
Abstract
The effect of three different types of glycerol on the performance of up-flow anaerobic sludge blanket (UASB) reactors treating potato processing wastewater was investigated. High COD removal efficiencies were obtained in both control and supplemented UASB reactors (around 85%). By adding 2 ml glycerol product per liter of raw wastewater, the biogas production could be increased by 0.74 l biogas ml−1 glycerol product, which leads to energy values in the range of 810–1270 kWhelectric per m3 product. Moreover, a better in-reactor biomass yield was observed for the supplemented UASB reactor (0.012 g VSS g−1 CODremoved) compared to the UASB control (0.002 g VSS g−1 CODremoved), which suggests a positive effect of glycerol on the sludge blanket growth.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Since 2001, the total production of crude biogas in the EU countries has increased constantly, corresponding to 2.7 million tons of oil equivalent per year (Demirbas and Balat 2006). Methane is the main component of biogas, accounting for 60–70%. Its heat value, about 2.5 × 104 kJ m−3, is equivalent to 1 kg raw coal or 0.76 kg standard coal (Zeng et al. 2007).
High-rate systems, such as up-flow anaerobic sludge-blanket (UASB) reactors, are widely used for the treatment of several types of industrial wastewaters (Van Lier et al. 1996). Their productivity can be improved by supplementing with readily digestible co-substrates (Van Assche et al. 1983). The aims of using co-substrates can be: (i) to maintain a stable pH within the methanogenesis range (Brummeler and Koster 1990; Kaparaju and Rintala 2005); (ii) to help degradation of low biodegradability substrates (Malpei et al. 1998); (iii) to decrease the start-up period (Veiga et al. 1992; 1994); or, (iv) to accelerate the biogas production (Van Lier et al. 2001). In the latter case, different types of materials (chemicals, wastes, etc.) have been used as co-substrates in anaerobic digestion to enhance the biogas production. However, to our knowledge, there is limited information available on the use of glycerol as a co-substrate.
Glycerol is a sugar alcohol, whose production has increased in the last years since it is a 10% by-product of bio-diesel manufacture. Compared to other co-substrates (food and animal wastes, glucose, cellulose, etc.), glycerol has the advantages of being readily digestible and easily storable over a long period. Since the large volumes produced would lead to low prices, glycerol can be an effective co-substrate to facilitate the operation of existing biogas plants.
The objectives of this work were: (i) to evaluate technically the use of glycerol as a co-substrate to improve the biogas production during the anaerobic treatment of potato processing wastewater; (ii) to compare the effects of different types of commercial glycerol from the market; and, (iii) to evaluate economically the advantages of using glycerol as a co-substrate for the anaerobic treatment of industrial wastewaters.
Materials and methods
Wastewater characteristics
The raw wastewater used as feed was delivered from a full-scale anaerobic digester treating potato processing wastewater (Mydibel, Belgium). Its main characteristics are shown in Table 1. It can be observed that the total chemical oxygen demand (CODt) fluctuated from 1.5 to 8.9 g CODt l−1 during the experimental period. Due to its low pH, sodium hydroxide was added to the raw wastewater before feeding the UASB reactors to adjust the pH to about 7.5.
Glycerol
Three different types of glycerol products from the market were tested in this study, i.e., the so called pure glycerol, the crude glycerol and the high conductivity (HC) glycerol. Table 2 shows the main characteristics of each product.
Experimental set-up
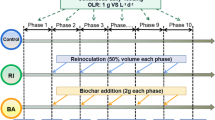
Two laboratory-scale UASB reactors (control and supplemented) with a diameter of 5 cm and a volume of 2.3 l were installed and monitored for the three types of glycerol products respectively (Fig. 1). Both UASB reactors were inoculated with 500 ml of seed sludge harvested from the full-scale anaerobic digester treating potato processing wastewater (Mydibel, Belgium), which led to an in-reactor dry matter (DM) and volatile suspended solids (VSS) concentration of approximate 11 g DM l−1 and 9 g VSS l−1, respectively. They were fed semi-continuously (2 min h−1), with a flow rate of approximately 50 ml min−1, which led to a hydraulic retention time (HRT) of 20 h (except in phase 3:40 h). A recirculation with a liquid up-flow velocity of around 1 m h−1 was operated continuously in both reactors. The effluents and the biogas overflowed into the effluent tank and the gas column, respectively, while the sludge was retained by sedimentation in the reactors (Kalogo et al. 2001).

Scheme of the lab-scale experimental set-up of the UASB reactor
Temperature was maintained at 33 ± 2°C and pH, COD, volatile fatty acids (VFA) and biogas production were the parameters monitored.
Start-up period
During the start-up period (14 days), the UASB control reactor was fed with raw wastewater at an average volumetric loading rate (Bv) of 7.0 ± 0.7 g COD l−1 d−1, while the UASB treatment reactor was fed with raw wastewater supplemented with 1 ml of the so-called pure glycerol (Table 2) per liter wastewater, which corresponded with an average Bv of 8.2 ± 1.0 g COD l−1 d−1. The aim was to adapt the sludge of the UASB supplemented reactor to glycerol biodegradation.
Experimental period
Three experimental runs (40 days) were carried out in the two UASB reactors. The UASB control was fed with only raw wastewater throughout the whole experimental period, while the UASB treatment was fed with raw wastewater supplemented with the different types of glycerol. Table 3 shows the main operational parameters during the start-up and experimental period.
During phase 1 (day 15 to 32), the amount of so-called pure glycerol added to the UASB treatment was increased to 2 ml l−1 wastewater to obtain a mature performance of the UASB supplemented reactor. Subsequently, the Bv of the UASB supplemented reactor was 7.6 ± 2.7 g COD l−1 d−1; the UASB control had a lower Bv of 4.9 ± 2.9 g COD l−1 d−1. During phase 2 (day 33–44), the crude glycerol was tested in the UASB supplemented reactor at the same dose of 2 ml l−1 wastewater. The higher Bv values obtained (average: 11.7 ± 1.9 g COD l−1 d−1) compared to those of phase 1 were mainly due to the higher CODt concentrations of the raw wastewater. The average Bv of the UASB control was 8.4 ± 1.3 g COD l−1 d−1. Finally, during phase 3 (day 31–40), the HC glycerol was tested in the UASB supplemented reactor at the same dose as in the previous phases. Due to the high COD concentrations in the raw wastewater (14.1 ± 1.2 g COD l−1), the HRT was increased to 40 h in both reactors to avoid an organic overload. Similar average Bv values were obtained for the UASB control and the UASB supplemented reactors, i.e. 8.6 ± 0.8 and 8.7 ± 1 g COD l−1 d−1, respectively, which are explained by the high COD content of the raw wastewaters and the low COD content of the HC glycerol (only accounting for 12% of the total COD fed).
Analytical techniques
Biogas production was followed by liquid displacement and biogas composition was analyzed with an Intersmat IGC 120 MB gas chromatograph connected to a Hewlett-Packard 3390 A integrator. Volatile Fatty Acids (VFAs) were extracted with diethyl ether as described by Holdeman et al. (1977) and measured in a gas chromatograph (Carlo Erba Fractovap 4160) equipped with a flame-ionization detector and a Delsi-Nermag integrator (ENICA−31). pH values were measured with a pH meter (Consort C532) and the other physico-chemical parameters (COD, TSS, VSS, DM, TKN, P, SO 2−4 , SVI) were determined according to the standard methods.
The in-reactor biomass yield (Y) and the particle size distribution were determined in both UASB reactors on day 1 and day 33 (before start-up and at the end of phase 1). The in-reactor biomass yield (Y, in g VSS g−1 CODremoved) was calculated from the mass balance of volatile suspended solids (VSS) in the reactor in relation to the amount of COD removed, as indicated in the following equation.
To determine the particle size distribution (wet weight basis), settled sludge from the UASB reactors was sieved through a 0.5 mm pore size.
Results
Performance of reactors
During the experimental period, the pH in both reactors was rather stable and varied between 7.0 and 7.5 (data not shown). Figure 2 illustrates the volumetric loading rates (Bv), the total COD values and the VFA concentrations in the influent and effluent of both UASB reactors. Since real industrial wastewaters were used as feeding of the reactors, the COD (Fig. 2b) and VFA (Fig. 2c) concentrations in the influent fluctuated strongly according to the operational conditions of the potato processing industry, which caused important variations on the volumetric loading rates applied to the UASB reactors, with values ranging from 2 up to 14 g COD l−1 d−1 (Fig. 2a). Despite these fluctuations in the influent COD levels, the concentrations in the effluent remained constant and low in both reactors, about 100 mg COD l−1 (Fig. 2b), which led to COD removal efficiencies of around 85%. Only during phase 3, lower COD elimination was achieved, i.e. 73% for the UASB control and 75% for the UASB treatment, which was probably due to the increased COD concentration in the raw wastewater, around 14.1 g COD l−1.

(a) Volumetric loading rates of control and supplemented UASB reactors. (b) Influent and effluent COD concentrations in the control and supplemented UASB reactors. (c) Influent and effluent VFA concentrations in the control and supplemented UASB reactors
The residual VFA concentrations in the effluent of both UASB reactors remained very low, as shown in Fig. 2c, leading to VFA removal efficiencies higher than 90% throughout the whole experimental period. The major components of the VFAs in the effluents were acetic and propionic acid, accounting for more than 95% of total VFA as COD; other VFA were detected at insignificant concentrations (data not shown). The slight increase of residual VFA during phase 3 fits with the greater COD levels (Fig. 2b).
Effect on biogas production
The theoretical amount of the biogas produced per gram of glycerol product can be calculated from the Buswell formula (Eq. 2) and the ideal gas law (Eq. 3).
where P is the absolute pressure, Pa; V is the volume of gas, m3; n is the moles of gas; R is the gas constant, 8.314 m3 Pa K−1 mol−1; and, T is the temperature, K.
Taking into account the density of the theoretical glycerol (1.26 kg l−1, Table 2), it can be calculated that 0.72 l biogas (0.42 l methane) can be produced per gram of theoretical glycerol. For the three types of glycerol used in this work, the theoretical amounts of methane which can be obtained are (Table 4): 0.47 l g−1 so-called pure glycerol, 0.44 l g−1 crude glycerol and 0.37 l g−1 HC glycerol.
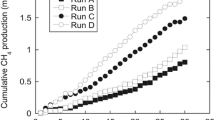
Figure 3 shows the biogas produced experimentally in the control and supplemented UASB reactors. Throughout the whole experimental period, higher daily biogas production was achieved in the UASB supplemented reactor (8.6 ± 2.2 l d−1) than in the UASB control (5.4 ± 2.5 l d−1), which is explained by the extra glycerol-COD added (79% in phase 1, 23% in phase 2, 13% in phase 3). The biogas produced per liter of wastewater treated was 1.5 times higher in the UASB supplemented (4.6 ± 2.3 l l−1 wastewater) than in the UASB control (3.1 ± 2.0 l l−1 wastewater), as illustrated in Fig. 3b. This means that the addition of glycerol enhanced the biogas production capacity, around 0.74 l biogas (0.41 l methane) m l−1 glycerol product added, calculated as the average value from the three glycerol products (Table 4).

(a) Biogas production in the control and supplemented UASB reactors, expressed as l d−1; (b) Biogas production in the control and supplemented UASB reactors, expressed as l l−1 wastewater
Comparing the three different types of glycerol products tested (Table 4), the so-called pure glycerol gave the highest methane production (0.48 l methane m l−1 product, 0.71 l biogas m l−1 product), followed by the crude glycerol (0.44 l methane m l−1 product, 0.77 l biogas m l−1 product), and finally, the HC glycerol (0.30 l methane m l−1 product, 0.74 l biogas m l−1 product). Hence, as expected, the lower glycerol content in the product, the lower methane production.
Effect on biomass granulation
The in-reactor biomass yield (Y) and the particle size distribution were determined in both UASB reactors on day 33 (at the end of phase 1). The results obtained are summarized in Table 5. A considerable difference between the two granular sludge beds could be detected visually. The granular sludge bed increased continuously in the UASB supplemented (from 24 to 37 cm), while in the UASB control, this increase was less significant (from 24 to 31 cm). The extra addition of the so-called pure glycerol, and therefore the supply of extra organic carbon source, favored the growth of volatile solids (=active biomass) in the UASB supplemented reactor (a difference of 3 g VS l−1 was found after 33 days), and subsequentially, the in-reactor biomass yield (0.012 g VS g−1 COD converted) was higher compared to that in the UASB control (0.002 g VS g−1 COD converted).
Although no clear difference in sludge structure (granules or fluffy sludge) could be detected visually between both UASB reactors, a larger fraction (on wet weight basis) of small granules (<0.5 mm) was retained in the UASB supplemented (59%) than in the UASB control (51%).
Since the duration of phase 2 (with crude glycerol) and phase 3 (with HC glycerol) was quite short for biomass growth (12 and 10 days, respectively), the effect of these glycerol products on biomass granulation was not evaluated.
Discussion
The co-digestion of potato processing wastewater with three different types of glycerol increased the biogas, and concomitantly the methane production, per liter of wastewater treated by a factor of around 1.5. Among the three glycerol products tested, similar results were obtained with the so-called pure glycerol and the crude glycerol. The HC glycerol gave a slightly lower methane production, related to its lower purity.
Although the volumetric loading rate fluctuated strongly according to the characteristics of the raw industrial wastewaters used, no COD or VFA accumulation occurred in the control and the supplemented UASB reactors, which indicates their stable operation. Moreover, no significant difference on COD removal efficiency was observed between both reactors (around 85%).
Despite the presence of sulfur compounds in the glycerol products, the content of H2S in the biogas produced in the supplemented UASB reactor was similar to that in the UASB control (around 0.2%).
Interestingly, the supplementation of the feeding with glycerol had a positive effect on the in-reactor biomass growth. The in-reactor biomass yield of the UASB supplemented was 6 times higher than that of the UASB control, i.e. 0.012 and 0.002 g VS g−1 COD converted, respectively.
The economic evaluation of the three different types of glycerol tested is given in Table 6. It was assumed that 2.7 kWh electrical energy can be produced from 1 m3 methane and 0.1€ as the selling price per electric kWh. Although the so-called pure glycerol product represents the highest putative income, it has to be bought at a reasonable cost (<90€) to become competitive. Therefore, the most profitable glycerol product for co-digestion could be the crude glycerol.
Overall, it can be concluded that glycerol is a feasible and economically interesting co-substrate to enhance the anaerobic treatment of industrial wastewaters.
References
Brummeler ET, Koster IW (1990) Enhancement of dry anaerobic batch digestion of the organic fraction of municipal solid waste by an aerobic pretreatment step. Biol Wastes 31(3):199–210
Demirbas MF, Balat M (2006) Recent advances on the production and utilization trends of bio-fuels: A global perspective. Energy Convers Manag 47:2371–2381
Holdeman L, Cato E, Moore W (1977) Anaerobic Laboratory Manual. Virginia Polytechnic Institute and State University, Blacksberg, Virginia
Kalogo Y, MBouche JH, Verstraete W (2001) Physical and biological performance of self-inoculated UASB reactor treating raw domestic sewage. J Environ Eng-ASCE 127(2):179–183
Kaparaju P, Rintala J (2005) Anaerobic co-digestion of potato tuber and its industrial by-products with pig manure Resources. Conserv Recycling 43:175–188
Malpei F, Andreoni V, Daffonchio D, Rozzia A (1998) Anaerobic digestion of print pastes: a preliminary screening of inhibition by dyes and biodegradability of thickeners. Bioresour Technol 63:49–56
Van Assche P, Poels J, Verstraete W (1983) Anaerobic digestion of pig manure with cellulose as co-substrate. Biotechnol Lett 5:749–754
Van Lier JB, Sanz JL, Lettinga G (1996) Effect of temperature on the anaerobic thermophilic conversion of volatile fatty acids by dispersed and granular sludge. Water Res 30(1):199–207
Van Lier JB, Tilche A, Ahring BK, Macarie H, Moletta R, Dohanyos M, Hulshoff LW, Liens P, Verstraete W (2001) New perspectives in anaerobic digestion. Water Sci Technol 43(1):1–18
Veiga MC, Mendez R, Lema JM (1992) Development and stability of biofilms in bioreactors. Biofilms Sci Technol 223:421–434
Veiga MC, Mendez R, Lema JM (1994) Anaerobic filter and DSFF reactors in anaerobic treatment of tuna processing wastewater. Water Sci Technol 30(12):425–432
Zeng X, Ma Y, Ma L (2007) Utilization of straw in biomass energy in China. Renewable and Sustainable Energy Reviews 11:976–987
Acknowledgments
We gratefully acknowledge the Spanish Ministry of Education and Science (grant EX2006-0963) for the financial support and to Avecom NV (Belgium) for its cooperation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ma, J., Van Wambeke, M., Carballa, M. et al. Improvement of the anaerobic treatment of potato processing wastewater in a UASB reactor by co-digestion with glycerol. Biotechnol Lett 30, 861–867 (2008). https://doi.org/10.1007/s10529-007-9617-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10529-007-9617-x