
Abstract
Saccharomyces cerevisiae is the main yeast responsible for alcoholic fermentation of grape juice during wine making. This makes wine strains of this species perfect targets for the improvement of wine technology and quality. Progress in winemaking has been achieved through the use of selected yeast strains, as well as genetic improvement of wine yeast strains through the sexual and pararexual cycles, random mutagenesis and genetic engineering. Development of genetically engineered wine yeasts, their potential application, and factors affecting their commercial viability will be discussed in this review.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Winemaking is an ancient art allowing the conversion of grape juice (must) into wine. From a sensorial point of view, the predominant character of must is sweetness, while wine flavor is full of complexity and refinement. In addition, winemaking and wine consumption are charged with positive cultural and social connotations in several countries. For some, it also carries some of the negative image associated with alcohol consumption, even though the number of claims of health promoting activities for wine is ever-increasing (Cooper et al. 2004; Bianchini and Vainio 2003; Di Castelnuovo et al. 2002; Wu et al. 2001). Wine quality is the result of a complex network of interactions, established along the different steps in the winemaking process, from the agronomical management of grapevine culture to the conditions in which wine is finally served to the consumer (Lund and Bohlmann 2006; Fleet 1993). Most producing regions around the world are proud of a long historical tradition and the flavor of the centuries is currently one major source of perceived quality and added value for wine. Notwithstanding, the wines we now enjoy have probably little in common with those ancient Egyptians or Romans used to drink. This is the consequence of a continuous improvement in wine quality over the centuries, involving all the different steps in the production process. Nowadays the winemaking industry debates between tradition and technological evolution.
In this review we will focus on the fermentation step of winemaking and, more specifically, on the yeast used for alcoholic fermentation which has been one major source of improvement of wine technology during the second half of the last century. Development of genetically engineered wine yeasts, their potential application and factors affecting their commercial viability will be specifically discussed (additional information can be found in Pretorious 2000; Rainieri and Pretorious 2000).
Yeast and wine quality
The identification of yeast as being responsible for alcoholic fermentation of grape must dates to the works of Pasteur. The main species responsible for this process is Saccharomyces cerevisiae (Querol and Fleet 2006). Apart from alcoholic fermentation, which is the main chemical transformation (in quantitative terms) that takes place during winemaking, yeasts are also responsible of the production of a series of other small molecules like glycerol, acetate, succinate, pyruvate, and several esters, all of them contributing to the sensorial properties of the wine (Fleet 1993). In addition, yeast cells release cell constituents including proteins and polysaccharides, which also contribute to wine quality (Escot et al. 2001).
Choice of wine yeast strain is recognized as having a major influence in the quality of both still and sparkling wines (Kunkee and Amerine 1970; Querol and Ramon 1996; Martinez-Rodriguez et al. 2001). In practice this observation led to the use of selected yeast strains that are usually commercialized as active dry yeast. The particular strain used should be adapted to the type of wine that is to be produced. Selection criteria for wine yeast strains have been discussed in several reviews (see for example Fleet 1993). These criteria have evolved since the first commercialized wine yeast strains were used and were simply expected to ensure complete fermentation with rapid kinetics. Winemakers now look for more sophisticated properties, that influence wine quality, including production or release of primary and secondary aroma compounds, other sensory properties, tolerance to difficult fermentation conditions (due to chemical composition of musts (sugar content, SO2, antifungal compounds) or to external factors like too high or to low temperatures), killer phenotype, chemical stability or technological properties.
Genetic improvement
The search for new yeast strains, in order to improve characteristics of wine, or to facilitate specific stages of the production process, has traditionally relied on the isolation and screening of new yeast strains from grape and wine samples, and this is indeed the origin of the vast majority of wine yeast strains currently on the market. Most of these strains are listed in the commercial catalogues as being especially useful for specific fermentation conditions, wine styles or grape varieties, among other claims. Even though the search for new natural strains, in order to improve or at least ensure wine quality keeps going in different wine producing regions around the world, it has become clear that, unless new selection criteria are introduced, the limits of this strategy have been attained for most of the traits previously selected for. This unstated conclusion has led wine microbiologists to look for alternative ways to exploit yeast natural genetic diversity or even to genetically manipulate yeast strains in order to improve specific properties.
Genetic improvement of wine yeast through the sexual cycle
Traditionally, genetic improvement of livestock or crops has been performed by sexual breeding. In contrast, genetic improvement of industrial microorganisms is rarely based on the sexual cycle, either because they lack it, it is difficult to manipulate or there are faster or cheaper alternatives. Wine yeasts are not an exception and technologies based on the sexual cycle of S. cerevisiae have been seldom used. The two main limitations for this technology are the lack of genetic markers and the genomic structure of industrial wine yeast (Bakalinsky and Snow 1990; Dunn et al. 2005) that limits sporulation efficiency as well as spore viability (Gimeno-Alcañiz and Matallana 2001). Nevertheless there are examples of genetic improvement of wine yeast strains by mating, sporulation and isolation of single-spore derivatives (Ramirez et al. 1999). On occasion this constitutes a first instrumental step in the genetic improvement procedure, for obtaining genetically more tractable strains from an industrial isolate (Bony et al. 1997). In contrast, other authors have found that these single-spore derivatives can lose some of the industrially interesting traits of the mother strain, including fermentation performance (Gimeno-Alcañiz and Matallana 2001). Yeast mating has been used for the elimination of deleterious or undesirable properties like SO2 formation or excess foaming (Eschenbruch et al. 1982) of wine yeast strains, as well as for introduction of desirable characters like flocculation (Thornton 1985).
Genetic improvement of wine yeast through parasexual hybridization
An alternative to the sexual cycle in industrially important microorganisms is parasexual hybridization, in the form of protoplast (or spheroplast) fusion, more pompously known as genome shuffling, especially when more than two parent strains are used (reviewed by Giudici et al. 2005). Protoplast fusion can be intraspecific (two strains from the same species) or interspecific (cells from two more or less distant species are fused). There is an increasing interest on this technology for the genetic improvement of wine yeast. Especially since several authors (de Barros Lopes et al. 2002; Masneuf et al. 1998; Gonzalez et al. 2006, in press) showed that several industrially important strains are the result of natural interspecific hybridization events. Similar to what happens for sexual hybridization, one barrier to be solved in order to apply parasexual hybridization to the genetic improvement of industrial yeasts is the lack of genetic markers. Several authors have addressed this problem by looking for spontaneous or induced mutants showing resistance to different antimicrobials (Yamazaki and Nonomura 1991, 1994; Ramirez et al. 1998). However, up to now, the main application of protoplast fusion to the genetic improvement of wine yeast has been transferring killer determinants to industrially interesting strains (Sulo and Michalcakova 1992; Seki et al. 1985).
Genetic improvement of wine yeast through random mutagenesis
Random mutagenesis with chemical or physical agents is perhaps the simplest way to genetically improve industrial microorganisms. It has been extensively used for antibiotic or enzyme producing microorganisms (Backus and Stauffer 1955). One of the main limitations to the usefulness of random mutagenesis in wine yeast strains comes again from their genomic structure (Bakalinsky and Snow 1990; Dunn et al. 2005), since most genes will be present in two or more copies, selecting recessive mutations is difficult.
Random mutagenesis is often performed by UV radiation but chemical agents, such as ethylmethane sulfonate, can also be used. The right dose of mutagen is a compromise between the chances of getting the desired phenotype and those of producing to many mutations in non-related genes that would compromise other properties of the strain, for example its fermentation performance. Because large numbers of mutants have to be screened, the task of selecting improved strains can be greatly simplified by designing appropriate screening criteria, preferably plate assays, that would predict the behavior of the mutants in winemaking conditions. There are only few examples of random mutagenesis applied to wine yeast improvement, these include a series of works by Alinkhanyan et al. cited by Snow (1983), and more recently improvement of the autolytic behavior of second fermentation sparkling wine strains (Gonzalez et al. 2003; Martinez-Rodriguez et al. 2004; Nuñez et al. 2005) or nitrogen assimilation and fermentation kinetics (Salmon and Barre 1998).
Genetic improvement of wine yeast through genetic engineering
In this section we will describe the development of wine yeast genetic engineering since its beginnings in the early 1990s. It must be stated that, despite the optimism we may have about the potential benefits of using GM yeasts, to our knowledge, there is only one single recombinant wine yeast so for approved for winemaking (see below). The actual impact of this strain on the winemaking market is still unknown. A common trend is that the concepts behind the genetic improvement strategy are usually tested in laboratory strains, before proceeding with the industrial strains. For the sake of simplicity and concision, in this review we will focus mainly on results involving genuine industrial strains.
Requirements for efficient genetic engineering of wine yeasts
One of the main advantages of genetic engineering over the methodologies described above is the high level of control over the modifications to be introduced into the microorganism. In addition, genes from any biological species can be incorporated to the yeast genome. However, in contrast to random approaches, a deeper knowledge of the mechanisms, and specifically of the genes involved in the yeast properties to be improved is needed. This is probably why most of the applications of genetic engineering to wine yeast involve monogenic characters and usually consist in the expression of enzyme coding genes.
Several tools must be available for efficient genetic engineering of microorganisms, including tools for introducing foreign DNA into microbial cells and for the stabilization of transgenic DNA, selectable markers, and suitable promoters. All of them are easily available for laboratory S. cerevisiae strains, since they have been, for years, a model for biochemistry, genetics or molecular biology; and more recently for genomics, proteomics and metabolomics. Notwithstanding, there are important genomic and physiological differences between laboratory and industrial strains that usually preclude the direct application of these tools to wine strains.
Perez-Gonzalez et al. (1993) tested several methods for transformation of an industrial strain and concluded that the more suitable method was lithium acetate transformation (Gietz et al. 1992). Most recombinant wine strains constructed since that time have used variations of the lithium acetate procedure.
The construct, or vector, introduced must be able to replicate inside the transformed cell and be transmitted to progeny. Maintenance of the transgenic DNA in the recombinant strains can be achieved by autonomous replication or by genomic insertion of the transforming DNA. Autonomously replicating plasmids based on the replication origin of the natural 2-micron plasmid of S. cerevisiae were the vectors of choice for the construction of the first recombinant wine yeast strains. However, modification of gene expression through gene disruption requires insertion of the transforming DNA into a yeast chromosome. Insertion also makes recombinant strains more stable, avoiding the need of maintaining selective pressure during conservation and use of the new strains. In S. cerevisiae insertion is easily directed to specific loci by incorporating the cognate homologous sequence into the vector or construction of interest in order to promote homologous recombination between chromosomal and vector sequences (Klinner and Schafer 2004) The frequency of homologous recombination would depend on several factor, including the length of the homologous regions, topology of the transforming DNA (linear or circular), or the presence of double strand breaks in the region of homology.
In order to identify transformed cells in the background of non-transformed surviving cells resulting from any genetic transformation experiment, it is necessary to use selectable markers, that can be either recessive, semidominant or dominant. Recessive auxotrophic transformation markers are commonly used for the transformation of laboratory strains, URA3 or LEU2 being among the more popular. Constructions carrying one of these genes allow the survival of auxotrophic strains, lacking a functional copy of the cognate gene, in non-supplemented minimal medium. Unfortunately, because wine yeast strains are usually prototrophic (and auxotrophic mutants are not easily obtained) the use of these markers has been precluded for industrial strains. This view has been challenged by a recent work by Hashimoto et al. (2005) that were able to obtain auxotrophic mutants from industrial wine yeast strains by UV mutagenesis, these mutants would greatly facilitate genetic engineering by allowing the use of recessive selectable markers.
Dominant or semi-dominant selectable markers have the advantage that they can be used for the transformation of virtually any yeast strain. They confer resistance to different antibiotics or other growth inhibitors, and usually encode enzymatic activities catalyzing detoxification of the antimicrobial agent; or mutated versions of the biological target of the antimicrobial, being the mutant version less sensitive than the normal one. Cycloheximide resistance, a semi-dominant marker encoding a mutant version of the ribosomal protein L29, previously used for the transformation of brewing yeasts (del Pozo et al. 1991), has been used very often since it was introduced to the field by Perez-Gonzalez et al. (1993). The second, more popular, selectable marker for genetic transformation of industrial wine yeast has been resistance to the antibiotic G418 (Jimenez and Davies 1980; Wach et al. 1994).
Because one of the objectives more frequently pursued is the production of a specific enzyme-encoding gene, an appropriate promoter has to be used, especially in the case of heterologous genes. ACT1, encoding actin, or ALDH1, encoding aldehyde dehydrogenase, have been employed for this purpose by several groups (Perez-Gonzalez et al. 1993; Bony et al. 1997). Puig et al. (1996) have identified other promoters whose expression pattern would be more suitable for the expression of foreign genes during winemaking. Depending on the specific objective, suitable promoters would have different requirements in terms of transcription rates or the moment of maximal expression (beginning, middle or end of alcoholic fermentation). Results from transcriptome analyses during alcoholic fermentation, could also allow the identification of appropriate promoters (Zuzuarregui et al. 2006; Varela et al. 2005; Hauser et al. 2001).
Addressing commercial and regulatory issues
The use Genetically Modified Organisms (GMO) for food applications is strictly regulated in the EU, USA and most other countries in the world. Apart from these general regulations concerning transgenic food, in order to be marketed as wine, new enological practices must be accepted by the International Organisation of Vine and Wine (OIV); and in order to be marketed under the name of a specific “appellation d’origine”, this practice must also be recognized by the appropriate authorities, not forgetting the preferences of consumers.
These legal and commercial limitations have been taken into account by several research groups working in the field, so that considerable effort has been devoted to develop genetic modification procedures that fit present and forthcoming GMO regulations and are more acceptable for the consumers. This research has focused in two main objectives: reducing the amount of non-yeast DNA integrated in the modified strains, and avoiding the use of antibiotic-resistance markers; and obtaining genetically stable transformants in the absence of selective pressure by preferring integration of the modification into the yeast genome rather than using autonomously replicating plasmids. The strategy proposed by Puig et al. (1998), consisted in the construction of artificially auxotrophic wine yeast strains, through the interruption of both copies of URA3 by genetic engineering, following the same strategy used in large-scale projects of functional analysis of the yeast genome (Wach et al. 1994). In this strategy, the interruption cassette is directed to the locus of interest by incorporating into the construction sequences homologous to the promoter and terminator of the gene of interest. In a second step, the selection marker (kan R, conferring G418 resistance to yeast) is eliminated by homologous recombination of two direct repeats, also present in the construction, flanking kan R. This allows the use of the same selection marker and construction for the interruption of the other copies of the gene in diploid or aneuploid cells. At the end of the process, antibiotic-resistance genes or any other sequences of bacterial origin have been completely removed and the strain can be transformed by using URA3 selection. The main limitation of this strategy is that the whole procedure has to be repeated for every new industrial strain to be transformed.
Other authors have tried to identify dominant selectable markers different from antibiotic resistance; this includes sulfometuron resistance and p-fluorophenylalanine (PFP) resistance (Petering et al. 1991; Cebollero and Gonzalez 2004). These are usually mutant alleles of yeast genes (Xie and Jimenez 1996) so that, with the aid of an appropriate design, the final recombinant strains can be free of any sequence derived from bacteria. The possibility of getting auxotrophic mutants of industrial strains, as mentioned above (Hashimoto et al. 2005) would open the way to the use of common recessive markers for yeast transformation. Even though it has not been applied to wine yeast strains, it is worth mentioning here a system developed for the genetic modification of sake yeasts (Akada et al. 1999). This system allows introduction of small modifications, including point mutations, in a given gene of the host strain. Any other sequence used during the procedure are removed at the end. The modification is performed in two steps. The first one can make use of any transformation marker, and generates two truncated copies of the gene of interest, one of them carrying the desired mutation. In the second step recombination between the two copies is selected for, this eliminates all the sequences used in the construction and there is roughly the same probability of getting the original gene or the desired mutant.
Applications of genetic engineering to winemaking
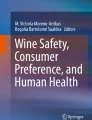
The tools described above have been used to construct recombinant wine yeast strains for several purposes as summarized in Table 1 and Fig. 1. First, killer-sensitive strains were transformed to a killer phenotype by expressing killer toxin/immunity cDNA (Lee and Hassan 1988). Afterwards labelled wine strains were constructed by inserting a reporter gene that allowed studies of imposition of the inoculated strain over the natural yeast population (Petering et al. 1991).

Different steps of winemaking where potentially useful recombinant wine yeast strains have been constructed. See numbering in Table 1 for details
The first modification of an industrial wine yeast strain addressing the improvement of wine quality was performed by Perez-Gonzalez et al. (1993), this recombinant strain expressed an endoglucanase from Trichoderma longibrachiatum, allowing the improvement of varietal white wine aroma. Improvement of varietal aroma was the aim in the construction of a whole series of recombinant wine yeast expressing heterologous genes encoding plant cell-wall hydrolytic enzymes (Ganga et al. 1999); or glycolytic enzymes allowing the release of aroma compounds from glycosilated precursors (Sanchez-Torres et al. 1996, 1998; Manzanares et al. 2003). Over-expression of heterologous or homologous pectinolytic enzymes has also been assayed as an alternative to direct addition of these enzymes in order to improve extraction, clarification and filtration steps during wine making (Fernandez-Gonzalez et al. 2005; Vilanova et al. 2000; Gonzalez-Candelas et al. 1995). Secondary aroma compounds of wine originate during fermentation, with important impacts of esters derived from yeast metabolism. Expression levels of alcohol acetyl transferases and esterases in industrial yeasts, have been the target of several groups trying to improve secondary aroma (Lilly et al. 2000). One modification that attracted much attention, even before it was implemented in real wine yeasts, was the construction of S. cerevisiae strains able to perform malolactic fermentation. Efficient malolactic fermentation by yeast required both the malate permease from Schizosaccharomyces pombe and the malolactic enzyme from either Lactococcus lactis (Bony et al. 1997) or Oenococcus oeni (Husnik et al. 2006). The last one is now approved for winemaking in two countries: USA and Republic of Moldova, and commercialized by Lesaffre as ML01. The opposite effect on wine acidity has been the goal pursued by Dequin and Barre (1994), by diverting carbon metabolism from alcoholic fermentation to lactate production. Alternatively, and more interesting from an applied point of view, carbon metabolism has been diverted to glycerol production (Michnick et al. 1997), or glycogen production (Perez-Torrado et al. 2002). However, in the first case, the unacceptable levels of acetate production forced a second modification of the recombinant strain, deletion of the ALD6 gene (Remize et al. 2000; Eglinton et al. 2002). Finally, other modifications have been designed for specific winemaking styles, for example autolysis properties have been improved for yeast used for second fermentation of sparkling wines (Cebollero et al. 2005; Tabera et al. 2006).
Concluding remarks
As shown in Table 1 and Fig. 1, a number of recombinant wine yeast strains have been developed over the last 15 years. These yeasts have been engineered to improve different aspects of wine production and quality. Although most of these strains, especially the earliest ones, do not meet the requirements of genetic stability, and lack of bacterial DNA and antibiotic resistance markers; technologies to enable meeting these requirements are already available. However, the incorporation of new yeast strains to the enological industry still relies almost exclusively on natural genetic variability via the isolation and screening of natural strains. Apart from technical limitations, the reasons “GMO wine” does not reach consumers are essentially the same as those associated with getting GM foods to the market. These include long and costly administrative procedures, at least for the European Union, as well as consumer distrust, and activist opposition. In the case of wine additional problems arise from the specificities of the wine market, including international (OIV), national, and local (“appellation d’origine”) regulations. Finally, as mentioned in the introduction, “tradition” is an important strength for wine brands and production regions, and GMO technology constitutes a threat for the traditional image of the product. For all these reasons, the answer to the question, is it time for transgenic wine? would be, not yet. But an evolution is to be expected during the next few years, especially in New World countries. Obviously, the premium quality wine will continue to be made by “traditional” methods.
In the meantime, while waiting for the market to become more accepting of GM wines, strains and technologies keep improving, covering quality aspects related to different steps of the production process (Fig. 1). Aging of still wines constitutes one of the gaps still to be covered by yeast genetic engineering, but probably this will be covered in the near future by the construction of strains overproducing mannoproteins even though some of the modifications aiming to the improvement of sparkling wines (i.e. autolytic strains; Cebollero et al. 2005; Tabera et al. 2006) could eventually be useful for that purpose, since mannoproteins are among the major compounds released by yeast during autolysis.
One side effect of the bad press of GMOs is that some researchers are turning their sights to traditional genetics methodologies for genetically improving wine yeasts, which historically have not received much attention from the enological word. This includes a growing interest on random mutagenesis, as well as sexual and parasexual hybridization. In this context it is necessary remember that protoplast fusion is also considered as “genetic modification” under the GMO regulations in the EU.
References
Akada R, Matsuo K, Aritomi K et al (1999) Construction of recombinant sake yeast containing a dominant FAS2 mutation without extraneous sequences by a two-step gene replacement protocol. J Biosci Bioeng 87:43–48
Backus MP, Stauffer JF (1955) The production and selection of a family of strains in Penicillium chrysogenum. Mycologia 47:429–463
Bakalinsky AT, Snow R (1990) The chromosomal constitution of wine strains of Saccharomyces cerevisiae. Yeast 6:367–382
Bianchini F, Vainio H (2003) Wine and resveratrol: Mechanisms of cancer prevention? Eur J Cancer Prev 12:417–425
Bony M, Bidart F, Camarasa C et al (1997) Metabolic analysis of S. cerevisiae strains engineered for malolactic fermentation. FEBS Lett 410:452–456
Cebollero E, Gonzalez R (2004) Comparison of two alternative dominant selectable markers for wine yeast transformation. Appl Environ Microbiol 70:7018–7023
Cebollero E, Martinez-Rodriguez AJ, Carrascosa AV et al (2005) Overexpression of csc1–1. A plausible strategy to obtain wine yeast strains undergoing accelerated autolysis. FEMS Microbiol Lett 246:1–9
Cooper KA, Chopra M, Thurnham DI (2004) Wine polyphenols and promotion of cardiac health. Nut Res Rev 17:111–29
de Barros Lopes M, Bellon JR, Shirley NJ et al (2002) Evidence for multiple interspecific hybridization in Saccharomyces sensu stricto species. FEMS Yeast Res 1:323–331
del Pozo L, Abarca D, Claros MG et al (1991) Cycloheximide resistance as a yeast cloning marker. Curr Genet 19:353–358
Dequin S, Barre P (1994) Mixed lactic acid-alcoholic fermentation by Saccharomyces cerevisiae expressing the Lactobacillus casei L(+)-LDH. Biotechnology (N Y) 12:173–177
Di Castelnuovo A, Rotondo S, Iacoviello L et al (2002) Meta-analysis of wine and beer consumption in relation to vascular risk. Circulation 105:2836–2844
Dunn B, Levine RP, Sherlock G (2005) Microarray karyotyping of commercial wine yeast strains reveals shared, as well as unique, genomic signatures. BMC Genomics 6:53
Eschenbruch R, Cresswell KJ, Fisher BM et al (1982) Selective hybridisation of pure culture wine yeasts I. Elimination of undesirable wine-making properties. Appl Microbiol Biotechnol 14:155–158
Escot S, Feuillat M, Dulau L et al (2001) Release of polysaccharides by yeasts and the influence of released polysaccharides on colour stability and wine astringency. Aus J Grape Wine Res 7:153–159
Fernandez-Gonzalez M, Ubeda JF, Cordero-Otero RR et al (2005) Engineering of an oenological Saccharomyces cerevisiae strain with pectinolytic activity and its effect on wine. Int J Food Microbiol 102:173–183
Fleet GH (ed) (1993) Wine microbiology and biotechnology. Harwood Academic, Switzerland
Ganga MA, Piñaga F, Valles S et al (1999) Aroma improving in microvinification processes by the use of a recombinant wine yeast strain expressing the Aspergillus nidulans xlnA gene. Int J Food Microbiol 47:171–178
Gietz D, St Jean A, Woods RA et al (1992) Improved method for high efficiency transformation of intact yeast cells. Nucleic Acids Res 20:1425
Gimeno-Alcañiz JV, Matallana E (2001) Performance of industrial strains of Saccharomyces cerevisae during wine fermentation is affected by manipulation strategies based on sporulation. Syst Appl Microbiol 24:639–644
Giudici P, Solieri L, Pulvirenti AM et al (2005) Strategies and perspectivas for genetic improvement of wine yeasts. Appl Microbiol Biotechnol 66:622–628
Gonzalez R, Martinez-Rodriguez A, Carrascosa A (2003) Yeast autolytic mutants potentially useful for sparkling wine production. Int J Food Microbiol 84:21–26
Gonzalez S, Barrio E, Gafner et al (2006) Natural hybrids from Saccharomyces cerevisiae, Saccharomyces bayanus and Saccharomyces kudriavzevii in wine fermentations. FEMS Yeast Res (in press)
Gonzalez-Candelas L, Cortell A., Ramon D (1995) Construction of a recombinant wine yeast strain expressing a fungal pectate lyase gene. FEMS Microbiol Lett 126:263–269
Gonzalez-Candelas L, Gil JV, Lamuela-Raventos RM et al (2000) The use of transgenic yeasts expressing a gene encoding a glycosyl-hydrolase as a tool to increase resveratrol content in wine. Int J Food Microbiol 59:179–183
Hashimoto S, Ogura M, Aritomi K et al (2005) Isolation of auxotrophic mutants of diploid industrial yeast strains after UV mutagenesis. Appl Environ Microbiol 71:312–319
Hauser NC, Fellenberg K, Gil R et al (2001) Whole genome analysis of a wine yeast strain. Comp Funct Genomics 2:69–79
Husnik JI, Volschenk H, Bauer J et al (2006) Metabolic engineering of malolactic wine yeast. Metab Eng 8:315–323
Jimenez A, Davies J (1980) Expression of transposable antibiotic resistance elements in Saccharomyces. Nature 287:869–871
Klinner U, Schafer B (2004) Genetic aspects of targeted insertion mutagenesis in yeasts. FEMS Microbiol Rev 28:201–223
Kunkee RE, Amerine MA (1970) Yeast in wine-making. In: Harrison JS, Rose AH (eds) The yeasts, vol 3. Acadamic Press, New York, pp 5–71
Lee FJS, Hassan LMM (1988) Stability and expression of a plasmid-containing killer toxin cDNA in batch and chemostat cultures of Saccharomyces cerevisiae. Biotechnol Bioeng 31:783–789
Lilly M, Lambrechts MG, Pretorius IS (2000) Effect of increased yeast alcohol acetyltransferase activity on flavor profiles of wine and distillates. Appl Environ Microbiol 66:744–753
Lund ST, Bohlmann J (2006) The molecular basis for wine grape quality - A volatile subject. Science 311:804–805
Manzanares P, Orejas M, Gil JV et al (2003) Construction of a genetically modified wine yeast strain expressing the Aspergillus aculeatus rhaA gene, encoding an α-L-rhamnosidase of enological interest. Appl Environ Microbiol 69:7558–7562
Martinez-Rodriguez A, Carrascosa AV, Barcenilla JM et al (2001) Autolytic capacity and foam analysis as additional criteria for the selection of yeast strains for sparkling wine production. Food Microbiol 18:183–191
Martinez-Rodriguez AJ, Gonzalez R, Carrascosa AV (2004) Morphological changes in autolytic wine yeast during aging in two model systems. J Food Sci 69:M233–M239
Masneuf I, Hansen J, Groth C et al (1998) New hybrids between Saccharomyces sensu stricto yeast species found among wine and cider production strains. Appl Environ Microbiol 64:3887–3892
Michnick S, Roustan JL, Remize F et al (1997) Modulation of glycerol and ethanol yields during alcoholic fermentation in Saccharomyces cerevisiae strains overexpressed or disrupted for GPDI encoding glycerol 3-phosphate dehydrogenase. Yeast 13:783–793
Nuñez YP, Carrascosa AV, Gonzalez R et al (2005) Effect of accelerated autolysis of yeast on the composition and foaming properties of sparkling wines elaborated by a champenoise. Method J Agric Food Chem 53:7232–7237
Perez-Gonzalez JA, Gonzalez R, Querol A et al (1993) Construction of a recombinant wine yeast strain expressing a β-(1,4)-endoglucanase activity and its use in microvinification processes. Appl Environ Microbiol 59:2801–2806
Perez-Torrado R, Gimeno-Alcañiz JV, Matallana E (2002) Wine yeast strains engineered for glycogen overproduction display enhanced viability under glucose deprivation conditions. Appl Environ Microbiol 68:3339–3344
Petering JE, Henschke PA, Langridge P (1991) The Escherichia coli β-glucuronidase gene as a marker for Saccharomyces yeast strain identification. Am J Enol Vitic 42:6–12
Pretorious IS (2000) Tailoring wine yeast for the new millennium: novel approaches to the ancient art of winemaking. Yeast 16:675–729
Puig S, Querol A, Ramon D et al (1996) Evaluation of the use of phase-specific gene promoters for the expression of enological enzymes in an industrial wine yeast strain. Biotehnol Lett 18:887–892
Puig S, Ramon D, Perez-Ortin JE (1998) Optimizad method to obtain stable food-safe recombinant wine yeast strains. J Agric Food Chem 46:1689–1693
Querol A, Fleet G (eds) (2006) Yeasts in food and beverages (The yeasts handbook; 2) Springer-Verlag Heidelberg
Querol A, Ramon D (1996) The application of molecular techniques in wine microbiology. Trends Food Sci Tech 7:73–78
Rainieri S, Pretorious IS (2000) Selection and improvement of wine yeasts. Ann Microbiol 50:15–31
Ramirez M, Perez F, Regodon JA (1998) A simple and reliable method for hybridization of homothallic wine strains of Saccharomyces cerevisiae. Appl Environ Microbiol 64:5039–5041
Ramirez M, Regodon JA, Perez F et al (1999) Wine yeast fermentation vigor may be improved by elimination of recessive growth-retarding alleles. Biotechnol Bioeng 65:212–218
Remize F, Andrieu E, Dequin S (2000) Engineering of the pyruvate dehydrogenase bypass in Saccharomyces cerevisiae: Role of the cytosolic Mg2+ and mitochondrial K+ acetaldehyde dehydrogenases Ald6p and Ald4p in acetate formation during alcoholic fermentation. Appl Environ Microbiol 66:3151–3159
Salmon JM, Barre P (1998) Improvement of nitrogen assimilation and fermentation kinetics under enological conditions by derepression of alternative nitrogen-assimilatory pathways in an industrial Saccharomyces cerevisiae strain. Appl Environ Microbiol 64:3831–3837
Sanchez-Torres P, Gonzalez-Candelas L, Ramon D (1996) Expression on a wine yeast strain of the Aspergillus niger abfB gene. FEMS Microbiol Lett 145:189–194
Sanchez-Torres P, Gonzalez-Candelas L, Ramon D (1998) Heterologous expression of a Candida molischiana anthocyanin-β-glucosidase in a wine yeast strain. J Agric Food Chem 46:354–360
Seki T, Choi EH, Ryu D (1985) Construction of killer wine yeast strain. Appl Environ Microbiol 49:1211–1215
Snow R (1983) Genetic improvement of wine yeast. In: Spencer JFT, Spencer DM, Smith ARW (eds) Yeast genetics: fundamental and applied aspects. Springer Verlag, New York, pp 439–459
Sulo P, Michalcakova S (1992) The K3 type killer strains of genus Saccharomyces for wine production. Folia Microbiol 37:289–294
Tabera L, Muñoz R, Gonzalez R (2006) Deletion of BCY1 from the Saccharomyces cerevisiae genome is semidominant and induces autolytic phenotypes suitable for improvement of sparkling wines. Appl Environ Microbiol 72:2351–2358
Thornton RJ (1985) The introduction of flocculation into a homothallic wine yeast. A practical example of the modification of winemaking properties by the use of genetic techniques. Am J Enol Vitic 36:47–49
Varela C, Cardenas J, Melo F et al (2005) Quantitative analysis of wine yeast gene expression profiles under winemaking conditions. Yeast 22:369–383
Vilanova M, Blanco P, Cortes S et al (2000) Use of a PGU1 recombinant Saccharomyces cerevisiae strain in oenological fermentations. J Appl Microbiol 89:876–883
Wach A, Brachat A, Pohlmann R et al (1994) New heterologous modules for classical or PCR-based gene disruptions in Saccharomyces cerevisiae. Yeast 10:1793–1808
Wu JM, Wang ZR, Hsieh TC et al (2001) Mechanism of cardioprotection by resveratrol, a phenolic antioxidant present in red wine. Int J Mol Med 8:3–17
Xie Q, Jimenez A (1996) Molecular cloning of a novel allele of SMR1 which determines sulfometuron methyl resistance in Saccharomyces cerevisiae. FEMS Microbiol Lett 137:165–168
Yamazaki T, Nonomura H (1991) Use of chloramphenicol-inherent resistance in protoplast fusion of industrial yeast strains. J Ferment Bioeng 72:300–302
Yamazaki T, Nonomura H (1994) Inherent G418-resistance in hybridization of industrial yeasts. J Ferment Bioeng 77:202–204
Zuzuarregui A, Monteoliva L, Gil C et al (2006) Transcriptomic and proteomic approach for understanding the molecular basis of adaptation of Saccharomyces cerevisiae to wine fermentation. Appl Environ Microbiol 72:836–847
Acknowledgments
Work in the laboratory of the authors is sustained by grants from the Spanish Ministry for Science and Education (AGL2003-01762, AGL2006-02558), and Comunidad de Madrid (S-505/AGR-0153). DGR is the recipient of a fellowship from the Government of The Basque Country (Gobierno Vasco-Eusko Jaurlaritza). We are grateful to anonymous referee, whose comments allowed greatly improving this review.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Cebollero, E., Gonzalez-Ramos, D., Tabera, L. et al. Transgenic wine yeast technology comes of age: is it time for transgenic wine?. Biotechnol Lett 29, 191–200 (2007). https://doi.org/10.1007/s10529-006-9236-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10529-006-9236-y