
Abstract
The objective of this study was to evaluate the influence of autohydrolysis on mechanical defibration of Eucalyptus wood chips. The autohydrolysis process changed notably the mechanical properties of Eucalyptus chips. The removal of mainly hemicelluloses undoubtedly decreased the overall pulp yield. Hemicellulose losses cannot be solely accounted for the changes in the wood and pulp properties, because the autohydrolysis also caused changes in lignin. When comparing the mechanical pulp fibers of the original wood chips with the fibers resulting from the autohydrolyzed wood material, it was clear that the rupture point shifted from the secondary wall to the middle lamella, confirmed by X-ray photoelectron spectroscopy measurements. This study revealed the mechanical behavior of autohydrolyzed wood chips and can provide useful information for integration of mechanical pulp mills into the biorefinery concept in the future.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Eucalyptus wood is currently an established raw material for pulp and paper industries, due to its fast growth in certain regions, low cost and good wood quality (Magaton et al. 2009). As the complete utilization of wood has become an important topic with the advent of the so-called biorefineries, Eucalyptus wood certainly will also have an important role.
Ethanol production from lignocellulosic biomass comprises the following main steps: hydrolysis of cellulose and hemicellulose, sugar fermentation, separation of lignin residue and, finally, recovery and purifying the ethanol to meet fuel specifications (Alvira et al. 2010). Various wood pretreatments for the enhancement of hemicelluloses extraction can be found in literature, such as alkaline treatments (NaOH, alkaline peroxide, ammonia fiber explosion, ammonia recycling percolation), acid hydrolysis (concentrated and diluted) as well as hydrothermal (autohydrolysis and steam explosion) (Carvalheiro et al. 2008). Amongst these pretreatments, autohydrolysis is the main technique used for hemicelluloses extraction in the pulping industry, especially in dissolving pulp production. Autohydrolysis studies started back in the 1940s (Overbeck and Muller 1942) and this technique consists of the treatment of wood with water only at elevated temperatures and pressures (Colodette et al. 2011). Some studies regarding the extraction of hemicelluloses prior to mechanical pulping can be found in literature. Houtman and Horn (2011) showed that a combined oxalic acid/bisulfite pretreatment of hardwoods resulted in ca. 20 % refining energy savings, as well as 13 % gains in brightness. Moreover, Bilek et al. (2011) confirmed the economic feasibility of such approach. A different approach of hemicelluloses removal from hardwoods has been recently published (Liu et al. 2012), in which wood pretreatment prior to CTMP process is performed with sulfuric acid. Such approach led to refining energy savings and higher pulps’ strength properties. However, the defibration mechanisms, which are of high importance for mechanical pulp production and have a great influence in specific energy consumption (SEC), have been neglected.
The concept of value prior to pulping (VPP) consists on the utilization of partially or completely extracted hemicelluloses for biofuel production (van Heiningen 2006). However, the feasibility of using autohydrolyzed chips for mechanical pulping remains uncertain. Nonetheless, fundamental studies regarding the mechanical properties of autohydrolyzed chips, their behavior during mechanical defibration and the defibration mechanism are worth pursuing. Such study can provide useful information for integration of mechanical pulp mills into the biorefinery business in the future, especially when considering decreasing the energy for the mechanical size-reduction of wood, as well as the chemical and morphological structure of the resulting fiber material.
The objective of this study was to fundamentally evaluate the influence of autohydrolysis on the defibration mechanisms of Eucalyptus wood chips during thermomechanical pulping.
Materials and methods
A novel Eucalyptus hybrid (E. urophylla × E. globulus, coded as U2xGL1), which is from the Brazilian Network of Eucalyptus Genome Research—Genolyptus, a nationwide network of laboratories and forestry companies devoted to an integrated molecular breeding approach (Grattapaglia 2004), was used in this study. The general characteristics of the wood material are presented in Table 1 (shown as REF).
Wood density was evaluated according to TAPPI standard method (T258 om-06). The carbohydrate composition was analyzed by HPAEC-PAD after acid hydrolysis following the procedure described by Wallis et al. (1996). Klason and acid soluble lignins were measured according to Gomide and Demuner (1986) and Goldschimid (1971), respectively. Total lignin content was defined as the sum of Klason and acid soluble lignin as described by Dence (1992). Lignin syringyl/guaiacyl ratio (S/G) was evaluated according to Lin and Dence (1992). Total uronic acids and acetyl groups were evaluated according to Scott (1979) and Solar et al. (1987), respectively.
Autohydrolysis was carried out with 500 o.d. g of chips in a rotating digester. The reaction temperature was 120 °C, and such a low temperature was chosen in order to minimize changes in lignin structure. Time-to-temperature was 60 min and time-at-temperature varied accordingly to the pre-defined P-factors (200, coded as AH-200 and 800 coded as AH-800). P-factor describes the intensity of the autohydrolysis treatment, being analogous to the H-factor concept used for pulping (Sixta 2006). After the autohydrolysis stage, the spent liquor was collected and gravimetric yield was determined for the solid material. Reference chips were pre-impregnated with deionized water in a rotating digester, under 10 bar pressure of pure oxygen, during 5 h, at 4 liquid-to-wood ratio (L:W), to ensure complete saturation of the chips, and rested for at least 48 h under room temperature and atmospheric pressure (Muguet et al. 2013).
The mechanical defibration was carried out on 100 o.d. g chip samples in a wing defibrator, consisting of four static blades; the refining gap between the blades and the inner refiner wall was 1.0 mm. Other parameters: ca. 750 rpm, at ca. 37 % consistency, 130 °C, and refining times of 5, 10, and 15 min. Prior to the refining experiments, three runs with empty refiner (target of 50 Wh pulses) were performed in order to quantify the energy consumed by the refiner itself. This energy value is discounted when calculating the SEC of the wood samples, according to Eq. 1.
where, P Number of pulses needed for wood sample, Wh, t r average time with empty refiner for 50Wh energy need, min, t w time of wood chips refining, min, m oven dried mass of wood chips, g.
Following, the chips were pre-heated inside the refiner for 5 min, and the condensate was released before the refining process started. Pulps were screened with a slot screener of 0.17 mm and tested for Canadian Standard Freeness (ISO 5267-2:2001).
Handsheets were prepared (ISO 5269:1:2005) and tested for grammage (ISO 536:1995), density (ISO 534:1988), tear strength (ISO 1974:1990, Elmendorf method), tensile index (SCAN-P38). X-ray photoelectron spectroscopy (XPS) measurements were performed according to Johansson et al. (2004). Fourier transform infrared spectroscopy with photoacoustic detection (FTIR-PAS) and normalization of the spectra were performed according to Suchy et al. (2010). Fiber morphological analyses were performed with FiberLab analyzer (Metso Automation, Finland). Scanning electron micrographs were obtained with a Hitachi TM-1000 scanning electron microscopy, after coating the samples with gold.
Results and discussion
Autohydrolysis
Autohydrolysis is a technique used for the production of high purity cellulose pulps in industrial scale, with the removal of hemicelluloses (Sixta 2006). It is well-known that the higher the P-factor of the treatment, the higher amount of hemicelluloses is removed (Colodette et al. 2011; Liu et al. 2011). In this study the same trend was seen (Table 1), even though the final yield was substantially lower than in other studies with Eucalyptus (Colodette et al. 2011). This can be an indication that the P-factor concept should not be an accurate approach when performing the autohydrolysis at low temperatures.
Comparing the results presented in Table 1, cellulose was quite stable for AH-200, with only 1.5 % of original content in wood lost throughout the treatment. However, with the 800 P-factor, a significant amount of cellulose was dissolved (19.9 % of its original content in wood). The possible explanation is that due to the low treatment temperature, the reaction time was extremely long, ca. 96 h for P-factor 800, which caused undesired dissolution of cellulose, reflecting directly on the final yield.
In order to minimize the changes in the lignin structure, which could affect the defibration phenomena, a strategy of using low temperature (120 °C) treatments was adopted. Lignin seems to be dissolved in early stages of the treatment and is more stable at longer treatment times, since e.g. with P-factor 200 (ca. 23 h), one-fifth of original lignin content in wood was already dissolved, whereas with P-factor 800 (ca. 96 h) about one-third was removed. Moreover, the lignin S/G ratio remained constant at P-factor 200, which could indicate that the residual lignin in the chips might still have its original structure. However at P-factor 800 S/G ratio decreased, indicating that syringyl lignin was removed in larger extent (ca. one-third) than guaiacyl lignin (ca. one-forth). Changes in lignin structure during autohydrolysis have been already shown in recent literature (Leschinsky et al. 2008a, b; Rauhala et al. 2011), such as cleavage of β-O-4 linkages, increase in phenolic groups, decrease of S/G ratio and molar mass, however all studies were performed at high temperature (150–170 °C), differently from our approach (120 °C).
FTIR spectroscopy was applied to investigate the changes in wood structure and composition in more details. Pandey and Pitman (2003), based on extensive literature review, listed the most important peak assignments for FTIR spectra of wood. In Fig. 1, changes due to the severity of the autohydrolysis process are mainly seen in two different peaks: (1) 1738/1734 cm−1 for unconjugated C=O in xylans, which is related to dissolution of acetyl groups during autohydrolysis (Garrote et al. 2002), which could also be detected via other method (Table 1) and; (2) 1244 cm−1 for xylan and syringyl ring C–O stretch in lignin, which corroborates the high xylan and syringyl lignin losses with increased severity (Table 1).

FTIR-PAS spectra of untreated and autohydrolyzed Eucalyptus wood chips. 1 1738/1734 cm−1 and; 2 1244 cm−1 peaks
TMP refinings
Mechanical pulping requires a great amount of energy, and such demand is a key limiting factor for the process feasibility, especially for hardwoods like Eucalyptus (Browne et al. 2001). The refiner used in this study, based on blades, consumes more energy than pilot scale or industrial disc refiners (Xu and Sabourin 1999). It was assumed that, at least as an approximation, the energy applied with the wing refiner will be proportional to the energy promoting changes to the fibers (Muguet et al. 2012). Table 2 shows the summary of the refining results.
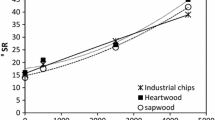
The autohydrolyzed wood chips had significantly lower SEC in order to reach a similar rejects content when compared to traditional TMP process, shown as the reference (Fig. 2a), which indicates changes in the mechanical properties of the wood chips after the autohydrolysis. Such decrease in energy consumption is usually seen when Eucalyptus wood is chemically pretreated, such as in CTMP or APMP processes or enzymatically pre-treated prior to refining (Xu and Sabourin 1999; Hart et al. 2009). However, the possible role of xylans and of the partial fiber wall deconstruction are inconclusive at this stage. Even though the energy demand was clearly lower for the autohydrolyzed chips, the development of drainage properties was poor, differently from chemically pretreated processes, which tend to improve drainage properties. Figure 2b shows that on early refining stages, there is a slight decrease in freeness, but it reaches a plateau with longer refining times. Such properties are strongly dependent on the fiber morphology and surface properties, which will be discussed in the next section (“Fiber morphology and surface properties” section).

a Specific energy consumption (SEC) versus refining time and; b freeness versus SEC for the untreated and autohydrolyzed Eucalyptus wood chips
Fiber morphology and surface properties
Fiber morphological characteristics such as coarseness and fiber length (El-Hosseiny and Anderson 1999) and curl index (Fellers et al. 2001), have been shown to be of extreme importance for pulp and paper properties. Moreover, morphological characteristics may serve as an indicator of changes in the wood structure taking place inside refiners, during the conversion to mechanical pulp. Figure 3 shows that AH-200 pulps had higher fiber length when compared to the reference pulps. However, AH-800 pulps did not show such behavior; instead they displayed the lowest fiber length values. As a consequence, AH-800 pulps had substantially higher amounts of fines in relation to reference or AH-200 pulps, with the latter showing the lowest amounts of fines.

Length (bar graph) and fines content (line graph) of the fiber samples from the untreated and autohydrolyzed Eucalyptus wood chips
Such results indicate that the AH-200 and AH-800 samples behaved in a similar way as the chips in CTMP and APMP processes, where the chips are pretreated with sulfite and alkaline peroxide, respectively (Hart et al. 2009; Muguet et al. 2012; Xu and Sabourin 1999). In such treatments, lignin present in the middle lamella is modified, leading to lower glass transition temperature (Tg). At temperatures below the lignin Tg, the cell wall consists of largely tangentially oriented lamellae of two zones, each of which has both hard and soft components. This is the case in the TMP process, which is the reference of this study (Muguet et al. 2013), where the lignin as the main component of the compound middle lamella, remains hard, whereas the rest of the cell wall is more softened. In this case, the defibration takes place mostly in the segment between the primary wall and the S1 layer of the secondary fiber wall. However, in chemimechanical processes, such as CTMP and APMP processes, where wood is treated with chemicals before defibration, the lignin properties are altered in such a way that the softening temperature is lowered. This leads to improved defibration, which takes place mostly in the middle lamella (Franzén 1986).
The aforementioned results and discussion suggest that the strategy of performing the autohydrolysis at low temperatures to avoid lignin structural changes, and evaluating solely the role of hemicelluloses was not successful. This was confirmed by XPS measurements (Fig. 4), which is a well-known surface characterization technique for wood fiber materials (Johansson et al. 2004). The surface lignin of wood fibers (measured from the wood chips) in Fig. 4 resembles the average amount of lignin present in the middle lamella. The reference pulp showed the lowest surface lignin content among the samples, indicating that the defibration took place inside the fiber wall, more specifically along the S1 layer of the secondary wall, as expected (Franzén 1986). However, the high surface lignin content of both AH-200 and AH-800 pulps at 5 min refining indicate that the defibration took place on the middle lamella, resembling chemimechanical processes, due to lignin structure changes during the autohydrolysis treatment.

Surface lignin content according to XPS analysis of untreated wood and pulps from the untreated and autohydrolyzed Eucalyptus wood chips
When comparing AH-200 and AH-800 refinings, different behaviors can be seen. Surface lignin content tended to decrease with increasing refining time for AH-200 pulps, whereas it remained somewhat constant for AH-800 pulps. It seems that the depletion of carbohydrates inside the fiber wall during milder autohydrolysis (P-factor 200) was not enough to decrease the intrinsic wood fiber’s strength. In that case, the refining would serve as a surface cleaning stage, alongside with the traditional effects of refining such as delamination and fibrillation (Fernando et al. 2011). On the other hand, the harsher autohydrolysis (P-factor 800) decreased the intrinsic wood fiber strength to the point where the fiber would not resist the mechanical forces inside the refiner, which can explain the lowest fiber length and highest amount of fines (Fig. 3). Such theory can be corroborated by SEM micrographs (Fig. 5). The reference and AH-200 pulp fibers show uneven breaking point (white arrows), seeming like fibers resisted to a certain extent the forces inside the refiner, whereas AH-800 fibers show a flat breaking point, indicating that the fibers were weak, not resisting the high forces inside the refiner.

SEM micrographs from the 5 min refining samples of; a reference; b AH-200; c AH-800. The white arrows point out the types of breaking points of the fibers during the TMP process
Pulp physical and mechanical properties
The pulps from the autohydrolyzed wood chips show inferior properties when compared to the reference (Table 3). The mechanical properties might be negatively influenced by the high surface lignin content, and especially by the low amount of xylan in the pulps. Our previous studies suggest that xylan is extremely important for fiber bonding and mechanical properties in Eucalyptus pulps (Muguet et al. 2011).
Mechanical pulps can have a higher tensile index than chemical pulps at the same sheet density (Xu and Zhou 2007), but in this study the sheet densities were quite low because of the relatively low refining levels (Fig. 2b). The results for the reference pulp are comparable with the observations of Xu and Sabourin (1999) for APMP processes, at the same density level. However, pulps with autohydrolysis pretreatment show poorer properties.
Conclusions
This study revealed that autohydrolysis, even at low temperatures, changes wood chips’ defibration mechanism, shifting the rupture point from the secondary wall to the middle lamella. That strongly indicates that if autohydrolysis is performed in industrial practice conditions (short time-high temperature), the same defibration mechanisms will prevail. Furthermore, the high surface lignin content of the fibers can be a positive feature if using such fibers as reinforcement for green biocomposites. Moreover, the low energy consumption during the mechanical defibration can open possibilities for such process as a pretreatment to enhance biomass accessibility in complete hydrolysis and bioethanol production, therefore research on these themes should be performed in the future. This study provides useful information for integration of mechanical pulp mills into the biorefinery concept in the future.
References
Alvira P, Tomás-Pejó E, Ballesteros M, Negro MJ (2010) Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: a review. Bioresour Technol 101:4851–4861
Bilek EM, Houtman C, Ince P (2011) Evaluation of a value prior to pulping-thermomechanical pulp business concept: part 2. Tappi J 10:31–38
Browne TC, Francis DW, Towers MT (2001) Energy cost reduction in the pulp and paper industry: an overview. Pulp Pap Can 102:26–30
Carvalheiro F, Duarte LC, Gírio FM (2008) Hemicellulose biorefineries: a review on biomass pretreatments. J Sci Ind Res 67:849–864
Colodette JL, Longue D, Pedrazzi C, Oliveira RC, Gomide JL, Gomes FJB (2011) Pulpability and bleachability of xylan-depleted eucalyptus wood chips. Ind Eng Chem Res 50:1847–1852
Dence CW (1992) The determination of lignin. In: Lin SY, Dence CW (eds) Methods in lignin chemistry. Springer, London, pp 33–61
El-Hosseiny F, Anderson D (1999) Effect of fiber length and coarseness on the burst strength of paper. Tappi J 82:202–203
Fellers C, Melander J, Mohlin U (2001) Predicting the effect of reinforcement pulp characteristics in TMP papers for web breaks using fracture mechanics. Nord Pulp Pap Res J 16:257–260
Fernando D, Muhíc D, Engstrand P, Daniel G (2011) Fundamental understanding of pulp property development under different thermomechanical pulp refining conditions as observed by a new Simons’ staining method and SEM observation of the ultrastructure of fibre surfaces. Holzforschung 65:777–786
Franzén R (1986) General and selective upgrading of mechanical pulps. Nord Pulp Pap Res J 1:4–13
Garrote G, Dominguez H, Parajó JC (2002) Interpretation of deacetylation and hemicellulose hydrolysis during hydrothermal treatments on the basis of the severity factor. Process Biochem (Oxford, UK) 37:1067–1073
Goldschimid O (1971) Ultraviolet spectra. In: Sarkanen KV, Ludwig CH (eds) Lignins: occurrence, formation, structure and reactions. Wiley, New York, pp 241–266
Gomide JL, Demuner BJ (1986) Determinação do teor de lignina em material lenhoso: método klason modificado. Papel 47:36–38
Grattapaglia D (2004) Integrating genomics into Eucalyptus breeding. GMR, Genet Mol Res 3:369–379
Hart PW, Waite DM, Thibault L, Tomashek J, Rousseau M, Hill C, Sabourin MJ (2009) Refining energy reduction and pulp characteristic modification of alkaline peroxide mechanical pulp (APMP) through enzyme application. Tappi J 8:19–25
Houtman C, Horn E (2011) Pilot trials of hemicelluloses extraction prior to thermomechanical pulp production: part 1. Tappi J 10:21–28
Johansson L, Campbell J, Koljonen K, Kleen M, Buchert J (2004) On surface distributions in natural cellulosic fibres. Surf Interface Anal 36:706–710
Leschinsky M, Zuckerstaetter G, Weber HK, Patt R, Sixta H (2008a) Effect of autohydrolysis of Eucalyptus globulus wood on lignin structure. Part 2: influence of autohydrolysis intensity. Holzforschung 62:653–658
Leschinsky M, Zuckerstaetter G, Weber HK, Patt R, Sixta H (2008b) Effect of autohydrolysis of Eucalyptus globulus wood on lignin structure. Part 1: comparison of different lignin fractions formed during water prehydrolysis. Holzforschung 62:645–652
Lin SY, Dence CW (1992) Methods in lignin chemistry. Springer, London
Liu W, Yuan Z, Mao C, Hou Q, Li K (2011) Removal of hemicelluloses by NaOH pre-extraction from aspen chips prior to mechanical pulping. BioResources 6:3469–3480
Liu W, Yuan Z, Mao C, Hou Q, Li K (2012) Extracting hemicelluloses prior to aspen chemi-thermomechanical pulping: effects of pre-extraction on pulp properties. Carbohydr Polym 87:322–327
Magaton AS, Colodette JL, Gouvêa AFG, Gomide JL, Muguet MCS, Pedrazzi C (2009) Eucalyptus wood quality and its impact on kraft pulp production and use. Tappi J 8:32–39
Muguet MCS, Pedrazzi C, Colodette JL (2011) Xylan deposition onto eucalypt pulp fibers during oxygen delignification. Holzforschung 65:605–612
Muguet MCS, Colodette JL, Jääskeläinen A-S (2012) Alkaline peroxide mechanical pulping of novel Brazilian Eucalyptus hybrids. BioResources 7:3823–3836
Muguet MCS, Ruuttunen K, Jääskeläinen A-S, Colodette JL, Vuorinen T (2013) Thermomechanical pulping of novel Brazilian Eucalyptus hybrids. Holzforschung 67:489–495
Overbeck W, Muller HF (1942) Hydrolysis of different wood species with water under pressure and the resulting changes of the wood constituents, the lignin in particular. B Inst Pap Chem 13:145
Pandey KK, Pitman AJ (2003) FTIR studies of the changes in wood chemistry following decay by brown-rot and white-rot fungi. Int Biodeterior Biodegrad 52:151–160
Rauhala T, King AWT, Zuckerstätter G, Suuronen S, Sixta H (2011) Effect of autohydrolysis on the lignin structure and the kinetics of delignification of birch wood. Nord Pulp Pap Res J 26:386–391
Scott RW (1979) Colorimetric determination of hexuronic acids in plant materials. Anal Chem 51:936–941
Sixta H (2006) Handbook of Pulp. Wiley-WCH, Weinheim
Solar R, Kacik F, Melcer I (1987) Simple semimicro method for the determination of O-acetyl groups in wood and related materials. Nord Pulp Pap Res J 2:139–141
Suchy M, Virtanen J, Kontturi E, Vuorinen T (2010) Impact of drying on wood ultrastructure observed by deuterium exchange and photoacoustic FT-IR spectroscopy. Biomacromolecules 11:515–520
van Heiningen A (2006) Converting a kraft pulp mill into an integrated forest biorefinery. Pulp Pap Can 107:38–43
Wallis AFA, Wearne RH, Wright PJ (1996) Chemical analysis of polysaccharides in plantation eucalypt woods and pulps. Appita J 49:258–262
Xu EC, Sabourin MJ (1999) Evaluation of APMP and CTMP for market pulps from South American eucalyptus. Tappi J 82:75–82
Xu EC, Zhou Y (2007) Synergistic effect between chemical mechanical pulps and chemical pulps from hardwoods. Tappi J 11:4–9
Acknowledgements
The authors would like to acknowledge the financial support from the Academy of Finland (Effect of fibre wall chemistry on energy demand in wood defibration, DEFIBRE), the Conselho Nacional de Desenvolvimento Científico e Tecnológico—CNPq—Brazil and the Multidisciplinary Institute of Digitalization and Energy (MIDE) in Aalto University (E-wood project). The authors would also like to acknowledge José Maurício Lino, for the wood chemical characterization, Heikki Tulokas, for the help during refining experiments, Mirja Reinikainen for the FTIR-PAS measurements, Dr. Leena-Sisko Johansson and Dr. Joseph Campbell for the XPS measurements.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Muguet, M.C.d.S., Ruuttunen, K., Jääskeläinen, AS. et al. Defibration mechanisms of autohydrolyzed Eucalyptus wood chips. Cellulose 20, 2647–2654 (2013). https://doi.org/10.1007/s10570-013-0023-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-013-0023-3