
Abstract
A kind of viscose fiber fabric with permanent flame retardancy has been prepared by grafting polymerization of phosphorus and nitrogen-containing monomer, i.e. 2,2-dimethyl-1,3-propanediol acrylamide methoxyl phosphate (DPAMP) onto viscose fiber fabric (VF-g-DPAMP). The effects of the initiator concentration, DPAMP concentration, temperature, pH and time on grafting polymerization were studied, and the structure of VF-g-DPAMP was determined with Fourier transform infrared spectrometry, X-ray photoelectron spectroscopy. The surface morphology of viscose fiber fabric and VF-g-DPAMP were studied by scanning electron microscope. The thermal property and fire retardant performance of VF-g-DPAMP were assessed by thermogravimetric analysis, limited oxygen index measurements and cone calorimeter test, respectively. The results show that DPAMP has been successfully grafted onto viscose fiber fabric, and VF-g-DPAMP has good char-forming ability and better fire retardancy. The pkHRR and THR of the grafted fabric decrease from 150 to 98 kW/m2 and 5.70 to 1.73 MJ/m2, respectively.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Viscose fiber is one of the most important cellulosic materials. It is widely used in domestic applications due to its excellent comfortable, hygroscopic, antistatic and easily dyeable properties. Unfortunately, viscose fiber is easy to thermal degradation and combustion which limits its extensive applications. Thus, fire retardant viscose fiber is required urgently in many applications for fire prevention and the protection of human life and property. Generally, flame retardant viscose fiber and other cellulosic fibers can be obtained by additive or blending (Wang et al. 2012; Chen et al. 2006; Koutu and Sharma 1996), finishing (Karacan and Soy 2013; Yang et al. 2012; Hu et al. 2009; Bychkova et al. 2002), grafting or crosslinking (Parvinzadeh and Almasian 2013; Xu et al. 2010a, b; Hu et al. 2009) techniques, etc. Additive or blending method is the simplest way to impart viscose fiber flame retardancy, but there are several requirements that the additive flame retardant must fulfill, i.e. compatibility with viscose spinning solution, suitable particle size when solid fire retardants are utilized so as not to block the spinnerets. Finishing is the most common method of fire protection of cellulosic fiber or fabric, for example, N-methylol dimethylphosphonopropionamide, i.e. “Pyrovatex CP” and “Pyrovatex CP New” are one of the most successful permanent fire retardants for cotton fiber (Hu et al. 2009; Hribernik et al. 2007; Wu and Yang 2006). However, those finishing agents involve in using of formaldehyde which is believed to be a carcinogenic substance (Yang et al. 2012). From an environmental point of view, it is important to exploit permanent halogen-free and formaldehyde-free flame retardants for cellulosic materials.
In the last decades, surface modification has shown a thriving trend in flame retardant area. The advantages of surface modification are not only to allow the fireproof properties at the surface of the materials along with maintaining the properties of the bulk substrate, but also to preserve the aesthetic features (Liang et al. 2013). More recently, significant efforts focus on nano-size particles coating (Parvinzadeh et al. 2012, 2013a, b; Alimohammadi et al. 2012), sol–gel coating (Alongi et al. 2012a, b), layer-by-layer assembly (Nooralian et al. 2016; Carosio et al. 2015a, b, Carosio and Alongi 2015; Alongi et al. 2014a), sol–gel combined with layer by layer assembly (Wang et al. 2015), use of biomacromolecules (Alongi et al. 2013a, 2014b, c; Bosco et al. 2013, 2015), plasma deposition (Horrocks et al. 2011) and nanoparticle adsorption (Alongi et al. 2015) as after-treatments capable of improving thermal or flame retardant properties of textiles.
The durability of fire retardant materials has been the focus of the researchers. Grafting or crosslinking can impart cellulosic fibers durable flame retardancy (Nehra et al. 2014; Parvinzadeh and Almasian 2013; Xu et al. 2010a, b; Hu et al. 2009; Tsafack and Levalois-Grutzmacher 2006; Tsafack et al. 2004), and it becomes a promising fire retardant technique. In this study, phosphorus and nitrogen-containing flame retardant monomer, i.e. 2,2-dimethyl-1,3-propanediol acrylamide methoxyl phosphate (DPAMP) (Scheme 1) was synthesized according to our previous work (Xu et al. 2010a, b), and it was grafted onto viscose fiber fabric to enhance it’s flame retardancy. The influence of grafting parameters on grafting was studied. Flame retardancy and thermal degradation features of the flame retarded viscose fiber fabric (VF-g-DPAMP) were investigated by vertical burning test, thermogravimetric analysis (TGA) and cone calorimeter test.

Structure of DPAMP
Experimental part
Materials
Viscose fiber fabric (120 g/m2) was woven by the school of textile, Tianjin Polytechnic University, China. The flame retardant monomer used in this study, i.e., 2,2-dimethyl-1,3-propanediol acrylamide methoxyl phosphate (DPAMP) was synthesized according to our previous work (Xu et al. 2010a, b). Potassium permanganate (KMnO4) and sulphuric acid (H2SO4) were all analytical grade and purchased from Tianjin Chemical Reagent Factory, China. Cuprous chloride was obtained from Tianjin KeRuiSi Fine Chemical CO. LTD., China and was used as received.
Graft polymerization of DPAMP onto viscose fiber fabric
The graft polymerization procedure was as follows. Bleached viscose fiber fabric was weighed and then swollen in the deionized water at 90 °C for 30 min. Then it was introduced into a 250 ml three-neck flask equipped with a stirrer and condenser, and the flask was dipped into an oil bath. At the same time, the flask was input N2 gas to purge the oxygen. After that, 50 ml of KMnO4 solution (0.1 mol L−1) was dropped into the flask and heated to 50 °C to make the fabric preoxidize for 30 min, and then the required amount of DPAMP and 20 ml of H2SO4 solution (0.05 mol L−1) were added. The grafting polymerization was completed after the fabric was kept at 60 °C for 6 h. At last, the viscose fiber fabric was washed with deionized water for 3 times, and dried at 80 °C in oven for 12 h.
Characterization
Infrared spectroscopy was performed on a Bruker vector 22 spectrometer in range 4000–700 cm−1 by using thin KBr discs.
The degree of grafting percentage (GP) was calculated as follows:
where W 0 and W g are the weights of viscose fiber fabric before and after grafting, respectively.
Surface elemental analysis of the viscose fiber fabric and grafted fabric was carried out using PH15300 X-ray photoelectron spectroscopy (XPS) equipped with hemispherical electron energy analyzer.
The flammability tests of the ungrafted and grafted viscose fiber fabric were evaluated by the limiting oxygen index (LOI) method using an oxygen index test apparatus according to ASTM D6413-08.
Surface morphology of the viscose fiber fabric before and after grafting, burning was sputter-coated with gold layer and was observed using an ABT-55 scanning electron microscope (SEM).
Thermogravimetric analysis (TGA) of all the samples was studied using NETZSCH STA 409 PC thermogravimetric analyzer from ambient temperature to 800 °C both in nitrogen and in air atmosphere respectively at a heating rate of 20 °C min−1.
The burning behaviour of the samples was also characterized by cone calorimeter (FTT, UK) according to ISO 5600. All the samples were cut into the size of 100 × 100 mm2 and were wrapped with aluminium foil and placed in a frame with grid. The specimens were irradiated horizontally at a heat flux of 35 kW m−2. Measurement was done in triplicate and the average data were reported. The parameters of heat release rate (HRR), peak of heat release rate (pkHRR), total heat release (THR), time to ignition (TTI), total smoke release (TSR) and rate of smoke release (TSR) were all measured.
In order to verify the flame retardant durability of the fire retardant viscose fiber fabric, the fabric with the size of 5 cm × 10 cm was washed according to AATCC Tets Method 61-2003 test No. 1A with 0.37 wt% detergent (Xue et al. 2016). One washing cycle lasting for 45 min equals to five commercial launderings.
Results and discussion
Grafting mechanism
Viscose fiber is a fiber made from regenerated cellulose, and has similar structure as cellulose. Figure 1 shows the schematic illustration of the grafting mechanism. Three types of hydroxyl groups in the repeating glucose are located in C-1, C-2 and C-6. In initiation stage, hydroxyl groups of viscose fiber were oxidized by KMnO4 to aldehyde groups (Zheng et al. 2010; Zhang et al. 2003), and Mn7+ was reduced into Mn4+ accordingly (Zheng et al. 2010). At the same time, Mn4+ reacted with sulfur acid to form Mn3+ and HSO4 (Zhang and Chen 2001), then viscose fiber reacted with Mn4+ and Mn3+ resulting in the free radicals at C-2 or C-3 position (Zheng et al. 2010) which furthermore initiated the graft polymerization with DPAMP, as shown in Fig. 1.

The mechanism of reaction
Influence of KMnO4 concentration on grafting
Figure 2 indicates the influence of KMnO4 concentration on grafting. With the concentration of KMnO4 increasing, the grafting percentage increases accordingly, however, further increase of the concentration of KMnO4 causes GP decrease. It may be due to the fact that two competing reactions, i.e. viscose fiber macromolecular free radicals induced by Mn4+ and the termination of the growing chains will occur with the increase of KMnO4 concentration, which makes GP decrease (Zhang and Chen 2001). On the other hand, at the beginning of the initiation, with the increase of KMnO4 concentration, the number of viscose fiber macromolecular free radicals increases and more radical sites are generated, resulting in grafting polymerization, i.e. the GP increase. Thereafter, as the KMnO4 concentration further increase, the rate of chain termination is greater than chain propagation, which causes the decrease of effective graft polymerization onto viscose fiber fabric, resulting the decrease of GP (Zhang and Zhou 2008; Khetarpal et al. 1982; Keles and Sacak 2003).

Influence of KMnO4 concentration on grafting. (H2SO4, 5 × 10−2 mol L−1; DPAMP, 0.1 mol L−1; pH, 4.0; 65 °C; 6 h)
Influence of DPAMP concentration on grafting
Figure 3 shows the influence of monomer concentration on GP. The increase of the concentration of DPAMP is accompanied by the increment in GP, and the GP becomes unchanged after the concentration of DPAMP reaches 1.2 mol L−1. It may be explicated that higher monomer concentration favors greater effective contact between monomer molecules and viscose fiber. With the concentration of monomer increasing, the collision chances among monomer molecules increase, which is beneficial to the reaction between monomer and viscose fiber macoradicals, on the other hand, the active sites of viscose fiber and monomer have more chances to collide at higher concentration solution, thus, the GP increases (Zhao et al. 2011). However, the increasing grafting percentage will reach stabilization when the monomer concentration exceeds 1.2 mol L−1 owing to the dramatically increase of the viscosity of monomer solution and homopolymerization (Zhao et al. 2011; Kumar et al. 2014). At the same time, with the monomer concentration increasing, a saturation of the monomer concentration on the viscose fiber surface may occur, preventing the access of monomer to the active radical species.

Influence of DPAMP concentration on grafting. (KMnO4, 15 × 10−2 mol L−1; H2SO4, 5 × 10−2 mol L−1; pH, 4.0; 65 °C; 6 h)
Influence of pH on grafting
The influence of pH on grafting is shown in Fig. 4. It is shown that the GP increases with the pH increasing and then decreases (Hebeish et al. 1973). It is because the increase of pH can accelerate the grafting reaction and strengthen the oxidation capability of KMnO4. However, with the increase of pH, a part of H2SO4 may react with MnO2 to produce inhibiting oxygen, i.e. MnO2 + 2H+ = Mn2+ + H2O + [O] (Zhang and Zhou 2008), or accelerates the hydrolysis and decomposition of the viscose fiber (Keles and Sacak 2003), as a result, the GP decreases.

Influence of pH on grafting. (KMnO4, 15 × 10−2 mol L−1; H2SO4, 5 × 10−2 mol L−1; DPAMP, 0.1 mol L−1; 65 °C; 6 h)
Influence of reaction temperature on grafting
With the increasing of reaction temperature, KMnO4 can decompose easily under the acid conditions, moreover, the mobility of monomer molecules and the possibility collision between monomer molecules and viscose fiber macroradicals increase (Zhang and Zhou 2008). But with the temperature further increasing, the termination reaction predominates, the GP decreases (Keles and Sacak 2003), as shown in Fig. 5.

Influence of temperature on grafting. (KMnO4, 15 × 10−2 mol L−1; H2SO4, 5 × 10−2 mol L−1; DPAMP, 0.1 mol L−1; pH, 4.0; 6 h)
Influence of time on grafting
The phenomenon of the effect of time on GP is similar to that of temperature, as shown in Fig. 6. It indicates that at the beginning of the grafting polymerization, grafting percentage increases gradually. After 6.5 h of reaction, GP levels off. One of the reasons is with the polymerization proceeding, the amount of monomer and initiator decrease leading to the slow growth of GP, and the other one is with the polymerization proceeding, the amount of homopolymer and the viscosity of reaction system all increases, which make the graft polymerization of monomer onto viscose fiber difficult (Zhang and Zhou 2008).

Influence of time on grafting. (KMnO4, 15 × 10−2 mol L−1; H2SO4, 5 × 10−2 mol L−1; DPAMP, 0.1 mol L−1; 65 °C; pH, 4.0)
Structure characterization
The surface grafting of poly(DPAMP) onto viscose fiber fabric was assessed by means of FTIR spectra. The IR spectra of the viscose fiber fabric before and after grafting are shown in Fig. 7. The absorption peak at 1068 and 894 cm−1 attributes to P–O–C bond (Parvinzadeh and Almasian 2013; Qiao et al. 2014); the peak at 1163 and 991 cm−1 corresponds to P=O bond; the peak at 1375 cm−1 is assigned to C–N bond. The characteristic absorption peak of C=O and N–H bond are at 1647 and 3450 cm−1, respectively, which prove the existence of DPAMP unit.

FTIR spectra of viscose fiber fabric (a) and grafted fabric (b)
To further verify the successful grafting polymerization of DPAMP, XPS measurement is employed to validate the existence of poly(DPAMP), as shown in Fig. 8. C1s and O1s peaks were observed at 286 eV corresponding to C–O single bond (Zanini et al. 2008; Zhang et al. 2011), and 532 eV being assigning to –O– in C–O–C for viscose fiber. However, P2p (134 eV) (Zhang et al. 2011) and N1s (400 eV) peaks appeared for grafted fabric, except for C1s and O1s absorption peaks. Table 1 lists the element content and its ratio of viscose fiber fabric and grafted fabric. It can be seen that P and N contents are 3.31 and 1.70 % for grafted viscose fiber fabric, the P/C and N/C ratio are 4.73 and 2.43, respectively. This further confirms the grafting reaction between viscose fiber fabric and DPAMP. It is generally believed that a phosphorus content from 1.5 to 4 % is enough to give material flame retardancy (Zanini et al. 2008; Kandola et al. 1996; Bajaj et al. 2000).

XPS of viscose fiber fabric (a) and grafted fabric (b)
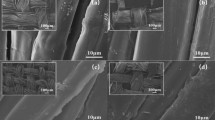
The surface morphology of the control and grafted viscose fiber fabric was observed using scanning electron microscopy, as shown in Fig. 9. The fiber surface of the control fabric (Fig. 9a) is smooth while the grafted fabric (Fig. 9b) is rough and completely covered with particles, which suggests DPAMP has been successfully grafted onto the surface of the viscose fiber fabric.

SEM images of viscose fiber fabric and grafted viscose fiber fabric. (a, b, the surface of the control fabric and grafted fabric; c, d being grafted viscose fiber fabric before and after burning)
Thermal property of viscose-g-DPAMP
The thermal degradation behaviors of the control and grafted fabrics were assessed by thermogravimetric analysis (TGA) in nitrogen atmosphere, as shown in Fig. 10. The first weight loss step of the control and grafted fabric below 150 °C is due to moisture desorption. Compared to the grafted fabric, the control fabric shows higher initial degradation temperature of about 280 °C. However, the grafted fabric has lower initial decomposition temperature of about 230 °C, which is about 50 °C ahead of viscose fiber. This may be due to the decomposition of the grafted DPAMP chain. As a result, the DPAMP unit decomposes and forms phosphoric acid and polyphosphoric acid, which not only prohibit heat from being delivered and combustible volatile gases from being released, but also catalyze the dehydration of viscose fiber to form char residue, at the same time, the decomposed inert gases, such as NH3 can dilute the combustible gases. These all attribute to the fire retardance increasing. It is well known that char residue can reflect the flame retardancy of materials. It is clear that the char residue of the control sample is 12.7 % at 800 °C, while the fire retardant sample is about 23.7 % at the same temperature, which is almost twice the control sample showing good char-forming ability. Accordingly we postulate that the DPAMP unit can catalyze the dehydration of cellulose to form significant char residue, which is similar to other phosphorus-containing compounds. As a result, the increased carbonaceous residue acts as thermal insulation layer that could effectively restrain the weight loss and prevent heat transfer between the fabric and the environment. It can be seen from the DTG curves that the temperature corresponding to the maximum degradation rate of the control fabric is about 335 °C, and the temperature corresponding to the maximum weight loss rate of the grafted fabric is 306 °C, which is lower than that of the control sample. The results indicate that the earlier decomposition of the DPAMP unit improves the fast decomposition of viscose fiber and is in favor of char forming.

TGA-DTG curves of viscose fiber fabric (a) and grafted fabric (b) in nitrogen
The thermo-oxidative decomposition of the control and grafted fabric was assessed by TG-DTG in air atmosphere, as shown in Fig. 11. In contrast to the degradation of the samples in nitrogen atmosphere, the thermo-oxidative degradation is more complicated. As for the control fabric, the degradation is divided into three stages. The first stage between 60 and 150 °C is the same as the degradation in nitrogen owing to the moisture desorption. The second (286–370 °C) and the third (400–450 °C) stages are due to the depolymerization and dehydration, which result in the formation of volatile compounds and aliphatic char, and the aliphatic char can be further changed into aromatic char with CO and CO2 production (Alongi et al. 2013b). With the temperature increasing, the char is further oxidized to CO and CO2 with nearly no char residue left at 800 °C. As far as the grafted fabric is concerned, the degradation also includes three steps. There is almost no weight loss before 180 °C. The first step is between 190 and 230 °C with the peak temperature of 205 °C, which is 121 °C ahead of that of neat cotton in nitrogen. The weight loss is caused by the decomposition of the grafted unit. The second stage starts from 230 to 272 °C with the peak temperature of 258 °C, and the weight loss is due to the further decomposition of the grafted unit and the cellulose partial dehydration catalyzed by the phosphorus-containing fire retardant. The weight loss in two steps is about 39.44 %. The last weight loss is between 578 and 690 °C owning to the cellulose dehydration and the oxidative decomposition of the char. Compared to the char residue of the grafted fabric in nitrogen, the char residue in air is lower which is due to the further char oxidization to CO and CO2.

TGA-DTG curves of viscose fiber fabric (a) and grafted fabric (b) in air
Fire retardant performance of VF-g-DPAMP
In order to obtain the fire retardant property of the control and grafted viscose fiber fabric, vertical flame tests were utilized to evaluate the fire retardancy of the samples, as shown in Fig. 12. The ignition source was removed immediately after the sample was ignited. It is found that the control sample burns intensely and burns out very quickly with no char residue left. However, the grafted viscose fiber fabric can maintained the fabric tissue after combustion, exhibiting excellent flame retardancy. It has been reported that the cotton fabric treated with phosphorus and nitrogen-containing monomers has better fire retardant performance than the fabrics treated with nitrogen-free phosphorus-containing monomers (Bajaj et al. 2000). The reason is the fact that compared with those compounds without nitrogen, phosphorus and nitrogen-containing compounds are better phosphorylation agents (Tsafack and Levalois-Grutzmacher 2006; Hendrix et al. 1972; Lawler et al. 1985; Lewin 1999). DPAMP used in this work has the similar chemical structure with DEAEPN (Tsafack and Levalois-Grutzmacher 2006), and it has six-membered ring structure which contributes the char forming and LOI value increasing. It is clearly shown that the initial LOI value of viscose fiber fabric is 17.1 while the grafted viscose fiber fabric is greatly increased with the grafting percentage increasing. The LOI values of the grafted viscose fiber fabric are 23.4, 26, 27.5 and 28.8 % with the grafting percentage of 6.1, 6.8, 7.5 and 8.7 %, respectively, which shows good flame retardance of grafted viscose fiber fabric.

Photographs of the vertical burning tests of the pristine and grafted fabric recorded at 5, 10, 20 and 30 s
Durability is one of the important indexes of fire retardant materials. The grafted viscose fabric was washed according to AATCC Test Method 61-2003 test No. 1A standard in order to assess the durability of the fabric. The LOI values are almost unchanged, which is due to the fact that the covalent bond between cellulose substrate and DPAMP flame retardant monomer can withstand many repeated washing, i.e. repeated washing cannot destroy the covalent bond between cellulose and DPAMP. In other words, the existence of the DPAMP unit guaranteed the durability of the flame retardancy.
In order to further research the combustion behaviour of the samples, cone calorimetry is used to investigate the flame retardancy of the samples. Figures 13 and 14 show HRR and THR curves of the samples. Comparing with control fabric, significant decreases of pkHRR and THR of grafted fabric have been observed. The pkHRR of grafted fabric decreases from 150 kW/m2 of control fabric to 98 kW/m2 and THR from 5.70 to 1.73 MJ/m2. This verifies that the phosphorus and nitrogen-containing copolymer unit really enhance the flame retardancy of viscose fabric.

HRR curves of the control (a) and grafted fabric (b)

THR curves of the control (a) and grafted fabric (b)
SEM images of the grafted fabric before and after vertical burning tests are shown in Fig. 9. The structure of the sample after burning (Fig. 9d) maintains the integrity and the shape of the fabric tissue, very similar to the fibers before burning (Fig. 9c). The compact structure of the char residue could effectively shield the heat and oxygen penetrating through the dense structure so that the fire retardancy increased.
Conclusion
In conclusion, a phosphorus and nitrogen-containing comonomer was successfully grafted onto viscose fiber fabric through radical polymerization. The grafted viscose fiber fabric has good thermal performance and char forming ability. The SEM images of the chars after LOI test showed that the structure of the fabric, fiber shape were all well preserved, indicating excellent char forming ability of the grafted viscose fiber fabric.
References
Alimohammadi F, Parvinzadeh M, Shamei A (2012) A novel method for coating of carbon nanotube on cellulose fiber using 1,2,3,4-butanetetracarboxylic acid as a coss-linging agent. Prog Org Coat 74:470–478
Alongi J, Colleoni C, Malucelli G, Rosace G (2012a) Hybrid phosphorus-doped silica architectures derived from a multistep sol–gel processs for improving thermal stability and flame retardancy of cotton fabrics. Polym Degrad Stab 97:1334–1344
Alongi J, Colleoni C, Rosace G, Malucelli G (2012b) Sol–gel derived architectures for enhancing cotton flame retardacy: effect of prue and phosphorus-doped silica phases. Polym Degrad Stab 99:92–98
Alongi J, Carletto RA, Di Blasio A, Carosio F, Bosco F, Malucelli G (2013a) Intrinsic intumescent-like flame retardant properties of DNA-treated cotton fabrics. Carbohydr Polym 96:296–304
Alongi J, Colleoni C, Rosace G, Malucelli G (2013b) The role of pre-hydrolysis on multi step sol–gel processes for enhancing the flame retardancy of cotton. Cellulose 20:525–535
Alongi J, Carletto RA, Bosco F, Carosio F, Di Blasio A, Cuttica F, Antonucci V, Giordano M, Malucelli G (2014a) Caseins and hydrophobins as novel green flame retardants for cotton fabrics. Polym Degrad Stab 99:111–117
Alongi J, Di Blasio A, Carosio F, Malucelli G (2014b) UV-cured hybrid organic–inorganic layer by layer assemblies: effect on the flame retardancy of polycarbonate films. Polym Degrad Stab 107:74–81
Alongi J, Milnes J, Malucelli G, Bourbigot S, Kandola B (2014c) Thermal degradation of DNA-treated cotton fabrics under different heating conditions. J Anal Pyrolysis 108:212–221
Alongi J, Tata J, Carosio F, Rosace G, Frache A, Camino G (2015) A comparative analysis of nanoparticle adsorption as fire-protection approach for fabrics. Polymers 7:47–68
Bajaj P, Agrawal AK, Dhand A, Kasturia N (2000) Flame retardation of acrylic fibers: an overview. J Macromol Sci Polym Rev C 40:309–337
Bosco F, Carletto RA, Alongi J, Marmo L, Di Blasio A, Malucelli G (2013) Thermal stability and flame resistance of cotton fabrics treated with whey proteins. Carbohydr Polym 94:372–377
Bosco F, Casale A, Mollea C, Terlizzi ME, Gribaudo G, Alongi J, Malucelli G (2015) DNA coatings on cotton fabrics: effect of molecular size and pH on flame retardancy. Surf Coat Technol 272:86–95
Bychkova EV, Rodzivilova IS, Panova LG, Artemenko SE (2002) Adsorption of fire retardant from dilute aqueous solutions onto viscose fiber. J Appl Chem 75:1591–1593
Carosio F, Alongi J (2015) Few durable layers suppress cotton combustion due to the joint combustion of layer by layer assembly and UV-curing. RSC Adv 5:71482–71490
Carosio F, Fontaine G, Alongi J (2015a) Starch-based layer by layer assembly: efficient and sustainable approch to cotton fire protection. ACS Appl Mater Interfaces 7:12158–12167
Carosio F, Negrell-Guirao C, Di Blasio A, Alongi J, David G, Camino G (2015b) Tunable thermal and flame response of phosphonated oligoallylamines layer by layer assemblies on cotton. Carbohydr Polym 115:752–759
Chen S, Zheng QK, Ye GD, Zheng GH (2006) Fire-retardant properties of the viscose rayon containing alkoxycyclotriphosphazene. J Appl Polym Sci 102:698–702
Hebeish A, Kantouch A, Khalil MI, El-Rafie MH (1973) Graft copolymerization of vinyl monomers on modified cottons. VI. Vinyl graft copolymerization initiated by manganese (IV). J Appl Polym Sci 17:2547–2556
Hendrix JE, Drake GL, Barker RH (1972) Pyrolysis and combustion of cellulose. III. Mechanistic basis for the synergism involving organic phosphates and nitrogenous bases. J Appl Polym Sci 16:257–274
Horrocks AR, Nazare S, Masood R, Kandola B, Price D (2011) Surface modification of fabrics for improved flash-fire resistance using atmospheric pressure plasma in the presence of a functionalized clay and polysiloxane. Polym Adv Technol 22:22–29
Hribernik S, Smole MS, Kleinschek KS, Bele M, Jamnik J, Gaberscek M (2007) Flame retardant activity of SiO2-coated regenerated cellulose fibres. Polym Degrad Stab 92:1957–1965
Hu JT, Yao YN, Liu XS, Ao YH, Zhang HX (2009) The application of a novel flame retardant on viscose fiber. Fire Mater 33:145–156
Kandola BK, Horrocks AR, Price D, Coleman GV (1996) Flame-retardant treatments of cellulose and their influence on the mechanism of cellulose pyrolysis. J Macromol Sci Rev Macromol Chem Phys 36:721–794
Karacan I, Soy T (2013) Structure and properties of oxidatively stabilized viscose rayon fibers impregnated with boric acid and phosphoric acid prior to carbonization and activation steps. J Mater Sci 48:2009–2021
Keles H, Sacak M (2003) Graft copolymerization of methyl methacrylate onto gelatin using KmnO4–H2SO4 redox system. J Appl Polym Sci 89:2836–2844
Khetarpal RC, Gill KD, Mehta IK, Misra BN (1982) Grafting onto gelatin. II. Grafting copolymerization of ethyl acrylate and methyl methacrylate onto gelatin in the presence of Ce4+ as redox initiator. J Macromol Sci Pure Appl Chem 18:445–454
Koutu BB, Sharma RK (1996) Synthesis of a flame-retardant dope additive dithiopyroposphate and its effect on viscose rayon fibres. India J Fibre Text Res 21:140–142
Kumar V, Misra N, Paul J, Dhanawade BR, Varshney L (2014) Uricase-immobilization on radiation grafted polymer support for detection of uric acid using Ag-nanoparticle based optical biosensor. Polymer 55:2652–2660
Lawler TE, Drews MJ, Barker RH (1985) Pyrolysis and combustion of cellulose. VIII. Thermally initiated reactions of phosphonomethyl amide flame retardants. J Appl Polym Sci 30:2263–2277
Lewin M (1999) Synergistic and catalytic effects in flame retardancy of polymeric materials—an overview. J Fire Sci 17:3–19
Liang SY, Neisius NM, Gaan S (2013) Recent developments in flame retardant polymeric coatings. Prog Org Coat 76:1642–1665
Nehra S, Hanumansetty S, Orear EA, Dahiya JB (2014) Enhancement in flame retardancy of cotton fabric by using surfactant-aided polymerization. Polym Degrad Stab 109:137–146
Nooralian Z, Gashti MP, Ebrahimi I (2016) Fabrication of a multifunctional graphene/polyvinylphosphonic acid/cotton nanocomposite via facil spray layer-by-layer assembly. RSC Adv 6:23288–23299
Parvinzadeh M, Almasian A (2013) UV radiation induced flame retardant cellulose fiber by using polyvinylphosphonic acid/carbon nanotube composite coating. Compos B 45:282–289
Parvinzadeh M, Alimohammadi F, Shamei A (2012) Preparation of water-repellent cellulose fibers using a polycarboxylic acid/hydrophobic silica nanocoposite coating. Surf Coat Technol 206:3208–3215
Parvinzadeh M, Elahi A, Parvinzadeh M (2013a) UV radiation inducing succinic acid/silica-kaolinite network on cellulose fiber to improve the functionality. Compos B 48:158–166
Parvinzadeh M, Rashidian R, Almasian A, Zohouri AB (2013b) A novel method for colouration of cotton using clay nano-adsorbent treatment. Pigment Resin Technol 42:175–185
Qiao XD, Song L, Bihe Y, Yu B, Shi YQ, Hu Y, Yuen RKK (2014) Organic/inorganic flame retardants containing phosphorus, nitrogen and silicon: preparation and their performance on the flame retardancy of epoxy resins as a novel intumescent flame retardant system. Mater Chem Phys 143:1243–1252
Tsafack MJ, Levalois-Grutzmacher J (2006) Flame retardancy of cotton textiles by plasma-induced graft-polymerization (PIGP). Surf Coat Technol 201:2599–2610
Tsafack MJ, Hochart F, Levalois-Grutzmacher J (2004) Polymerization and surface modification by low pressure plasma technique. Eur Phys J Appl Phys 26:215–219
Wang X, Li QS, Di YB, Xing GZ (2012) Preparation and properties of flame-retardant viscose fiber containing phosphazene derivative. Fibers Polym 12:718–723
Wang X, Romero MQ, Zhang XQ, Wang R, Wang DY (2015) Intumescent multilayer hybrid coating for flame retardant cotton fabrics based on layer-by-layer assembly and sol–gel process. RSC Adv 5:10647–10655
Wu WD, Yang CQ (2006) Comparison of different reactive organophosphorus flame retardant agents for cotton: part I. The bonding of the flame retardant agents to cotton. Polym Degrad Stab 91:2541–2548
Xu L, Cheng BW, Ren YL, Liu XH (2010a) Facile synthesis and characterization of flame retardant viscose fiber via graft copolymerization and chemical modification. Front Mater Sci China 4:402–406
Xu L, Cheng BW, Ren YL, Lu YC (2010b) Synthesis of 5,5-dimethyl-2-phospha-1,3-dioxan-2- yl acryamide methoxy phosphate. Fine Chem 27:893–895
Xue CH, Zhang L, Wei PB, Jia ST (2016) Fabrication of superhydrophobic cotton textiles with flame retardancy. Cellulose 23:1471–1480
Yang ZY, Wang XW, Lei DP, Fei B, Xin JH (2012) A durable flame retardant for cellulosic fabrics. Polym Degrad Stab 97:2467–2472
Zanini S, Riccardi C, Orlandi M, Colombo C, Croccolo F (2008) Plasma-induced graft-polymerisation of ethylene glycol methacrylate phosphate on polyethylene films. Polym Degrad Stab 93:1158–1163
Zhang LM, Chen DQ (2001) Grafting of 2-(dimethylamino) ethyl methacrylate onto potato starch using potasium permanganate/sulfuric acid initiation system. Starch Starke 53:311–316
Zhang B, Zhou YY (2008) Synthesis and characterization of graft copolymers of ethyl acrylate/acrylamide mixtures onto starch. Composite 29:506–510
Zhang LM, Gao JP, Tian RC, Yu JG, Wang W (2003) Graft mechanism of acrylonitrile onto starch by potassium permanganate. J Appl Polym Sci 88:146–152
Zhang WC, Li XM, Yang RJ (2011) Pyrolysis and fire behaviour of epoxy resin composites based on a phosphorus-containing polyhedral oligomeric silsesquioxane (DOPO-POSS). Polym Degrad Stab 96:1821–1832
Zhao J, Shi Q, Luan SF, Song LJ, Yang HW, Shi HC, Jin J, Li XL, Yin JH, Stagnaro P (2011) Improved biocompatibility and antifouling property of polypropylene on-woven fabric membrane by surface grafting zwitterionic polymer. J Membr Sci 369:5–12
Zheng LC, Dang Z, Zhu CF, Yi XY, Zhang H, Liu CQ (2010) Removal of cadmium (II) from aqueous solution by corn stalk graft copolymers. Bioresour Technol 101:5820–5826
Acknowledgments
We are grateful for the National Natural Science Foundation of China (No. 51573134).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, LH., Ren, YL., Wang, XL. et al. Fire retardant viscose fiber fabric produced by graft polymerization of phosphorus and nitrogen-containing monomer. Cellulose 23, 2689–2700 (2016). https://doi.org/10.1007/s10570-016-0970-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-016-0970-6