
Abstract
Cellulose composite sponges with good mechanical, heat-insulating and flame retardant properties were constructed by a facile method. Simultaneous polymerization of dopamine and hydrolysis of organosilicon in the suspension of microfibrillated cellulose could provide the stiffness and flame ratardancy of the composite sponges. The hybrid sponges had low density (15.1–28.5 mg/cm3) and desirable compression strength (76.6–135.8 kPa). Scanning electron microscopy (SEM) and thermal conductivity tests revealed that the sponges are composed of a three-dimensional cellulosic network and the porous structure endowed them low thermal conductivity [~0.046 W/(m K)]. With the addition of organosilicon (45 wt%) and polydopamine (PDA) (10 wt%), a 456% improvement in BET surface area of the sponge could be achieved. The limiting oxygen index (LOI) of the composite sponge could be as high as 29.5 with 15 wt% PDA and could self-extinguish at once when it was removed from torch. That was owing to the promoted materials carbonization ability of silicon and radical scavenging activity of dopamine.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
High-porosity materials have significant technical interest (Sehaqui et al. 2010) because of their highly interconnected porous structure endow them unique properties, such as low density, large specific surface area and low thermal conductivity (Mi et al. 2016; Pierre and Pajonk 2002; Wicklein et al. 2015; Zhao et al. 2015a, b). Silicon aerogel as a typical representative of porous materials are promising candidates for high performance thermal insulation materials because of their low thermal conductivity [~0.012 W/(m K)] and low flammability (Aegerter et al. 2011; Baetens et al. 2011; Reim et al. 2005; Zhao et al. 2015a, b). However, the widespread utilization of it is hindered by their fragility (Cai et al. 2012; Xu et al. 2015), dust release (Hüsing and Schubert 1998; Krug 2014; Ratynskaia et al. 2009), and high cost.
Cellulose based porous materials have attracted broad attentions (Huang et al. 2015; Mulyadi et al. 2016; Chen et al. 2014; Yang et al. 2015; Zhang et al. 2016; Zhou et al. 2015) due to their fascinating properties such as sustainable origins, low-cost, and well mechanical properties, etc. (Klemm et al. 2005; Wang et al. 2016a, b), which make it suitable for heat insulating materials of building and refrigeration equipment. One challenge for cellulose-based porous materials as heat insulating materials is solving their poor resistance to fire (Wicklein et al. 2015). With the prohibition of toxic halogenated flame retardants, much effort has been devoted to preparing flame retardant biopolymer-based porous materials with environmentally friendly flame retardants (Han et al. 2015; Wang and Sánchez-Soto 2015; Wicklein et al. 2015, 2016). For example, Han et al. (2015) fabricated flame retardant, heat insulating cellulose aerogels from waste cotton fabric by in situ formation of Mg(OH)2 in cellulose gel. Wicklein et al. (2015) described cellulose porous material with excellent combustion resistance and high-performance thermal insulating with cellulose nanofibers, sepiolite and graphene. Wang and Sánchez-Soto (2015) added sodium montmorillonite and ammonium polyphosphate into cellulose aerogels to enhance its thermal stability and flame retardancy.
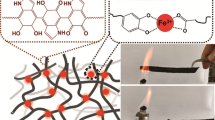
Porous materials based on pure cellulose usually also suffer from poor mechanical properties. A readily available and green organosilicon, 3-aminopropyl (triethoxy)silane (KH550),was used in the current work to introduce crosslinks to the cellulose sponge via a sequential hydrolysis/condensation process (Zhang et al. 2014). An additional benefit of using an organosilicon crosslinker is that silanes are known to promote carbonization at elevated temperatures (Dong et al. 2015; Sunisa et al. 2013; Vasiljević et al. 2015) and would impart the resulting composite with flame-retarding properties (Lu and Hamerton 2002). This catalytic carbonization phenomenon is also true in the case of cellulose.
Recently, biomass polydopamine has drawn much attention as versatile and functional coating because of its nontoxic and simple deposition condition (Cho et al. 2015; Yang et al. 2013). Ju et al.(2011) confirmed the catechols in dopamine has strong radical scavenging activity. The radical scavenging activity of dopamine has been used in the flame retardant finishing of polyurethane and desired flame retardancy were obtained (Cho et al. 2015). It is also noted that silanes and dopamine have the similar polymerization conditions. During the dipping process, polydopamine (PDA) can combine with the networks of silsesquioxane via hydrogen bonding and physical entanglement (Wang et al. 2015a, b). The fire resistance could be further improved by using PDA as a modifier. As a result the modified cellulose sponges displayed superior mechanical due to the improvement of cross-linking degree and flame-retarding properties.
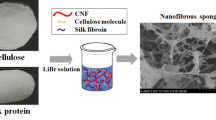
Herein, we constructed a new method to synthesize flame retardant sponges by simultaneous polymerization of dopamine and hydrolysis of organosilicon in the suspension of microfibrillated cellulose (MFC) and then the suspension was dried by freeze-drying. The morphology, mechanical properties and heat insulating performance of these sponges were investigated. The flame retardancy was evaluated by the measurement of limiting oxygen index (LOI), combustion velocity and cone calorimeter. Moreover, the modification of MFC was conducted by simple depositing nontoxic PDA and organosilicon in an aqueous solution without using of organic solvent. This method could serve as an environmentally friendly flame retardant system for cellulose porous materials.
Experimental section
Materials
MFC suspension was purchased from Tianjin Haojia Cellulose (China) Co., Ltd. 3-Hydroxytyramine hydrochloride (dopamine) was purchased from Adamas Reagent Co., Ltd. 3-Aminopropyl(triethoxy)silane (KH550) was purchased from Sinopharm Chemical Reagent Co., Ltd. All chemicals were used without further purification.
Preparation of cellulose composite sponges
The preparation method of cellulose composite sponges is shown in Scheme 1. 0.14 g KH550 was added dropwise into MFC suspension (10 g, 1.4 wt%) under magnetic stirring at ambient temperature. Then, different amount of dopamine [14.7 mg (5 wt%), 31.1 mg (10 wt%) and 49.4 mg (15 wt%)] were added separately and these suspensions were stirred for 24 h at ambient temperature. Thereafter, these suspensions were frozen with liquid nitrogen from the bottom to the upside and the ice gels were freeze-dried by a freeze-drier (Songyuanhuaxing DGJT-10, China) apparatus at −55 °C under vacuum for 24 h. Finally, the three-dimensional porous sponges were dried for 30 min at 110 °C to improve the cross-linking degree of silicon (Vasiljević 2015). Sponges with 14.7, 31.1, and 49.4 mg of dopamine were coded as CS/Si/Dopa.1, CS/Si/Dopa.2 and CS/Si/Dopa.3, respectively. The sponge without dopamine was coded as CS/Si in order to distinguish the neat cellulose sponge which was coded as CS.

Schematic illustration for the preparation of cellulose-based sponge
Characterization
The density (apparent density) of sponges was determined according to the ISO standard 845:2006. Scanning electron microscopy (SEM) images were obtained by Hitachi TM-1000 (Japan). The compressive strength of sponges were evaluated by universal testing machine (Changchunxinke, China) at a compression speed of 2 mm/min. The thermal conductivity of sponges was measured by transient hot wire method (Xiaxi TC3200, China). The flame retardant properties were evaluated by cone calorimeter (Fire Testing Technology, England) according to ISO 5560 with a heat flux of 35 kW/m2. Limiting oxygen index (LOI) was assessed by the ASTM D2863 method.
Results and discussion
Morphology of cellulose composite sponges
The morphology of sponges was characterized by SEM and the results are shown in Fig. 1. All of the prepared samples show porous structure and the pores at the surface were smaller than those in the center. Because the surface of the ice-gel freezed at a faster rate, forming smaller ice crystals and leading to agglomeration of the cellulose fibers (Zhang et al. 2014). In the following freeze-drying process, the evaporation of ice provided the porous structure. The surface and center of neat CS showed random three-dimensional structure consists of nano filaments and thin sheets (Fig. 1a, d), while when organosilicon or organosilicon and PDA were introduced, the pores became smaller and the center displayed honeycomb structure (Fig. 1e, f). The reason to this phenomenon is that the frozen material, consisting of anisotropic ice crystals surrounded by the walls formed by cellulose fibers, appeared during the freezing process (Wicklein et al. 2015).

SEM images of cellulose composite sponges at the bottom surface (a CS, b CS/Si, c CS/Si/Dopa.2) and in the center (d CS, e CS/Si, f CS/Si/Dopa.2) of the specimen
To investigate the special surface area and pore structures of these sponges, nitrogen adsorption and desorption isotherms tests were conducted. The nitrogen adsorption and desorption isotherms are shown in Fig. 2a. All isotherms are type IV with hysteresis loop at P/P0 > 0.8, which means the sponges were mesoporous (pore size between 2 and 50 nm) (Wu et al. 2016; Zhao et al. 2015a, b). No obvious nitrogen adsorption could be observed when P/P0 < 0.2, implying pores with diameters below 2 nm weren’t present in this materials. The nitrogen uptake increased sharply at higher relative pressures for all specimens, suggesting the presence of macropores (pore diameter > 50 nm) in the sponges (Kim et al. 2013; Yu and Brock 2008).

Nitrogen adsorption and desorption isotherms (a) and BET surface area (b) of cellulose based sponges
As shown in Fig. 2b, the Brunauer–Emmett–Teller (BET) surface area of CS/Si was smaller than that of CS. That was due to the formation of colloidal organosilicon, which yielded an overgrown layer on the cellulose scaffold and increased its thickness (Zhang et al. 2014; Zhao et al. 2015a, b). With the increase of PDA contents in the sponges, the BET surface area first increased from 2.05 to 21.32 m2/g (CS/Si/Dopa.2). The expansion of surface area might be caused by the following factor: the introduction of PDA caused small granules formed on the surface of cellulose fibers and increased its roughness (Cho et al. 2015). But with further increase of PDA, the BET surface area fell back down to 11.69 m2/g. From the Nitrogen adsorption and desorption isotherms, CS/Si/Dopa.3 contained less mesopores than CS/Si/Dopa.2. Therefore the drop in BET surface area in CS/Si/Dopa.3 could be attributed to some of the mesopores being taken up by excess PDA. The above results indicated that simultaneous introduction of organosilicon and a proper amount of PDA increased the surface area of the composite cellulose sponges. By adding 45 wt% organosilicon and 10 wt% PDA, the BET surface area increased to 21.32 m2/g, a 456% improvement from the 4.68 m2/g of unmodified CS.
Heat insulation performance of cellulose composite sponges
The 3D porous structure of cellulosed composite sponges endows them good heat insulating property. The thermal conductivity of the composite sponges was measured by transient hot wire method. Although with the increase of PDA, the density of sponge increased from 15.1 to 28.5 mg/cm3 (Fig. 3b), the thermal conductivity of sponges had no excessive change [keep at about 0.046 W/(m k)]. That due to the introduction of PDA might increase mesoporous in the porous materials by increasing the cross-linking degree of nanofilaments (Fig. 1c). Although the thermal conductivity of present cellulose composite sponges was lower than that of silica aerogels, it still in the limited results for cellulose porous from previous studies [0.024–0.081 W/(m K)] (Han et al. 2015; Mi et al. 2016; Shi et al. 2013).

Thermal conductivity (a) and density (b) of cellulose composite sponges
Mechanical properties of cellulosed composite sponges
As it is shown in Fig. 4a, the stress–strain curves are typical behaviors of open-cell foams (Gibson and Ashby 1999; Olsson et al. 2010; Querejeta-Fernandez et al. 2014; Sehaqui et al. 2010; Yang et al. 2015). Elastic behavior was observed at the compressive strain <10%, cell collapse resulting in the reduction of stress when the compressive strain at the scope of 10–60%, and plastic stiffening leaded to the upward trend of stress rising sharply at high strain (>60%). For the CS, the compression stress was 52.5 kPa at 80% strain (Fig. 4b). When organosilicon was introduced (CS/Si), the compression strength was higher than that of CS. Comparing CS/Si/Dopa.1 with CS/Si, the density changed a little (7.6%), but the compression strength increased from 76.6 to 107.0 kPa with a change of 39.7%. So the introduction of PDA could improve the mechanical properties by improve the cross-linking degree through combination with the networks of silsesquioxane via hydrogen bonding and physical entanglement on the surface of MFC. When superabundant PDA was introduced (CS/Si/Dopa.3), compression strength (135.9 kPa) did not increase obviously. This indicates that excess PDA had little influence on the mechanical properties of sponges. The compressive stress of present cellulose sponges was higher than the values of previously reported silica aerogels (5–20 kPa) (Cai et al. 2012; Madyan et al. 2016; Sun et al. 2016; Zhao et al. 2015a, b), carbon aerogels (12.1 kPa) (Liang et al. 2012) and nanocellulose aerogels (8.5–20.5 kPa) (Jiang and Hsieh 2014; Yang and Cranston 2014).

Compression stress–strain curves (a) and compressive strength (b) of cellulose composite sponges
Flame retardancy of cellulose composite sponges
LOI and cone calorimeter tests were employed to investigate LOI, heat release rate (HRR) and total heat release (THR) during combustion.
Sponges were cut into 50 mm × 10 mm × 5 mm (length × width × thinness) and then exposed to flame. Combustion time, length (burned) were measured and combustion velocity was calculated. The digital photographs of these sponges were taken and shown in Fig. 5a. The CS was ignited immediately and burned with vigorous flame, spreading quickly until no residue except ash was left. For CS/Si, vigorous flame was also found during the combustion, but black char was reserved which was the product of carbonized cellulose and residue of organosilicon, since silicon-containing compounds could promote cellulose carbonization (Dong et al. 2015; Wang et al. 2016a, b). In contrast, although CS/Si/Dopa.1 was completely burned, the flame on it was not vigorous and left more residues. For CS/Si/Dopa.2, the sponge self-extinguished within 3 s. For CS/Si/Dopa.3, the flame self-extinguished at once. Besides, with the increase of PDA, the combustion velocity of sponges decreased from 10.3 to 0 mm/s (Fig. 5b). The LOI of the optimal sponge (CS/Si/Dopa.3) was as high as 29.5%. The outstanding flame retardancy of these modified sponges was owing to the presence of PDA and organosilicon. PDA was known to possess strong radical scavenging activity and char forming ability (Cho et al. 2015), while Si was also know to promote cellulose carbonization at elevated temperatures (Lu and Hamerton 2002). The remarkable enhancement in flame retardancy observed for modified samples were due to the synergetic effect of PDA and Si. The sponges in present work had excellent flame retardancy compared with polymer-based foams containing common flame retardants (Modesti et al. 2008; Singh and Jain 2009).

a Digital photographs of cellulose-based sponges before and after combustion (form left to right: CS, CS/Si, CS/Si/Dopa.1, CS/Si/Dopa.2, CS/Si/Dopa.3). b Combustion velocity of cellulose-based sponges. c LOI of cellulose-based sponges
In order to evaluate the burning behavior of materials under real fire conditions, samples with size of 100 mm × 100 mm × 5 mm (length × width × thinness) were studied by cone calorimeter.
The evolution of heat and smoke with time is shown in Fig. 6. For CS, the heat-releasing rate (HRR) and smoke-releasing rate (SRR) curves started with a vigorous burning episode indicates the cellulose sponge was highly flammable. With the addition of organosilicon and PDA, initial combustion was delayed, intensity drops for the HRR and SRR curves were observed. Relevant flammability parameters including the peaking time of heat-releasing rate (PHRR), peaking time of heat-releasing rate (TPHRR), total heat released (THR), total smoke production (TSP), and residue mass were obtained and listed in Table 1. The PHRR of CS/Si/Dopa.3 was merely 49.6% that of the CS, which implied the reduction in flammability (Shang et al. 2016). Significant decrease in TPHRR, THR and TSP were also observed for the modified sponges indicating the combustion process had been inhibited. With increasing the content of PDA, the residue mass also increased for PDA is known to be a char forming and nonflammable material (Cho et al. 2015).

Plots of a Heat-releasing rate (HRR), and b Smoke-releasing rate (SRR) of the cellulose-based sponges
During the combustion process, the organosilicon promoted cellulose carbonization to form consolidated protective carbon layer, which prevented the thermal decomposition of cellulose. Besides, the PDA suppresses the fuel supply of combustion by scavenges free radicals. The combination of condensed phase and gas phase effect endow the composite sponges excellent flame retardancy.
Conclusions
Heat insulating and flame retardancy cellulose composite sponges were prepared by simultaneous polymerization of dopamine and hydrolysis of organosilicon in the suspension of MFC and then the suspension was dried by freeze-drying. This facile and environmentally friendly method endowed 9, high compression strength, low thermal conductivity and excellent flame retardancy. At the optimal ratio of added organosilicon (45 wt%) and PDA (10 wt%), the compression strength of cellulose composite sponge (CS/Si/Dopa.2) reached 131 kPa while its specific surface area was up to 21.32 m2/g. The sponge with 10 wt% PDA can self-extinguish within 3 s when it was removed from torch. The LOI of optimal sponge (CS/Si/Dopa.3) was as high as 29.5%. Cone calorimeter tests indicated that relevant flammability date decreased significantly when organosilicon and PDA were employed. Overall, the low thermal conductivity, good mechanical properties and excellent flame retardancy of the modified sponges make it a competitive candidate for green heat insulating materials.
References
Aegerter MA, Leventis N, Koebel MM (2011) Aerogels handbook. Springer, Berlin
Baetens R, Jelle BP, Gustavsen A (2011) Aerogel insulation for building applications: a state-of-the-art review. Energy Build 43:761–769. doi:10.1016/j.enbuild.2010.12.012
Cai J, Liu S, Feng J, Kimura S, Wada M, Kuga S, Zhang L (2012) Cellulose–silica nanocomposite aerogels by in situ formation of silica in cellulose gel. Angew Chem 51:2076–2079. doi:10.1002/anie.201105730
Chen W, Li Q, Wang Y, Yi X, Zeng J, Yu H, Liu Y, Li J (2014) Comparative study of aerogels obtained from differently prepared nanocellulose fibers. Chemsuschem 7:154–161. doi:10.1002/cssc.201300950
Cho J, Vasagar V, Shanmuganathan K, Jones AR, Nazarenko S, Ellison CJ (2015) Bioinspired catecholic flame retardant nanocoating for flexible polyurethane foams. Chem Mater 27:6784–6790. doi:10.1021/acs.chemmater.5b03013
Dong C, Lu Z, Zhang F, Zhu P, Zhang L, Sui S (2015) Preparation and properties of cotton fabrics treated with a novel polysiloxane water repellent and flame retardant. Mater Lett 152:276–279. doi:10.1016/j.matlet.2015.03.132
Gibson LJ, Ashby MF (1999) Cellular solids: structure and properties. Cambridge University Press, Cambridge
Han Y, Zhang X, Wu X, Lu C (2015) Flame retardant, heat Insulating cellulose aerogels from waste cotton fabrics by in situ formation of magnesium hydroxide nanoparticles in cellulose gel nanostructures. ACS Sustain Chem Eng 3:1853–1859. doi:10.1021/acssuschemeng.5b00438
Huang H, Liu C, Zhou D, Jiang X, Zhong G, Yan D, Li Z (2015) Cellulose composite aerogel for highly efficient electromagnetic interference shielding. J Mater Chem A 3:4983–4991. doi:10.1039/c4ta05998k
Hüsing N, Schubert U (1998) Aerogels-airy materials: chemistry, structure, and properties. Angew Chem Int Ed 110:22–47. doi:10.1002/(SICI)1521-3773(19980202)37:1/2<22:AID-ANIE22>3.0.CO;2-I
Jiang FH, Hsieh Y-L (2014) Amphiphilic superabsorbent cellulose nanofibril aerogels. J Mater Chem A 2:6337–6342. doi:10.1039/c4ta00743c
Ju KY, Lee Y, Lee S, Park SB, Lee JK (2011) Bioinspired polymerization of dopamine to generate melanin-like nanoparticles having an excellent free-radical-scavenging property. Biomacromol 12:625–632. doi:10.1021/bm101281b
Kim KH, Oh Y, Islam MF (2013) Mechanical and thermal management characteristics of ultrahigh surface area single-walled carbon nanotube aerogels. Adv Funct Mater 23:377–383. doi:10.1002/adfm.201201055
Klemm D, Heublein B, Fink-habil H, Bohn A (2005) Cellulose, chemistry and application. Angew Chem Int Ed 44:3358–3393
Krug HF (2014) Nanosafety research—are we on the right track? Angew Chem Int Ed 53:12304–12319. doi:10.1002/anie.201403367
Liang HW, Guan QF, Chen LF, Zhu Z, Zhang WJ, Yu SH (2012) Macroscopic-scale template synthesis of robust carbonaceous nanofiber hydrogels and aerogels and their applications. Angew Chem Int Ed Engl 51:5101–5105. doi:10.1002/anie.201200710
Lu S, Hamerton I (2002) Recent developments in the chemistry of halogen-free flame retardant polymers. Prog Polym Sci 27:1661–1712
Madyan OA, Fan M, Feo L, Hui D (2016) Enhancing mechanical properties of clay aerogel composites: an overview. Compos B 98:314–329. doi:10.1016/j.compositesb.2016.04.059
Mi Q, Ma S, Yu J, He J, Zhang J (2016) Flexible and transparent cellulose aerogels with uniform nanoporous structure by a controlled regeneration process. ACS Sustain Chem Eng 4:656–660. doi:10.1021/acssuschemeng.5b01079
Modesti M, Lorenzetti A, Besco S, Hrelja D, Semenzato S, Bertani R, Michelin RA (2008) Synergism between flame retardant and modified layered silicate on thermal stability and fire behaviour of polyurethane nanocomposite foams. Polym Degrad Stab 93:2166–2171. doi:10.1016/j.polymdegradstab.2008.08.005
Mulyadi A, Zhang Z, Deng Y (2016) Fluorine-free oil absorbents made from cellulose nanofibril aerogels. ACS Appl Mater Interfaces 8:2732–2740. doi:10.1021/acsami.5b10985
Olsson RT, Samir MAS, Salazar-Alvarez G, Belova L, Ström V, Berglund LA, Ikkala O, Nogues J, Gedde UW (2010) Making flexible magnetic aerogels and stiff magnetic nanopaper using cellulose nanofibrils as templates. Nat Nanotechnol 5:584–588. doi:10.1038/nnano.2010.155
Pierre AC, Pajonk GM (2002) Chemistry of aerogels and their applications. Chem Rev 102:4243–4265. doi:10.1021/cr0101306
Querejeta-Fernandez A, Chauve G, Methot M, Bouchard J, Kumacheva E (2014) Chiral plasmonic films formed by gold nanorods and cellulose nanocrystals. J Am Chem Soc 136:4788–4793. doi:10.1021/ja501642p
Ratynskaia S, Bergsåker H, Emmoth B, Litnovsky A, Kreter A, Philipps V (2009) Capture by aerogel—characterization of mobile dust in tokamak scrape-off layer plasmas. Nucl Fusion 49:122001. doi:10.1088/0029-5515/49/12/122001
Reim M, Körner W, Manara J, Korder S, Arduini-Schuster M, Ebert HP, Fricke J (2005) Silica aerogel granulate material for thermal insulation and daylighting. Sol Energy 79:131–139. doi:10.1016/j.solener.2004.08.032
Sehaqui H, Salajková M, Zhou Q, Berglund LA (2010) Mechanical performance tailoring of tough ultra-high porosity foams prepared from cellulose I nanofiber suspensions. Soft Matter 6:1824–1832. doi:10.1039/b927505c
Shang K, Liao W, Wang J, Wang Y, Wang Y, Schiraldi DA (2016) Nonflammable alginate nanocomposite aerogels prepared by a simple freeze-drying and post-cross-linking method. ACS Appl Mater Interfaces 8:643–650. doi:10.1021/acsami.5b09768
Shi J, Lu L, Guo W, Sun Y, Cao Y (2013) An environment-friendly thermal insulation material from cellulose and plasma modification. J Appl Polym Sci 130:3652–3658. doi:10.1002/app.3961510.1002/APP.39615
Singh H, Jain AK (2009) Ignition, combustion, toxicity, and fire retardancy of polyurethane foams: a comprehensive review. J Appl Polym Sci 111:1115–1143. doi:10.1002/app.29131
Sun H, Schiraldi D, Chen D, Wang D, Sanchez-Soto M (2016) Tough polymer aerogels incorporating a conformal inorganic coating for low flammability and durable hydrophobicity. ACS Appl Mater Interfaces 8:13051–13057. doi:10.1021/acsami.6b02829
Sunisa J, Nattinee S, Chanid S, Mantana S, On-uma N, Sitthisuntorn S (2013) Influence of hydrophobic substance on enhancing washing durability of water soluble flame-retardant coating. Appl Surf Sci 275:239–243. doi:10.1016/j.apsusc.2012.12.139
Vasiljević J, Ivan J, Gregor J, Alongi J, Malucelli G, Zorko M, Tomšič B, Simončič B (2015) Functionalization of cellulose fibres with DOPO-polysilsesquioxane flame retardant nanocoating. Cellulose 22:1893–1910. doi:10.1007/s10570-015-0599-x
Wang L, Sánchez-Soto M (2015) Green bio-based aerogels prepared from recycled cellulose fiber suspensions. RSC Adv 5:31384–31391. doi:10.1039/c5ra02981c
Wang S, Peng X, Zhong L, Tan J, Jing S, Cao X, Chen W, Liu C, Sun R (2015a) An ultralight, elastic, cost-effective, and highly recyclable superabsorbent from microfibrillated cellulose fibers for oil spillage cleanup. J Mater Chem A 3:8772–8781. doi:10.1039/c4ta07057g
Wang Z, Jiang X, Cheng X, Lau C, Shao L (2015b) Mussel-inspired hybrid coatings that transform membrane hydrophobicity into high hydrophilicity and underwater superoleophobicity for oil-in-water emulsion separation. ACS Appl Mater Interfaces 7:9534–9545. doi:10.1021/acsami.5b00894
Wang S, Lu A, Zhang L (2016a) Recent advances in regenerated cellulose materials. Prog Polym Sci 53:169–206. doi:10.1016/j.progpolymsci.2015.07.003
Wang S, Sui X, Li Y, Li J, Xu H, Zhong Y, Zhang L, Mao Z (2016b) Durable flame retardant finishing of cotton fabrics with organosilicon functionalized cyclotriphosphazene. Polym Degrad Stab 128:22–28. doi:10.1016/j.polymdegradstab.2016.02.009
Wicklein B, Kocjan A, Salazar-Alvarez G, Carosio F, Camino G, Antonietti M, Bergstrom L (2015) Thermally insulating and fire-retardant lightweight anisotropic foams based on nanocellulose and graphene oxide. Nat Nanotechnol 10:277–283. doi:10.1038/nnano.2014.248
Wicklein B, Kocjan D, Carosio F, Camino G, Bergström L (2016) Tuning the nanocellulose–borate interaction to achieve highly flame retardant hybrid materials. Chem Mater 28:1985–1989. doi:10.1021/acs.chemmater.6b00564
Wu S, Du A, Huang S, Sun W, Xiang Y, Zhou B (2016) Solution-processable polyimide aerogels with high hydrophobicity. Mater Lett 176:118–121. doi:10.1016/j.matlet.2016.04.099
Xu X, Zhou J, Nagaraju DH, Jiang L, Marinov VR, Lubineau G, Alshareef HN, Oh M (2015) Flexible, highly graphitized carbon aerogels based on bacterial cellulose/lignin: catalyst-free synthesis and its application in energy storage devices. Adv Funct Mater 25:3193–3202. doi:10.1002/adfm.201500538
Yang X, Cranston ED (2014) Chemically cross-linked cellulose nanocrystal aerogels with shape recovery and superabsorbent properties. Chem Mater 26:6016–6025. doi:10.1021/cm502873c
Yang H, Wu Q, Wan L, Xu Z (2013) Polydopamine gradients by oxygen diffusion controlled autoxidation. Chem Commun 49:10522–10524. doi:10.1039/c3cc46127k
Yang X, Shi K, Zhitomirsky I, Cranston ED (2015) Cellulose nanocrystal aerogels as universal 3D lightweight substrates for supercapacitor materials. Adv Mater 27:6104–6109. doi:10.1002/adma.201502284
Yu H, Brock SL (2008) Effects of nanoparticle shape on the morphology and properties of porous CdSe assemblies (aerogels). ACS Nano 2:1563–1570. doi:10.1021/nn8002295
Zhang Z, Sèbe G, Rentsch D, Zimmermann T, Tingaut P (2014) Ultralightweight and flexible silylated nanocellulose sponges for the selective removal of oil from water. Chem Mater 26:2659–2668. doi:10.1021/cm5004164
Zhang F, Ren H, Tong G, Deng Y (2016) Ultra-lightweight poly (sodium acrylate) modified TEMPO-oxidized cellulose nanofibril aerogel spheres and their superabsorbent properties. Cellulose 23:3665–3676. doi:10.1007/s10570-016-1041-8
Zhao S, Zhang Z, Sèbe G, Wu R, Rivera Virtudazo RV, Tingaut P, Koebel MM (2015a) Multiscale assembly of superinsulating silica aerogels within silylated nanocellulosic scaffolds: improved mechanical properties promoted by nanoscale chemical compatibilization. Adv Funct Mater 25:2326–2334. doi:10.1002/adfm.201404368
Zhao S, Malfait WJ, Demilecamps A, Zhang A, Brunner S, Huber L, Tingaut P, Rigacci A, Budtova T, Koebel MM (2015b) Strong, thermally superinsulating biopolymer-silica aerogel hybrids by cogelation of silicic acid with pectin. Angew Chem Int Ed Engl 54:14282–14286. doi:10.1002/anie.201507328
Zhou S, Wang M, Chen X, Xu F (2015) Facile template synthesis of microfibrillated cellulose/polypyrrole/silver nanoparticles hybrid aerogels with electrical conductive and pressure responsive properties. ACS Sustain Chem Eng 3:3346–3354. doi:10.1021/acssuschemeng.5b01020
Acknowledgments
This work was financially supported by National Natural Science Foundation of China (No. 51403035), Programme of Introducing Talents of Discipline to Universities (No. 105-07-005735) and the Fundamental Research Funds for the Central Universities (No. 15D110510).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Li, Y., Wang, B., Sui, X. et al. Facile synthesis of microfibrillated cellulose/organosilicon/polydopamine composite sponges with flame retardant properties. Cellulose 24, 3815–3823 (2017). https://doi.org/10.1007/s10570-017-1373-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1373-z