
Features and problems of producing reactoplastic nanomodified polymer composites were analyzed using modification of epoxide oligomers with carbon nanotubes as an example. Results from dispersion of highly viscous suspensions of epoxide oligomers with carbon nanotubes by a rolling method and by induction of low-frequency ultrasound cavitation were discussed. The efficiency of introducing the nanoparticles into the liquid polymer medium depended on not only the dose but also the mixing parameters.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Part 4 analyzes features and problems of producing reactoplastic nanomodified (NM) polymer composites (PC) using modification of epoxide oligomers (EO) with carbon nanotubes (CNT) as an example.
Features of nanocarbon modification of epoxide oligomers. Effects of employed nanodisperse fillers on the physicomechanical properties of the filled polymers must be analyzed during development of an actual NMPC industrial process. The properties of the final PC with nano-sized fillers (as compared with micro-sized fillers) are difficult to predict [1] because several factors related to adhesion and cohesion mechanisms and aspects of NMPC destruction must be considered.
A potential destruction mechanism of the disperse-filled polymer matrix that occurs most often in construction PC was discussed before [2]. Disperse inclusions present an actual barrier to the advancing crack front in a stress-strained NMPC. The front lengthens as it winds its way between each pair of neighboring disperse nanoparticles.
According to the Lang model [2], lengthening of the crack front can contribute considerably to the destruction energy of a brittle composite, e.g., one based on an epoxy polymer (EP). The size of the disperse particles also affects crack propagation. Larger particles cause larger stressed zones (within a particle and around it) and; therefore, more destructive deformation energy is accumulated due to the effect of the particle [2]. External stresses applied to the material should not exceed the strength limit (for brittle materials) or the flowability limit (for plastic materials). With this condition, the critical sizes of inclusions d cr at which the material can stratify along matrix–filler interfaces can be estimated.
The orienting effect of a disperse filler on the polymer binder (PB) is important. Shrinkage on the microscale that is observed during NMPC forming also causes spatial orientation (Fig. 1).

Schematic of polymer–CNT boundary layer morphology [2]: 1) CNT; 2) adsorbed polymer microlayer; 3) oriented polymer layer; 4) polymer transition layer; 5) polymer in bulk phase.
The formation in the NMPC bulk of a three-dimensional framework of nanofiller particles alternating with a structured hardened polymer matrix is an important factor. The framework is formed by boundary layers of polymer matrix whereas disperse filler particles are boundary layer carriers. The disperse filler must be evenly distributed in the NMPC in order to form a continuous reinforcing three-dimensional framework of filler particles and structured reactoplastic polymer layers.
Thus, the conditions for producing a positive effect upon filling the highly cross-linked thermoreactive polymer matrix with hard disperse particles are:
-
1)
optimal degree of filling (depends on disperse particle size);
-
2)
particle sizes in the nanometer range; and
-
3)
good adhesion of filler to polymer matrix, preferentially with the ability to form a chemical bond between the filler and matrix.
Research on the influences of the filling parameters and the nature of disperse particles on structural changes in the polymer taking into account features of the reactoplastic NMPC is crucial. Distribution processes of disperse particles in a liquid epoxide binder (EB), the influence of modifying the matrix with carbon nanoparticles, and the development of effective technologies for introducing nanoparticles into the liquid (EB or EO) must be investigated.
Experiments on the introduction, distribution, and stabilization of a dispersion using multi-walled CNT (MCNT) [2] showed that physicomechanical characteristics increased insignificantly for low percent MCNT contents (from 0.01 to 1 wt.%). The absolute value decreased with increasing percent content of solid phase in the dispersion.
Simple (mechanical) mixing of CNT with EO was ineffective for improving the physicomechanical characteristics. A large part of the suspension particles were agglomerates consisting of significantly shortened CNT. As a rule, their dimensions were out of the nanoscale range. However, air adsorbed on the surface and within agglomerates was entrained with them into the polymer matrix if they were added. Therefore, agglomerates had to be disintegrated and distributed evenly in the EB bulk for modification of EO with CNT.
Methods for disintegrating and distributing MCNT in liquid EB were tested [2]. These included high-energy impact of milling balls and friction between balls and the wall of the milling vessel (in a ball mill); stretching, compressing, and shear forces, elevated temperatures, and static electricity (in a roll mill); and ultrasound (US) irradiation.
The equivalent particle sizes increased upon treatment in a planetary mill (Fig. 2) because of agglomeration and combination into globules. The optimum US irradiation time was ~6 min in a highly viscous medium [2]. The physicomechanical characteristics of the hardened binder were worse by an order of magnitude if surfactant (SA) was added to the composition. Apparently, this was a consequence of blocking nanoparticle active sites. A MCNT concentration of 0.5 wt.% gave the best physicomechanical characteristics for functionalized MCNT. However, the cost of functionalized MCNT was significantly greater than that of the starting MCNT.

SEM images of MCNT after the best treatment regime in a planetary mill; dispersion of agglomerated particles was observed to increase [2].
The thermal conductivity of the epoxide NMPC doubled if 10% MCNT was added. Also, adding CNT meant that the final NMPC would be electrically conductive because the electrically conductive CNT particles formed a closed three-dimensional framework in the EO during its polymerization.
A nanomodified binder in fiberglass can increase by about eight times for the optimal regimes its resistance to bending stresses (the bending fracture load with fibers distributed along the sample increased from 1 to 11 kg; with fibers distributed transversely, from 1.4 to 8.0 kg) [2]. Introduction of MCNT allows the polymer matrix structure formation to be controlled. For example, the dimensions of pultrusion parts can be controlled to provide high throughput and the required quality level [2].
The physicomechanical characteristics (with respect to bending loads) improved after nanomodification of an EB by an average of 20–30%; the compression strength limit and heat resistance, by 70%. The destructive load of fiberglass increased by 2–3 times [2].
Roller dispersion of highly viscous suspensions of epoxide oligomers with CNT. Liquids can be dispersed using homogenizers; colloidal mills; injection mixers and nozzles (operating on the jet pump principle); turbine, propeller, and other types of high-speed stirrers; acoustic and electrical devices such as US whistles and horns; magnetostrictive transducers; and wave concentrators (spray nozzles) for generating aerosols [5, 6].
Two designs for roll dispersers [3] that can control the dispersion processing parameters are based on the 80E disperser design of the German company EXAKT (calendar with shear zone between rolls) [7], which is effectively used to produce nanosuspensions.
The disperser (Fig. 3) comprises three parallel rolls (cylinders) of the same diameter (80 mm) that are arranged with controlled gaps of 10–500 μm and rotate at different rates (ω < 100 rpm) pairwise in opposite directions with a ratio of rates of 9:3:1 in addition to combs for removing the finished product.

EXAKT three roll mill-disperser [7].
The main deficiency of the disperser [7] is the insufficient degree of agglomerate destruction (Fig. 4). Therefore, the dispersion cycle had to be repeated several times.

Typical MCNT particle-size distributions after processing in EXAKT three roll mill with various gaps between the rollers [2].
MCNT agglomerates distribute and are soaked with EO, which replaces air bubbles in the starting agglomerate structure, as the filled liquid EO composite containing MCNT passes through the gap between the rolls (through the action of shear flow in the gap between rolls).
It must be considered that the composite viscosity increases as the filler concentration increases. This increase may not be proportional to the filler content in the liquid polymer medium.
The composite undergoes preliminary degassing at the outlet of the roll mill. This has a positive effect on the mechanical properties of the final product. The average experimental dispersion of MCNT in EO after roll processing turned out to be equal to the gap between the rolls multiplied by 0.6 [2].
According to the literature [8], the resulting intertwined balls of CNT in EO can be dispersed by applying a shear stress of at least 1 MPa (duration not given). However, the scientific literature has practically no data on the agglomerate sizes, average lengths, and dimensions of single CNT in the agglomerate. Therefore, the dispersion time parameters are difficult to determine.
Thus, the relationship of the disperser parameters for a given volume content of nanofiller ϕ and temperature T must be determined (analytically) in order to design an industrial process for dispersing CNT in a viscous polymer using roll systems. The parameters are the roll diameter Dr, rotation rate ω, gap between rolls δ, and dispersion time considering the average sizes and lengths of the added CNT.
Taunit-MD CNT, which consists of thread-like formations of polycrystalline graphite as a friable powder of black agglomerates, was used in the work [3]. The agglomerate structure (micrometer dimensions) contained intertwined bundles of MCNT [9]. The CNT parameters were monitored using transmission electron microscopy (TEM).
Single bundled CNT were 2–5 times shorter than straightened CNT (Fig. 5). The CNT outer diameter was 10–50 nm; inner diameter, 3–8 nm; length, >2 μm.

Taunit-MD CNT in JEOL JEM 2100 TEM (×25000) [3].
A matrix produced from epoxide diane oligomer ED-20 and hardener methyl isotetrahydrophthalic anhydride (iso-MTHPA) had polymerization temperature 170°C, which enabled nanocomposites prepared from it to be used at temperatures up to 120°C.
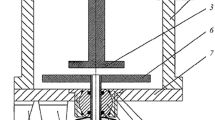
A roll disperser with a vertical rotor and stator was developed [3]. The stator was a thick-walled beaker with a removable cap (inner diameter 32 mm) situated on the lower end; the rotor, a cylinder 30-mm in diameter; the drive, an electric motor capable of rotating at 500–2500 rpm; and a moveable stage allowing the required gap δ to be set.
The required gap for these dimensions was δ = 6.3 μm. The stretching deformation for this was ε = 33, which was sufficient to destroy the agglomerates.
A mixture of CNT and oligomer was poured into the gap between the stator and rotor [3]. The mixture was drawn into the gap as the rotor rotated. Shear in the gap developed stresses up to 1 MPa, which were sufficient to destroy CNT agglomerates [8]. The suspension experienced self-heating during dispersion at high rotor rotation rates and small gaps. This also helped to decrease the viscosity of the oligomer and the shear stresses. Working parts of the disperser were periodically cooled in order to avoid overheating.
The suspension viscosity was measured as a function of shear rate and CNT mass fraction on a cone–plane viscometer at shear rates 17–1000 sec–1 and 27–100°C (Fig. 6).

Flow curves of EO–CNT composites [3].
Figure 7 shows that rate of viscosity reduction increased as the mass fraction of CNT in the polymer matrix increased.

Viscosity of EO–CNT composites as functions of temperature [3].
Conclusion. Operating properties of produced NMPC can be highly scattered if the dispersion quality is insufficient. Therefore, nanoparticles should be added first to the least viscous binder component (low-viscosity hardener). The main dispersion method in many industrial NMPC production operations is low-frequency US cavitation.
The analyzed research results for nanocarbon modified EO and the approaches used to solve actual problems could be applied to studies of new types of NMPC. In general, the effects of filling parameters and the nature of the disperse particles on structural changes in the polymer considering features of reactoplastic polymeric binders and nanodisperse fillers must be investigated.
References
O. E. Kolosov, Production of High-Quality Traditional and Nanomodified Reactoplast Polymer Composites [in Ukrainian], VPI VPK Politekhnika, Kiev (2015).
A. N. Blokhin, Process Development and Apparatus for Nanocarbon Modified Composites of Epoxide Resins: PhD Thesis, Tambov (2012).
R. R. Abdrakhimov, S. B. Sapozhnikov, and V. V. Sinitsir, “Analysis of suspension rheology for effective dispersion of MWCNT in epoxy resin,” Vestn. Yuzhno-Ural. Gos. Univ., Ser. Mat. Mekh. Fiz., No. 34, No. 7, 68–74 (2012).
N. Hu, Y. Karube, M. Arai, et al., “Investigation on sensitivity of a polymer/carbon nanotube composite strain sensor,” Carbon, No. 48, 680–687 (2010).
P. A. Rebinder, Surface Effects in Disperse Systems. Physicochemical Mechanics. Selected Works, Nauka, Moscow (1979).
E. G. Avakumov, Mechanical Methods for Activating Chemical Processes, Nauka, Novosibirsk (1989).
M. Wichmann, Electrically Conductive Polymer Nanocomposite Matrix System with Load and Health Monitoring Capabilities: Doct.-Eng. Dissert., Hamburg (2009).
http://nanotc.ru/index.php?option=com_content&task=view&id=8&Itemid=34.
Author information
Authors and Affiliations
Corresponding author
Additional information
For Part 1 see No. 8 (2015); part 2, No. 9 (2015); part 3, No. 1 (2016).
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 8, pp. 42–45, August, 2016.
Rights and permissions
About this article

Cite this article
Kolosov, A.E. Preparation of Reactoplastic Nanomodified Polymer Composites. Part 4. Effectiveness of Modifying Epoxide Oligomers with Carbon Nanotubes (Review). Chem Petrol Eng 52, 573–577 (2016). https://doi.org/10.1007/s10556-016-0235-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-016-0235-0