
Abstract
Addition of precipitated calcium carbonate (PCC) to cellulosic products can reduce production costs and modify their physical properties. This study investigated the effects of adding PCC on the properties of reconstituted tobacco sheet (RTS), a cellulosic product. Scanning electron microscopy (SEM) analysis showed that adding PCC to the coating could modify the surface microstructure of RTS. With increasing PCC addition, the strength and tar release per cigarette of RTS decreased. However, the filling capacity, bulk, and CO release content in the mainstream smoke reached optimal values when the proportion of PCC in the coating was 8%. Thermogravimetry (TG) and differential thermogravimetry (DTG) analysis indicated that the main thermal pyrolysis stage occurred in the range of 200–400 °C, similar to cellulosic components. The Coats–Redfern equation was used to analyze the thermal pyrolysis mechanism. The fitting results showed that, in the range of 200–280 °C, the best fit model for RTS with 4 or 8% PCC was diffusion-controlled reaction (D1) with fitting correlation coefficient (r 2) of 0.9630 and 0.9576, respectively. Meanwhile, in the range of 280–400 °C, the most reliable fitting model for RTS with 4% PCC was chemical reaction (F2) with r 2 = 0.9681. One reaction model could not describe the thermal pyrolysis of RTS with 12% PCC in the main decomposition stage. The thermal kinetic parameters suggested that addition of PCC to RTS coatings could modify the thermal pyrolysis mechanism, but did not change the peak temperatures in the main thermal decomposition stage. This study demonstrates that addition of PCC to RTS coating is a promising method to improve its quality.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Reconstituted tobacco sheet (RTS) is a cellulosic product that enables comprehensive use of tobacco waste, being widely applied by cigarette manufacturers as an additive or for partial substitution of tobacco in cigarettes (Green et al. 2007; Kumar and Gomes 2001). RTS is mainly produced from tobacco stems and leaf scraps through a paper-making process. The conventional process can be divided into two parts, i.e., RTS base-paper making and coating (Gao et al. 2015; Sung and Seo 2009). Tobacco stems and leaf scraps are extracted using water or ethanol, and the fractions that are solution and insoluble in water/ethanol are separated. The soluble fraction is concentrated to prepare coatings, while the insoluble solids are mechanically fibrillated to prepare RTS base-paper. The materials used to produce RTS are always obtained from tobacco waste which cannot be incorporated directly into cigarettes. Such use of agroindustrial waste is an aspect of biorefining and can result in improved sustainability and economic potential (Xiang and Runge 2014, 2016). Therefore, RTS offers great economic advantages when replacing some of the ingredients in cigarettes or cigars. Besides, the preparation process for RTS can result in particular components that differ from those of natural tobacco leaves, offering the potential to modify the quality or flavor of cigarettes. Furthermore, RTS can reduce the harm that cigarettes may do to humans (Zhong et al. 2010). All of these advantages have motivated researchers to improve the quality of RTS.
Reconstitution processes for RTS are always associated with some loss of natural constituents, such as water-soluble sugars, alkaloids, special tobacco flavors, etc., resulting in different chemical constitution and physical properties compared with tobacco leaves or stems (Chen et al. 2014; Potts et al. 2010). Therefore, humectants, flavorings, combustion modifiers, rheological agents, and mineral additives (e.g., precipitated calcium carbonate, PCC) are mixed into the coating to improve the smoking flavors and reduce the harshness and irritation of RTS (Wanna et al. 2004). PCC is considered to be an important nontoxic inorganic filler and is widely used in paper-making industries (Shen et al. 2009). Use of PCC in paper can reduce the amount of fiber used and improve sheet formation, dimensional stability, appearance, and other physical properties of paper products (Shen et al. 2009, 2014). Therefore, PCC addition may also control the physical properties of RTS, such as porosity, bulk, burning rate, paper strength, etc. (Holik 2006; McAdam et al. 2011; Zhou et al. 2013). Additionally, addition of PCC to RTS coating could reduce the amount of concentrated water/ethanol extract used in the coating (Wang et al. 2011). Another benefit is related to esthetic aspects of cigarette smoking, i.e., ensuring formation of aggregated ash during smoking (Shen et al. 2014). The filling capacity of RTS is an important parameter to evaluate the smoke release contents and burning property. Usually, RTS with higher filling ability burns more completely and is particularly suitable for use as a cigarette or cigar filler (Nellen 1985).
In this study, RTS was prepared by the papermaking process. PCC was added to the RTS coating to modify its physical properties and microstructure. The mainstream smoke release contents and thermal pyrolysis of RTS were also investigated. This study may offer a theoretical basis for application of PCC in RTS coatings for comprehensive utilization of tobacco waste.
Experimental
Materials
Tobacco stems and tobacco leaf scraps were obtained from Hunan, China. Precipitated calcium carbonate (PCC) and sodium citrate were obtained from Yongzheng Holding Co., Zhejiang, China. Carboxymethyl cellulose (CMC) was purchased from Danisco Corporation.
Methods
Reconstituted tobacco sheet (RTS) was prepared using the procedure described by Gao et al. (2014). Briefly, reconstituted tobacco sheet base paper was made by the paper-making method with basis weight of 75 g/m2. The base paper was constituted of 47% tobacco stem fibers, 47% tobacco leaf scrap fibers, and 6% bleached softwood pulp. RTS coating was made as follows: 0.1% CMC and 1% potassium citrate were added to concentrated tobacco water-soluble extract, respectively (based on dry weight of concentrated tobacco extract). The main components of the tobacco water-soluble extract were sugars, alkaloids, nitrogen compounds, and chloride compounds, as determined using a continuous flow analytical instrument (AA3, SEAL Analytical Co., UK) according to China Tobacco Standards (YCT 159–2002, YCT 160–2002, YCT 161–2002, YCT 162–2002). Precipitated calcium carbonate (PCC) was added at different proportions (2, 4, 6, 8, 10, and 12%) into the RTS coating. The volume average particle diameter of PCC was about 2.81 μm as analyzed by Malvern Zetasizer (Nano ZS ZEN3600, Malvern, UK). The coating solid content was controlled to about 39% by addition of distilled water. After that, the mixture was stirred using a high-speed dispersion machine at speed of 2000 r/min for 1 h. The viscosity of the prepared coatings was 100 mPa s, and the pH was 4.5–4.7, as measured using a pH-meter (H14221) at 25 °C. The coating process was conducted using a K Control Coater, and the coating weight was controlled to about 36 g/m2. All of the coated paper was dried in an oven and equilibrated at 25 °C and 50% relative humidity (RH) for 48 h before further analysis.
Physical properties of reconstituted tobacco sheet
The tensile index, tear index, bulk value, and gas permeability were tested according to Technical Association of the Pulp and Paper Industry (TAPPI) standards. The filling value of RTS was analyzed using a filling value meter (Borgwaldt, Germany), according to Chinese standard Y/CT 152–2001, equilibrium moisture content (water absorbability): The RTS was placed in a humidity chamber at RH of 40, 60, and 80% for 48 h at 22 °C, and the moisture content measured.
Mainstream smoke analysis
Mainstream smoke analysis of RTS was conducted following the method introduced by Gao et al. (2014). The delivery of tar and carbon monoxide per cigarette in the mainstream smoke was tested using an SM450 linear smoking machine according to YC/T 29 and YC/T 30 standards. All of the RTS cigarette samples were prepared by hand.
Thermogravimetric analysis
Approximately 10 mg of RTS sample was placed in an aluminum pan and tested using a thermogravimetric analyzer (TG Q500, TG, USA), increasing the temperature from 40 to 700 °C at heating rate of 10 °C/min using a high-purity nitrogen flow rate of 25 mL/min throughout the analysis.
Kinetic analysis
Thermal pyrolysis of RTS is a kind of heterogeneous solid-state reaction, generally being expressed as (Ceylan et al. 2014) in Eq. (1):
where \(\alpha\) is the weight loss rate expressed as in Eq. (2):
where \(M_{0}\), \(M\), and \(M_{\infty }\) refer to the initial weight, the weight at given temperature, and the final weight, respectively.
To analyze the main pyrolysis mechanism of RTS with PCC added to the coating, the Coats–Redfern equation (3) was applied (Gao et al. 2015; Sánchez-Jiménez et al. 2011):
where T is the temperature (K), A is the preexponential factor, E is the activation energy (J/mol), R is the universal gas constant (8.3145 J mol−1/K), and β is the heating rate (K/min). In this equation, \(\frac{2RT}{E}\) ≪ 1, and \(\ln \left[ {\frac{AR}{\beta E}\left( {1 - \frac{2RT}{E}} \right)} \right]\) is approximately equal to zero. Therefore, \(\ln \left[ {\frac{g\left( \alpha \right)}{{T^{2} }}} \right]\) and \(\frac{1}{T}\) show a linear relationship, and the values of E and A can be calculated using fitting equations. In Eq. (3), various reaction models \(g\left( \alpha \right)\) can be defined in different ways (Table 1) to describe the pyrolysis mechanism.
SEM analysis
The microstructure of RTS was analyzed by scanning electron microscopy (SEM, S3700; Hitachi Ltd., Japan). Samples were coated with gold using a plasma sputtering apparatus prior to SEM observations. The accelerating voltage was 10 kV, and the working distance was 11 mm.
Results and discussion
Physical properties of reconstituted tobacco sheet
As shown in Table 2, the base weight of all the RTS samples was controlled to be about 110 g/m2. Although the samples were prepared in the laboratory by hand, the base weight was comparable to commercial RTS (105–110 g/m2) (Wang et al. 2012). With increasing amount of PCC in the coating, the tensile index and tear index of RTS decreased (Table 2). The strength of paper is determined by the number of fiber–fiber joints due to hydrogen-bonding interaction (Chandra et al. 2004; Eriksson et al. 2005). During the coating process, the volume average particle size of PCC was about 2.81 μm, thus it could permeate into the fibers along with other components (Shen et al. 2014). PCC is an inorganic mineral particle and cannot easily form chemical bonds with fibers. On the contrary, PCC particles hinder hydrogen bonding between fibers, resulting in decreased strength of RTS.
In contrast to the effect on the strength, with increasing PCC addition, the bulk value and filling capacity initially increased then decreased (Table 2). As seen from Table 2, when the proportion of PCC in the coating was 6 to 8%, the filling value of RTS was above 5.0 cm3/g, consistent with values for domestic/imported commercial RTS as documented by Wang et al. (2012) (Table 2). For greater amounts of PCC, the filling values started to drop below that of commercial RTS (Table 2). As seen from the SEM analysis of RTS with PCC added in the coating in Fig. 1a, most of the fibers were covered by the coating, consistent with the study of Zhou et al. (2013). However, rough surface structure is clearly observed in Fig. 1b, c. Kelly and Savitz (1976) indicated that rough surface is beneficial for improving the bulk value and filling capacity of tobacco products. From Fig. 1c, when the proportion of PCC in the coating was 12%, porous fiber–fiber interlacing structure was hardly seen. The coating process reduced the gaps among the fibers and modified the surface microstructure of RTS. Many PCC particles may then penetrate into fibers or distribute on the surface, resulting in high density of RTS. Penetration of coating into the fiber structure can change the properties of paper products (Xiang et al. 2016). High density of RTS is unfavorable for the filling capacity and may reduce the bulk value of tobacco products (Nellen 1985). This may be the reason why the bulk and filling values showed a decreasing trend when the PCC dosage was higher than 8%. The modified structure of RTS may obstruct gas passage through it, so the gas permeability decreased with increasing PCC dosage (Table 2).

SEM images of reconstituted tobacco sheet with addition of 2% (a), 8% (b), and 12% PCC (c)
Figure 2 shows that, at relative humidity (RH) of 40 and 60%, the equilibrium moisture content of RTS decreased slightly with increasing amount of PCC in the coating. However, at RH of 80%, the equilibrium moisture content of RTS decreased from 43 to 35% as the proportion of PCC was increased from 2 to 12%. In a high-RH environment, the dosage of PCC played a significant role in the water absorbability of RTS.

Water absorbability in different relative humidity environments for reconstituted tobacco sheet with addition of PCC in the coating
The major component of RTS coating was concentrated water extract from tobacco waste, which is sensitive to moisture. On the one hand, tobacco fibers/leaves easily swell and absorb water through capillary effect, generating many inter- and intramolecular hydrogen bonds (Wochnowski et al. 1976). On the other hand, PCC cannot absorb moisture easily. Therefore, the water absorbability of RTS decreased as the amount of PCC was increased, more obviously so at high RH. This result is beneficial for storage and transportation of RTS.
Effects of PCC in coating on mainstream smoke release
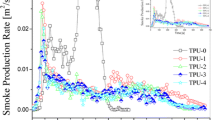
As shown by Figs. 3 and 4, the dosage of PCC in the coating affected the release of tar and carbon monoxide (CO) in the mainstream smoke of RTS. In summary, the tar and CO release content decreased on addition of PCC (Figs. 3, 4). However, when the dosage of PCC was higher than 8%, the CO release content showed an increasing trend (Fig. 4). Tar and CO occur due to burning of tobacco fibers/leaves and tobacco stem/leaf water extract in RTS. Moreover, CO can also derive from decomposition of PCC at high temperatures (Gao et al. 2015). PCC decomposes and produces carbon dioxide, which can react with carbonaceous residues to form CO at high temperature. With increasing amount of PCC addition, the amount of water extract from tobacco stems/leaves in the coatings decreased. The water extract contains lots of water-soluble sugars, alkaloids, nitrogen compounds, etc. (Gao et al. 2014). All of these components could burn and contribute to the tar and CO release content in the mainstream smoke. Gao et al. (2015) documented that RTS coatings without PCC addition had tar and CO release content in mainstream smoke of 7.45 and 16.9 mg/cig., respectively, higher than the results in this study. However, when the proportion of PCC in the coating was 8–12%, the CO release content increased slightly, while the bulk and filling values of RTS decreased (Table 2; Fig. 4). The reason may be that the filling capacity affected the burning property of RTS, resulting in incomplete combustion reaction. At high addition of PCC in the coating, PCC decomposed into a large amount of CO2 in the RTS combustion process, and the CO2 participated in the incomplete combustion reaction, resulting in greater CO release content.

Tar release content in mainstream smoke of reconstituted tobacco sheet with PCC addition in the coating

CO release content in mainstream smoke of reconstituted tobacco sheet with PCC addition in the coating
Effects of PCC in coating on thermal behavior of RTS
Figure 5 shows the TG and DTG curves of RTS with addition of 2% (a) and 8% (b) PCC in the coating. The two kinds of RTS showed similar thermal degradation patterns (Fig. 5). As seen from Fig. 5, the thermal degradation process of RTS can be divided into three stages, corresponding to three strong peaks. The first stage occurred in the temperature range of 40–200 °C with slight weight loss of 15.0%, being due to loss of absorbed water and volatile species in RTS (Wang et al. 2005). The main thermal degradation took place between 200 and 500 °C with weight loss of 45%, including two sharp weight loss stages. The peak at around 260 °C originates from pyrolysis of hemicellulose and simple sugars (Chen et al. 2014; Ge et al. 2013), whereas the peak at about 315 °C is mainly attributed to thermal decomposition of cell wall biopolymers such as cellulose (Gao et al. 2015; Sánchez-Jiménez et al. 2011), hemicellulose (Gao et al. 2015; Sung and Seo 2009), pectin (Sung and Seo 2009; Zhou et al. 2013), lignin (Zhou et al. 2013), etc. The third thermal degradation process occurred in the temperature range between 500 and 700 °C. The weight loss in this stage derives from thermal oxidative decomposition of char and CaCO3. In the DTG curves (Fig. 5a, b), a weak peak was present at about 650 °C, resulting from decomposition of CaCO3 and other salts (Gao et al. 2015; Zhao et al. 2013).

TG and DTG curves of reconstituted tobacco sheet with addition of 4% (a), 8% (b), and 12% PCC (c)
As shown in Fig. 5, the main weight loss occurred in the range of 200–400 °C, with a shoulder in the DTG curve between approximately 200 and 280 °C and a main peak at 280–400 °C. To analyze the pyrolysis mechanism in depth, various fitting equations were applied to the TGA data in the range of 200–280 °C and 280–400 °C, respectively; the fit equations and correlation coefficient (r 2), activation energy (E), and preexponential factor (A) values are summarized in Tables 3 and 4.
As seen from Tables 3 and 4, in the main pyrolysis stage, the correlation coefficients obtained for RTS with 4% PCC in the coating were slightly higher than for the samples with addition of 8 or 12% PCC; i.e., the reaction models for RTS with 4% PCC were more reliable for determining the activation energy. In the range of 200–280 °C, the best fit thermal pyrolysis reaction model for RTS was diffusion-controlled reaction (D1) (Table 3). This result is consistent with the thermal pyrolysis mechanism for tobacco stem and tobacco leaves (Gao et al. 2013). The E value for RTS with 4 and 8% PCC was 39.58 × 103 J/mol and 39.00 × 103 J/mol, respectively, higher than that of tobacco stem (30.05 × 103 J/mol) or leaves (25.36 × 103 J/mol) (Gao et al. 2013). None of the reaction models could fit the results for the RTS samples with addition of 12% PCC in both main pyrolysis stages of 200–280 °C and 280–400 °C. It may be that, with greater addition of PCC (>4%), two main components (biomass and mineral matter PCC) were obviously present in the RTS and one reaction model could not describe the main pyrolysis process perfectly. In the main decomposition stage (200–400 °C), the biomass can began to degrade (Sung and Seo 2009), while PCC cannot decompose as its decomposition temperature is about 560 °C (Gao et al. 2015).
In the range of 280–400 °C, the correlation coefficients for the phase boundary reaction model (R1, R2, R3) fitting results were <0.9 for all the RTS samples (Table 4). In this range, the RTS degraded more rapidly and the weight loss of biobased components increased due to decomposition of hemicellulose and cellulose (Sung and Seo 2009), but the weight of PCC remained constant. In contrast, in the range of 200–280 °C, the results for RTS with 4% PCC addition were best fit by chemical reaction F2 (Table 4), with E and A values of 23.58 × 103 J/mol and 46.736 min−1, respectively. However, all of the reaction models failed to fit the results for the RTS sample with 8% PCC (r 2 < 0.9).
Compared with the thermal pyrolysis properties of RTS documented by Gao et al. (2015), who used the same coating formula except for PCC addition, the TG and DTG curves were similar to this study. Therefore, adding PCC to the coating can modify the thermal degradation mechanism of RTS but did not change the peak temperatures in the main thermal decomposition stage. The only result was that a single reaction model could not describe the thermal pyrolysis mechanism of RTS with >4% PCC, due to the high decomposition temperature of PCC. However, when less than 4% PCC was added, the D1 and F2 reaction model worked well in the range of 200–280 °C and 280–400 °C, respectively. This result is significant for development and application of RTS in the tobacco industry.
Conclusions
This study investigated addition of precipitated calcium carbonate (PCC) to the coating for reconstituted tobacco sheet. During the coating process, PCC particles could penetrate into fibers along with other components, modifying the surface microstructure of the RTS as analyzed by SEM. Such penetration of PCC particles into the fibers interrupted hydrogen bonds between fibers. Adding PCC to the RTS coating could increase the bulk value and filling capacity, and decrease the water absorbability. With increasing PCC addition, the tensile index and tear index of RTS decreased. The tar release content per cigarette showed a decreasing trend with increasing PCC addition, while carbon monoxide reached an optimum for addition of 8% PCC to the coating. TG and DTG analysis indicated that the main thermal pyrolysis stage occurred in the range of 200–400 °C. The Coats–Redfern equation was used to analyze the thermal pyrolysis mechanism. Fitting results showed that, in the range of 200–280 °C, the best fit model for RTS with 4 and 8% PCC was diffusion-controlled reaction (D1) with fitting correlation coefficient (r 2) of 0.9630 and 0.9576, respectively. Meanwhile, in the range of 280–400 °C, the most reliable fitting model for RTS with 4% PCC was chemical reaction (F2) with r 2 = 0.9681. One reaction model could not describe the thermal pyrolysis of RTS with 12% PCC in the main decomposition stage. The thermal kinetic parameters revealed that addition of PCC to the coating could modify the thermal degradation mechanism of RTS, but the TG and DTG curves of RTS with PCC added to the coating showed unchanged peak temperatures in the main thermal decomposition stage. In summary, adding PCC to the RTS coating could decrease the tar and CO release content in the mainstream smoke, and for addition of less than 4% PCC, the D1 and F2 reaction model could perfectly describe the thermal decomposition mechanism in the range of 200–280 °C and 280–400 °C, respectively. This result is significant for development and application of RTS in the tobacco industry, and also demonstrates that addition of PCC to RTS coating is a promising method to improve its quality.
Abbreviations
- PCC:
-
Precipitated calcium carbonate
- RTS:
-
Reconstituted tobacco sheet
References
Ceylan S, Topcu Y, Ceylan Z (2014) Thermal behaviour and kinetics of alga Polysiphonia elongata biomass during pyrolysis. Bioresour Technol 171:193–198
Chandra RP, Lehtonen LK, Ragauskas AJ (2004) Modification of high lignin content kraft pulps with laccase to improve paper strength properties. 1. Laccase treatment in the presence of gallic acid. Biotechnol Progr 20(1):255–261
Chen M, Xu Z, Chen G, Ge S, Yin C, Zhou Z, Sun W, Li Y, Zhong F (2014a) The generation of carbon monoxide and carbonyl compounds in reconstituted tobacco sheet. J Therm Anal Calorim 115(1):961–970
Chen M, She S, Xu Z, Yin C, Zhou Z, Sun W, Li Y, Zhong F (2014b) Effect of exogenous softwood on thermal decomposition of reconstituted tobacco sheet. J Therm Anal Calorim 117(2):893–900
Eriksson M, Notley SM, Wågberg L (2005) The influence on paper strength properties when building multilayers of weak polyelectrolytes onto wood fibres. J Colloid Interface Sci 292(1):38–45
Gao W, Chen K, Xiang Z, Yang F, Zeng J, Li J, Yang R, Rao G, Tao H (2013) Kinetic study on pyrolysis of tobacco residues from the cigarette industry. Ind Crop Prod 44:152–157
Gao W, Chen K, Yang R, Yang F (2014) Rheological property of reconstituted tobacco coatings. Ind Crop Prod 60:45–51
Gao W, Chen K, Yang R, Yang F (2015) Process for coating of reconstituted tobacco sheet with citrates. J Anal Appl Pyrol 114:138–142
Ge S, Xu Y, Tian Z, Zhou S, She S, Hu Y, Sheng L (2013) Effect of urea phosphate on thermal decomposition of reconstituted tobacco and CO evolution. J Anal Appl Pyrol 99:178–183
Green CR, Schumacher JN, Lloyd R, Rodgman A (2007) Comparisons of the composition of tobacco smoke and the smokes from various tobacco substitutes. Beiträge zur Tabakforschung/Contributions to Tobacco Research 22(4):258–289
Holik H (2006) Handbook of paper and board. Wiley, New York
Kelly TK, Savitz DA (1976) Extruded tobacco sheet. US Patent 3968804
Kumar A, Gomes J (2001) Method and apparatus for producing reconstituted tobacco sheets. US Patent 6216706
McAdam K, Gregg E, Liu C, Dittrich D, Duke M, Proctor C (2011) The use of a novel tobacco-substitute sheet and smoke dilution to reduce toxicant yields in cigarette smoke. Food Chem Toxicol 49(8):1684–1696
Nellen WJ (1985) Tobacco product with high filling power and process of making same. US Patent 4497331
Potts RJ, Bombick BR, Meckley DR, Ayres PH, Pence DH (2010) A summary of toxicological and chemical data relevant to the evaluation of cast sheet tobacco. Exp Toxicol Pathol 62(2):117–126
Sánchez-Jiménez PE, Pérez-Maqueda LA, Perejón A, Pascual-Cosp J, Benítez-Guerrero M, Criado JM (2011) An improved model for the kinetic description of the thermal degradation of cellulose. Cellulose 18(6):1487–1498
Shen J, Song Z, Qian X, Liu W (2009) Modification of papermaking grade fillers: a brief review. BioResources 4(3):1190–1209
Shen J, Li J, Qian X, Ren W, Fatehi P (2014) A review on engineering of cellulosic cigarette paper to reduce carbon monoxide delivery of cigarettes. Carbohyd Polym 101:769–775
Sung YJ, Seo YB (2009) Thermogravimetric study on stem biomass of Nicotiana tabacum. Thermochim Acta 486(1):1–4
Wang W, Wang Y, Yang L, Liu B, Lan M, Sun W (2005) Studies on thermal behavior of reconstituted tobacco sheet. Thermochim Acta 437(1):7–11
Wang L, Wen YB, Sun DP, Mao Y, Yao YJ (2011) Study on the decrease of harmful substance in paper-process reconstituted tobacco sheet. Adv Mater Res 314:2338–2343
Wang J, Qiu Y, Liu J (2012) Study on physical and chemical properties of domestic and imported paper-process reconstituted tobacco. Adv Mater Res 356:1984–1999
Wanna J, Hicks D, Monsalud L, Mua J-P (2004) Modified reconstituted tobacco sheet. US Patent 20050056294
Wochnowski W, Forster H, Koehn J, Hohm R (1976) Method and apparatus for changing the moisture content of tobacco. US Patent 3948277
Xiang Z, Runge T (2014) Co-production of feed and furfural from dried distillers’ grains to improve corn ethanol profitability. Ind Crop Prod 55:207–216
Xiang Z, Runge T (2016) Emulsifying properties of succinylated arabinoxylan-protein gum produced from corn ethanol residuals. Food Hydrocolloid 52:423–430
Xiang Z, Anthony R, Lan W, Runge T (2016) Glutaraldehyde crosslinking of arabinoxylan produced from corn ethanol residuals. Cellulose 23(1):307–321
Zhao D, Chen K, Yang F, Feng GL, Sun Y, Dai Y (2013) Thermal degradation kinetics and heat properties of cellulosic cigarette paper: influence of potassium carboxylate as combustion improver. Cellulose 20(6):3205–3217
Zhong W, Zhu C, Shu M, Sun K, Zhao L, Wang C, Ye Z, Chen J (2010) Degradation of nicotine in tobacco waste extract by newly isolated Pseudomonas sp. ZUTSKD. Bioresour Technol 101(18):6935–6941
Zhou S, Ning M, Xu Y, Hu Y, Shu J, Wang C, Ge S, Tian Z, She S, He Q (2013) Thermal degradation and combustion behavior of reconstituted tobacco sheet treated with ammonium polyphosphate. J Anal Appl Pyrol 100:223–229
Acknowledgments
This work was supported by the National Natural Science Foundation of China (31400512) and the Foundation of the Key Laboratory of Pulp and Paper Science and Technology of Ministry of Education/Shandong Province of China (KF201613).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gao, W., Chen, K. Physical properties and thermal behavior of reconstituted tobacco sheet with precipitated calcium carbonate added in the coating process. Cellulose 24, 2581–2590 (2017). https://doi.org/10.1007/s10570-017-1270-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1270-5