
This review considers effective modern methods for oil sludge and acid resid treatment. We analyze in detail the technologies for dewatering, solidification, solvent extraction, thermal treatment (including in the presence of catalysts), and modern oil sludge and solid fuel (oil shales, coals) treatment methods. We note that the dominant criteria for the effectiveness of oil waste utilization technology should be cost effectiveness and reduced environmental stress.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Some of the most hazardous contaminants and the most significant wastes by weight in the oil industry are crude oil sludges and also acid resids. Oil sludges are formed during construction of oil and gas wells, during operation of oil fields due to discharges during oil processing, during tank cleaning, discharges of oil-containing wash liquids used in drilling operations, discharges during testing and major overhauls of wells, and during accidental spills. According to approximate estimates, the volume of such wastes worldwide is at least 60 million tons/year (1 ton per 500 tons of produced oil), and accumulated wastes due to the lack of options for their proper treatment amounts to more than a billion tons [1, 2].
The bulk of the wastes are discharged into holding ponds (crude oil or sludge pits), which removes these areas from sustainable land use. In a number of cases, oil sludges have been held for decades [3, 4].
Oil sludges have extremely diverse compositions and represent complex systems consisting of petroleum products, water, and a mineral portion (sand, clay, silt). The ratio of these components fluctuates over a very broad range. The organic materials on the average comprise from 10 to 56 wt.%; water, 30 to 85 wt.%; solids, 1-46 wt.%. Oil wastes can be arbitrarily divided according to the way they form into soil, resid, and tank types and can be divided according to phase state into liquid and solid oil sludges. By liquid sludges, we mean oil wastes in which the crude oil content is greater than 50%-90%, and accordingly solid oil sludges are oil wastes in which the crude oil content does not exceed 50%, i.e., this is oil-contaminated soil [5, 6]. The high viscosity, elevated solids content, and most importantly the high aggregative stability of sludges are due mainly to the elevated content of asphaltenes, resins, paraffins, and other high molecular weight components [1, 7].
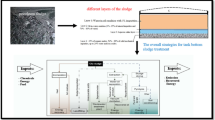
In oil sludge pits, three layers are formed during prolonged storage: the top layer (“floating sludge”) is an emulsion of petroleum product and water which is difficult to separate; the bottom layer and the bottom sediment is actually the oil sludge sediment in which the solids content is considerably higher (up to 70%) than in the “floating sludge” [8]. Natural processes occur in sludge dumps: oxidation and resin formation, evaporation of light fractions, entry of additional solids and atmospheric precipitation, growth of microorganisms. Over the course of time, the composition and properties of pit fluids change significantly; the physical and chemical composition of old (especially bottom) oil sludges differ considerably from “fresh” oil-containing wastes [9].
Despite the abundance of technological solutions aimed at treatment of oil-containing wastes, no standardized method exists to date [2].
The traditional classification of oil sludge detoxification and utilization methods includes the following groups of methods [10]:
-
thermal methods: incineration in different types of furnaces;
-
physical methods: physical separation of oil sludges: filtering, settling, or centrifuging;
-
chemical methods: extraction, solidification using additives;
-
physicochemical methods: use of reagents (solvents, demulsifiers, surfactants, etc.) that alter the physicochemical properties of the sludge, followed by treatment on special equipment;
-
biological methods: microbiological decomposition of hydrocarbons in soil directly at the storage sites, biothermal decomposition.
One-step processes are not always effective; most often complex treatment schemes are used [11].
In [12], a different classification of oil sludge treatment methods is suggested: volume reduction (mechanical dewatering, ultrasonic treatment, dewatering and incineration); stabilization (solidification, biological treatment, supercritical aqueous oxidation); industrial use (coking, pyrolysis, heating and washing with water in the presence of reagents, extraction).
Mechanical dewatering (settling, filtering, centrifuging, drying, freezing out). The method of centrifugal separation of oil sludge into mineral and organic parts has become the most popular. The homogeneous liquid oil sludge, after the treatment operations, separation of sand and other solids, is fed to high-speed centrifuges. The dewatered oil part enters a stage for further dewatering or is sent to the oil refinery. The water is sent for purification treatment or is returned into the process. The separated solid part is treated for further use [13]. In order to improve the efficiency of the process, the viscosity of the oil sludges must be reduced by pretreatment. With this objective, an organic solvent, demulsifiers, and surfactants are added. Treatment with steam and direct heating are also used. Thus after preheating [14], the less viscous oil sludge can be treated in a centrifuge. As a result, more than 80% of the liquid hydrocarbons can be extracted. Then the remainder is then mixed with hot water and again centrifuged. The mixture of hydrocarbons is combined and sent for further processing. Addition of a small amount of coagulant (CaCl2) can make the process more efficient from the standpoint of separation of the hydrocarbons, which in this case reaches 92%-96%; polymer (polyacrylamide) and cationic flocculents can also be used [15]. When using a combination of polymer flocculents and microorganisms, the efficiency of mechanical centrifuging can be significantly improved and the amount of flocculent can be reduced by more than 90% [13]. The reagentbased separation method for the oil sludge emulsion under centrifugal forces has been protected by a patent [16]. Residues containing a large amount of water are dewatered poorly by gravity methods and require other separation methods. In order to improve filtering of oil-containing residues, coagulants are added to them, such as lime and iron chloride. After coagulation, they are filtered on a vacuum filter [17].
Ultrasonic treatment is designed to remove crude oil from oil sludges by mechanical vibration caused by ultrasonic or acoustic cavitation. Mechanical vibrations coalesce droplets of the crude oil phase in the oil sludge. Cavitation permits rapid separation of the oils and the solids. Preliminary high-power treatment (cavitation, electric pulse, hydrodynamic) is proposed in [18] for crude oil-containing wastes. This treatment makes it possible to obtain heating oil, burner oil, and road construction materials during processing of heavy oil-containing wastes, prediluted with light components (treated oils, wash liquids, lubricants) and also to reduce the time required for subsequent biological treatment. Disadvantages of this method are associated with the fact that ultrasound has a negative effect on the flocculent, and increases the chemical oxygen demand. Accordingly, ultrasound technology is rarely used for treatment of oil sludges.
Dewatering and incineration. The most popular method for utilization of oil sludges is their incineration in special furnaces. This is one of the most effective approaches to safe utilization of wastes. Application of this technology provides complete utilization of the oil sludges with no contamination of the environment [17, 19]. The heat liberated during incineration can be used to obtain steam or electric power. The oil sludge is placed in a sludge compactor, heated to 60°C, and then flocculent is added. After stirring and settling, the oil sludge separates into layers with separation of water. The remaining dewatered residue is placed in a furnace for incineration, the temperature in which is 800°C-850°C [12, 20].
Solidification is an approach to treatment of oil sludges containing a significant amount of solids. A certain amount of a curing agent (which causes a number of stable and irreversible physical and chemical reactions, as a result of which a solid material is formed) is added to the oil sludge, and water and toxic compounds are bound or encased in a rigid matrix. Solidification is a hydration process [12]. Quicklime is one of the basic components used for mixing with oil sludges [21]. During reaction with water contained in the oil sludge, the lime slaking reaction occurs with liberation of heat and formation of calcium hydroxide, and the volume of the mixture increases tens of times. Calcium hydroxide is an adsorbent, absorbing the petroleum products present in the mixture with formation of a non-hygroscopic and mechanically strong capsule, within the shells of which are located the adsorbed petroleum products.
Cement was used as the curing agent in [22]. Inorganic binders like cement, ash, potassium and sodium silicates, lime, and gelling agents (bentonite or cellulose) can be used for chemical immobilization (or complexation) [10]. The authors of [23, 24] estimated the leachability of metals contained in solidified sludge: zinc, copper, nickel, and also sulfate and chromate anions. The results showed low leachability of the metals due to their immobilization in cement.
The solidification technology is also known as the reagent encapsulation method and as DKR technology [25]. The method suggested in [26] involves mixing wastes with lime, pretreated with water-repellent agents based on paraffins. Application of this technology makes it possible to separate foreign inclusions from the oil sludges and to detoxify large volumes of wastes from the oil industry.
The authors of [27] developed a technology for treating liquid and pasty oil sludges using the sorbent Ekonaft, consisting of quicklime (95%) and a modifier (triglyceride) (5%). The mineral powder obtained can be used as an additive to asphalt concrete mixtures. A similar method of waste-free treatment of oil-containing wastes (solid acid resid) was developed by the authors of [28–30] with the objective of obtaining a hydrophobic additive to asphalt concrete. The technology is based on chemical reaction of the acid resid and the quicklime with the modifier additive. The authors note that the method is general, makes it possible to detoxify oil sludge of any composition, and is environmentally friendly.
Biological treatment. A number of technologies based on a biological method for treating oil-containing wastes call for addition of microorganisms to the oil sludge, where the microorganism break down the hydrocarbons in the oil phase. Biological methods for detoxifying oil-containing wastes are some of the most environmentally friendly approaches. But the range of application for the biological preparations is limited by their activity range, the impossibility of using them at low temperatures, acidity of the medium, etc. After detoxification, the detoxified wastes can be used as fill in industrial areas [31].
Industrial use of oil sludges has been proposed as part of oil waste treatment, which increases the extent of oil processing, provides economical use of natural resources and reduces environmental pollution [2, 10].
Solvent extraction is a simple but efficient method for separating hydrocarbons from solid or semisolid residue. The oil sludge is first mixed in a column with the solvent, which selectively dissolves the oil phase; the water, solids, and carbon impurities are separated. Then the solvent is separated from the oil by distillation [32–37].
A variety of solvents are used for treatment of oil sludge: in [37], the effectiveness of methyl ethyl ketone and liquefied petroleum gas were compared. It was observed that the highest oil recovery is achieved for a 4:1 solvent:sludge ratio: 39% for methyl ethyl ketone, and 32% for liquefied petroleum gas. When using methyl ethyl ketone as the solvent, the separated oil practically does not contain any ash, carbon residue, or asphaltenes, but many sulfur compounds remain.
In order to recover crude oil from dewatered sludge, the authors of [38, 39] used: kerosene, n-heptane, toluene, methylene chloride, dichloroethane, and diethyl ether. The highest recovery of hydrocarbons (up to 76%) was achieved with toluene. It was shown that a solvent containing naphthene and aromatic rings is very effective for dissolving asphaltene components of oil sludges, while a solvent containing paraffins is effective for a sludge based on paraffin components. When hexane and xylene were used, the hydrocarbon recovery reached 67%, and the major extracted compounds were C9–C25 hydrocarbons [35].
A major obstacle to extraction is the need to use a large volume of organic solvents, which inevitably leads to significant costs and environmental problems.
Heating and washing with water in the presence of reagents involves adding reagents with heating to oil sludge diluted with water; in this case, the crude oil is desorbed from the surface of the solid phase. The indicated method is often used for extraction of crude oil from oil sands [12].
A complex method for treatment of oil sludges using detergents based on surfactants has been developed [40, 41]. Oil sludges and oil-contaminated soils, washed with detergent based on biodegradable surfactants and an alkaline buffer system in order to remove the crude oil, do not require additional treatment, and can be processed into construction materials or used as fill in cluster pads and roads. In [42, 43], it was reported that surfactants such as sodium dodecyl sulfate, linear alkyl benzenesulfonates etc., can be used to increase the hydrocarbon concentration in the aqueous phase. Researchers in [44, 45] used different groups of demulsifying systems based on surfactants to break the emulsion of an oil sludge, and showed that using these emulsifiers permits separation of 80% of the water from the oil sludges. In [46], ionic and nonionic surfactants were used for washing the oil sludge. The authors established that sodium dodecyl benzenesulfonate, polyoxyethylated alkyl phenol esters and sodium ethoxylated alkyl sulfate effectively facilitate treatment and washing of oil sludge. A solution of sodium ethoxylated alkyl sulfate is distinguished by high effectiveness: the residual oil content in the solid residue is 1.25%. In selecting a surfactant for extracting the crude oil, we need to bear in mind their effectiveness, cost, biodegradability, toxicity, and the possibility of re-use [2].
Pyrolysis is a method for obtaining petroleum products in high yield from oil sludge. In pyrolysis of oil sludge from tank cleaning, 70%-84% of the petroleum products can be separated from those contained in the original oil sludge [12, 47]. In this process, the oil sludge is heated up to 500°-1000°C in the absence of air. The products are hydrocarbons with low molecular weight in the liquid phase and/or uncondensed gases, and also coke. Compared with the incineration process, in pyrolysis fewer sulfur and nitrogen oxides are formed; furthermore, this process makes it possible to separate heavy metals from the liquid products contained in the oil sludges [48]. The result of rapid pyrolysis is liquid products (“pyrolysis oil”) which are used as fuel or feedstock for obtaining chemical products [49, 50].
It has been proposed to obtain the 200°-440°C hydrocarbon fraction in an inert oxygen-free atmosphere by low-temperature dry pyrolysis of oil-containing wastes, together with excess activated sludge, at a temperature of 500°-550°C for 40 minutes [47]. This method makes it possible to most completely use the resource and energy potential of the wastes. In addition to hydrocarbons, pyrolysis gases and pyrolysate (an organomineral composite), a coarsely disperse black material containing pyrolytic carbon, are also obtained. The high hydrophobicity of this material permits using it to recover crude oil and petroleum products from water and to absorb crude oil spilled on solid surfaces. The gaseous pyrolysis products are a mixture of CO, CH4, C2H6, C2H4, and N2.
The authors of [51] showed that about 80% of the total content of organic compounds in oil sludges can be processed in pyrolysis to hydrocarbons, and the maximum hydrocarbon yield is achieved in the temperature range 327°C-450°C. Crude oil is separated from the sludges in the temperature range 460°C-650°C with 70%-84% efficiency [52]. The pyrolysis process is affected by a number of factors: temperature, heating rate, properties of the oil sludge, and introduced chemical additives [53]. In hydrolysis in a nitrogen atmosphere, it was established that additions of sodium and potassium compounds increase the reaction rate in the temperature range 377°C-437°C [54]. The highest hydrocarbon yield is obtained when using KOH as the additive, then in order of effectiveness KCl, K2CO3, Na2CO3, NaOH, and NaCl. Additives of compounds of other metals (aluminum and iron) also affect the reaction rate, the yield, and the quality of the petroleum products formed during pyrolysis. The authors of [55, 56] developed the principles of the technology for catalytic pyrolysis of oil sludges using a number of metal chlorides: KCl, NaCl, MgCl2·6H2O, AlCl3·6H2O, FeCl2·4H2O, FeCl3·6H2O, ZnCl2, CoCl2·6H2O, and NiCl2·6H2O. The optimal process parameters were determined: temperature, 500°C; amount of CoCl2 catalyst, 5 wt.%. According to the experimental results, the major components of pyrolysis gas are methane, ethane, propane, and hydrogen. When using CoCl2, during pyrolysis the volume of gaseous products increased by a factor of 1.7 and their total heat of combustion increased by a factor of 2.1.
Interesting results are presented in [57]. Processes of combined pyrolysis of mixtures of wastes were studied: oil sludge and rubber crumb. Pyrolysis of oil sludge combined with rubber crumb makes it possible to obtain up to 66% liquid product (residential furnace fuel), containing 58% aromatic compounds, 29% paraffin/naphthene hydrocarbons, and 13% olefins.
When coking oil sludge, the yield of liquid products (gasoline and diesel fractions and gas oil) can reach 88%. The liquid coking products can be used as fuel or feedstock for subsequent processing [12].
In [58], a modified technology was developed for treating oil sludges, solid household and industrial wastes by coking them in a mixture with liquid off-spec hydrocarbon products or heavy petroleum residues. Coking oil sludge was carried out under the same conditions as coking industrial and household wastes: at 400°C-420°C for 4 hours. Isolated as the products were: hydrocarbon gas, 20 wt.%; distillate, 35 wt.%; water, 30 wt.%; and solid carbon residue, 15 wt.%.
Methods for treatment of oil wastes that are based on rectification of crude oil collected from the surface of oil sludges and distillation of oil sludge have become widely used owing to the possibility of obtaining oil fractions that can be used further [59–64].
Treatment of oil sludge by catalytic cracking, with the goal of obtaining motor and boiler fuels, is described in [62]. The reactor temperature was varied from 500°C to 730°C, the cracking time was 40-200 minutes, the consumption of catalyst (natural aluminum silicate) was 0.67 kg/kg feedstock. Paraffins predominated among the products.
Bottom oil sludges and oil wastes with high solids content in practice are not subject to utilization because their treatment is technically complicated. The objective of [65] was to develop a liquid-phase thermolysis process for these wastes and other highly stable oil-emulsified sludge with high solids content. As a result, a complex technology for utilization of oil sludges was proposed. The thermolysis distillate obtained was separated by distillation into the fractions ibp-200°C, 200°C-350°C, and the remainder > 350°C.
In [64], atmospheric distillation of oil sludge was carried out at a temperature up to 340°C, vacuum distillation was conducted at a temperature up to 300°C under a residual pressure of 30-40 torr in a nitrogen atmosphere. The major components of the diesel fraction were straight-chain and slightly branched C12-C17 hydrocarbons. The possibility of using the bottoms from vacuum distillation of oil sludges in bituminous binders is shown in [66].
In [67], oil sludge with water content up to 10 wt.% was dispersed, separated into gasoline and diesel fractions and the remainder in a rectifying column under a pressure of 0.15-0.5 MPa. The method is applicable for liquid and viscous oil sludges and petroleum products obtained in wastewater treatment.
Oxidative thermal treatment of oil sludge is described in [68]. The proposed approaches to carrying out the process made it possible to obtain products with characteristics similar to gasoline and diesel fuels and oils. The method for treatment of oil sludges and slop oils is protected by a patent [69]. Slop oil consists mainly of resins and asphaltenes, and is an extremely stable “water-oil” emulsion. Oil sludges and slop oils undergo settling at 60°C-100°C; the settling product is sent for oxidative cracking at 400°C-500°C with a mixture of air and steam.
Along with oil sludges, acid resids are some of the highest tonnage old wastes from the oil refining and petrochemical industry. This is the type of waste that is the most difficult to utilize. There is considerable interest in technologies for using acid resids as a component of liquid fuel in cement factories and boilers [70]. Thus it is suggested to mix acid resids with waste oils in 1:1 ratio. Analysis of stack gases when incinerating acid resids has shown that emissions of hazardous substances, including nitrogen oxides, do not increase compared with emissions when burning boiler fuels. Other developments have been aimed at treatment of sulfuric acid resid to form solid lump (granulated) fuel for incineration in electric power stations or cement factories.
The most economical route for utilization of oil sludges and acid resids was proposed by the authors of [71–73]. The new high-efficiency technology involves carrying out controlled thermal degradation of high molecular weight hydrocarbons. The proposed technology for thin-layer cracking of oil wastes uses complex treatment of all components of the acid resids to form commercial products, and makes it possible to control the production process. This method makes it possible to utilize wastes from oil refineries, obtaining different commercial products: bitumen and liquid fuel or coke and liquid fuel. Such technology is suitable for treatment of acid resids, straight-run resids, oil sludges, old heating oils, asphalts for deasphalting etc. The technology is protected by patents [74–76].
In [77], a procedure is proposed for SARA analysis of acid resids, which the authors believe is necessary for further optimization of the thin-layer cracking production process. By means of successive extraction of hydrocarbons, resins, asphaltenes, carbenes, carboids, and solids (mineral impurities) with the corresponding solvents, the oil wastes were separated, which made it possible to simplify the analysis of the composition for both the original acid resids and the cracking products.
In [78], a complex method is proposed for treating acid resid: thermal oxidation. The technology calls for washing the acid resid with water, and then a hydrocarbon fraction is obtained to be sent to the furnace for burning. The target product of the treatment is sulfuric acid.
Combined thermochemical treatment of oil sludges and acid resids in mixtures with shale or brown coal is of significant interest [28, 35, 79–84]. The authors believe that such a method makes it possible to solve several problems at once: to efficiently utilize many years of accumulation of oil sludges and acid resids, to convert the oil wastes in mixtures with coal or slate into a granulated form that is easy to process and readily transportable, and also to improve the quality of the thermolysis products obtained. The process is very environmentally friendly because the carbonate component of the oil shales or coals is used to neutralize the acid components contained in the acid resids and oil sludges. For combined thermochemical treatment of mixtures of solid fuels (oil shales, brown coal) with oil wastes, it was established that the yield of liquid products was higher than with separate treatment, and the yield of solid residue was decreased. It should be noted that this technology, despite all its advantages, is one of the most energy-intensive and resource-intensive technologies.
The wide range of compositions for oil sludges and acid resids requires development of cost-effective and environmentally friendly technologies to solve the problem of comprehensive use of their hydrocarbon resources. Treatment of large-tonnage accumulations of oil-containing wastes with the objective of producing commercial products is still a timely problem.
References
E. A. Mazlova and S. V. Meshcheryakov, Topics in Crude Oil Sludge Utilization and Treatment Methods [in Russian], Noosfera, Moscow (2001). 56 pp.
G. Hu, J. Li, and G. Zeng, Journal of Hazardous Materials, 261, 470-490 (2013).
L. J. Silva, F. C. Alves, and P. F. Franca, Waste Management & Research, 30, 1016-1030 (2012).
C. Chang, J. L. Shie, J. Lin et al., Energy & Fuels, 14, 1176-1183 (2000).
P. R. Khaidarov and S. K. Kudratova, Molodoi Uchenyi, No. 11, 125-127 (2014).
I. R. Khairudinov, Crude Oil Waste and Sludge Treatment Methods [in Russian], Khimiya, Moscow (1989). 425 pp.
E. A. Mazlova and S. V. Meshcheryakov, Chemistry and Technology of Fuels and Oils, 35, 49-53 (1999).
R. Z. Minnigalimov and R. A. Nafikova, Neftyanoe Khozyaistvo, No. 4, 105-107 (2008).
G. G. Yagafarova, L. A. Nasyrova, F. A. Shakhova et al., Ecological Engineering in the Oil and Gas Industry [in Russian], Izdat. UGNTU, Ufa (2007). 334 pp.
O. A. Zharov and V. L. Lavrov, Ekologiya Proizvodstva, No. 5, 43-51 (2004).
I. A. Yul’timirova, Nalogi. Investitsii. Kapital, No. 1 (2004). URL: nic.pirit.info/200311/201.htm (date accessed 21 October 2014).
G. Jing, M. Luan, and T. Chen, Khim. Tekh. Topliv Masel, No. 4, 44-54 (2011).
N. Buyukkamaci and E. Kucukselek, Journal of Hazardous Materials, 144, 323-327 (2007).
US Patent 5928522A.
A. Cambiella, J. M. Benito, C. Pazos et al., Chemical Engineering Research and Design, 84, 69-76 (2006).
US Patent Application 2010101965.
S. S. Timofeeva and S. S. Timofeev, Uspekhi Sovremennogo Estestvoznaniya, No. 8, 10-11 (2009).
A. A. Vikarchuk, I. I. Rastegaeva, and E. Yu. Chernokhaeva, Vektor Nauki TGU, No. 3, 70-75 (2012).
Y. Qin and H. Li, Technology Supervision in Petroleum Industry, 4, 25-29 (2010).
C. Chen, S. Li, C. Yye et al., Journal of Chemical Industry and Engineering (China), 3, 650-657 (2006).
R. Sh. Sufiyanov, Izvestiya Vuzov. Neft’ i Gaz, No. 6, 117-120 (2005).
A. K. Karamalidis and E. A. Voudrias, Journal of Hazardous Materials, 148, 122-135 (2007).
A. K. Karamalidis and E. A. Voudrias, Journal of Hazardous Materials, 141, 591-606 (2007).
A. K. Karamalidis, V. Psycharis, I. Nicolis et al., Journal of Environmental Science and Health, Part A, 43, 1144-1156 (2008).
S. Yu. Vorob’eva, M. S. Shpin’kova, and I. A. Meritsidi, Territoriya Neftegaz, No. 2, 68-71 (2011).
Yu. M. Gerzhberg, Yu. V. Logunova, V. V. Tokarev et al., Zashchita Okruzhayushchei Sredy v Neftegazovom Komplekse, No. 7 (2009).
T. A. Litvinova, T. V. Vinnikova, T. P. Kosulina, Ekologiya i Promyshlennost’ Rossii, No. 10, 10-14 (2009).
A. V. Garabadzhiu, A. M. Syroezhko, O. M. Flisyuk et al., Neftepererabotka i Neftekhimiya, No. 9, 42-46 (2012).
A. G. Ishkov, G. S. Akopova, L. V. Strekalova et al., Ekologiya i Promyshlennost’ Rossii, No. 9, 14-17 (2012).
A. G. Ishkov, G. S. Akopova, S. I. Kozlov et al., Ékologiya i Promyshlennost’ Rossii, No. 9, 18-23 (2012).
M. S. Shpin’kova and S. V. Meshcheryakov, Ékologiya i Promyshlennost’ Rossii, No. 12, 20-23 (2013).
S. M. Al-Zahrani and M. D. Putra, Journal of Industrial and Engineering Chemistry, 19, 536-539 (2013).
S. A. Avila, R. R. Eustaquio, J. Reza et al., Separation Science and Technology, 42, 2327-2345 (2007).
G. Hu, J. Li, and H. A. Hou, Journal of Hazardous Materials, 283, 832-840 (2014).
E. A. Taiwo and J. A. Otolorin, Petroleum Science and Technology, 27, 836-844 (2009).
G. Zhou, L. Gu, and D. Li, Environmental Protection of Chemical Industry, 5, 270-273 (2003).
E. A. H. Zubaidy and D. M. Abouelnasr, Process Safety and Environmental Protection, 88, 318-326 (2010).
A. V. El Naggar, E. A. Saad, A. T. Kandil et al., J. Petrol. Technol. Altern. Fuels, 1, 10-19 (2010).
US Patent Application 20060042661.
L. K. Altunina, L. I. Svarovskaya, and D. A. Filatov, Neftepererabotka i Neftekhimiya, No. 2, 38-41 (2011).
L. K. Altunina and L. I. Svarovskaya, Neftekhimiya, 52, 150-153 (2012).
C. Cuypers, T. Pancras, T. Grotenhuis et al., Chemosphere, 46, 1235-1245 (2002).
D. Grasso, K. Subramaniam, J. J. Pignatello et al., Colloids and Surfaces A: Physicochemical and Engineering Aspects, 194, 65-74 (2001).
A. A. Abdel-Azim, A.-R. M. Abdul-Raheim, R. K. Kamel et al., Journal of Petroleum Science and Engineering, 78, 364-370 (2011).
T. N. C. Dantas, A. A. D. Neto, and E. F. Moura, Journal of Petroleum Science and Engineering, 32, 145-149 (2001).
G. Jin, M. Li, Y. Qin et al., Research Journal of Chemistry and Environment, 14, 52 (2010).
Ya. I. Vaisman, I. S. Glushankova, L. V. Rudakova et al., Nauchnye Issledovaniya i Innovatsii, 4, No. 3, 21-28 (2010).
L. Shen and D. K. Zhang, Fuel, 82, 465-472 (2003).
J. Liu, X. Jiang, and X. Han, Journal of Hazardous Materials, 185, 1205-1213 (2011).
A. V. Bridgwater, D. Meier, and D. Radlein, Organic Geochemistry, 30, 1479-1493 (1999).
J. Liu, X. Jiang, L. Zhou et al., Journal of Hazardous Materials, 161, 1208-1215 (2009).
H. Schmidt and W. Kaminsky, Chemosphere, 45, 285-290 (2001).
P. Punnaruttanakun, V. Meeyoo, C. Kalambaheti et al., Journal of Analytical and Applied Pyrolysis, 68-69, 547-560 (2003).
J. L. Shie, J. P. Lin, C. Y. Chang et al., Resources, Conservation and Recycling, 39, 51-64 (2003).
K. V. Chalov, Y. V. Lugovoy, V. Y. Doluda et al., Chemical Engineering Journal, 238, 219-226 (2013).
K. V. Chalov, Yu. V. Lugovoi, Yu. Yu. Kosintsev et al., Khimicheskaya Promyshlennost’ Segodnya, No. 9, 8-11 (2013).
E. K. Papynov and N. P. Shapkin, Khimicheskaya Tekhnologiya, No. 3, 48-52 (2009).
L. V. Trushkova and A. N. Paukov, Izvestiya Vuzov. Neft’ i Gaz, No. 9, 34 (2007).
A. K. Kurochkin and T. Tamm, Sfera Neftegaz, No. 4, 72-81 (2010).
V. N. Ponomarev and Yu. N. Shtonda, Vestnik Vostochno-Ukrainskogo Natsional’nogo Universiteta im. V. Dalya, No. 7, 54-56 (2010).
A. G. Eivazova and R. M. Nesmeyanova, in: Modern Engineering and Technologies: Proceedings, Eighteenth International Applied Research Conference of Undergraduate and Graduate Students and Young Scientists, Tomsk, 9-13 April 2012 [in Russian], Tomsk (2012), pp. 147-148.
N. P. Shapkin, S. V. Gardionov, and E. K. Napynov, in: Cooperation for Solving Waste Problems. Proceedings, Third International Conference, Kharkov, 7-8 February 2006 [in Russian], Kharkov (2006), pp. 128-129.
Russian Federation Patent 2502784.
A. N. Sukhonosova, A. A. Pimenov, N. G. Gladyshev et al., Ekologiya i Promyshlennost’ Rossii, No. 12, 10-14 (2011).
A. G. Bikchentaeva, A. A. Desyatkin, and A. F. Akhmetov, Bashkirskii Khimicheskii Zhurnal, No. 3, 57-59 (2003).
V. Yu. Pivsaev, P. E. Krasnikov, M. S. Kuznetsova et al., Neftegazovoe Delo, No. 2, 285-292 (2012).
Russian Federation Patent 2194738.
J. L. Shie, C. Y. Chang, J. P. Lin et al., Water Science & Technology, 44, 349 (2001).
Russian Federation Patent 2041861.
A. A. Nikitina, A. S. Belyaeva, A. V. Kunakova et al., Vestnik, Kazanskogo Tekhnologicheskogo Universiteta, 16, 47-50 (2013).
N. A. Dvoryaninov, A. D. Zorin, E. N. Karataev et al., Retsikling Otkhodov, No. 10, 12-15 (2007).
A. D. Zorin, in: Industrial Waste Treatment. Ecology. Technologies: Proceedings, Second Applied Research Conference, Nizhnii Novgorod, 20 November 2012 [in Russian], Nizhnii Novgorod (2012), pp. 38-40.
A. D. Zorin, E. N. Karataev, V. F. Zanozina et al., Neftekhimiya, 52, 276 (2012).
Russian Federation Utility Model Patent 124676.
Russian Federation Patent 217957.
Russian Federation Patent 2287550.
T. V. Kuznetsova, V. F. Zanozina, and M. V. Khmeleva, Vestnik Nizhegorodskogo Universiteta, No. 1, 865-888 (2013).
I. V. Pavlova, I. N. Postnikova, E. S. Golovanova et al., Sovremennye Problemy Nauki i Obrazovaniya, No. 2 (2013). www.science-education.ru/pdf/2013/2/438.pdf (date accessed 21 October 2014).
A. M. Gerasimov, A. M. Syroezhko, V. A. Itskovich et al., Koks i Khimiya, 9, 25-28 (2012).
A. M. Gerasimov, A. M. Syroezhko, and S. V. Dronov, Koks i Khimiya, 5, 31-35 (2012).
Russian Federation Patent 2502783.
A. M. Gerasimov, A. M. Syroezhko, and V. A. Itskovich, Izvestiya SPbGTI(TU), 16(42), 40-43 (2012).
A. M. Gerasimov, A. V. Garabadzhinu, A. M. Syroezhko et al., Izvestiya SPbGTI(TU), 19(45), 42-46 (2013).
S. N. Gromov, V. A. Itskovich, A. M. Syroezhko et al., Izvestiya SPbGTI(TU), 23(49), 69-71 (2014).
This work was done as part of the Federal Targeted Program “Research & Development in Priority Areas for Development of the Science and Technology Sector in Russia 2014-2020,” Action 1.3. Agreement to provide a subsidy No. 14.577.21.0106.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimiya i Tekhnologiya Topliv i Masel, No. 5, pp. 52 – 58, September – October, 2015.
Rights and permissions
About this article

Cite this article
Egazar’yants, S.V., Vinokurov, V.A., Vutolkina, A.V. et al. Oil Sludge Treatment Processes. Chem Technol Fuels Oils 51, 506–515 (2015). https://doi.org/10.1007/s10553-015-0632-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10553-015-0632-7