Science Foundation of Jiangsu Provincial University (16KJA220005), the Postgraduate Research and Practice Innovation Program of Jiangsu Province (KYCX17-0835), the Doctorate Fellowship Foundation of Nanjing Forestry University, and the Priority Academic Program Development (PAPD) of Jiangsu Higher Education Institutions.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Lu, H., Zhang, L., Liu, C. et al. A novel method to prepare lignocellulose nanofibrils directly from bamboo chips. Cellulose 25, 7043–7051 (2018). https://doi.org/10.1007/s10570-018-2067-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-2067-x