
Abstract
Textile grade long natural cellulose fibers with fineness of 27 dtex have been extracted from bark of cotton stalks by a combination of steam explosion, potassium hydroxide and peroxide treatments (explosion–KOH–H2O2). It was reported that natural cellulose fibers from bark of cotton stalks had significantly better mechanical properties than those from other lignocellulosic agricultural byproducts such as rice and wheat straws. Fibers from bark of cotton stalks were used to reinforce thermoplastic composites but could not be spun into yarns for textile applications due to their high fineness value (around 50 dtex) and/or low aspect ratio (around 660). In this research, barks of cotton stalks were treated using three methods, including steam explosion, a combination of steam explosion and potassium hydroxide treatments (explosion–KOH) and explosion–KOH–H2O2. The morphology, composition, carding yield, crystalline structures and tensile properties of three different cotton stalk fibers were analyzed. Results showed that cotton stalk fibers extracted by explosion–KOH–H2O2 had the lowest fineness value of 27 dtex and moderate aspect ratio of 1,150 in three kinds of fibers. The fibers also had most clean and smooth surfaces, highest carding yield of 68.6 %, and highest cellulose content of 82.1 wt% due to effective removal of non-cellulose impurities. Moreover, the fibers had tensile properties close to cotton fibers. Overall, the cotton stalk fibers presented a better potential to be used as textile fibers than those reported by previous researches. explosion–KOH–H2O2 could be an efficient method for exploring textile applications of bark of cotton stalks.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cotton stalks are an abundant lignocellulosic byproduct from cotton production and there is an increasing interest in studying the potential of using cotton stalks as a resource. The yield of cotton stalks are three times that of cotton per acre (Akdeniz et al. 2004). Cotton stalks are available in a great deal and at low cost. The potential of utilizing cotton stalks as reinforcing fibers for composites (Li et al. 2003; Satyanarayana et al. 2009), biofuel (Zheng et al. 2008), thermal insulation board (Zhou et al. 2010) and activated carbon materials (Deng et al. 2009, 2010a, b) has been investigated. However, most cotton stalks are still burned in the field currently.
Textile grade long natural cellulose fibers from bark of cotton stalks will provide a good alternative to traditional textile fibers, which will promote the sustainable development of textile industry. In 2012, global fiber consumption was 79.37 million tons, which was 2 % higher than that in 2011. However, the sustained growth of fiber production is facing many challenges nowadays. Firstly, cultivation of major fiber crops in the world has been declining in recent years due to the competition of the higher income biofuel crops such as corn and soybeans (Reddy and Yang 2009). Secondly, substantial increase of chemical fiber production seems infeasible because of rising oil prices and conservation of forest resources. Finally, the environmental problems caused by the degradation of synthetic fibers are attracting more and more attentions. Cotton stalk barks could be used to extract natural cellulose fibers (Reddy and Yang 2009; Li et al. 2012; Zhou et al. 2012) and the fibers had significantly higher mechanical properties than those from other lignocellulosic agricultural byproducts such as rice and wheat straws (Wu et al. 2010; Reddy and Yang 2009).
Fibers suitable for textile application need to meet certain requirements especially on fiber morphology and mechanical properties. Fineness is one of the most important parameters to determine the application value of the fibers. For instance, conventional flax staples with diameters of 20–50 µm are quite difficult to be blended with polyester fibers in cotton spinning system when flax proportion reached 20 wt%. However, flax staples can be processed conveniently if their diameters decrease to 12 µm (Harwood et al. 2008). Aspect ratio is another important parameter for textile fibers. Natural cellulose fibers suitable for textile application were reported to have aspect ratios usually from 103 to 105 (Das et al. 2010). Moreover, mechanical properties of the fibers are also critical to their spinnabilities. Fibers with stress–strain curves similar to cotton are promising to be processed into yarns in traditional cotton spinning systems.
Different alkali treatments have been studied to extract natural cellulose fibers from bark of cotton stalks. Reddy and Yang (2009) first used alkali treatment to extract fibers from bark of cotton stalks, which had a high fineness value (around 50 dtex) and a high Young’s modulus of 144 g/denier. A combining method of sequential alkali, carding and alkali treatments (alkali-carding-alkali) was used to extract fibers with a low fineness value (around 25 dtex) but a low aspect ratio (around 660) (Li et al. 2012). Alkali treatment at temperature of above 100 °C was usually used in pulp industry and presented high efficiency to remove non-cellulosic constituents but resulted in fibers with length too short to be spun into yarns (Zhou et al. 2012). Based on our best knowledge, there have not been any investigations to prepare textile grade long natural cellulose fibers from bark of cotton stalks.
Steam explosion is a green method with high efficiency to process biomass and could be performed on a large scale (Oliveira et al. 2013). In the process, steam was forced into fibrous tissues and cells of biomass after pressurization, and then the pressure was rapidly released in an explosive decompression event. At present, there are mainly two steam explosion modes, valve blow mode and catapult explosion mode. The catapult mode can complete the explosion within 0.0875 s while the valve blow mode needs at least 0.5 s (Yu et al. 2012). Steam explosion which adopted catapult mode was a sustainable and practical pretreatment for extraction of feather keratin (Zhao et al. 2012). So far, there have been only a few investigations of steam explosion technology for cotton stalks. Cao et al. (2011) investigated the effect of continuous steam explosion on mechanical properties of PP/cotton stalk composites. Ibrahim et al. (2010) steam exploded cotton stalks at 220 °C for 5 min with valve blow mode.
In this research, bark of cotton stalks was treated using three methods, including steam explosion, a combination of steam explosion and potassium hydroxide treatments (explosion–KOH) and a combination of steam explosion, potassium hydroxide and peroxide treatments in succession (explosion–KOH–H2O2). The carding yield, morphology, composition, crystalline structures and tensile properties of three different cotton stalk fibers were investigated. Textile grade long natural cellulose fibers with fineness value of 27 dtex had been extracted from bark of cotton stalks by explosion–KOH–H2O2.
Experimental
Materials
Cotton stalks were collected from cotton field in Yancheng city, Jiangsu Province, PRC. The outer bark was stripped manually, air dried and cut into segments with length of 8 cm before the extraction. All chemicals were reagent grade and purchased from Nantong Jingke Instrument Co. Ltd, PRC.
Extraction methods of cotton stalk fibers and single cells
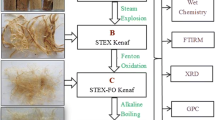
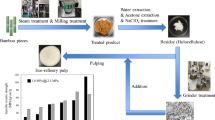
Bark of cotton stalks was treated with methods of steam explosion, explosion–KOH and explosion–KOH–H2O2, respectively. In the method of steam explosion, a steam explosion test bed QBS-80 from Hebi Steam Explosion Research Center (Henan Province, PRC) was used. Bark of cotton stalks was immersed in water at room temperature for 24 h. According to our recent investigation (Hou et al. 2014), 70 g of wet bark of cotton stalks (about 30 g of standard weight) for treatment each time were placed into a chamber of 400 ml, heated at a saturated steam pressure of 2.0 MPa for 2 min and then exploded within 0.0875 s to separate barks of cotton stalks into fine fibers. The conditions chosen resulted in fibers with the best aspect ratio and retention of mechanical properties. The exploded fibers were rinsed with hot water immediately and dried under ambient conditions. In the method of explosion–KOH, bark of cotton stalks was first exploded by steam explosion method and the exploded fibers were then treated in potassium hydroxide solution with concentration of 15 wt% at temperature of 100 °C for 120 min with a liquor-to-fiber weight ratio of 30:1. After being treated with potassium hydroxide, fibers were rinsed with hot water immediately and dried at room temperature. In the method of explosion–KOH–H2O2, fibers extracted by explosion–KOH method were further treated in peroxide solution with concentration of 0.5 wt% and pH value of 10.5 at 80 °C for 120 min, then rinsed thoroughly with hot water and dried at room temperature.
Single cells were obtained using the following method reported by Reddy and Yang (2009). The exploded fibers were macerated in a mixed solution of 10 wt% nitric acid and 10 wt% chromic acid held a same proportion and the mixed solution was heated to 60 °C for 5 min, and then was deposited at room temperature for 24 h. Single cells were thoroughly washed with water, dried with acetone at room temperature and then their lengths and widths were measured using a digital imaging system (Smart V350D; Nanjing Jieda Technology Co. Ltd, PRC) in terms of mm and µm, respectively.
Extraction yield and carding yield
Fibers extracted by the three methods were all carded before their structures and properties were determined. A stainless steel comb with teeth density of 12.5 needles per centimeter was used to card fibers by hackling method which was usually used for flax carding. One end of the fiber bundles was grasped and the other side was carded, then the fibers were carded again in reverse. The carding process was repeated for at least 3 times until the impurities were removed and the fiber bundles were split into finer fibers. Extraction yield and carding yield were calculated according to Eqs. (1) and (2), respectively. Carding yield was used to describe the easiness of carding process for the fibers in future spinning procedure.
where w 0 was dry weight of the bark of cotton stalks; w 1 was dry weight of the fibers obtained after extraction and before carding; w 2 was dry weight of the fibers obtained after extraction and carding.
Morphological analysis of fibers and single cells from bark of cotton stalks
A 2800 model (KYKY Technology Co. Ltd, PRC) scanning electron microscope (SEM) was used to observe the longitudinal features of single cells and cotton stalk fibers. The samples were mounted on conductive adhesive tape, sputtering coated with gold palladium and observed under the SEM at a voltage of 15 kV.
Fiber dimension and aspect ratio
Fineness of fibers was determined in terms of dtex, which was defined as conditioned weight of the fibers in grams per 10,000 m. Aspect ratios of fibers were calculated according to Eq. (3).
where L is fiber length in term of mm; T t is linear density of fibers, which is defined as conditioned weight of the fibers in grams per 1,000 m; \(\updelta\) is density of fibers. Cotton, flax, cotton stalk fibers have the densities of 1.55, 1.49, 1.49 g/cm3 respectively (Yao et al. 2011).
Determination of fiber composition
Contents of pectin, cellulose, lignin and hemicellulose in cotton stalk fibers were determined according to China National Standard of GB5889-86.
FTIR spectroscopy
Spectra of Fourier Transform Infrared Attenuated Total Reflection (FTIR-ATR) were recorded in the transmittance mode on a Nexus 670 model FTIR spectroscope (Nicolet Instrument Company, USA). Sixty-four scans were recorded for each sample at a resolution of 2 cm−1 from 650 to 4,000 cm−1.
Crystalline structures
Crystalline structures of cotton stalk fibers were determined on a SMART APEX II model X-ray diffractometer (Bruker Co. Ltd, Germany). A copper target X-ray tube was set to 40 kV and 30 mA. Fibers were powdered to pass through a 250 µm mesh and then pressed into pellets with 5 mm thick. The pellets were placed in the diffractometer and the diffraction intensities were recorded with 2θ ranging from 5 to 50°. Peak decomposition and profile fitting was performed in the diffraction patterns after subtracting the background and air scatter with the software JADE. The ratio of the crystalline area to the total diffracted area was taken as the % crystallinity.
Tensile properties
Tensile properties of fibers including breaking tenacity, breaking elongation and Young’s modulus were determined using a tensile tester (LLY-06B; Laizhou Electron Instrument Co. Ltd, PRC). The fibers were conditioned at 21 °C and 65 % relative humidity for 24 h before test. A gauge length of 10 mm with a crosshead speed of 10 mm/min was used.
Statistics
Three replications were done for the determination of finenesses, yields, crystallinity and composition of cotton stalk fibers. Approximately 200 fibers were tested for determining the length and tensile properties of cotton stalk fibers and about 200 single cells were also measured for their dimensions. All test data were reported as the average with standard deviation.
Results and discussion
Morphology of single cells from bark of cotton stalks
Figure 1 shows the SEM image of single cells from cotton stalk fibers. As seen from Fig. 1, single cells in cotton stalk fibers are flat and have grooves over the entire length. Ends of single cells are tapered gradually and characterized with a few convolutions as seen in cotton fibers. Table 1 shows dimensions of single cells from cotton stalk fibers compared with those from flax and cotton fibers. As shown in Table 1, the length and aspect ratio of single cells from cotton stalk fibers were much lower than those from flax and cotton fibers. Therefore, it was rather difficult to extract fine fibers from bark of cotton stalks with aspect ratios as high as flax.

SEM image of single cells from cotton stalk fibers
Morphology of cotton stalk fibers
Figure 2 shows SEM images of cotton stalk fibers extracted by different methods. As seen from Fig. 2a, the fibers extracted by steam explosion method have a rough surface on which non-cellulose impurities attached. A relative smooth surface is shown in Fig. 2b for the fibers extracted by explosion–KOH method, suggesting that most impurities were removed during the alkali treatment. The fibers extracted by explosion–KOH–H2O2 method exhibit more clean and smooth surfaces as shown in Fig. 2c, which indicates that the non-cellulose impurities were removed more thoroughly in the peroxide treatment.

SEM images of cotton stalk fibers extracted by a steam explosion method, b explosion–KOH method, c explosion–KOH–H2O2 method
Table 2 shows dimensions and yields of cotton stalk fibers extracted by different methods compared with those of cotton and flax. As seen in Table 2, the fibers extracted by exposion-KOH–H2O2 treatment had the best fineness of 27 ± 4 dtex, the shortest length of 55.1 ± 10.1 mm and the highest carding yield of 68.6 % in three fibers extracted by different methods. Compared with the cotton stalk fibers with fineness of 25 dtex obtained by alkali-carding-alkali method, the cotton stalk fibers extracted by exposion-KOH–H2O2 treatment had the similar fineness and significantly longer length. The length of the fibers is also an important factor that has significant effect on the spinnability and longer fibers can be processed into finer and better yarns. The length of 55.1 ± 10.1 mm could be spun into yarns by cotton spinning system. After steam explosion, bark of cotton stalks was separated into bundles with a coarse fineness of 57 dtex and a low carding yield of 21.5 %. After explosion–KOH treatments, the fineness value of cotton stalk fibers decreased by 50 % to 28 dtex. After explosion–KOH–H2O2 treatments, the fineness value of the fibers did not decrease but the carding yield increased to 68.6 %, which indicated that the fibers will be easier to be separated in further spinning process. Compared with the cotton stalk fibers prepared by Li et al. (2012), the fibers extracted by explosion–KOH–H2O2 treatment have the similar fineness and the significantly higher aspect ratio, which increased from 660 to 1,150. The low aspect ratios of 660 for cotton stalk fibers by Li et al. (2012) might result from the inappropriate carding process to the rigid fibers. Fibers extracted by alkali treatment had a coarse fineness of 51 dtex (Reddy and Yang 2009). By explosion–KOH–H2O2 treatment, cotton stalk fibers had not only low fineness value of 27 dtex but also high aspect ratio of 1,150, which was close to those of cotton and flax. Fibers with lower fineness value and higher aspect ratio will present a higher application value in textile industry. Low fineness values and high aspect ratios of the fibers resulted from the pretreatment of steam explosion. High density steam penetrated into fibrous tissues in the bark of cotton stalks and then quickly expanded and separated the compact structures through an explosive decompression within a short time of 0.0875 s (Yu et al. 2012; Zhao et al. 2012). Therefore, the fibers extracted from the bark of cotton stalks by steam explosion suffered less damage and maintained about 90 % of the length of raw bark. Overall, the cotton stalk fibers by explosion–KOH–H2O2 showed significantly better spinnabilities than those reported by previous researches.
Composition of cotton stalk fibers
Table 3 shows the composition of cotton stalk fibers extracted by different methods. As seen in Table 3, fibers extracted by explosion–KOH–H2O2 treatment had the highest cellulose content and lowest lignin content. The concentrations of pectin and hemicellulose in cotton stalk fibers decreased and the concentration of lignin did not decrease after steam explosion. Therefore, the separation of fiber bundles in the bark of cotton stalks was mainly associated with the removal of pectin and hemicellulose during steam explosion. Potassium hydroxide treatment removed about 87 % of hemicellulose and 45 % of lignin in the fibers, which agreed well with that the fineness value of cotton stalk fibers significantly decreased after explosion–KOH treatments as shown in Table 2. Although hydrogen peroxide treatment could remove less lignin than the alkali treatment, it played an important role in improving fibers carding yield as shown in Table 2. Generally, alkali reagents remove the lignin component in the biomass mainly through the cleavage of a-ether linkages and ester bonds between lignin and hemicellulose molecules or by the hydrolysis of uronic and acetic esters (Xiao et al. 2001). Some functional structures in lignin macromolecules such as benzene ring in phenolic structure and side chain with carbonyl group or olefin aldehyde structure are not sensitive to alkali but can be destroyed by the oxidation of hydrogen peroxide (Agnemo and Gellerstedt 1979; Gellerstedt and Agnemo 1980). Therefore, the remained lignin components after alkali treatment could be further eliminated by hydrogen peroxide, which resulted in looser internal structure and higher carding yield of the fibers. However, excessively high concentration of H2O2 or high temperature has been proved harmful to fiber properties (Salam et al. 2007; Salam 2006). In this paper, a moderate concentration of hydrogen peroxide of 0.5 wt% was used to maintain necessary length and mechanical properties of cotton stalk fibers for potential textile applications.
FTIR spectra of bark of cotton stalks and cotton stalk fibers extracted by three different methods are shown in Fig. 3. The absorbance at 3,340 and 2,895 cm−1 are ascribed to the stretching vibrations of O–H (Ibrahim et al. 2010; Zhou et al. 2012; Alemdar and Sain 2008; Jayaramudu et al. 2010) and C–H groups (Jayaramudu et al. 2010; Ibrahim et al. 2010; Obi Reddy et al. 2013) in cellulose, respectively. The peak at 897 cm−1 corresponds to β-glycosidic linkages between the monosaccharides of cellulose (Zhou et al. 2012; Alemdar and Sain 2008; Obi Reddy et al. 2013). The band at 1,725 cm−1 is due to the absorption of carbonyl stretching of ester or carboxyl groups in hemicellulose (Subramanian et al. 2005; Alemdar and Sain 2008; Xu et al. 2009; Jayaramudu et al. 2010; Sgriccia et al. 2008; Obi Reddy et al. 2013; Morán et al. 2008; Zuluaga et al. 2007; Obi Reddy et al. 2013). The absorbance at 1,616 and 1,229 cm−1 are ascribed to the stretching vibrations of carbonyl groups (Zuluaga et al. 2007; Morán et al. 2008; Sgriccia et al. 2008) and C–O stretching of acetyl group (Obi Reddy et al. 2013; Zuluaga et al. 2007) in hemicellulose, respectively. Peaks at 1,725, 1,616 and 1,229 cm−1 turned to be blunt or disappeared in the fibers extracted by explosion–KOH method (Fig. 3c) suggesting that most hemicellulose in cotton stalk fibers had been removed after alkali treatment, which agreed well with the significant reduction of hemicellulose content in cotton stalk fibers by alkali treatment as seen in Table 3. The absorbance at 1,505 cm−1 is associated with the aromatic skeletal vibration in lignin (Alemdar and Sain 2008; Morán et al. 2008; Zuluaga et al. 2007; Ibrahim et al. 2010). Although the intensities of the peaks at 1,505 cm−1 for cotton stalk fibers slightly decreased, they still could be observed suggesting that lignin was not completely removed from cotton stalk fibers.

FTIR spectra of a bark of cotton stalks and cotton stalk fibers extracted by b steam explosion method, c explosion–KOH method, and d explosion–KOH–H2O2 method
Crystalline structure of cotton stalk fibers
X-ray diffraction patterns of cotton stalk fibers extracted by three different methods have considerable differences as shown in Fig. 4. As shown in Fig. 4, X-ray diffraction intensity pattern of cotton stalk fibers extracted by steam explosion method presented major peaks at 2θ angles of approximately 22.7° and 35° corresponding to the (200) and (004) lattice planes for cellulose I crystallites respectively (Morán et al. 2008; Chen et al. 2010; French 2014). The two peaks at 2θ angles of 14.9° and 16.6° corresponding to the (1–10) and (110) lattice planes for cellulose I crystallites respectively had a tendency to merge as a single broad peak, which was explained by the presence of high proportion of non-cellulose compositions (Reddy and Yang 2009; Jayaramudu et al. 2010; Thygesen et al. 2005). Compared with the diffraction pattern of cotton stalk fibers extracted by steam explosion method, X-ray diffraction intensity patterns of cotton stalk fibers extracted by explosion–KOH and explosion–KOH–H2O2 methods each presented a major peak at 2θ angle of approximately 22.3°, a small peak at 2θ angle of approximately 12° and the two gradually separated peaks at 2θ angles of approximately 14.9° and 16.6°. According to the idealized powder diffraction patterns for cellulose polymorphs by French (2014), cellulose II crystallites had three main diffraction peaks at 2θ angles of 12°, 20° and 22.5° corresponding to the (1–10), (110) and (020) lattice planes respectively. These differences in X-ray diffraction patterns for the cotton stalk fibers extracted by explosion–KOH and explosion–KOH–H2O2 methods likely resulted from the adding of the diffraction intensity patterns of cellulose I and II crystallites, which indicated that these two fibers might contain both cellulose I and II crystallites. The KOH treatment with concentration of 15 wt% at temperature of 100 °C for 120 min may result in a small amount of crystallite conversion from cellulose I to cellulose II. The gradual separation of peaks at 2θ angles of 14.9° and 16.6° could have resulted from further removal of some non-cellulose components in these two fibers by the alkali and peroxide treatments after the steam explosion treatment.

X-ray diffraction intensity patterns of cottons stalk fibers extracted by a steam explosion method, b explosion–KOH method and c explosion–KOH–H2O2 method
Table 4 shows the crystallinity of cotton stalk fibers extracted by different methods. As seen from Table 4, fibers extracted by explosion–KOH method have higher crystallinity compared to the other fiber samples. The increase of crystallinity in the process of alkali treatment is closely related to the significant removal of non-cellulose compositions (Abe and Yano 2009). The reduction of crystallinity after the peroxide treatment could be explained by the oxidative degradation of some cellulose macromolecules (Reddy et al. 2007).
Tensile properties of cotton stalk fibers
Figure 5 shows the stress–strain curves of cotton stalk fibers extracted by different methods compared with those of flax and cotton fibers. As seen from Fig. 5, cotton stalk fibers extracted by different methods present mechanical properties of lower breaking strength, lower Young’s modulus and higher breaking elongation compared with those of flax. The lower modulus for cotton stalk fibers might be associated with the pretreatment of steam explosion. Under high pressure, the steam penetrated into the bark of cotton stalks, destabilized crystals and intermolecular bonds without causing substantial damage to the molecular chain in the biomass (Zhao et al. 2012). Therefore, the elongation occurred more easily and hence reduced the modulus for cotton stalk fibers. The stress–strain curve of the fibers extracted by explosion–KOH–H2O2 method was much close to that of cotton fibers and showed a good spinning potential in traditional cotton spinning system. Although the treatment of hydrogen peroxide reduced the breaking strength of cotton stalk fibers, it was quite essential to increase the carding yield and therefore improve the application value of cotton stalk fibers.

Stress-strain curves of cotton stalk fibers extracted by a steam explosion method, b explosion–KOH method and c explosion–KOH–H2O2 method compared with those of d flax and e cotton fibers
Conclusions
Textile grade long natural cellulose fibers with fineness of 27 dtex, length of 55 mm and aspect ratio of 1,150 have been extracted from bark of cotton stalks by a combination of steam explosion, potassium hydroxide and peroxide treatments in succession (explosion–KOH–H2O2). Steam explosion was used as a pretreatment to separate bark of cotton stalks into coarse fibers with fineness as high as 57 dtex. Subsequent treatment with potassium hydroxide removed about 87 % of hemicellulose and 45 % of lignin in the fibers, resulting in a significant decrease of fiber fineness value to 28 dtex. Treatment with hydrogen peroxide following explosion–KOH substantially improved the carding yield of fibers from 30 to 69 % due to the further removal of pectin and lignin, although H2O2 did not reduce the fiber fineness value. Compared to the cotton stalk fibers obtained by previous researchers, fibers extracted by explosion–KOH–H2O2 method had not only lower fineness value but also higher aspect ratio. Cotton stalk fibers were characterized with lower Young’s modulus and higher breaking elongations compared to flax. The stress–strain curve of fibers extracted by explosion–KOH–H2O2 was close to that of cotton fibers. Overall, cotton stalk fibers reported in this research presented a better potential to be used as textile fibers than those reported previously.
References
Abe K, Yano H (2009) Comparison of the characteristics of cellulose microfibril aggregates of wood, rice straw and potato tuber. Cellulose 16(6):1017–1023
Agnemo R, Gellerstedt G (1979) The reactions of lignin with alkaline hydrogen peroxide. Part II. Factors influencing the decomposition of phenolic structures. Acta Chem Scand B 33(5):337–342
Akdeniz RC, Acaroglu M, Hepbasli A (2004) Cotton stalk as a potential energy source. Energ Source 26(1):65–75
Alemdar A, Sain M (2008) Isolation and characterization of nanofibers from agricultural residues-Wheat straw and soy hulls. Bioresour Technol 99(6):1664–1671
CAO S, TAN B, LIU S, Feng Y, QU J (2011) Effects of Continuous Steam Explosion on Mechanical Properties of PP/Cotton Stalk Composites. China Plastics Ind 39(7):60–63
Chen Y, Wang Y, Wan J, Ma Y (2010) Crystal and pore structure of wheat straw cellulose fiber during recycling. Cellulose 17(2):329–338
Das PK, Nag D, Debnath S, Nayak LK (2010) Machinery for extraction and traditional spinning of plant fibres. Indian J Tradit Knowl 9(2):386–393
Deng H, Yang L, Tao G, Dai J (2009) Preparation and characterization of activated carbon from cotton stalk by microwave assisted chemical activation-application in methylene blue adsorption from aqueous solution. J Hazard Mater 166(2):1514–1521
Deng H, Li G, Yang H, Tang J, Tang J (2010a) Preparation of activated carbons from cotton stalk by microwave assisted KOH and K2CO3 activation. Chem Eng J 163(3):373–381
Deng H, Zhang G, Xu X, Tao G, Dai J (2010b) Optimization of preparation of activated carbon from cotton stalk by microwave assisted phosphoric acid-chemical activation. J Hazard Mater 182(1):217–224
French A (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21(2):885–896
Gellerstedt G, Agnemo R (1980) The reactions of lignin with alkaline hydrogen peroxide. Part III. The oxidation of conjugated carbonyl structures. Acta Chem Scand B 34(4):275–280
Harwood J, McCormick P, Waldron D, Bonadei R (2008) Evaluation of flax accessions for high value textile end uses. Ind Crop Prod 27(1):22–28
Hou X, Sun F, Yan D, Xu H, Dong Z, Li Q, Yang Y (2014) Preparation of lightweight polypropylene composites reinforced by cotton stalk fibers from combined steam flash-explosion and alkaline treatment. J Clean Prod. doi:10.1016/j.jclepro.2014.07.018
Ibrahim MM, Agblevor FA, El-Zawawy WK (2010) Isolation and characterization of cellulose and lignin from steam-exploded lignocellulosic biomass. Bioresources 5(1):397–418
Jayaramudu J, Guduri BR, Varada Rajulu A (2010) Characterization of new natural cellulosic fabric Grewia tilifolia. Carbohydr Polym 79(4):847–851
Li G, Yu Y, Zhao Z, Li J, Li C (2003) Properties study of cotton stalk fiber/gypsum composite. Cem Concr Res 33(1):43–46
Li L, Sun J, Jia G (2012) Properties of natural cotton stalk bark fiber under alkali treating. J Appl Polym Sci 125(S2):E534–E539
Morán JI, Alvarez VA, Cyras VP, Vázquez A (2008) Extraction of cellulose and preparation of nanocellulose from sisal fibers. Cellulose 15(1):149–159
Obi Reddy K, Uma Maheswari C, Shukla M, Song JI, Varada Rajulu A (2013) Tensile and structural characterization of alkali treated Borassus fruit fine fibers. Compos B 44(1):433–438
Oliveira F, Pinheiro IO, Souto-Maior AM, Martin C, Gonçalves AR, Rocha GJ (2013) Industrial-scale steam explosion pretreatment of sugarcane straw for enzymatic hydrolysis of cellulose for production of second generation ethanol and value-added products. Bioresour Technol 130:168–173
Reddy N, Yang Y (2008) Characterizing natural cellulose fibers from velvet leaf (Abutilon theophrasti) stems. Bioresour Technol 99(7):2449–2454
Reddy N, Yang Y (2009) Properties and potential applications of natural cellulose fibers from the bark of cotton stalks. Bioresour Technol 100(14):3563–3569
Reddy N, Salam A, Yang Y (2007) Effect of lignin on the heat and light resistance of lignocellulosic fibers. Macro Mater Eng 292(4):458–466
Salam MA (2006) Effect of hydrogen peroxide bleaching onto sulfonated jute fiber. J Appl Polym Sci 99(6):3603–3607
Salam A, Reddy N, Yang Y (2007) Bleaching of kenaf and cornhusk fibers. Ind Eng Chem Res 46(5):1452–1458
Satyanarayana KG, Arizaga GG, Wypych F (2009) Biodegradable composites based on lignocellulosic fibers-an overview. Prog Polym Sci 34(9):982–1021
Sgriccia N, Hawley MC, Misra M (2008) Characterization of natural fiber surfaces and natural fiber composites. Compos A 39(10):1632–1637
Subramanian K, Senthil Kumar P, Jeyapal P, Venkatesh N (2005) Characterization of ligno-cellulosic seed fibre from Wrightia Tinctoria plant for textile applications—an exploratory investigation. Eur Polym J 41(4):853–861
Thygesen A, Oddershede J, Lilholt H, Thomsen AB, Ståhl K (2005) On the determination of crystallinity and cellulose content in plant fibres. Cellulose 12(6):563–576
Wu Y, Wang S, Zhou D, Xing C, Zhang Y, Cai Z (2010) Evaluation of elastic modulus and hardness of crop stalks cell walls by nano-indentation. Bioresource Technol 101(8):2867–2871
Xiao B, Sun XF, Sun R (2001) Chemical, structural, and thermal characterizations of alkali-soluble lignins and hemicelluloses, and cellulose from maize stems, rye straw, and rice straw. Polym Degrad Stab 74(2):307–319
Xu W, Reddy N, Yang Y (2009) Extraction, characterization and potential applications of cellulose in corn kernels and Distillers’ dried grains with solubles (DDGS). Carbohydr Polym 76(4):521–527
Yao M, Chen MY, Wu ZY et al (2011) Science of textile materials. China Textile and Apparel Press, Beijing
Yu Z, Zhang B, Yu F, Xu G, Song A (2012) A real explosion: the requirement of steam explosion pretreatment. Bioresour Technol 121:335–341
Zhao W, Yang R, Zhang Y, Wu L (2012) Sustainable and practical utilization of feather keratin by an innovative physicochemical pretreatment: high density steam explosion. Green Chem 14(12):3352–3360
Zheng JL, Yi WM, Wang NN (2008) Bio-oil production from cotton stalk. Energy Convers Manage 49(6):1724–1730
Zhou XY, Zheng F, Li HG, Lu CL (2010) An environment-friendly thermal insulation material from cotton stalk fibers. Energ Build 42(7):1070–1074
Zhou L, Shao JZ, Feng XX, Chen JY (2012) Effect of high-temperature degumming on the constituents and structure of cotton stalk bark fibers. J Appl Polym Sci 125(S2):E573–E579
Zuluaga R, Putaux JL, Restrepo A, Mondragon I, Gañán P (2007) Cellulose microfibrils from banana farming residues: isolation and characterization. Cellulose 14(6):585–592
Acknowledgments
This research was financially supported by the Scientific Support Program of Jiangsu Province (No. BY2012064, BE2011404, and L201213) and Changjiang Scholars and Innovative Research Team in University (No. IRT1135). It was also financially supported by the Agricultural Research Division at the University of Nebraska-Lincoln, USDA Hatch Act, Multistate Research Project S-1054 (NEB 37-037).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dong, Z., Hou, X., Sun, F. et al. Textile grade long natural cellulose fibers from bark of cotton stalks using steam explosion as a pretreatment. Cellulose 21, 3851–3860 (2014). https://doi.org/10.1007/s10570-014-0401-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-014-0401-5