
Abstract
Formaldehyde-based materials pose a threat to human life due to their carcinogenic nature; therefore, the development of a non-formaldehyde-based process for resin finishing of cotton fabrics is required. Hence, the goal of this study is to establish a non-formaldehyde-based resin-finishing process for cotton fabrics using the Taguchi design with optimized experimental conditions. The influences of the resin concentration, softener, catalyst, curing temperature, and curing time at three levels on the crease recovery angle, tearing strength, and whiteness index were investigated. Subsequently, the predicted levels were confirmed using a validation and the resulting p value of 0.000 indicated the strong predictive capability of the regression model for all selected responses. Finally, the structural relationship of the optimized resin-finished samples was investigated by Fourier-transform infrared spectroscopy and thermogravimetric analysis and indicated a strong chemical interaction and enhanced thermal stability of the treated fabrics. Hence, the optimization method using the L27 Taguchi design resulted in the best parameter conditions that can be used in non-formaldehyde resin finishing processes in the near future.
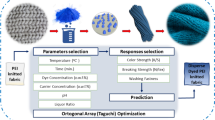
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In spite of the development of numerous synthetic fabrics, cotton remains the most commonly utilized natural cellulose fabric worldwide because of its satisfactory air permeability, mechanical properties, softness, and comfortableness. In the textile industry, cotton fabric has been used as a common source of clothing and for house furnishings such as curtains, carpets, beddings, and wallpapers (Xu et al. 2017). Nonetheless, compared with the characteristics of many polymers, cotton tends to crease, which limits its application regarding public safety and detracts from its usability for clothing (Schindler and Hauser 2004). The creasing of cotton is associated with the presence of hydroxyl groups (–OH) in the amorphous regions of the cellulose. The hydroxyl groups comprise weak hydrogen bonds that can break easily and regenerate in the amorphous region due to folding or moisture in the cotton fabric. This occurs due to the swelling properties of the cotton fibers that are responsible for creating the free movement of the amorphous regions in the interior polymer chains; therefore, the fibers tend to shrink and the material creases (Arık 2015; Arık et al. 2017; Garden and Steele 1961).
To eliminate this problem, two methods have been used by researchers to diminish the swelling effect of cellulosic fabrics. The first method is focused on the introduction of a polymer finish to close the pores of the cotton fibers by preventing the entry of water molecules (Heywood 1995). However, this approach has drawbacks because it clogs the fabric’s pores and reduces the breathability of the fabric, which makes it uncomfortable to wear. The second and commercially used strategy is the settling of the adjacent hydroxyl groups of the cellulose with multifunctional crosslinkers, primarily with N-methylol compounds such as dimethyloldihydroxyethylenurea, which is a well-known crease resistant finish; in this approach, most of the resins are able to prevent the swelling of the fibers (Lo et al. 2007). A renowned review has been conducted by Peterson (2008) who described the theory of cross-linking agents and the influence of cross-linking on the cellulose fibers and noted that a crosslinking reaction process exists within the non-crystalline region of the cellulose. However, the crosslinking of the cellulose chains is affected by the application of resins, which play a role in the decrease of the fabric’s tear strength; this is a critical issue in many fields. During the finishing of the fabric, the process has to be adjusted so that the crease resistance can be improved and the tear strength can be maintained (Tomasino 1992). Some researchers have suggested to incorporating polymer-based additives during the finishing process of cellulosic fabrics to balance the requirements of fabric strength with low cost and crease resistance (Fahmy et al. 2009; Sharpe and Mallinson 2003). Moreover, in order to improve the practical use of clothing, the fabric not only requires superior functional properties but also has to be safe for humans. Since formaldehyde has been identified as a source of human carcinogen (Arık et al. 2018), researchers have developed an alternative method of using formaldehyde-free crosslinking agents for cotton fabric in order to replace the traditional N-methylol reagents, such as zero formaldehyde-based reactants, the low-cost product of 1,3-dimethylurea and glyoxal, as well as inorganic phosphates (Harifi and Montazer 2012). Polycarboxylic acid-based crosslinking agents, especially citric acid, have been used as common agents for cotton fabric based on anhydride intermediate mechanism reaction with hydroxyl groups of cellulose (Oakes and Gratton 1998). The increased awareness of the dangers of formaldehyde and the ban of formaldehyde-based finishes in many nations has resulted in the requirements of a mitigation process by developing non-formaldehyde-based resin finishing for crease-resistant fabrics.
In general, the resin finishing process is influenced by many parameters and the procedures need to be streamlined and planned to improve the performance of the process. A systematic method for the organization, execution, and measurable assessment of the process is needed to optimize the finished products (Nalbant et al. 2007). Conventional optimization processes that keep all parameters fixed while changing one parameter are normally considered comprehensive and expensive (Martel et al. 2002). The Taguchi technique is considered a unique approach and uses an analysis of variance (ANOVA) for the determination of differences among groups with the least number of analyses (Sánchez-Sánchezab et al. 2018). The Taguchi trial configuration diminishes the cost of conducting the experiments, enhances the quality, and provides strong guidance with regard to choosing the parameters. The advantages of the Taguchi strategy compared to alternate techniques are that various variables can be streamlined simultaneously and more quantitative data can be extracted from fewer test trials (Chung-Chen and Hong 2002; Pervez et al. 2018). Specifically, the determination of the parameters results in the production of a high-quality item or component at low cost. However, to the best of our knowledge, no studies to date have reported on the optimization of the parameters of the resin-finishing process using the Taguchi method.
This research meets the aforementioned needs by providing finished textiles with a non-formaldehyde resin finish that have superior physical properties. Thus the goal of this study is to explore the optimum resin-finishing process conditions to achieve the maximum quality of the product. The experimental design was based on orthogonal array (L27) and we evaluated three levels of the processing parameters of the concentrations of the resin (g L−1), the catalyst (g L−1), and the softener (g L−1), as well as the curing temperature (°C) and curing time (min). The Taguchi design techniques are applied to optimize the parameters and report the results of the statistical analysis of the experimental data step by step in this study.
Experimental
Materials
In this study, 100% bleached plain weave cotton fabric was selected with the following specifications; ends per inch (EPI) × picks per inch (PPI) = 85 × 52; yarn count 40 s Ne and a fabric weight of 102 g m−2. The cross-linkers Knittex RCT® (modified dihydroxyethyleneurea (DHEU)) and Knittex® Catalyst Mo were used as catalysts and both were received from Huntsman (USA). Siligen GL (nonionic polysiloxane by BASF, Switzerland) was used as a softener.
Taguchi approach
The design of experiments (DoE) is a very powerful exploratory arrangement that is used to investigate the analytical factorial impacts and ideal state in current fabricating enterprises (Weissman and Anderson 2014). In the Taguchi analysis method, an orthogonal array of statistical experimental design is used to obtain the best output by running a minimum number of experiments; as a result, the time and cost of the experiments are reduced. The principal goal of this analysis is to determine how the differences in the process parameters affect the mean and variance of the parameter attributes and to identify the significant contribution of the variables. According to the number of control parameters and their levels, a distinct orthogonal array design must be selected to determine the optimal number of trial experiments. In the end, the results from each trial run are evaluated based on the signal-to-noise (S/N) ratio, the ANOVA, and a response table. The S/N ratio is used to evaluate if the parameter values approach the optimum value. When the parameter values approach a continuum, the S/N ratio as an objective function is divided into three sections including the-smaller-the-better, the-larger-the–better, and the nominal, which represents the best characteristic (Fratila and Caizar 2011). These characteristics are expressed as Eqs. (1)–(3) respectively:
where yi is the ith experiment in the orthogonal array, n is the total number of the tests, \( \bar{y}^{2} \) is the average of the data, and s2 the variance. An ANOVA is used to evaluate the significance of the design parameters, which affect the output parameters. The outcomes of both analyses determine the influences of the parameters and their levels. The results of both analyses provide information on the influential parameters and their levels.
Experimental details
This study focuses on the resin finishing process and uses Taguchi’s orthogonal array DoE (L27) technique. Minitab® 17 statistical software is used for the analysis. Five factors and three levels with 27 experimental runs were conducted and the details are shown in Tables 1 and 2. In brief, resin finishing was performed with a self-made lab protocol on a padder and stenter machine according to the aforementioned experimental design. The pH of the solution was maintained at 5.5 by adding a small quantity (3–4 drops) of acetic acid. All fabric samples were padded with a wet pick-up rate of 75%, were dried at 120 °C for 3 min, and then cured according to the experimental design. Then the fabric was removed from the curing chamber, cooled at room temperature, and ironed.
Measurement of the crease recovery angle
The crease recovery property of a fabric is defined as the ability of the fabric to recover from folding deformations. The most common method to determine the crease recovery angle (CRA) is to bend a fabric strip using a folding force, determine the period of time that the material remains in the bent configuration, and finally evaluate the recovery angle after removing the bending load. The CRA of the fabric samples was measured using the American Association of Textile Chemists and Colorists (AATCC) test method 128-1974.
Measurement of the tearing strength
The tearing strength (TE) of a fabric is very important because this property is closely related to the fabric’s serviceability. Basically, it depends on the yarn’s mobility, which is related to the fabric structure. In addition, tearing is considered one of the most common failure types in textile materials and most importantly, it can serve as an indicator of the durability of the fabric. For the tearing test, an intensity tearing tester (Elmendorf type) was used according to the ASTM D1424 standard.
Measurement of the whiteness index
The whiteness index (WI) describes the color of the fabric and refers to high luminosity and an absence of hue and greyness. The higher the whiteness commission Internationale de l’éclairage (WCIE) value, the better the specimen is. The whiteness index (WI) was measured according to the AATCC Test Method E 313, using a HUNTER Lab D25 made in the USA.
Characterization
To elucidate the chemical bonding nature of the finished fabric, Fourier-transform infrared (FTIR) spectroscopy was carried out with a Bruker Tensor 27 spectrometer (Bruker, Germany). The wavenumber of the FTIR spectrophotometer ranged from 4000 to 500 cm−1 and the resolution was 4 cm−1. In addition, to investigate the thermal properties of the finished product, a thermogravimetric analyzer (TGA) (STA-449C; Netsch Instrument Co., Ltd., Germany) was used with a heating rate of 10 °C min−1 from 0 to 400 °C (nitrogen medium) and a gas flow rate of 50 mL min−1.
Results and discussion
S/N ratio assessment
The S/N ratio is the ratio of the desirable and non-desirable values. The highest S/N ratio is the optimum value determined by the optimization process (Gökkuş et al. 2018). With regard to the resin finishing process characteristics, a better performance is obtained with a larger S/N ratio value (according to Taguchi’s method, “the-larger-the-better” was selected for the S/N ratio, meaning that the higher the value of the response, the better the outcome). As a result, the optimal level of the process parameters has the largest S/N ratio. With respect to the S/N ratio analysis, the optimal resin finishing performance with regard to the CRA was determined and was used to determine the delta statistics (which represents the highest average value minus the lowest average value of the individual factors and the delta ranks are determined based on these values; the highest value represent rank 1, the second highest represents rank 2, etc.) shown in Table 3. The results indicate the following ranking (rank 1 to rank 5). The resin concentration factor has the strongest effect on the finishing process followed by the curing temperature, the polyethylene softener, the curing time, and the catalyst.
Main effect is defined the effect of an independent variable on a dependent variable averaged across the levels of all independent variable. By analyzing the main effects of the parameters, the general trends of the factor’s influence on the process can be determined (Mirmohammad sadeghi et al. 2015). Figure 1 shows the main effect plots for the S/N ratio (CRA) based on the date shown in Table 3. It can be seen from Fig. 1 that the third levels of the resin (A3), the softener (B3), and the catalyst (C3), the second level of the curing temperature (D2), and the third level of the curing time (E3) result in the maximum values of the CRA. The S/N ratio analysis (Table 3) also exhibits the same levels, suggesting that the same levels of the variables (A3, B3, C3, D2, and E3) are the selected optimum levels for the maximum value of the CRA of the resin-finishing process and reflect the optimized condition (OC 1).

Main effect plots for S/N ratios [response: CRA]
However, these results indicate that the CRA values increase with the increase in the resin concentrations, the polyethylene softener, the catalyst, and the curing time and these responses are ascribed to the higher rate of the crosslinking formation of the cellulose chains. Furthermore, it is also observed that the CRA values decrease with the increase in the curing temperature from 130 to 150 °C but at 140 °C, the CRA is high because the higher curing temperature impedes the crosslinking of the cellulose chains, therefore decreasing the CRA.
Based on the S/N ratio analysis, the optimal resin finishing performance with regard to the TE was determined and was used to determine the delta statistics and the ranking. Table 4 shows the S/N ratio results, which indicate that the resin concentration factor has rank 1 and has the strongest effect on the resin finishing process followed by the catalyst, the curing time, the curing temperature, and the softener.
Figure 2 shows the main effect plot for the means of the S/N ratios of the TE. It is evident that the first levels of the resin (A1), the second level of the softener (B2), the third level of the catalyst (C3), the third level of the curing temperature (D3), and the first level of the curing time (E1) result in the maximum values of the TE. The S/N ratio analysis (Table 4) suggests that the same levels of the variables (A1, B2, C3, D3, and E1) are the optimum levels for the maximum TE in the resin-finishing process and are denoted as the optimized condition 2 (OC 2).

Main effect plots for S/N ratios [response: TE]
However, it can be observed that the fabric’s TE decreases with increases in the concentrations of the resin, softener, and curing time; this may be attributed to the higher crosslinking formation of the cellulose chains, which is responsible for less yarn slippage to withstand tearing. The increases in the fabric’s TE with increases in the curing temperature and catalyst concentration can be ascribed to the catalyst’s action in minimizing the crosslinking of the cellulose chains and the higher chain slippage caused by the higher curing temperature.
Table 5 shows the response table for the S/N ratios for the WI. The resin concentration factor has the strongest effect on the finishing process (rank 1), followed by the curing time, the catalyst, the curing temperature, and the softener.
Figure 3 shows the main effect plots for the means of the S/N ratios of the WI. The first levels of the resin (A1), the third level of the softener (B3), the third level of the catalyst (C3), the second level of the curing temperature (D2), and the first level of the curing time (E1) result in the maximum values of the WI. The S/N ratio analysis (Table 5) suggests that the same levels of the variables (A1, B3, C3, D2, and E1) are the optimum levels for the maximum WI in the resin-finishing process and are denoted as the optimized condition 3 (OC 3).

Main effect plots for S/N ratios [response: WI]
It is evident that the WI increases with an increase in the concentrations of the resin, the curing temperature, and the curing time and the WI decreases with an increase in the concentrations of the polyethylene softener and the catalyst. This occurs because the higher curing temperature results in a higher CRA (Fig. 1) but a decrease in the WI when the curing temperature exceeds 140 °C. Moreover, at higher curing temperatures, crosslinking formation occurs to a greater extent by circulating the energy generated by the vibration of water molecules and other ionic components, i.e., crosslinking occurred in the catalyst and as a result, the discoloration of the fabric was observed (Fouda et al. 2009).
Assessment of interaction plots
In the interaction plots, the non-parallelism of the parameter effects can be observed. An interaction exists if the relationship is represented by nonparallel lines while parallel lines denote no relationship between the parameters (Deepanraj et al. 2017). In Fig. 4a, b, non-parallel lines are observed between B, C, and D. In Fig. 4c, non-parallel lines exist between A, B, C, and D. This indicates that the interaction plots are suitable for exploring the process parameters.

Interaction plots for S/N ratios of CRA (a), TE (b), and WI (c)
ANOVA
The S/N ratio results provide the optimal levels of each factor but do not indicate which factor has the most significant impact on the output and the contribution of each factor. This was determined by the ANOVA, which is a robust method to determine the contribution of each factor and the significance of the optimization model (Googerdchian et al. 2018). It is accomplished by determining the Fischer’s test value (F-value) and sum of squares, which are used to evaluate the significance of the parameters; p values below 0.05 or 5% were considered statistically significant (Karmakar et al. 2018). Table 6 shows the ANOVA results for the CRA. Among the significant parameters, the concentration of the resin has a large influence on the CRA response with an F-value of 340.36 and a p value of 0.000. The curing temperature, polyethylene softener, and curing time are significant but have a lower influence that the resin concentration with F-values of 34.55, 17.65, and 17.56 respectively; the catalyst has no significant impact on the CRA with the lowest F-value of 1.60.
The influence of each factor is also expressed as the percent contribution (P %). Table 6 demonstrates that the resin concentration has the highest percent contribution (81.09%), followed by the curing temperature (8.23%), the softener (4.21%), the curing time (4.18%), and last, the catalyst (0.38%).
Table 7 shows the ANOVA results for the TE. The results indicate that the concentration of the resin has the largest influence on the TE response with an F-value of 216.10 and a p value of 0.000 among the significant parameters. The catalyst and curing time have significant with less F-value of 6.86 and 4.40 respectively and the softener and the curing temperature is non-significant with the lowest F-values of 3.28 and 3.35, respectively.
The influence of the factors is again expressed as the percent contribution (P %). Table 7 shows that the resin concentration has the highest percent contribution (89.30%), followed by the catalyst concentration (2.84%), the curing time (1.82%), the curing temperature (1.38%), and the softener (1.35%).
Table 8 shows the ANOVA results for the WI. It is evident that the concentration of the resin has a large influence on the CRA response with an F-value of 27.05 and a p value of 0.000 among the significant parameters. The curing time, curing temperature, and softener are significant but have a lower influence with F-values of 5.82, 5.63, and 5.58 respectively and the catalyst has no significant impact on the WI with the lowest F-value of 0.53.
Moreover, the influence of the factors is expressed as the percent contribution (P %). Table 8 demonstrates that the resin concentration has the highest percent contribution (51.42%), followed by the curing time (11.06%), curing temperature (10.70%), softener (10.60%), and the catalyst concentration (1.01%).
Residual plots assessment
Figure 5a–c shows the residual plots for the S/N ratios for the responses i.e., CRA, TE, and WI. The four plots of normal probability, residuals versus the fitted values, the histogram, and the residuals versus the observation order are shown. It is evident that the normal probability plot exhibits a nearly linear response, demonstrating that the errors are distributed normally. This is confirmed by the histogram, which also shows a normal distribution. The plot of the residuals versus the fitted values indicates that the residuals are randomly distributed around the zero line, indicating that no sequential association exists and the errors have a constant variance. Moreover, the plot of the residuals versus the observation order is used to evaluate the pattern that may have an impact on the output. It is observed that the residuals are normally distributed close to the zero line, which implies that there is a fair association with the parameters that does not require any further analysis of the errors (Sudhakara and Prasanthi 2017).

Residual plots for the S/N ratios of CRA (a), TE (b), and WI (c)
Fitted plots assessment
Figure 6a–c shows the fitted plots of the predicted versus the actual values for the responses i.e., CRA, TE, and WI. It can be observed that the points reflect the deviation of the actual values from the predicted or fitted values. The graph indicates that the model is significant because the residuals are close to the diagonal line. In addition, the Pearson correlation coefficient between the predicted and actual values for the responses i.e., CRA, TE, and WI were 0.9818, 0.9674, and 0.8517 with a p value of 0.000, which indicates a strong relationship between the predicted and actual values for the three responses (Hussain et al. 2010).

Fitted lines for the actual and predicted CRA (a), TE (b), and WI (c)
Confirmation test
The confirmation test of the experiment is an important step and is highly recommended by Taguchi in order to clarify the obtained results (Taguchi et al. 2004). The main purpose of this test is to validate the results of the experiment. Once the optimum levels of the process parameters have been determined, the last stage is to predict and verify the improvements in the performance characteristics using the optimum process parameters level. Table 9 shows the confirmation results for the responses i.e., CRA, TE, and WI using the optimum process parameters. It is demonstrated that the increase in the S/N ratio from the initial parameters to the level of the optimal parameters is 0.06, 0.4, and 0.18 dB for the CRA, TE, and WI, respectively. A good agreement is observed between the predicted and actual performance. The validation of the Taguchi method was obtained through the experimental results by improving the performance of the physical properties and optimizing the resin finishing parameters; the three response variables (CRA, TE, and WI) were significantly improved by using this method.
Structural characterization
FTIR analysis
The FTIR technique is conducted to understand the nature of the bonding and identify the functional groups. The FTIR spectra of the untreated and resin finish treated samples are shown in Fig. 7. For the untreated sample, we assigned the following peaks: 3340 cm−1 to the cellulosic functional groups (O–H stretching vibration), 2925 cm−1 to the C–H stretching vibration, 1450 cm−1 to the C–H wagging vibration, 1370 cm−1 to the C–H bending vibration, and 1078 cm−1 to the C–O stretching vibration of the cellulose matrix (Chung et al. 2004). The treated (resin finished) cotton fabric exhibited all the functional groups of the cellulosic unit and an additional new peak at 1201–1322 cm−1, which is responsible for the crosslinking agent bonded to the fibers and the absorption at 1648 cm−1 corresponding to the cellulose fibers. These results demonstrate that the cellulosic groups of the cotton are strongly chemically bonded to the cross-linked fibers as a result of the resin finishing.

FTIR spectra of the untreated sample (US) and samples under the optimized conditions (OC 1, OC 2, OC 3)
TGA analysis
The thermal stabilities of the untreated (raw) and treated (resin finished) samples were assessed by TGA in a nitrogen atmosphere with a heating rate of 10 °C min−1 and the results are shown in Fig. 8. The untreated sample exhibited a two-stage degradation behavior where the first stage corresponds to a temperature range between 30 and 100 °C with minor weight loss (Wang et al. 2014). This was attributed to a complex process comprised of the saccharine ring degradation and the disintegration of the macromolecule chains of the cotton fiber. The temperature range between 250 and 330 °C is defined as the second-stage degradation as a results of the hydrogen bond dissociation from the cellulose inter-chain, which occurred among the –OH functional groups. It was observed that the treated fabric exhibited better thermal stability than the untreated fabric and this is further verified by the results shown in Fig. 8. This is attributed to the interpenetrating nature of the polymer that stabilizes the cotton fabric because of the complex structure of the crosslinker. Trask-Morrell and Kottes Andrews (1994) reported that crosslinked cotton fabric had better thermal stability than non-crosslinked fabric due to the high residue percentage.

TGA results of the untreated sample (US) and samples under the optimized conditions (OC 1, OC 2, OC 3)
Conclusion
The objective of this research was to develop a simple, cost-effective, non-formaldehyde-based resin-finishing process for cotton fabric using the L27 Taguchi orthogonal array method to determine the optimal parameters. Herein, multiple response variables (CRA, TE, and WI) were used to improve the quality of the resin finishing process by optimizing the conditions; three optimized conditions were obtained for the CRA (OC 1), TE (OC 2), and WI (OC 3). The ANOVA results proved that this technique is suitable for optimizing the process in a productive and effective manner with precise prediction. In addition, the validity of the results was confirmed by conducting experiments under the predicted optimum conditions and the results were in good agreement with the predicted response. Significant improvements in the S/N ratio occurred for the parameters that were determined from the confirmation test. The structural relationship of the samples under the optimized conditions was examined by FTIR spectroscopy and TGA was conducted to investigate the thermal stabilities; the results indicated good performance for both tests.
Abbreviations
- AATCC:
-
American Association of Textile Chemists and Colorists
- ANOVA:
-
Analysis of variance
- CRA:
-
Crease recovery angle
- DF:
-
Degree of freedom
- DHEU:
-
Dihydroxyethyleneurea
- DOE:
-
Design of experiment
- EPI:
-
Ends per inch
- F:
-
F-test value
- FTIR:
-
Fourier-transform infrared
- MS:
-
Mean square
- OA:
-
Orthogonal array
- OC:
-
Optimized condition
- p :
-
p value: probability value
- P (%):
-
Percentage contribution
- PPI:
-
Picks per inch
- RH:
-
Relative humidity
- R-Sq (adj):
-
Adjusted R-squared statistic: correlation
- R-Sq (R2):
-
R-squared statistic
- S/N ratio:
-
Signal-to-noise ratio
- SS:
-
Sum of square
- TE:
-
Tearing strength
- TGA:
-
Thermogravimetric analysis
- WI:
-
Whiteness index
References
Arık B (2015) Latest developments on crease resistance processes for cellulosic fabrics. Pamukkale Univ J Eng Sci 21:296–305
Arık B, Yavas A, Avinc O (2017) Antibacterial and wrinkle resistance improvement on nettle biofiber using chitosan and BTCA. Fibres Text East Eur 3:106–111
Arık B, Avinc O, Yavas A (2018) Crease resistance improvement of hemp biofiber fabric via sol–gel and crosslinking methods. Cellulose 25:4841–4858
Chung C, Lee M, Choe EK (2004) Characterization of cotton fabric scouring by FT-IR ATR spectroscopy. Carbohydr Polym 58:417–420
Chung-Chen T, Hong H (2002) Comparison of the tool life of tungsten carbides coated by multi-layer TiCN and TiAlCN for end mills using the Taguchi method. J Mater Process Technol 123:1–4
Deepanraj B, Sivasubramanian V, Jayaraj S (2017) Multi-response optimization of process parameters in biogas production from food waste using Taguchi-Grey relational analysis. Energy Convers Manag 141:429–438
Fahmy HM, Abo-Shosha MH, Ibrahim NA (2009) Finishing of cotton fabrics with poly (N-vinyl-2-pyrrolidone) to improve their performance and antibacterial properties. Carbohydr Polym 77:845–850
Fouda MM, El Shafei A, Sharaf S, Hebeish A (2009) Microwave curing for producing cotton fabrics with easy care and antibacterial properties. Carbohydr Polym 77:651–655
Fratila D, Caizar C (2011) Application of Taguchi method to selection of optimal lubrication and cutting conditions in face milling of AlMg3. J Clean Prod 19:640–645
Garden JL, Steele R (1961) Some theoretical considerations of cellulose cross-linking. Text Res J 31:160–171
Gökkuş Ö, Yıldız N, Koparal A, Yıldız Y (2018) Evaluation of the effect of oxygen on electro-Fenton treatment performance for real textile wastewater using the Taguchi approach. Int J Environ Sci Technol 15:449–460
Googerdchian F, Moheb A, Emadi R, Asgari M (2018) Optimization of Pb(II) ions adsorption on nanohydroxyapatite adsorbents by applying Taguchi method. J Hazard Mater 349:186–194
Harifi T, Montazer M (2012) Past present and future prospects of cotton cross-linking: new insight into nanoparticles. Carbohydr Polym 88:1125–1140
Heywood DW (1995) Easy care. In: Carr C (ed) Chemistry of the textiles industry. Springer, Netherlands, pp 173–186
Hussain T, Ali S, Qaiser F (2010) Predicting the crease recovery performance and tear strength of cotton fabric treated with modified N-methylol dihydroxyethylene urea and polyethylene softener. Color Technol 126:256–260
Karmakar B, Dhawane SH, Halder G (2018) Optimization of biodiesel production from castor oil by Taguchi design. J Environ Chem Eng 6:2684–2695
Lo LY, Li Y, Yuen CWM, Yeung KW (2007) Understanding wrinkle-resistance (part i). AATCC Rev 7:28–35
Martel B, Weltrowski M, Ruffin D, Morcellet M (2002) Polycarboxylic acids as crosslinking agents for grafting cyclodextrins onto cotton and wool fabrics: study of the process parameters. J Appl Polym Sci 83:1449–1456
Mirmohammad sadeghi M, Modarresnia AR, Shafiei F (2015) Parameters effects evaluation of microbial strengthening of sandy soils in mixing experiments using Taguchi methodology. Geomicrobiol J 32:453–465
Nalbant M, Gökkaya H, Sur G (2007) Application of Taguchi method in the optimization of cutting parameters for surface roughness in turning. Mater Des 28:1379–1385
Oakes J, Gratton P (1998) Kinetic investigations of azo dye oxidation in aqueous media. J Chem Soc Perk Trans 2(9):1857–1864
Pervez MN, Shafiq F, Sarwar Z, Jilani MM, Cai Y (2018) Multi-response optimization of resin finishing by using a Taguchi-based grey relational analysis. Materials 11:426
Petersen HA (2008) The chemistry of crease-resist crosslinking agent. Color Technol 17:7–22
Sánchez-Sánchezab X, Elias-Zuñigaa A, Hernández-Avila M (2018) Processing of ultra-high molecular weight polyethylene/graphite composites by ultrasonic injection moulding: Taguchi optimization. Ultrason Sonochem 44:350–358
Schindler WD, Hauser PJ (2004) Chemical finishing of textiles. Woodhead Publishing Ltd, Cambridge
Sharpe G, Mallinson P (2003) Easy care finishing of cellulosics. In: Heywood D (ed) Textile finishing. Society of Dyers and Colourists, Yorkshire
Sudhakara D, Prasanthi G (2017) Parametric optimization of wire electrical discharge machining of powder metallurgical cold worked tool steel using Taguchi method. J Inst Eng (India) Ser C 98:119–129
Taguchi G, Chowdhury S, Wu Y (2004) Taguchi’s quality engineering handbook. Wiley, Hoboken
Tomasino C (1992) Chemistry & technology of fabric preparation & finishing. North Carolina State University, North Carolina
Trask-Morrell BJ, Kottes Andrews BA (1994) Thermoanalytical study of durable press reactant levels on cotton fabrics: part I: nonformaldehyde polycarboxylic acids. Text Res J 64:729–736
Wang M, She Y, Xiao Z, Hu J, Zhou R, Zhang J (2014) The green adsorption of chitosan tripolyphosphate nanoparticles on cotton fiber surfaces. Carbohydr Polym 101:812–818
Weissman SA, Anderson NG (2014) Design of experiments (DoE) and process optimization. A review of recent publications. Org Process Res Dev 19:1605–1633
Xu L, Wang W, Yu D (2017) Preparation of a reactive flame retardant and its finishing on cotton fabrics based on click chemistry. RSC Adv 7:2044–2050
Acknowledgments
This work was financially supported by the China National Textile& Apparel Council (2013“Textile Vision” Applied Basic Research, 2013-153). We are also very grateful to the reviewers for their valuable comments and suggestions.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shafiq, F., Pervez, M.N., Jilani, M.M. et al. Structural relationships and optimization of resin-finishing parameters using the Taguchi approach. Cellulose 25, 6175–6190 (2018). https://doi.org/10.1007/s10570-018-1957-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-1957-2