
Abstract
Three novel phosphorus-based flame retardant monomers were successfully prepared by reacting 1-(acryloyloxy)-3-(methacryloyloxy)-2-propanol (AHM) with hexachlorocyclotriphosphazene and characterized by FT-IR, 1H-NMR, 13C-NMR, 31P-NMR and 2D 1H-31P NMR correlation experiments. With the aid of a photoinitiator and a UV flood curing system, these monomers were cured onto cellulosic substrates to generate flame retardant coatings. An experiment was designed through SAS JMP® Pro 10 to investigate the influences of monomer concentration, photoinitiator concentration and UV exposure time on coating yield. All three monomers formed coatings under UV conditions in the presence of the photoinitiator that were durable to extraction. Burn testing showed that a loading of only 15 % of these monomers was required to prevent the substrates from combusting in the horizontal, 45° and vertical orientations. The regions of the fabric that were exposed to the flame were converted to char; a characteristic of flame retardant chemicals that function through the condensed phased. The ability of these monomers to encourage the formation of non-flammable char was further revealed by thermogravimetric analysis. Treated fabrics gave significantly elevated char yields at 600 °C. Finally, the grafted polymeric layers that were produced on the substrates were observed using scanning electron microscopy.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to their highly desirable physical and mechanical properties, cellulosic cotton fibers and fabrics have permeated through our lives and society. These materials are utilized in a nearly endless list of domestic applications, including apparel, bedding, curtains and drapes, upholstered furniture and others. Despite its popularity, cotton has one dangerous inadequacy—it ignites very easily and is rapidly consumed by flames. Therefore, in an endeavor to prevent injury and the loss of property and life, it is essential in certain circumstances to treat cotton so that its susceptibility to combustion is reduced.
Upon the application of a sufficient amount of heat, cellulose begins to undergo pyrolysis. The critical intermediate in this process that leads to the formation of flammable volatiles is levoglucosan. A typical strategy for reducing the flammability of cotton is to chemically interfere with the generation of levoglucosan by incorporating a phosphorus-based flame retardant (FR) chemical into the substrate. The role of these FR chemicals is to thermally decompose and release phosphoric acid, which phosphorylates the primary hydroxyl (C6) group and prevents levoglucosan from forming via a cross-linking mechanism (Kandola et al. 1996; Franklin and Rowland 1979). It is also widely accepted that the flame retardant performance of phosphorus-based chemicals can be enhanced by the addition of nitrogen into the formulation. Several recent studies in the literature confirm the superior performance of phosphorus and nitrogen containing flame retardants when used in conjunction with cellulosic substrates (Gaan et al. 2008; Gaan and Sun 2007, Wu and Yang 2003; Nguyen et al. 2012, 2013). It has been proposed that the mechanism for this synergistic effect involves nitrogen, which can accept protons, assisting in keeping the pH in the ideal range for the phosphorylation and cross-linking reactions that are responsible for the formation of non-flammable char (Schindler and Hauser 2004).
With a skeleton that consists of alternating phosphorus and nitrogen atoms, cyclophosphazenes are a class of compounds that one might expect to impart flame retardant characteristics on cellulosic materials. The ability of organocyclophosphazenes to improve the thermal properties of polymeric materials has been explored to some degree (Allcock et al. 2001; Ding and Shi 2004; Qian et al. 2011; Tao et al. 2011; Liu and Wang 2009; El-Gouri et al. 2009) and their performance on cellulose in the form of wood has been mentioned (Chen-Yang et al. 1998). The researchers who conducted these studies reported that the phosphazene FR agent displayed a condensed phase mode of action that elevated the fire resistance of the substrate and increased char formation.
The nucleophilic substitution reactions between hexachlorocyclotriphosphazene and alcohols to add unique functionalities to the phosphazene ring have been explored extensively (Allcock 1972). One interesting option is to add nucleophiles that also contain acrylate (Ding and Shi 2004) or methacrylate (Chen-Yang et al. 1998; Brown and Allen 1991; Grune et al. 1994; Yaguchi et al. 1992) groups to create polymerizable cyclophosphazene monomers. Monomers of this type can be polymerized/cured into a film or coating through the use of radiation in the form of ultraviolet (UV) light, an electron beam or thermal energy.
Textile production is built around continuous processing and high throughputs. With its open perimeters and very rapid polymerization times, UV curing equipment is perfectly suited for the textile industry where functional coatings are needed to produce a value-added finish on a substrate. There are few publications in the literature that discuss the use of UV curing technology to construct FR coatings on cellulosic materials (Xing et al. 2011 Yuan et al. 2012). In this manuscript, we report the preparation and characterization of three novel flame retardant monomers derived from cyclotriphosphazene and their polymerization behavior on cotton substrates under UV light. The performance of the FR coatings is also evaluated by burn testing and thermogravimetric analysis.
Materials and methods
Materials
Tetrahydrofuran (Alfa Aesar) was dried over 4A molecular sieves (Fisher Scientific) prior to use. Hexachlorocyclotriphosphazene was purchased from Sigma-Aldrich and was used as received. Triethylamine and 1-(acryloyloxy)-3-(methacryloyloxy)-2-propanol were purchased from TCI America. Dichloromethane was obtained from Acros Organics and was used as received. Anhydrous calcium sulfate (W. A. Hammond) was used as supplied. The photoinitiator, Irgacure 819 [(2,4,6-trimethylbenzoyl)phenylphosphine oxide], was provided by BASF. Acetone was obtained from BDH. An argon gas cylinder was purchased from Machine & Welding Supply Company. Deuterated chloroform was obtained from Cambridge Isotope Laboratories. The cotton fabric utilized in this study was constructed with a 3 × 1 twill weave and had a density of approximately 266 g/m2. It was desized, scoured and bleached prior to being dyed a tan color. The fabric was free from any other chemical finishes.
Characterization
Products were characterized by FT-IR spectroscopy and 1H, 13C and 31P-NMR spectroscopy. FT-IR spectra were collected using a Nicolet Nexus 470 spectrophotometer equipped with an Avatar OMNI-Sampler using the attenuated total reflectance (ATR) sampling technique. A drop of each neat compound was placed directly onto the germanium crystal. 1H and 13C NMR spectra were collected using a Bruker 700 MHz spectrometer. CDCl3 was used as the solvent and the solvent peak served as a reference. 31P and 2D 1H-31P experiments were conducted on a Bruker 500 MHz spectrometer. 85 % H3PO4 in a sealed capillary was placed in the NMR tube for use as a reference in phosphorus spectra.
Preparation of monomers
60 mL of THF, an n equivalent of triethylamine [n = 1 (2.91 g; 0.029 mol), 2 (5.83 g; 0.058 mol) or 3 (8.74 g; 0.086 mol)] and an n equivalent of 1-(acryloyloxy)-3-(methacryloyloxy)-2-propanol [n = 1 (6.17 g; 0.029 mol), 2 (12.34 g; 0.58 mol) or 3 (18.51 g; 0.086 mol)] were added to a three neck round bottom flask. The solution was stirred vigorously under an atmosphere of argon and was cooled to 0 °C in an ice bath. To this, 10.00 g (0.029 mol) of hexachlorocyclotriphosphazene dissolved in 40 mL of THF was added dropwise. A white salt began to precipitate within a few minutes. After 3 h at 0 °C, the reaction was allowed to attain room temperature and stir under argon for an additional 45 h. The solution was filtered to remove triethylamine hydrochloride salt [n = 1 (3.20 g; 80.8 %; m.p. 262 °C), 2 (6.81 g; 85.9 %; m.p. 262 °C) or 3 (7.61 g; 64.0 %; m.p. 262 °C)] and the THF was removed by distillation. The faintly yellow oily residue was dissolved in dichloromethane and washed several times with deionized water. After collecting the organic layer and drying it over anhydrous calcium sulfate, the dichloromethane was removed by distillation.
For n = 1 (hereafter 1-AHM): Yield = 8.60 g (57.1 %) of a faintly yellow slightly viscous oil. IR (cm−1): 1,721 (C=O), 1,636 (CH=CH2), 1,408 (CH=CH2), 1,296 (C–O–C), 1,165 (C–O–C), 1,064 (CH=CH2), 1,014 (P–O–C), 985 (CH=CH2), 946 (CH=CH2). 1H NMR (700 MHz, CDCl3): δ 6.42 (1H, dd), 6.13 (1H, dd), 6.12 (1H, s), 5.86 (1H, dd), 5.59 (1H, s), 4.24 (5H, comp), 1.93 (3H, s). 13C NMR (700 MHz, CDCl3): δ 167.45, 166.24, 135.83, 131.89, 127.85, 126.57, 68.22, 65.51, 65.43, 18.35. 31P NMR (500 MHz, CDCl3): δ 21.83 (d, J = 60.23), 21.65 (d, J = 60.23), 21.31 (d, J = 60.23), 20.43 (s, PCl2).
For n = 2 (hereafter 2-AHM): Yield = 14.80 g (73.3 %) of a faintly yellow slightly viscous oil. IR (cm−1): 1,721 (C=O), 1,636 (CH=CH2), 1,408 (CH=CH2), 1,296 (C–O–C), 1,165 (C–O–C), 1,064 (CH=CH2), 1,014 (P–O–C), 985 (CH=CH2), 946 (CH=CH2). 1H NMR (700 MHz, CDCl3): δ 6.44 (1H, dd), 6.14 (1H, dd), 6.13 (1H, s), 5.86 (1H, dd), 5.60 (1H, s), 4.25 (5H, comp), 1.94 (3H, s). 13C NMR (700 MHz, CDCl3): δ 166.98, 165.82, 135.51, 131.27, 127.60, 125.98, 67.34, 65.07, 65.02, 17.90. 31P NMR (500 MHz, CDCl3): δ 21.41 (d, J = 59.36), 21.11 (d, J = 59.36), 20.43 (s, PCl2).
For n = 3 (hereafter 3-AHM): Yield = 22.60 g (89.3 %) of a faintly yellow slightly viscous oil. IR (cm−1): 1,721 (C=O), 1,636 (CH=CH2), 1,408 (CH=CH2), 1,296 (C–O–C), 1,244 (P=N), 1,165 (C–O–C), 1,064 (CH=CH2), 1,014 (P–O–C), 985 (CH=CH2), 946 (CH=CH2). 1H NMR (700 MHz, CDCl3): δ 6.42 (1H, dd), 6.13 (1H, dd), 6.12 (1H, s), 5.86 (1H, dd), 5.59 (1H, s), 4.24 (5H, comp), 1.92 (3H, s). 13C NMR (700 MHz, CDCl3): δ 167.45, 166.25, 135.79, 131.85, 127.83, 126.52, 68.17, 65.49, 65.42, 18.37. 31P NMR (500 MHz, CDCl3): δ 19.41 (d, J = 50.71), 19.09 (d, J = 50.71).
Attempts at achieving n = 4, 5 or 6 resulted only in the formation of 3-AHM (n = 3). The application of heat up to 60 °C for 48 h was tried with no success at reaching greater than three substitutions per ring (one substitution per phosphorus).
Application of monomers
A full factorial experiment was designed using JMP® Pro 10 to examine the effects of monomer concentration, photoinitiator concentration and UV exposure time on coating yield. The experiment had three center points and the order of the runs was randomized to improve the quality of the statistical model. Treatment baths were prepared using a known concentration of the monomer and photoinitiator with acetone serving as the solvent. A small swatch of fabric was weighed and then immersed in each bath with agitation for approximately 2 min. In all cases, wet pick-up was observed to be approximately 125 %. The fabric was then removed from the bath and set aside for a few minutes to allow the acetone to evaporate. The monomer-treated fabrics were placed in the UV chamber and cured for the required amount of time on each side before being removed and subjected to Soxhlet extraction for 4 h in acetone to remove any unreacted monomer and low molecular weight polymer. Finally, the samples were dried for 24 h on air and reweighed. Table 1 shows the processing conditions and coating yields for each piece of fabric that was treated.
Coating yield was calculated by the equation: coating yield (%) = ((W f − W i )/W i ) × 100, where W f is the final weight of the fabric after treatment and extraction and W i is the initial weight of the untreated fabric. These calculated values were then input into JMP® Pro 10 and the software was used to build a statistical model and optimize the processing conditions to achieve the maximum coating yield. To confirm the statistical model, three pieces of fabric were treated using the optimum conditions as determined by the software and their coating yields were compared to the theoretical ones predicted by the software. If all three coating yields fell within the predicted range, the statistical model was confirmed. All TGA and SEM data was collected on fabrics treated under optimum conditions to maximize coating yield.
Radiation curing in UV chamber
Radiation curing was carried out in a Uvitron IntelliRay 600 shuttered UV flood curing system. Energy from the UV lamp was used, in collaboration with the photoinitiator, to drive the free radical polymerization of the monomers. The system was equipped with a 600 W lamp and was operated at 100 % intensity. Treated fabrics were always cured in the same spot beneath the lamp in the region of highest UV intensity as determined by the manufacturer.
Performance evaluation of treated fabrics
An aluminum frame was constructed that allowed for burn testing in horizontal, 45° and vertical configurations. The flame from a butane torch was brought underneath the bottom center edge of the fabric and held there for a total of twelve seconds. The flame was then removed and a stopwatch was used to measure how long the fabric burned (if at all). Thermogravimetric analysis (TGA) was performed to examine the thermal decomposition of the treated fabrics. A Perkin Elmer Pyris 1 TGA was utilized with a heating rate of 20 °C/min from 25 to 600 °C. Air was used as the purge gas (20 mL/min). Finally, the surface morphologies of the untreated and treated fabrics were explored using an FEI Phenom desktop scanning electron microscope (SEM).
Results and discussion
Synthesis of monomers
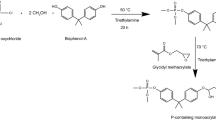
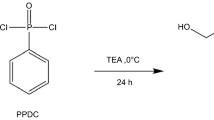
The reaction between hexachlorocyclotriphosphazene and 1-(acryloyloxy)-3-(methacryloyloxy)-2-propanol in the presence of triethylamine proceeded as expected (Fig. 1). The free hydroxyl group of 1-(acryloyloxy)-3-(methacryloyloxy)-2-propanol attacked the partially positive phosphorus reaction center. As a result of this attack, hydrochloric acid was generated as a byproduct and was bound by the triethylamine. This triethylamine hydrochloride salt, being insoluble in THF, precipitated as a white crystalline solid and was easily removed after 48 h by vacuum filtration. The filtrate was distilled by rotary evaporation to eliminate THF and the residue was dissolved in dichloromethane so that it could be washed several times with deionized water to remove any remaining triethylamine hydrochloride salt. After collecting the organic layer and drying it over anhydrous calcium sulfate, the dichloromethane was removed to give the target monomer as a faintly yellow oily liquid.

Target monomers 1-AHM (top), 2-AHM (middle) and 3-AHM (bottom)
FT-IR analysis of the neat products in this series showed the necessary functional groups to characterize the target monomers (Fig. 2). A strong carbonyl stretch was observed at 1,721 cm−1 and peaks that were assigned to the vinyl groups were found at 1,636, 1,408, 1,064, 985 and 946 cm−1. The C–O–C vibrations that are characteristic of acrylates were present at 1,296 and 1,165 cm−1 and a P–O–C absorbance was seen at 1,014 cm−1. The difference between the three monomers is seen in the P=N region from 1,185 to 1,250 cm−1. As degree of substitution increases, the stretch at 1,190 cm−1 decreases while the stretch at 1,243 cm−1 increases. This shift to higher frequency as degree of substitution on the phosphazene ring is increased is characteristic of alkoxy-substituted cyclotriphosphazenes (Brown and Allen 1991) and is rationalized by the strong electron withdrawing nature of the oxygen adjacent to the phosphorus. As it pulls electron density away from the phosphorus, a situation arises in which the lone-pair electrons of the skeletal nitrogen atom in the ring are delocalized in the direction of the phosphorus and the N–P bond is strengthened. Thus, more energy input is required to vibrate the N–P=N bonds within the ring.

FT-IR spectra for 1-AHM (top), 2-AHM (middle) and 3-AHM (bottom)
1H-NMR gave all of the signals that would be expected of the target monomers. The two terminal vinyl protons of the acrylate group were observed at 6.4 and 5.9 ppm. The C(O)–CH=CH2 proton was seen at 6.13–6.14 ppm. The two terminal vinyl protons of the methacrylate group were found at 6.12–6.13 and 5.6 ppm and the pendant methyl group protons were present at 1.9 ppm. A complex overlaid multiplet centered at 4.2 ppm contained the five O–CH2–C(O–P)H–CH2–O protons. 13C-NMR peaks at 167.0–167.5 and 165.8–166.3 ppm were assigned to the carbonyl carbons of the methacrylate and acrylate groups, respectively. The vinyl carbon of the methacrylate group that was closest to the carbonyl was present at 135.5–135.8 ppm, while the one farther from the carbonyl was seen at 126.0–126.6 ppm. The vinyl carbons of the acrylate group were found at 131.3–131.9 ppm (farthest from carbonyl) and 127.6–127.9 ppm (closest to carbonyl). The three O–CH2–C(O–P)H–CH2–O carbons gave signals at 65.1–65.5, 67.3–68.2 and 65.0–65.4 ppm, respectively. Finally, the pendant methyl group carbon was located at 17.9–18.4 ppm.
31P-NMR of 1-AHM showed a series of three partially overlapping doublets with identical coupling constants centered between 21.3 and 21.8 ppm that were assigned to the AHM-substituted phosphorus. A singlet at 20.4 ppm was attributed to the two PCl2 phosphori. In the 2-AHM spectrum, two partially overlapping doublets with identical coupling constants centered at 21.1 ppm and 21.4 ppm were attributed to the AHM-substituted phosphori. The singlet that was still present at 20.4 ppm was assigned to the final remaining PCl2 phosphorus. The PCl2 peak was completely absent from the spectrum of 3-AHM, indicating that the reaction proceeds via a non-geminal pathway. A pair of doublets with identical coupling constants at 19.1 and 19.4 ppm were ascribed to the three AHM-substituted phosphori.
The chemical shifts for the AHM-substituted phosphori are shifted slightly downfield from the expected location (Wu and Meng 1998). In addition, multiple doublets are present in each spectrum. To verify that these doublets are associated with AHM-substituted phosphorus atoms in the phosphazene ring, a 2D 1H-31P correlation experiment was performed on each monomer. Figure 3 demonstrates that the 31P doublets are correlated with all of the protons of the AHM ligand.

2D 1H-31P correlation experiments for the AHM series
Application of monomers and process optimization
The previously described procedure for the application of monomers was used to treat cellulosic substrates. Once coating yields were calculated for each set of conditions, these values were entered into the JMP® Pro 10 software and a statistical model was generated. This statistical model was used to explore the effect of each variable on coating yield and elucidate the optimum parameters for maximizing coating yield (Fig. 4).

Process optimizations for AHM series of monomers
All three monomers showed an increase in coating yield as monomer concentration and UV exposure time were increased. The optimum monomer concentration for maximizing coating yield was 40 % and the ideal UV exposure time was 80 s per side. For 1-AHM and 3-AHM, variations in photoinitiator concentration did not have a significant effect on coating yields. Increasing photoinitiator concentration when using 2-AHM gave a decrease in coating yield and a photoinitiator concentration of 5 % was determined to be most favorable for maximizing coating yield.
The accuracy of the statistical models was confirmed by treating three pieces of fabric with each monomer using the optimum conditions to maximize coating yield as determined by the software. The coating yields for the three samples treated with 1-AHM were 35.50, 36.01 and 38.98 %. For 2-AHM, the coating yields were 58.29, 63.37 and 60.32 % and the values for 3-AHM were 56.70, 58.22 and 60.42 %. Since each of these coating yields was within the anticipated range that was predicted by the software, the statistical model for each monomer was deemed to be valid.
The correlation between the statistical model and the actual data points was fairly strong for each monomer [R 2 = 0.95 (1-AHM), 0.95 (2-AHM) and 0.96 (3-AHM)]. A large increase in coating yield was observed as the number of AHM groups per ring increased from one to two. By doubling the amount of polymerizable groups on the ring from two to four, the monomer is more likely to be incorporated into a growing polymer chain. In addition, a monomer with twice as many polymerizable groups is likely to form a branched polymer network that is more difficult to dissolve and wash away. A further increase in the number of AHM groups per ring from two to three (increasing the number of polymerizable groups from four to six) does not result in an increase in coating yield. It seems that with both 2-AHM and 3-AHM, nearly all of the monomer that is applied to the substrate is incorporated into the coating.
These coatings were colorless and did not have a noticeable impact on the appearance of the substrates. However, fabrics with high coating yields were greatly stiffened by the polymerized flame retardant layer due to the presence of the highly cross-linked network on the surface of the fibers.
Burn testing
Each monomer in the AHM series was analyzed for its flame retardant performance by padding them separately onto 100 mm × 70 mm swatches of the test fabric at 15 and 25 % loadings. These treated fabrics were then placed in the specimen holder and exposed to the flame of a butane torch for 12 s while oriented in the horizontal, 45° or vertical configuration. The effectiveness of these monomers as flame retarding agents is demonstrated in Fig. 5. Untreated swatches of the test fabric are completely consumed by flames in each orientation. A small amount of a light gray feathery ash is all that remains of the cotton control after burning. All three monomers prevented the test fabric from combusting and the presence of char in the regions that were heated by the flame suggests a condensed phase mode of action. Only the specimen that was treated with 3-AHM and burned in the vertical orientation ignited. Despite its ignition, it quickly self-extinguished. This behavior is attributed to the large size of the molecule and the convective heating associated with vertical burn tests. With three very bulky AHM substituents per phosphazene ring, the percentage of phosphorus in each molecule (and therefore the coating) is decreased. None of the other treated fabrics ignited. Char lengths ranged from 9 to 31 mm with the lengthiest char being observed on the fabric treated with 3-AHM to a loading of 15 % and burnt in the vertical orientation. In general, char lengths increased as the orientation of the burn test moved from horizontal to 45° to vertical. Char widths varied from 19 to 29 mm with no clear correlation between monomer or orientation and char width.

Burn test results for the AHM series at 15 and 25 % add-on
For 1-AHM and 2-AHM, add-ons in excess of 15 % were sufficient to prevent ignition in the vertical orientation. To prevent ignition with 3-AHM, a loading of 18 % was required. A specimen treated with 1-AHM to a loading of 13.5 % was observed to ignite and then self-extinguish and loadings of 8.5 % or less did not protect the substrate from combustion. For 2-AHM, ignition and self-extinguishing were observed at 13.5 % add-on and complete combustion occurred at loadings of <9.0 %. 15 % loadings of 3-AHM allowed the substrate to ignite and self-extinguish, while complete combustion occurred at add-ons of <11.5 %.
Thermogravimetric analysis (TGA)
To examine the thermal stability of fabrics treated with the AHM series of monomers, thermogravimetry was utilized (Fig. 6). An atmosphere of air was supplied into the furnace area to simulate real world fire conditions. Substrates that were prepared using the optimum processing conditions for maximizing coating yield as determined by the statistical model were examined [coating yields (%): 1-AHM = 36.01, 2-AHM = 60.32, 3-AHM = 58.22]. For untreated cotton, a sharp weight loss associated with the thermal decomposition of the fabric began at 257 °C and only 6.1 % of the material remained at 600 °C. The three fabrics treated with the AHM monomers began their thermal decompositions at temperatures similar to untreated cotton (250–275 °C) and demonstrated significant increases in the amount of material remaining at 600 °C. The fabrics treated with 1-AHM and 3-AHM gave char yields of 28.1 and 31.4 %, respectively. The highest char yield, 34.4 %, was observed for the fabric treated with 2-AHM. Since the treatment of the cellulosic material with the AHM series of monomers resulted in a remarkable increase in the amount of material remaining at the end of the heating program, it can be concluded that each monomer is a very efficient char promoting flame retardant that functions via the condensed phase. The amount of residual char yield followed the percent of phosphorus add-on in the order: 2-AHM > 3-AHM > 1-AHM. With the lowest coating yield, it is not surprising that the 1-AHM treated substrate gave the lowest char yield. Treatment with 2-AHM and 3-AHM gave very similar coating yields, but 2-AHM performed slightly better than 3-AHM. This is rationalized by considering the percent of phosphorus per molecule for both monomers. The addition of the third bulky AHM ligand on the ring decreases the percentage of phosphorus per molecule of 3-AHM relative to 2-AHM. Thus, an equivalent coating yield of 2-AHM and 3-AHM will result in more phosphorus being present on the specimen treated with 2-AHM and the 2-AHM specimen should leave more residual char at elevated temperatures.

Thermograms of untreated cotton and the AHM series
Scanning electron microscopy
Scanning electron microscopy (SEM) was used as a tool to explore the surfaces of the fabrics treated with the AHM series of monomers. SEM images of untreated and treated cotton fabrics at 1,000× magnification are provided as Fig. 7. The image of untreated cotton shows that the surface of the fibers is smooth and the gaps between the fibers in the yarn are open. Following treatment with 1-AHM (36.01 %), the fibers are partially coated and the coating extends into the gaps between some of the fibers. There are also protruding regions of grafted polymer that give the substrate a rough textured appearance. Application of 2-AHM (60.32 %) and 3-AHM (58.22 %) completely coated the yarns. The images of these two substrates shows that the yarns are coated to smoothness and that the fibers are barely visible beneath the coating. This explains the aforementioned increase in stiffness that was associated with high coating yields because the fibers of the yarn are effectively cross-linked together and they have no room to move when the fabric is flexed. The fact that the 2-AHM and 3-AHM treated fabrics appears to have approximately the same amount of coating is consistent with the coating yields that were determined based on weight.

SEM images of untreated cotton and cotton fabric treated with 1-AHM, 2-AHM and 3-AHM at 1,000× magnification
Conclusions
Three novel phosphorus-based flame retardant monomers were synthesized using simple one-pot processes by reacting 1-(acryloyloxy)-3-(methacryloyloxy)-2-propanol (AHM) with hexachlorocyclotriphosphazene in the presence of triethylamine. The monomers were characterized by FT-IR, 1H-NMR, 13C-NMR and 31P-NMR. 2D 1H-31P NMR studies confirmed that the AHM ligands were covalently attached to the skeletal phosphorus of the phosphazene ring. Each monomer was applied to cellulosic substrates along with a photoinitiator and the saturated fabrics were cured using UV photopolymerization to produce flame retardant coatings. To optimize the treatment process for each monomer, an experiment was designed using JMP® Pro 10 software that explored the effects of several variables on coating yield. Under optimum conditions for maximizing coating yield, a loading of 37 % was achieved with 1-AHM. Significantly higher coating yields were achieved with 2-AHM (60 %) and 3-AHM (58 %). For both 2-AHM and 3-AHM, it seemed that all of the monomer that was applied on the fabric was incorporated into the polymeric coating. Burn testing of fabrics treated with these monomers at both 15 and 25 % add-on demonstrated that they are beneficial flame retardants that strongly encourage char formation and function via a condensed phase mode of action. With the exception of the fabric that was treated to 15 % add-on with 3-AHM and burnt in the vertical configuration, all substrates failed to ignite. These results were further corroborated by TGA, which further proved that all three monomers are excellent char promoting flame retardants. Fabrics treated under the optimum conditions for maximizing coating yield with these monomers showed char yields at 600 °C that were four to six times greater than untreated cotton. The coatings were also easily seen by scanning electron microscopy. The images show that fabrics treated using the optimum conditions with 2-AHM and 3-AHM consist of yarns that are coated to near smoothness.
Based on these findings, it can be concluded that each monomer in the AHM series is an important condensed phase flame retardant that functions by encouraging the formation of non-flammable char. All monomers in this series are readily polymerized under UV radiation. For future work, we think it would be helpful to examine the durability of these coatings to both laundering and abrasion. It would also be interesting to look into the mechanical properties of the coated substrates and to consider strategies that might minimize the stiffness of the coated fabrics.
References
Allcock HR (1972) Phosphorus–nitrogen compounds: cyclic, linear, and high polymeric systems. Academic Press, New York
Allcock HR, Hartle TJ, Taylor JP, Sunderland NJ (2001) Organic polymers with cyclophosphazene side groups: influence of the phosphazene on physical properties and thermolysis. Macromolecules 34(12):3896–3904
Brown DE, Allen CW (1991) Homo-and copolymerization of (methacryloyl ethenedioxy)pentachlorocyclotriphosphazene. J Inorg Organomet Polym 1(2):189–198
Chen-Yang YW, Chuang JR, Yang YC, Li CY, Chiu YS (1998) New UV-curable cyclotriphosphazenes as fire-retardant coating materials for wood. J Appl Polym Sci 69(1):115–122
Ding J, Shi W (2004) Thermal degradation and flame retardancy of hexaacrylated/hexaethoxyl cyclophosphazene and their blends with epoxy acrylate. Polym Degrad Stab 84(1):159–165
El-Gouri M, El-Bachiri A, Hegazi SE, Rafik M, El-Harfi A (2009) Thermal degradation of a reactive flame retardant based on cyclotriphosphazene and its blend with DGEBA epoxy resin. Polym Degrad Stab 94:2101–2106
Franklin WE, Rowland SP (1979) Effects of phosphorus-containing flame retardants on pyrolysis of cotton cellulose. J Appl Polym Sci 24(5):1281–1294
Gaan S, Sun G (2007) Effect of phosphorus and nitrogen on flame retardant cellulose: a study of phosphorus compounds. J Anal Appl Pyrolysis 78(2):371–377
Gaan S, Sun G, Hutches K, Engelhard MH (2008) Effect of nitrogen additives on flame retardant action of tributyl phosphate: phosphorus–nitrogen synergism. Polym Degrad Stab 93(1):99–108
Grune GL, Greer RW, Chern RT, Stannett VT (1994) Sensitivity enhancement of polyorganophosphazenes to radiation with 2,2,4,4,6,6-hexakis(2-hydroxyethyl methacrylate)cyclotriphosphazene monomer and its application for negative resists. J Macromol Sci A 31(9):1193–1206
Kandola BK, Horrocks AR, Price D, Coleman GV (1996) Flame-retardant treatments of cellulose and their influence on the mechanism of cellulose pyrolysis. J Macromol Sci Polym Rev 36(4):721–794
Liu R, Wang X (2009) Synthesis, characterization, thermal properties and flame retardancy of a novel nonflammable phosphazene-based epoxy resin. Polym Degrad Stab 94:617–624
Nguyen TM, Chang S, Condon B, Uchimiya M, Graves E, Smith J, Easson M, Wakelyn P (2012) Synthesis and characterization of a novel phosphorus–nitrogen-containing flame retardant and its application for textile. Polym Adv Technol 23(7):1036–1044
Nguyen TM, Chang S, Condon B, Slopek R, Graves E, Yoshioka-Tarver M (2013) Structural effect of phosphoramidate derivatives on the thermal and flame retardant behaviors of treated cotton cellulose. Ind Eng Chem Res 52(13):4715–4724
Qian LJ, Ye LJ, Xu GZ, Liu J, Guo JQ (2011) The non-halogen flame retardant epoxy resin based on a novel compound with phosphaphenanthrene and cyclotriphosphazene double functional groups. Polym Degrad Stab 96:1118–1124
Schindler WD, Hauser PJ (2004) Chemical finishing of textiles. Woodhead Publishing, Cambridge
Tao K, Li J, Xu L, Zhao X, Xue L, Fan X, Yan Q (2011) A novel phosphazene cyclomatrix network polymer: design, synthesis and application in flame retardant polylactide. Polym Degrad Stab 96:1248–1254
Wu HS, Meng SS (1998) 31P NMR analysis of cyclotriphosphazenes. Ind Eng Chem Res 37(2):675–683
Wu W, Yang CQ (2003) Correlation between limiting oxygen index and phosphorus/nitrogen content of cotton fabrics treated with a hydroxy-functional organophosphorus flame-retarding agent and dimethyloldihydroxyethyleneurea. J Appl Polym Sci 90(7):1885–1890
Xing W, Jie G, Song L, Hu S, Lv X, Wang X, Hu Y (2011) Flame retardancy and thermal degradation of cotton textiles based on UV-curable flame retardant coatings. Thermochim Acta 513(1–2):75–82
Yaguchi A, Mori S, Kitayama M, Onda T, Kurahashi A, Ando H (1992) The characteristics of cyclic phosphazene and its applications for hard coatings. Thin Solid Films 216(1):123–125
Yuan H, Xing W, Zhang P, Song L, Hu Y (2012) Functionalization of Cotton with UV-cured flame retardant coatings. Ind Eng Chem Res 51(15):5394–5401
Acknowledgments
The authors wish to express gratitude to Dr. Hanna Gracz of the NCSU BIO-NMR Facility for her help with NMR studies. We are also grateful to the National Textile Center for funding this research through project number C10-NS03.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Edwards, B., Hauser, P. & El-Shafei, A. Nonflammable cellulosic substrates by application of novel radiation-curable flame retardant monomers derived from cyclotriphosphazene. Cellulose 22, 275–287 (2015). https://doi.org/10.1007/s10570-014-0497-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-014-0497-7