
Here, the design and principle of operation of a jet-bubbling contact device are presented along with the results of experimental studies of its hydraulic resistance and mass transfer efficiency.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Mass exchangers in tower units are widely used in the chemical, petrochemical and oil and gas processing industries for absorption, rectification, liquid extraction and gas separation [1, 2]. Production of high-performance efficient tower units depends, first of all, on the development of advanced designs of contact devices. Contact devices designed in the recent years often either exhibit increased hydraulic resistance or are difficult to manufacture and repair [3,4,5].
In order to optimize phase-contact in gas-liquid systems, jet-bubbling contact devices have been developed for use in mass exchangers [6,7,8] for increased heat-and-mass exchange intensity, high separation capacity, low hydraulic resistance, stable and efficient operation in a wide range. Some disadvantages of such exchangers include design complexity, high specific metal content, moving components leading to a decrease in operational reliability when contaminants are present in the gas or liquid stream.
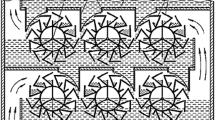
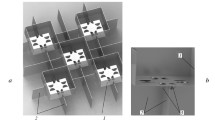
In order to eliminate the listed disadvantages, the authors developed a new design of a jet-bubbling contact device [9] (Fig. 1). The proposed contact device consists of parallel square downcomers 1 with vertical partitions to maintain the liquid level inside them. Vertical partitions 2 with slots serve as support for the downcomers. The downcomers are open at the top, and at the bottom there are curved petals 3 made in the form of semi-circular segments for distributing the liquid along the surface of the vertical partitions.

Jet-bubbling contact device: a) top view of a device fragment; b) side view of the bent petals at the bottom of the device; 1) downcomer; 2) partitions; 3) petals.
Device operation. The liquid through the bent petals is distributed in the form of jets onto the vertical partitions below. The downcomers are arranged in a chessboard pattern in the horizontal plane to form a plate. The downcomers forming the plate below are shifted thus resulting in a chessboard arrangement vertically. Therefore, the gas incoming under the plate from below moves in a zigzag pattern.
The liquid moving along the surface of the vertical partitions forms a stable film and comes in contact with the rising gas flow. Further, the formed film is destroyed upon collision with the liquid surface inside the downcomers. Thus, a rather developed constantly renewing phase-contact surface is created determined by the presence of relatively small gas bubbles in the liquid layer and droplets emitted from the surface. Ensuring the distance between the downcomers located at the same level is equal to the width of a single downcomer provides gas flow uniformity and reduction of the hydraulic resistance of the proposed jet-bubbling contact device. Thus, organization of the original interaction between gas and liquid intensifies heat-and-mass exchange processes both in the liquid and gas phases with a relatively simple apparatus design.
The purpose of this work is to determine the hydraulic resistance and mass transfer efficiency of the contact stage of the proposed jet-bubbling device.
The stage consists of two 60 × 60 × 30 mm contact elements placed one above the other at a distance of 90 mm. In the space between the contact elements, there are two 58 × 75 mm vertical partitions. In the bottoms of the contact elements, there are 16 petals with a radius of 5 mm bent down at a 45° angle. The experiments were carried out on an air–water system. Water was fed through a switchgear from above to the inside of the contact element. The average flow rate of the cooling air flow (to the total cross-section of the device) varied in the range of 1.18–4.365 m/sec; irrigation density was 11.5–47.9 m3/(m2·h); air temperature was 22.8–23.1°C; water temperature was 36.5–50.5°С. Relative air humidity during the experiment was 69%. The temperature and the relative air humidity were measured at the entrance to the contact stage using a psychrometric VIT-2 hygrometer. The water temperature at the inlet and outlet of the contact stage was measured with a two-channel OVEN 2TRM1 measuring regulator, the liquid flow rate – by a rotameter, and the air velocity – by a calibrated digital anemometer ME-GEON 11003 (with a relative error of not more than 5%).
The results of the study showed that two operating modes are observed at the contact stage of the jet-bubbling device, differing both in terms of hydraulic resistance and mass transfer efficiency.
Plots of the data (Fig. 2) show that as the average gas velocity is increased from 1.18 to 3 m/sec the rate of increase in hydraulic resistance remains low. The maximum hydraulic resistance of the contact stage does not exceed 230 Pa. With a further increase in gas velocity (above 3–3.5 m/sec, depending on irrigation density), a sharp increase in the hydraulic resistance is observed associated with the transition to the suspension mode.

Hydraulic resistance of the dry and irrigated contact stages as a function of the average gas velocity at different irrigation densities q, m3/(m2·h): 1) 0; 2) 11.5; 3) 15.8; 4) 22; 5) 28.3; 6) 32.5; 7) 36.8; 8) 41.05; 9) 46; 10) 47.9.
It is known that in evaporative water coolers the fraction of heat transfer by evaporation is very high, therefore with sufficient accuracy (without taking into account thermal conductivity, convection and condensation of steam) the heat balance equation can be written in the form:
where L m is the mass flow of water, kg/sec; c L is the specific heat capacity of water, J/(kg·K); and t L0, t Lk are water temperatures at the inlet and outlet of the contact stage.
Material balance (balance of moisture) is determined by the equality between the amount of evaporated liquid and the increase in the moisture content of air:
where G m is the mass air flow, kg/sec; x 0, x k represent the moisture content of the saturated air at the inlet and outlet of the contact stage, kg/kg.
On the other hand, the amount of evaporated liquid can be determined from the equation:
where r is the specific heat of vaporization, J/kg.
Then, the moisture content of saturated air at the outlet from the contact stage is
Thus, the mass transfer efficiency of cooling circulating water is
where x e is the equilibrium moisture content of saturated air, kg/kg.
By plotting the data (Fig. 3), it can be seen that mass transfer efficiency of the contact stage depends significantly on the ratio of the mass flow rates of the liquid and gas phases and the irrigation density. For example, an increase in the irrigation density from 11.5 to 46 m3/(m2·h) increases average efficiency from 20 to 62%. This is due to the fact that with increasing liquid flow rate the wetted surface area of the vertical partitions and the intensity of mixing in the liquid phase increase simultaneously.

Mass transfer efficiency as a function of the ratio of mass flow rates of the liquid and gas phases at different irrigation densities q, m3/(m2·h): 1) 11.5; 2) 15.8; 3) 22; 4) 28.3; 5) 32.5; 6) 36.8; 7) 41.05; 8) 46; 9) 47.9.
Analysis of the graphs (Fig. 4) shows that the mass transfer efficiency at high gas velocities (3.4–4.4 m/sec) can reach 93.5%, depending on the irrigation density. There is a local minimum efficiency value corresponding to a certain gas velocity, which is most pronounced at high irrigation densities. Therefore, when carrying out mass transfer processes it is necessary to select such gas velocities, specific loads L m /G m and irrigation densities that correspond to relatively high mass transfer efficiency at low hydraulic resistance values.

Mass transfer efficiency as a function of the average gas velocity at different irrigation densities q, m3/(m2·h): 1) 11.5; 2) 15.8; 3) 22; 4) 28.3; 5) 32.5; 6) 36.8; 7) 41.05; 8) 46; 9) 47.9.
The results of the carried out experimental studies suggest that the offered contact device design at optimum operating modes provides a relatively high mass transfer efficiency. At the same time, there is no entrainment of the liquid phase, and low hydraulic resistance makes the proposed devices suitable for use in an apparatus operating under vacuum with low energy costs. In addition, jet-bubbling contact devices show great potential for further modernization of the structure for further increase in mass transfer efficiency.
Thus, using the proposed jet-bubbling contact device design makes it possible (without reducing efficiency) to increase productivity and reduce the energy costs of carrying out mass transfer processes in apparatuses both currently in operation and still under design in the oil and gas chemical enterprises.
References
A. I. Skoblo, Yu. K. Molokanov, A. I. Vladimirov, and V. A. Shchelkunov, Processes and Apparatuses for Oil and Gas Refining and Petrochemistry: Textbook, Gubkin Russian State University of Oil and Gas, Moscow (2012).
S. A. Akhmetov, T. P. Serikov, I. R. Kuzeev, and M. I. Bayazitov, Technology and Equipment for Oil and Gas Processing: Textbook, Nedra, Saint Petersburg (2006).
A. A. Shagivaleev, A. A. Ovchinnikov, and N. A. Nikolaev, “Calculation of the efficiency of contact stages of distillation columns with cocurrent swirl contact devices,” Theor. Found. Chem. Eng., 39, No. 6, 590–593 (2005).
A. V. Dmitriev, O. S. Makusheva, K. V. Dmitrieva, and A. N. Nikolaev, “Contact mass exchanger to increase the output of the active tower units,” Chem. Petrol. Eng., 47, No. 5–6, 319–323 (2011).
Wei Zhou Jiao, You Zhi Liu, and Gui Sheng Qi, “Gas Pressure Drop and Mass Transfer Characteristics in a Cross-Flow Rotating Packed Bed with Porous Plate Packing,” Ind. Eng. Chem. Res., 49, No. 8, 3732–3740 (2010).
A. V. Dmitriev, O. S. Dmitrieva, I. N. Madyshev, and A. N. Nikolaev, Patent No. 2559496 RF, IPC B01D 3/16, “Heat and mass exchange apparatus,” publ. Aug. 10, 2015, Byull., No. 22.
I. N. Madyshev, G. Kh. Gumerova, A. N. Nikolaev, et al, Patent 152191 RF, IPC B01D 3/30, “Heat and mass exchange dish with jet-bubbling contact devices,” publ. Oct. 5, 2015, Byull., No. 13.
I. N. Madyshev, O. S. Dmitrieva, A. V. Dmitriev, and A. N. Nikolaev, “Assessment of change in torque of stream-bubble contact mass transfer devices,” Chem. Petrol. Eng., 51, No. 5, 383–387 (2015).
A. V. Dmitriev, I. R. Kalimullin, O. S. Dmitrieva, and R. R. Ishmatov, Patent No. 162855 RF, IPC B01D, “A contact device for heat and mass transfer processes,” publ. June 27, 2012, Byull., No. 18.
The study was carried out with the financial support from the Russian Foundation for Basic Research as part of the scientific project No. 16-38-60081 mol_a_dk.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 2, pp. 40–42, February, 2017.
Rights and permissions
About this article

Cite this article
Dmitrieva, O.S., Dmitriev, A.V., Madyshev, I.N. et al. Flow Dynamics of Mass Exchangers with Jet-Bubbling Contact Devices. Chem Petrol Eng 53, 130–134 (2017). https://doi.org/10.1007/s10556-017-0308-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-017-0308-8