
Abstract
The aim of this work is to study the influence of low-pressure plasma treatment on cellulose fibres to improve the adhesion between a polymeric matrix and natural fibres used as reinforcement. To evaluate fibre wettability, contact angle measurements were carried out on flax fibres after treatment with plasma under several conditions. Similarly, contact angle measurements were performed without plasma treatment. A comparison between all the samples led to the definition of the optimal plasma treatment conditions. Once the latter were determined, composite materials were prepared with treated and untreated flax fibres and a low-density polyethylene matrix. Composites, with different fibre contents (5 and 40%) and different fibre lengths (1 and 10 mm), were manufactured using a mixer and a hot plate press. The tensile strengths of the composites were assessed to determine optimal fibre content and length, and the plasma treatment effect was also quantified. It was found that the higher the fibre content, the higher the tensile strength, and the higher the Young’s modulus; however, fibre length did not affect tensile strength. Regarding plasma treatment, composites with treated fibres exhibited a considerably improved tensile strength and Young’s modulus. Plasma treatment effects were also studied by X-ray photoelectron spectroscopy and by differential scanning calorimetric. Finally, an analysis of the fibre surface and an interaction study between the matrix and the fibres was conducted with scanning electron microscopy.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Composites of thermoplastics reinforced with natural fibres have been widely used in recent years (Keller 2003). Natural fibres are considered as a potential alternative to conventional fibres due to their advantages over conventional glass, carbon or aramid fibres. The benefits of cellulose fibres include low cost, low density, high availability, excellent mechanical properties, biodegradability and being environmentally friendly (Herrera-Franco and Valadez-González 2005; Pérez et al. 2012). Among mechanical properties, high stiffness and toughness, low abrasiveness and great deformability are important. These natural fibres also have good thermal properties and reduced dermal and respiratory irritations (Reddy and Yang 2005; Ghosh and Sinha 1997). Thermoplastics, mainly polypropylene, polyethylene and polyvinyl chloride, currently dominate as matrices for natural fibres (Malkapuram et al. 2008). There are many applications of natural fibre/polymer composites in the industrial sector. This kind of composite materials are suitable for the aerospace industry, and in leisure, packaging, construction, sports, and especially in the automotive industry (Wambua et al. 2003). Every year, end-of-life vehicles (ELV) generate between 7 and 8 million tons of waste in the European Union, which have to be disposed of correctly. According to the European Directive (2000/53EC) for all ELV, re-use and recycling should be increased to a minimum of 85% by average weight per vehicle and year. Moreover, it is important to take into account that the use of this type of materials reduces the overall vehicle weight.
Flax fibres come from the flax plant and are widely cultivated in those parts of western Europe where the daily temperature is generally below 30 °C. The life cycle of a flax plant is around 90–125 days and the stem height is about 80 cm (Charlet et al. 2012), of which 75% can be used to produce fibres (Bismark et al. 2005). Flax fibres are bast fibres; that is, they are contained within the stalk, surrounded by a fine layer of bast. This is why retting and scutching processes are necessary to extract the fibres. Formed according to a complex process, it is their composition and architecture that confer the properties to the fibers. The flax fibre has a mass composition of cellulose 71–81%, hemicellulose 18.6–20.6% and lignin 2.2–3.0% (Bledzki et al. 1996). The mechanical properties (Hornsby et al. 1997; Barkoula et al. 2009) are shown in Table 1.
In light of all the above-described features, flax fibres are a very good option as a polymeric composite reinforcement. However, it is necessary to improve the weak interaction between the hydrophilic flax fibre and the hydrophobic thermoplastic matrix. This can be achieved by surface treatments that increase surface energy and improve adhesion (Doan et al. 2006; Ji et al. 2010). Natural fibres without any surface modification generate weak interfaces with polymeric matrices and the transferred stress from the matrix to the fibre is ineffective (Gibeop et al. 2013). Furthermore, the limited capacity of the polymer to wet the fibres hinders a homogeneous dispersion of short fibres within the polymeric matrix (Duigou et al. 2010).
Acidic (Chollakup et al. 2013) or other chemical treatments (Li et al. 2007) are the most commonly used for this type of fibres, and in this work a low-pressure plasma treatment (LPP) in a vacuum chamber was investigated.
Plasma sources represent a fast, environmentally friendly, nontoxic and dry process which acts on the surface material without affecting bulk properties (Conrads and Schmidt 2000; Braithwaite 2000). Plasma technology is an active media constituted by energetic neutrals, ions and free electrons which act on a surface modifying its physicochemical nature. A plasma source consists of an ionized gas created by applying sufficient energy to reorganize the electronic structure of the species present in the gas. This kind of treatment is useful to activate and clean the surface and to enhance the adhesion of several materials (Encinas et al. 2010, 2012; Kusano 2014). Surface activation consists in grafting chemical functionalities on the surface in order to increase its surface energy (Tendero et al. 2006). Additionally, plasma treatments can be used for other applications such as coating or cleaning surfaces without producing a hazardous effect on the substrates (Rodríguez-Villanueva et al. 2013). In particular, LPP treatment is a cost-efficient way to modify material surfaces on a microscopic level without manual operations or the use of chemical products. With this technique, it is possible in a well-controlled and reproducible way to clean, activate, etch or otherwise modify the surface of different materials to improve their bonding capabilities or to achieve totally new surface properties. Another advantage of LPP is that can be spread more widely in the space and totally cover all surfaces. Thus, LPP provides a clean, green and efficient treatment for natural fibres in order to manufacture polymer composite materials in a fast and environmentally friendly way.
Experimental procedure
Materials and sample preparation
Low-density polyethylene, DOW 780E, was used as the composite matrix and was supplied by Dow Chemical (Madrid, Spain). Short flax fibres (10 mm in length) provided by Procotex (Dottignies, Belgium) were used as the reinforcement.
The mixtures were prepared in a rotor mixer (Haake Rheomix 252P, MA, USA) at 150 °C for 30 or 40 min, depending on the reinforcement content which was from 5 to 40%. When the torque exerted by the rotors has been stabilised, it is considered that the mixture is homogeneous and that a good dispersion random 2D of the fibers within the matrix has been obtained. Following this, they were pressed in a hot plate press using a framework to obtain a controlled thickness of 1 mm. The dimensions of each sheet were 200 × 200 × 1 mm.
Contact angles measurements
The wettability of both treated and untreated flax fibres samples was evaluated by contact angle measurements using an OCA 15 plus goniometer (DataPhysics; Neurtek Instruments, Eibar, Spain) according to the standard (EN 828:2009). Short flax fibres were placed into the isothermal (25 °C) chamber of the apparatus, which was previously saturated with the vapour of the corresponding test liquid for at least 10 min before depositing the drops. The test liquid was distilled water. Drops (2 μl) of water were placed on the fibre surface using an end-flat micrometric syringe (Gilmont Instruments, Barrington, IL, USA). At least six drops per surface condition were measured and averaged.
Plasma treatment durability was also studied by contact angle measurements at different aging times.
Plasma treatment
Before mixing them, the flax fibres were treated with LPP in a Harrick Plasma Cleaner chamber (Ithaca, NY, USA) using air as the gas to produce plasma at a pressure of 300 mtorr. Different times and powers were explored to find the optimal conditions regarding contact angle measurements. Once a vacuum is made in the chamber, the fibres remain there for 1 min at 30 W.
Mechanical properties
Tensile tests were performed in an electromechanical universal testing machine (Microtest EM2/FR, Madrid, Spain) according to the standard (EN ISO 6892-1:2009). The thickness of the sample was 1 mm and the other dimensions are shown in Fig. 1. The test speed was 5 mm/m.

Tensile test specimen dimensions
After the tests, the tensile strength and Young’s modulus were determined. Young’s modulus was assessed from 0 to 8 MPa, because all materials reach this value in the elastic zone.
X-ray photoelectron spectroscopy (XPS) chemical composition analysis
Chemical modifications on the surfaces of treated and untreated flax fibres were analysed with a VG Scientific Microtech Multilab (VG Scientia, Hastings, UK) spectrometer using Mg–Kα X-ray source (1253.6 eV), operating at 15 keV and 300 W. The fibre random array hinders placing them parallel to the X-ray beam, so three tests of each material were carried out, and the average obtained. The analysis was performed on 1 × 1 cm2 surfaces at a residual pressure below 5 × 10−8 torr. A survey scan encompassing the 0–1200 eV region was obtained for each sample. Peak width at half height of the X ray beam was 2.1 eV. High-resolution spectra were obtained in a 20-eV range. Curve fitting was performed using Gaussian (70%)–Lorentzian (30%) fits. All binding energies were referred to the C1s core level spectrum position for C–C and C–H (hydrocarbons) species at 285 eV (Johansson and Campbell 2004; Buchert et al. 2001). Atomic concentrations were calculated using a VGX900-W system.
Differential scanning calorimetric (DSC) technique
The DSC instrument used was supplied by Mettler Toledo (Greifensee, Switzerland). Aluminium crucibles of 40 µl were used and filled with approximately 9 mg of composite for each test. Nitrogen (80 ml min−1 flow) was used as purge gas. In order to control the temperature, the equipment was connected to an intercooler which could lower the temperature to −40 °C. The program procedure conducted dynamic ramps from −40 to 200 °C with a heating rate of 10 °C min−1, keeping the temperature at 200 °C for 3 min. The temperature was then returned to −40 °C with a faster cooling rate (20 °C min−1). Finally, another dynamic temperature ramp identical to the first one (from −40 to 200 °C) was performed to observe the effect of the plasma treatment.
Morphology study
The fibre surface as well as the fracture surface of the tensile test specimens were analysed using a Philips XL-33 FEI EUROPE SEM microscope (Eindhoven, Holland) to observe the effect of the PP treatment. The samples were prepared using a gold coating in a Polaron high-resolution sputter coater to obtain a conductor media for the electrons and enough contrast in the SEM micrographs.
Results and discussion
Wettability
It is first necessary to optimise the PP process to define the optimal conditions. The distilled water contact angle results for each condition are summarised in Table 2.
After the plasma treatment, wettability increases considerably. The best results are obtained at maximum power (30 W) and 60 s of treatment time in the chamber (Table 2). If the samples remain in the chamber longer than that time, it is impossible to measure contact angles because of the high filtration speed through the fibres. However, this last case was characterised in terms of mechanical properties. Therefore, the treatment time of 60 s corresponds to the minimum possible contact angle.
It is important to take into account when the fibres’ hydrophobic recuperation occurs in order to know how much time is available after treatment. This is important to manufacture the composite material without losing the beneficial effects of the plasma. Samples were subjected to natural aging at room temperature and in dust-free conditions. Figure 2 shows contact angle values during aging. After 2 days, some of the plasma treatment effects were lost, and, after a period between 2 and 3 weeks, total hydrophobic recovery occurs. Therefore, the composite should be manufactured after plasma treatment, reducing the time between treatment and manufacture as much as possible to maximise the related benefits.

Fibre hydrophobic recovery after plasma treatment
Mechanical properties
Composite materials were manufactured with different fibre contents, from 5 to 40%, and different fibre lengths. Fibres were pre-treated with LPP. Figure 3 shows the results of tensile tests for each material. It can be observed that the higher the fibre content, the higher the tensile strength. However, there is a limit beyond which the strength does not increase further, but decreases slightly.

Tensile strength versus fibre content
Thereby, the best results were obtained for a 30% content of flax fibre. Nevertheless, the Young’s modulus increases with fibre content, even with 40% of flax fibre (Table 3). This means that the higher the fibre content, the more rigid the material becomes.
The influence of the fibre length was also studied. As can be observed in Table 4, fibre length does not practically affect the tensile strength, unlike as reported in the literature. Some studies (Liu et al. 2007) claim that the smaller the particle size or length of the reinforcement, the greater the tensile strength obtained because of a better dispersion. In this case, the results could be due to the cottonised character of the flax fibres that makes these two lengths visually very similar, obtaining similar dispersions and causing the same effect. Therefore, all compared results were made with 10-mm flax fibres.
The effects of LPP treatment were studied in two cases, for 20 and 30% of flax fibre content (Fig. 4). In both cases, the tensile strength as well as the Young’s modulus increased after plasma treatment. This difference is more evident in the case of 20% fibre content, obtaining an improvement of 18.6% in tensile strength and almost 32% in Young’s modulus. This results agree with those obtained for similar natural materials where fibres were subject to an alkali treatment (Ku et al. 2011; Joseph et al. 1996).

LPP plasma treatment: a effect on tensile strength and b effect on Young’s modulus (T = 8 MPa)
The variation of these mechanical properties is due to a better adhesion between the flax and the LDPE matrix, as was corroborated by scanning electron microscopy (SEM). Figure 5 shows micrographs of tensile samples of the fracture surface. It can be clearly seen that most of the untreated flax fibres were not bonded to the matrix, whereas treated fibres are completely embedded with many bonding points.

SEM micrographs of a untreated and b plasma-treated flax fibres in a LDPE matrix
As mentioned above, composite materials with flax fibres treated with different plasma conditions were also manufactured. They were put in the chamber for 3 min instead of 1 min. The related effect was only evaluated by tensile tests. Table 5 shows the results for a material with 20% flax fibre content, because in this case the difference between treated and untreated fibres was more accentuated.
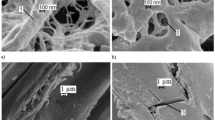
As can be observed, plasma treatment after 3 min has no positive effect, i.e. the tensile strength values are very similar to those of the untreated materials. To discover what occurs in long-time treated fibres, an analysis with SEM was carried out. Figure 6 shows micrographs of untreated fibres as well as fibres treated for 1 and 3 min. Surface changes for flax fibres were also studied.

Untreated flax fibres (a, b), flax fibres LPP treated for 1 min (c, d), and LPP treated for 3 min (e, f)
In Fig. 6a, b, it can be seen that untreated flax fibres have a rather weak layer covering the fibre, along with some dirt and impurities. After 1 min in the vacuum chamber, the flax surface looks cleaner and presents some undulations, which could be responsible for the mechanical anchoring between the matrix and fibres (Fig. 6c, d. This improvement in fibre–matrix adhesion leads to the better mechanical properties shown in Fig. 4. Nevertheless, when the fibres stay under LPP for a longer time, i.e. 3 min in the vacuum chamber, tensile strength values are similar to those obtained in untreated fibre tests. This can be explained by the degradation of the fibres. If the fibres are exposed to air flux for longer than the suitable time, they can deteriorate and break in specific areas and thus generate zones of weak cohesion. In Fig. 6e, f, the micrographs show some black spots which look like small holes.
X-ray photoelectron spectroscopy (XPS) chemical composition analysis
XPS has been used to study the surface composition of chemically treated and untreated natural fibres and their composites (George et al. 2001; Zafeiropoulos et al. 2003).
In Table 6, can be observed that flax fibres, both treated and untreated, only contain carbon (BE = 285 eV) and oxygen (BE = 533 eV), without significant amounts of N, P, Ca, K or Na, as would be expected in natural materials (Liu et al. 2007). The only difference between the treated and untreated flax fibres is that, after LPP treatment, the amount of oxygen increases while the amount of carbon decreases. Table 6 illustrates how the O/C and N/O ratios increase with LPP treatment.
When the curve fitting of XPS spectra is carried out, different bonds are obtained. In Fig. 7, different curve fittings are shown. Regarding chemical groups in relation to C1s, it is possible to conclude that the flax surface composition is not affected by LLP treatment. In both situations, the obtained chemical groups, C–C/C–H, R–C–O and R–O–C=O, are the same and are obtained at 285, 286.7 and 288.9 eV, respectively. This is also consistent with the polymer materials’ chemical composition (Abenojar et al. 2009), and with other published values of cellulosic materials (Chastain and King 1995; Johansson et al. 1999). Although these peaks are the same, their percentages are different. Other groups also exist, but they do not affect the composition and disappear after the treatment. This happens with the bond obtained at 290.77 eV, which suggests that there is no formation of aromatic groups on the flax surface and that it disappears completely after the treatment (Liu et al. 2007).

XPS spectra of untreated and LPP-treated flax fibres for C1s, O1s and N1s
Untreated flax fibres O1s curve fitting (Fig. 7) reveals four peaks, at 531.53, 533.15, 534.80 and 536.63 eV. The only peak corresponding to the C–O bonds is centred at 533.15 eV (Gardner et al. 1995). The other peaks are assigned to hydroxyl groups (2.5%), oxygen (3.9%) and absorbed water (1.2%), respectively. Consequently, 7.62% out of 12.9% (Table 6) does not correspond to oxygen fibres, but represents products absorbed on the flax surface. The peak at 531.53 eV is hence assigned to metal hydroxyl groups, such as Al3+ (Kadi et al. 2016) or carboxylate oxygen (–COO−) (Vinod et al. 2008). The peak at 534.8 eV corresponds to oxygen atoms absorbed on the flax surface (Wu et al. 2015). The last peak, obtained at 536.6 eV of binding energy, is mostly water (Sun et al. 2013). However, all the measured peaks forthe treated fibres correspond to carbonyl groups, i.e. C=O and –C–O (Fig. 7). They are observed at 531.3 eV (assigned to C=O; Weng et al. 1995), 532.7 and 534.1 eV (attributed to –C=O and –C–O, respectively; Clark and Thomas 1976), and 536.3 eV (corresponding to the σ* state of the C–O; Geng et al. 2011). All these bonds were already present in the fibres before LPP treatment, even though their quantity may have been modified, but this cannot be confirmed.
N1s curve fitting shows two peaks at 400.3 and 402 eV corresponding to the C–N and NH4+ groups, respectively (Fig. 7). The C–N bond is a polar group and increases slightly when LLP treatment is performed, from 0.9 to 2.2%.
In summary, C1s decrease when LPP treatment is carried out, but the bond C–C/C–H increases. This happens because water loss occurs during treatment, as observed in O1s XPS spectra, where the bonds due to water absorption disappear and a carbonyl group increment occurs along with the C–N polar group. This is consistent with a contact angle increment (Fig. 2), and, therefore, a better adhesion between the matrix and the treated fibres is obtained.
Differential scanning calorimetric (DSC)
It is important to know if the plasma treatment affects the main thermal properties (i.e. LDPE melting point and crystallinity) in a significant way. These issues were studied by DSC in the case of 20% flax fibre content with treated and untreated fibres, as also carried out by other authors (Abenojar et al. 2014).
As can be observed in Table 7, crystallinity is affected by the addition of flax fibres, as expected, but not by plasma treatment. Flax fibres are not crystalline, so when they are introduced into the LDPE matrix, its crystallinity decreases. However, there is no significant difference between treated and untreated fibres in terms of crystallinity and melting temperature. The values reported in Table 7 are obtained from the first heating cycle of the DSC program, but values from the second heating ramp are in the same range, with an error margin of ±3 °C in melting temperature and ±4 J g−1 in enthalpy increment.
Therefore, it can be confirmed that LPP treatment only affects the material surface properties but not the thermal properties.
Conclusions
Low-pressure plasma (LPP) treatment modifies the flax fibre surface, increasing the wettability, when plasma conditions are optimal in terms of power and treatment time in the chamber.
A better adhesion between flax fibre reinforcement and polyethylene matrix occurs, which results in a good fibre–matrix interface interaction. Due to this, the mechanical properties improve, especially when the fibre content is around 20%.
Using the DSC technique, it was confirmed that thermal properties are not affected by LPP treatment.
XPS results show that the chemical composition of the flax fibre surface does not change after plasma treatment. Therefore, adhesion improvement is only due to dehydration and cleaning of the fibres. This allows the carbonyl groups to have a better anchorage when the fibres are treated, as clearly revealed by SEM.
It was also verified that the higher the fibre content, the higher the tensile strength and the Young’s modulus. However, there is a limit beyond which the tensile strength stabilises or even decreases. For flax fibres and LDPE, this limit is around 40% of fibre content.
An important result is that the effect of plasma treatment has a low stability, and for this reason, it is important to manufacture the composite reducing the time between manufacture and LPP treatment as much as possible.
References
Abenojar J, Torregrosa-Coque R, Martínez MA, Martín-Martínez JM (2009) Surface modifications of polycarbonate (PC) and acrylonitrile butadiene styrene (ABS) copolymer by treatment with atmospheric plasma. Surf Coat Technol 203:2173–2180
Abenojar J, Martinez MA, Velasco F, Rodríguez-Perez M (2014) Atmospheric plasma torch treatment of plyethylene/boroncomposites: effect on thermal stability. Surf Coat Technol 239(25):70–77
Barkoula N, Garkhail S, Peijs T (2009) Effect of compounding and injection molding on the mechanical properties of flax fiber polypropylene composites. J Reinf Plast Compos 29:1366–1385
Bismark A, Mishra S, Lampke T (2005) Plant fibers as a reinforcement for green composites. In: Mohnaty AA, Misra M, Drzal LT (eds) Natural fibers, biopolymers and biocomposites, Ch. 2. CRC, Boca Ratón
Bledzki AK, Reihmane S, Gassan J (1996) Properties and modification methods for vegetable fibers for natural fiber composites. J Appl Polym Sci 59:1329–1336
Braithwaite NSJ (2000) Introduction to gas discharges. Plasma Sources Sci Technol 9:517–527
Buchert J, Pere J, Johansson LS, Campbell JM (2001) Analysis of the surface chemistry of linen and cotton fabrics. Text Res J 71(7):626–629
Charlet K, Jernot JP, Eve S, Gomina M, Breard J (2012) Multi-scale morphological characterization of flax to the fibrils. Carbohydr Polym 82:54–61
Chastain J, King RC (1995) PHI handbook of X-ray photoelectron spectroscopy. Physical Electronics, Eden Prairie
Chollakup R, Smitthipong W, Kongtud W, Tantatherdtam R (2013) Polyethylene green composites reinforced with cellulose fibers (coir and palm fibers): effect of fiber surface treatment and fiber content. J Adhes Sci Technol 27(12):1290–1300
Clark DT, Thomas HR (1976) Applications of ESCA topolymer chemistry. X. Core and valence energy levels of a series of polyacrylates. J Polym Sci Polym Chem Edit 14:1671–1700
Conrads H, Schmidt M (2000) Plasma generation and plasma sources. Plasma Sources Sci Technol 9:441–454
Doan TL, Gao SL, Mader E (2006) Jute/polypropylene composites I: effect of matrix modification. Compos Sci Technol 66:952–963
Duigou AL, Davies P, Baley C (2010) Interfacial bonding of flax fibre/poly(l-lactide) bio-composites. Compos Sci Technol 70:231–239
EN 828:2009 Determination by measurements of contact angle and surface free energy of solid surfaces
EN ISO 6892-1:2009 Metallic materials—tensile testing—part 1: method of test at room temperature
Encinas N, Díaz-Benito B, Abenojar J, Martínez MA (2010) Extreme durability of wettability changes on polyolefin surfaces by atmospheric pressure plasma torch. Surf Coat Technol 205:396–402
Encinas N, Abenojar J, Martínez MA (2012) Development of improved polypropylene adhesive bonding by abrasion and atmospheric plasma surface modifications. Int J Adhes Adhes 33:1–6
European Directive 2000/53/EC of the European parliament and of the council, on end-of life vehicles. OJ L 269, 21.10.2000, p. 34. 18 Sept 2000
Gardner SD, Singamsetty CSK, Booth GL, He GR, Pittman CU Jr (1995) Surface characterization of carbon fibers using angle-resolved XPS and ISS. Carbon 33(5):587–595
Geng D, Yanga S, Zhang Y, Yang J, Liu J, Li R, Sham TK, Sun X, Ye S, Knights S (2011) Nitrogen doping effects on the structure of graphene. Appl Surf Sci 257:9193–9198
George J, Sreekala MS, Thomas S (2001) A review on interface modificaction and characterization of natural fiber reinforced plastic composites. Polym Eng Sci 41(9):1471–1485
Ghosh S, Sinha MK (1997) Assesing textile value of pineapple fiber. Indian Text J 88:111–115
Gibeop N, Lee DW, Prasada CV, Toru F, Kim BS, Song JI (2013) Effect of plasma treatment on mechanical properties of jute/fiber poly (lactic acid) biodegradable composites. Adv Compos Mater 22(6):389–399
Herrera-Franco PJ, Valadez-González A (2005) A study of the mechanical properties of short natural-fiber reinforced composite. Compos B 36:597–608
Hornsby P, Hinrichsen E, Tarverdi K (1997) Preparation and properties of polypropylene composites reinforced with wheat and flax straw fibers. Part II: analysis of composite microstructure and mechanical properties. J Mater Sci 32:1009–1015
Ji SG, Cho D, Park WH, Lee BC (2010) Electron beam effect on the tensile properties and topology of jute fibers and the interfacial strength of jute-PLA green composites. Macromol Res 18:919–922
Johansson LS, Campbell JM (2004) Reproducible XPS on biopolymers: cellulose studies. Surf Interface Anal 36:1018–1022
Johansson LS, Campbell JM, Koljonen K, Stenius P (1999) Evaluation of surface lignin on cellulose fibers with XPS. Appl Surf Sci 144–145:92–95
Joseph K, Thomas S, Pavithran C (1996) Effect of chemical treatment on the tensile properties of short sisal fibre-reinforced polyethylene composites. Polymer 37(23):5139–5149
Kadi MW, Hameed A, Mohamed RM, Ismail IMI, Alangari Y, Cheng HM (2016) The effect of Pt nanoparticles distribution on the removal of cyanide by TiO2 coated Al-MCM-41 in blue light exposure. Arab J Chem. doi:10.1016/j.arabjc.2016.02.001
Keller A (2003) Compounding and mechanical properties of biodegradable hemp fiber composites. Compos Sci Technol 63(9):1307–1316
Ku H, Wang H, Pattarachaiyakoop N, Trada M (2011) A review on the tensile properties of natural fiber reinforced polymer composites. Compos B 42:856–873
Kusano Y (2014) Atmospheric pressure plasma processing for polymer adhesion: a review. J Adhes 90:755–777
Li X, Tabil LG, Panigrahi S (2007) Chemicals treatments of natural fiber for use in natural fiber-reinforced composites: a review. J Polym Environ 15:25–33
Liu W, Drzal LT, Mohanty AK, Misra M (2007) Influence of processing methods and fiber length on physical properties of kenaf fiber soy based biocomposites. Compos B 38(3):352–359
Malkapuram R, Kumar V, Yuvraj SN (2008) Recent development in natural fibre reinforced polypropylene composites. J Reinf Plast Compos 28:1169–1189
Pérez E, Famá L, Pardo SG, Abad MJ, Bernal C (2012) Tensile and fracture behavior of PP/wood flour composites. Compos B 43:2795–2800
Reddy N, Yang Y (2005) Biofibers from agricultural by products for industrial applications. Trends Biotechnol 23:22–27
Rodríguez-Villanueva C, Encinas N, Abenojar J, Martínez MA (2013) Assesment of atmospheric plasma treatment cleaning effect on steel surfaces. Surf Coat Technol 236:450–456
Sun CQ, Zhang X, Zhou J, Huang Y, Zhou Y, Zheng W (2013) Density, elasticity, and stability anomalies of water molecules with fewer than four neighbors. J Phys Chem Lett 4:2565–2570
Tendero C, Tixier C, Tristant P, Demaison J, Leprince P (2006) Atmospheric pressure plasmas: a review. Spectrochim Acta Part B 61(1):2–30
Vinod TP, Chang JH, Kim J, Rhee SW (2008) Self-assembly and photopolymerization of diacetylene molecules on surface of magnetite nanoparticles. Bull Korean Chem Soc 29(4):799–804
Wambua P, Ivens J, Verpoest I (2003) Natural fibres: can they replace glass in fibre reinforced plastics. Compos Sci Technol 63:1259–1264
Weng LT, Poleunis C, Bertrand P, Carlier V, Sclavons M, Franquinet P, Legras R (1995) Sizing removal and functionalization of the carbon fiber surface studied by combined TOF SIMS and XPS. J Adhes Sci Technol 9(7):859–871
Wu S, Ladani RB, Zhang J, Kinloch AJ, Zhao Z, Ma J, Zhang X, Mouritz AP, Ghorbani K, Wang CH (2015) Epoxy nanocomposites containing magnetite–carbon nanofibers aligned using a weak magnetic field. Polymer 68:25–34
Zafeiropoulos NE, Vickers PE, Baillie CA, Watts JF (2003) An experimental investigation of modified and unmodified flax fibres with XPS, ToF-SIMS and ATR-FTIR. J Mater Sci 38:3903–3914
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Enciso, B., Abenojar, J. & Martínez, M.A. Influence of plasma treatment on the adhesion between a polymeric matrix and natural fibres. Cellulose 24, 1791–1801 (2017). https://doi.org/10.1007/s10570-017-1209-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1209-x