
Abstract
Performance impacts of ordering and production control policies in the presence of capacity disruptions are studied on the real-life example of a retail supply chain with product perishability considerations. Constraints on product perishability typically result in reductions in safety stock and increases in transportation frequency. Consideration of the production capacity disruption risks may lead to safety stock increases. This trade-off is approached with the help of a simulation model that is used to compare supply chain performance impacts with regard to coordinated and non-coordinated ordering and production control policies. Real data of a fast moving consumer goods company is used to perform simulations and to derive novel managerial insights and practical recommendations on inventory, on-time delivery and service level control. In particular, for the first time, the effect of ‘postponed redundancy’ has been observed. Moreover, a coordinated production–ordering contingency policy in the supply chain within and after the disruption period has been developed and tested to reduce the negative impacts of the ‘postponed redundancy’. The lessons learned from experiments provide evidence that a coordinated policy is advantageous for inventory dynamics stabilization, improvement in on-time delivery, and variation reduction in customer service level.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Even if a wealth of literature has been created in the domain of SC resilience and in the domain of SC planning with perishable products, these two domains have been mainly considered in isolation over the past two decades. At the same time, such examples as Hurricane Sandy in 2012 provide evidence that disruptions may cause significant vulnerabilities in food production, distribution and storage. This research aims to include the product write-off risks into the SC resilience analysis in cases of severe capacity disruptions. The major distinguishing features of an SC with perishable products that may affect the resilience are the risks of goods write-off and customer segmentation according to the product freshness requirements (Ferguson and Ketzenberg 2006; Blackburn and Scudder 2009). Therefore, product perishability may appear in a contradictory constellation. Constraints on product perishability typically result in reductions in safety stock and increases in transportation frequency. Inventory increases as a common means to increase SC resilience may increase the goods write-off rate. Consideration of capacity disruption risks may lead to safety stock increases. This study aims to examine these important trade-offs between mitigating two sources of risk in the SC, namely capacity disruptions and product perishability.
In recent years, SC resilience has emerged as an interesting research field and has been extensively studied via the simulation modelling approach. The general problem aims at designing an SC capable of achieving the planned or actual acceptable performance in the presence of severe capacity disruptions (Craighead et al. 2007; Klibi et al. 2010; Azad et al. 2013; Boone et al. 2013; Ambulkar et al. 2015; Choi et al. 2016). The disruption impact on SC performance depends on both proactive resilience measures and recovery contingency plans (Tomlin 2006; Cordeau et al. 2006; Spiegler et al. 2016; DuHadway et al. 2017). Concerning proactive policies, Rice and Caniato (2003), Kleindorfer and Saad (2005), Sheffi and Rice (2005) and Yang et al. (2009) considered sourcing flexibility, inventory and capacity excessiveness as the major resilience drivers in the SC. Snyder and Daskin (2005) considered back-up warehouses as a reliable facility location model. At the reactive level, Song and Zipkin (2009) developed inventory control policies and analysed inventory system performance in a multi-source SC in the presence of lead time uncertainty from each source. Kouvelis and Li (2012) approached contingency strategies in managing SCs with uncertain lead-times. Atan and Snyder (2012a) analysed different strategies of capacity excessiveness with inventory control considerations. Tomlin (2006) and Kim and Tomlin (2013) dealt with capacity expansion and restoration problems and indicated that if recovery capacity investment is the only option, firms in a decentralized setting overinvest in capacity, resulting in higher system availability but at a higher cost. If both investments can be made, the firms typically underinvest in failure prevention and overinvest in recovery capacity. Schmitt and Singh (2012), Simchi-Levi et al. (2015) and Ivanov et al. (2016b) investigated the performance impact of disruptions in the SC under considerations of recovery time.
As is commonly known, almost all existing work on SC resilience assumes product non-perishability. However, in practice, the commodities may deteriorate over time. Industrial examples include time-critical SCs for dairy products, seafood, beverages, or fruits and vegetables. Product perishability has played a crucial role in SC research over the last decades starting with the seminal work by Nahmias (1980) and continuing in a number of remarkable studies reviewed in the research of Goyal and Giri (2001), Bakker et al. (2012) and Nagurney et al. (2013).
The contribution of this paper to existing literature is twofold. First, this paper explores, for the first time, the role of product perishability in SC resilience. Second, and also for the first time, the effects of “postponed redundancy” have been observed based on real company data. This allows us to observe the value of coordinated vs non-coordinated production and ordering policies in the SC in regard to both disruption and after-disruption periods.
The remainder of this paper is designed as follows. Section 2 analyses recent literature in the fields of inventory control and SC design with perishable products along with the literature on SC resilience with a focus on simulation studies. Section 3 describes the case-study and its mathematical formulations. Section 4 considers the simulation system algorithm descriptions. Section 5 delivers simulation results and discusses their managerial implications. Disruption and recovery impacts are analysed with regards to inventory levels, on-time deliveries, service level and SC costs. Proactive redundancy strategies’ impacts on SC performance are also analysed. Section 6 concludes the paper by summarizing and generalizing managerial insights and outlining future research needs.
2 State of the art analysis
The literature review is organized according to three major knowledge domains that are relevant for our study. These are SC simulation with disruption risks, production–ordering control policies with perishable products, and SC coordination.
SC resilience is a multifaceted property that comprises a number of components in both internal SC processes and in interaction with the environment (Fahimnia et al. 2016; Snyder et al. 2016). In the present study, simulation modelling is applied as a research method. The justification of this research method choice is mainly based on the complexity of the problem under consideration (Ivanov 2017). A number of specific system processes are difficult to describe without simulation. Constraints on product perishability typically result in safety stock reductions and transportation frequency increases. On the contrary, consideration of the production capacity disruption risks may lead to safety stock increases. With the help of the simulation, it becomes possible to compare system performance and the impact of individual factors on the overall result subject to near-optimal parametrical settings.
Simulation has been a visible research stream with applications to both SCs with perishable productions and SC disruptions over the last decade even if these domains have been previously considered in isolation. Carvalho et al. (2012a) analysed the upstream part of the SC from Tier 2 suppliers to the assembly plant in the automotive context. This paper focuses on a milk-run transportation strategy that makes the cost allocation in the SC more complicated. If a component is missing from the assembly plant, production is stopped. A periodic review system with fixed demand and pull production strategy is considered. The performance impact has been analysed with regards to lead time ratio and total transportation costs using an ARENA-based simulation model.
Lewis et al. (2013) analysed the disruption risks at ports of entry with the help of closure likelihood and duration, which are modelled using a completely observed, exogenous Markov chain. They developed a periodic review inventory control model that indicated that within the scenarios studied, operating margins may decrease 10% for reasonably long port-of-entry closures or even be eliminated completely without contingency plans, and that expected holding and penalty costs may increase 20% for anticipated increases in port-of-entry utilization.
Xu et al. (2014) model disrupted capacities at suppliers in a three-stage SC and considered recovery policies and their impact on the SC service level. The authors of this paper used AnyLogic multi-method simulation software and compared performance impact with and without recovery measures for four scenarios. The results indicate that the impact on customer satisfaction depends not only on recovery measures, but also on proactive resilience planning. An interesting insight of this study is the explicit identification of links to ‘retailer-supplier’ that are especially sensitive to disruptions at the suppliers. The authors use state charts for agent behaviour presentation. Some simplifications in the model can be observed with regards to agent state change logic and order allocation processes.
Schmitt et al. (2015) investigated effects of demand uncertainty and disrupted supply. In contrast to classical results on risk pooling in multistage inventory systems, this paper finds that a decentralized inventory system performs better for deterministic demand and stochastic supply. In the case of stochastic demand and supply, using a decentralized inventory system if the decision maker is risk averse is recommended.
A study by Schmitt and Singh (2012) is of high relevance for our research because of the following reasons. We consider strategies to mitigate the SC disruption impact at the system service level. Proactive inventory placements in the SC and back-up facilities are included in the analysis of the setting of a three-stage SC. The results suggest using strategic safety stock in conjunction with cycle and safety stocks as a proactive measure to mitigate negative disruption impacts. Capacity redundancy has also proved an efficient proactive action. Further, this paper analyses different disruption durations of two, four and 6 weeks. It also observes the respective performance impact and compares it with demand peaks. The results formulate a new dimension for optimal costs allocation in the SC, namely the inventory distribution among different stages in the SC is dependent on the inventory costs structure.
A common trend observed in literature reflects that the higher the dynamics or parameter specialty, the more frequently simulation modelling is applied. This also holds true for increasing the problem size. SC resilience is closely related to the trade-off of ‘Efficiency vs Redundancy’ as analogous to the common trade-off of ‘Costs vs Service level’ (Carvalho et al. 2012b; Ivanov et al. 2014a, b). Further, it can be observed in literature that inventory increases and their reallocation in the SC belong to one of the major resilience drivers. However, product perishability and write-off risks shape specific features on the inventory increase strategy and complicate inventory control algorithms. Therefore, the inclusion of product perishability makes inventory planning in the SC and SC design with disruption considerations more complex.
Nahmias (1980) developed basic mathematical formulations of inventory control for perishable products, including dynamic programming-based algorithms. This study considers a number of practical examples with the usage of Markov chains and simulation. Goyal and Giri (2001) and Bakker et al. (2012) provided overviews of recent developments in this field. In a number of works, the ideas of Nahmias (1980) have been further developed. A specific case of inventory management with disruption consideration is the EOQD (Economic Order Quantity with Disruptions) model that considers deterministic continuous demand, lost sales at zero inventory level and random parameters for normal and disruption system modes. Atan and Snyder (2013) outlined recent developments in this field. Atan and Snyder (2012b) developed a generalized model for a two-stage distribution system and included additional uncertainty sources. Karaesmen et al. (2011) underlined the necessity of studying multi-product systems with more complex demand models and production capacity considerations.
Pahl and Voß (2014) analysed the studies on inventory control with perishable products in the SC planning context. Their study underlines the importance of such parameters like order quantity, production capacities and set-up time. Further, they draw the conclusion that future research needs to provide more dynamic simulation models using practical examples from industry. Entrup et al. (2005) developed a mixed-integer linear programming model for a yogurt SC. Write-off risks were considered at all stages in the SC from raw material supplier to customer. This paper applies a block planning approach to make-and-pack problem considering price dependency on the remaining shelf life. Amorim et al. (2013) pointed out that inventory planning for perishable products should consider not only the physical obsolescence of stock but also customer requirements and the specifics of consumer properties. They differentiate between the nominal expiration date and real period for product sales. Leat and Revoredo-Giha (2013) presented a study on the interrelations of risks and resilience in agri-food SCs. Ivanov et al. (2016a) took into account disruptions in the Australian food SC and analysed the performance impact of disruptions at distribution centres (DC) with the usage of optimal control-based simulation.
Finally, coordination has been considered as one of the key principles in SC and operations management (Choi et al. 2016; Ivanov et al. 2017). The value of coordination, integration and collaboration in the SC has been increasingly recognized in literature over the last two decades (Agnetis et al. 2001; Li and Wang 2007; Chen et al. 2010; Chiu et al. 2011). More specifically, literature dealt extensively with coordination of production–distribution decisions (Chen et al. 2001; Jayaraman and Pirkul 2001; Zijm and Timmer 2008; Heydari and Asl-Najafi 2016). As a further specific aspect, operational uncertainty and risks on the supply and demand sides have been studied (Gan et al. 2004; Qi et al. 2004; Xiao et al. 2005; Fu et al. 2015). For example, Tomlin (2009) considered modified algorithms for order allocation in the presence of unreliable suppliers. In the model, disruptions influenced lead time stochastically. Three contingency strategies are considered for a two-product system.
Even if a wealth of literature has been created in SC coordination with operational risk considerations, coordination in the SC severe disruption risk setting has been addressed episodically in a few studies. For example, Sarkar and Kumar included the disruption analysis into the beer simulation game and explored the effects of communicating disruption information in the SC in a controlled laboratory setting. Their findings underlined that information sharing in the upstream SC echelons can help to mitigate the disruption impacts in the SC.
The afore-mentioned literature on perishable product SCs, SC resilience, and SC coordination provides valuable approaches to decision-making support within the respective knowledge domains. In addition, dyadic interrelations of these three domains have been observed such as SC coordination with perishable products, SC simulation with disruption considerations, simulation of SCs with deteriorating items, and SC coordination simulation. However, to the best of our knowledge, there is no published research on a simulation-based studying a triadic complex that would be comprised of capacity disruption risk, product perishability risk, and SC coordination. The contribution of this study is therefore to use existing knowledge in an integrated manner at the interface of all three domains in order to gain novel insights in SC coordinated resilience policies for perishable product SCs.
3 Case study and its mathematical formulation
3.1 Case-study description
The case-study is based on a FMCG company that produces juices/beverages at proprietary and contracted plants. As the company name cannot be revealed, we provide some background information regarding the data collection. The data was collected in 2016 for the coverage period of 2013–2015. Data from the company’s owned plants and the subcontractor plants has been used. The real and forecasted demand data was collected using internal company reports. The data on inventory, production and shipment control was observed in the management information system supported by a joint analysis with managers in the respective departments at the plants and distribution centers (DC).
The risks of product write-offs are considered in the SC planning subject to minimum service level. The targeted service level is 98.5% which is a rather ambitious value. The remaining shelf life limitations are aggregated according to contract agreements with major food retail companies operating in the Russian market (ranging from 62 to 70%). There is a tendency for increasing this average value to up to 70–80% in next 5–7 years. In the product line “Juices” with average shelf life of 270–360 days, the issues of product perishability are especially important for the planning with outsourced production. In addition, promotion actions and high seasonal demand volatility complicate the SC planning. Because of global SC design, lead time issues are also related to write-off risks. Along with the product write-off risks, disruptions in the SC challenge the planning activities. In the last 2 years, production capacity breakdowns have been frequently observed. This resulted in delivery interruptions from the plants to DCs for the periods between 2 days and 3 weeks.
We consider a fragment of the FMCG SC, i.e., a two-stage SC with five DCs, one production plant, and two perishable products. Production capacity is subject to random disruptions. There are two groups of customers (Group A and Group B) which have different requirements on the remaining shelf life of the products. Key customer (Group A) whose rest freshness requirement is at least 66% of shelf life generated 80% of sales. The remaining 20% of sales comes from small supermarkets (Group B) that require at least 33% of rest freshness. The shipments are made with FEFO (first expired-first out) policy for both groups of customers.
The fixed parameters include minimum order size and inventory level at DCs, minimum production batch size, queue size limits, set-up time, production capacity, wastage, inventory holding, production, setup, and transportation costs. Also included are the mean demand and its standard deviation, shelf life and freshness threshold, production order allocation interval, penalties, mean and standard deviation of time duration and interval of capacity breakdown, and the emaining capacity percentage after the disruption.
Production constraints include minimum lot size, maximum capacity, and set-up time. Inventory constraints are comprised of minimum inventory levels (i.e. reorder point expressed in days of supply availability) and minimum order size. Outbound deliveries from distribution centres follow the FEFO rule. A continuous review system with fixed order quantity and pull production strategy is considered.
The objective is to minimize total system costs while maintaining the required service level. Service level is calculated as a ratio of products shipped divided by products ordered with no backlogging within model period. SC performance is therefore measured with the help of total costs and service level. Total costs metric are comprised of inventory holding costs at the DCs, write-off costs, transportation costs, production costs, and penalties. Holding costs are computed subject to interest rates. Write-off costs are computed based on the product costs. Transportation costs depend on the distance, order quantity and shipment tariff. Production costs include fixed equipment-related costs (proportional to the capacity units) and set-up costs. Penalties are applied if the order size from the key customer exceeds the available delivery quantity. Service level is computed as a ratio of the delivered and ordered products. Backordering is not considered.
3.2 Notations
Indices
\(\alpha \) | Priority customer index |
|---|---|
\(\beta \) | Non-priority customer index |
f | Actual demand index |
r | Period index, \(r\in \left[ {1;T} \right] )\) |
ST | Standard deviation index |
l | Trend variation index |
i, j | Products 1 and 2, respectively |
g | Distribution center number, \(g\in \left[ {1;G} \right] )\) |
z | DC order index\(n\in \left[ {1;N} \right] \), where N is total number of DC orders |
\(\omega \) | Current forecasting period, \(\omega \in \left[ {r;r+LT+m-1} \right] \) |
w | Index of products with expired date |
h | Index of setups at the factory, \(h\in \left[ {1;Nch} \right] \) |
ds | Disrupted |
ch | Setup |
Parameters
T | Number of planning periods in planning horizon |
G | Number of DCs |
d | Basis demand in a r-period, in units |
k | Seasonal demand coefficient in ar-period |
\({\updelta }^{\mathrm{ST}}\) | Demand standard deviation r-period |
\({\updelta }^{l}\) | Demand trend parameter for the length of r-periods |
\(d_{fr}\) | Actual demand in a r-period, in units |
\(\nu \) | Priority customer rate |
s | Re-order point, in units |
Q | Re-order quantity, in units |
LT | Lead time, in periods |
m | Frequency of batch setups in the factory, in periods |
\(p_{\alpha }\) | Minimum requirement on the rest product freshness for \({\upalpha }\)-customers |
\(p_{\beta }\) | Minimum requirement on the rest product freshness for \({\upbeta }\)-customers |
K | Maximum production capacity per period, in units |
B | Minimum batch size, in units |
QC | Maximum production order queue length, in orders |
\(t_{ch}\) | Setup time |
\(t_{dp}\) | Disruption time |
\(t_{ds}\) | Disruption duration, in periods |
\(\xi \) | Capacity reduction coefficient, in units |
\(c_{h}\) | Unit inventory holding costs per period, in $ |
\(c_{tr}\) | Unit transportation costs per delivery, in $ |
\(c_{fix}\) | Fixed production costs, in $ per capacity unit |
\(c_{ch}\) | Setup costs, in $ |
p | Unit price, in $ |
u | Penalty for non-delivered products, in $ |
SL \(_{min}\) | Minimum service level, % |
\(\eta \) | Shelf life |
Variables
O | Order quantity from DC to factory, in units |
F | Production date for a z-batch, period |
H | Total holding costs |
T | Total transportation costs |
W | Total write-off costs |
U | Total penalty costs |
M | Total manufacturing costs |
TC | Total costs |
\(\mu \) | Processing queue length, in units |
\(t_{m}\) | Production time for a batch, in periods |
y | Inventory in a r-period |
3.3 Mathematical model
3.3.1 Mathematical model
Objective function
Total costs are computed as a sum of total holding costs, transportation costs, write-off costs, penalty costs, and manufacturing costs (Eq. 1). Unit inventory holding costs \(c_h \) and transportation costs \(c_{tr} \) are used to compute total costs. In a case of inventory with expired date \(y_w \), write-off costs increase proportionally to the purchasing prices p. If the customer order size exceeds the inventory at DC, a penalty u is applied. Manufacturing costs depend on the number of setup and fixed costs for capacity units \(c_{fix} \).
Constraints
According to Eq. (2), production capacity can be reduced by a disruption coefficient \(\xi \). Equation (3) sets the constraint on minimum service level. In the considered practical case, 98.5% has been used as the reference value for minimum service level. Equations (4) and (5) define maximum queue lengths in the production system. According to Eq. (6), production quantity can equal or exceed minimum batch size. Equations (4)–(6) define the rules for production setups. Equations (7) and (8) are binary and non-negativity constraints on the re-order point for productsi and j.
4 Simulation system description
4.1 Concept of the simulation model
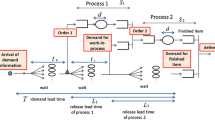
We focus on studying the impacts of production capacity disruptions on SC performance with consideration of a two-component demand structure and limited expiration dates. The objective of the model is to determine the re-order, production and shipment quantities and times from DCs to the factory. Two-stage, multi-period SC planning with multiple constraints on production capacity, setups, shipments, and inventory control is the object under investigation. A two-product system with independent seasonal stochastic demand with high variability is analysed. The planning horizon is 7 weeks. Production planning decisions include inventory dynamics at the DC. We consider both product availability and ‘freshness’ level requirements in service levels although customers are segmented according to their freshness requirements.
The simulation model is based on a combination of discrete-event and multi-agent modelling. Real-time adjustments of organizational and geographical SC structures are possible, i.e. the grid coordinates of the factory and DCs can be changed. An option is included to deactivate constraints on demand variations or seasonality as well as production or disruptions in real-time to study both the singular and combined production and inventory control impacts on supply chain performance. Shipments, disruptions and recoveries are modelled as events. The agent approach is used to model DC operations. State charts and messages are used for information exchange between DCs and the factory.
4.2 Simulation algorithms
In this section, we describe algorithms applied in the simulation model. The planning algorithms consider that the stock is deteriorating and that the batch, which can be shipped now, may be wasted in a few weeks. Base time unit is a week. This assumed that planning is done every week, but some parameters are measured in days. With the help of the company’s SC analysts, the heuristics have been developed, tested and used in the every-day practice. The demand model is relatively generic with two sources of randomness and a seasonal factor, which is common for food industry. The ordering policy resembles the basic planning process of an economic lot scheduling model (Wagner and Whitin 1958). The main differences introduced are remaining shelf life and demand structure considerations. The shelf life consideration algorithm is based on Nahmias’s (1980) mathematical programming approach.
Sales planning considered seasonal demand variations of 50% within the planning horizon. Also, long-term demand changes with a duration of 4 weeks are possible where demand may vary by 20%. Both demand variation parameters can be described by a uniform or triangular distribution. Versions were tested, but uniform distribution was implemented in the presented experiments with aggregated historical demand data for 60 periods having been used. Empirical data revealed the average weekly demand of 2500 U. Figure 1 shows the empirical demand distribution over 13 periods of 4 weeks each. The basic demand is 2541 U multiplied by the seasonal factor.

Empirical seasonal demand variation
Demand non-stationarity is implemented in the simulation model as an individual function. Each year of the model time is divided into 13 periods, each comprised of 4 weeks. For each period r, seasonal demand coefficient k is defined with regard to a basis demand level. The period demand \(d_r \) is therefore defined according to Eq. (9).
The actual demand \(d_{fr} \) may vary in a period with a standard deviation \(\delta _r^{ST} \) subject to uniform distribution. Additionally, period demand may be corrected by a trend \(\delta _r^l\) of demand increase or decrease for the length of four periods. Therefore actual period demand \(d_{fr} \) is generated according to Eq. (10):
Demand is divided into two customer groups, i.e. \(\alpha \) customers have higher priority than \(\beta \) customers. Demand share of \(\alpha \) customers is defined by parameter \(\nu \) according to Eq. (11).
DC operations are modelled using a multi-agent approach. We considered a set Z of production batches that are sorted upwards according to production dates \(F_z \) Parameters \(\rho _\alpha \) and \(\rho _\beta \). Then, we defined the minimum requirements for the rest shelf life for both customer groups. Let us consider current forecasting period \(\omega \) (\(\omega \in \left[ {r;r+n+m-1} \right] )\) in order to define the general outbound delivery planning algorithm for key customers and each period as follows:
In each period, the algorithm runs first for \(\alpha \) customers, and then for \(\beta \) customers. This allows for consideration of both inventory dynamics and expected shelf life of future deliveries.
An example of future delivery planning for one of the DCs is shown in Fig. 2.

Days of supply forecast and forecasted stock batches
Figure 2 depicts the days of supply forecast and forecasted stock batches. In period #87, one of the product batches will not meet the freshness requirement for key customers (i.e. at least 66% of the rest shelf life should be available). In period #88, new supply from production will increase inventory by 10,000 U. The planning algorithm takes into account that during the lead time from the factory to the warehouse, 6% from the shelf life is written off. In Fig.2, production batches are grouped vertically according to the production date increase. It can be observed that the algorithm follows the FEFO rule.
Production planning is based on a discrete event simulation approach (Fig. 3).

Production planning logic
If inventory at the DC reaches the reorder point, a new production order is allocated, the size of which is a multiple of the minimum lot size. The allocated order cannot be cancelled. Production planning considers lead time from the factory to the DC. If the computed production period of a batch (for both types of products) is reached, the orders enter the system via the modules I1 and I2 and are allocated in the queues Q1 and Q2. If an order is waiting in the queue longer than the planning horizon at the DC, this order exits the system via modules S1 and S2. If the constraint on the waiting time is met, the order is transferred into the production module. Processing start times are based upon the computed production week. Early production, i.e. schedule smoothing, is not allowed.
Production set-ups use time and contain costs. At the same time, less frequent set-ups may result in delivery delays and lead time variability increases. Set-ups are controlled in the model in two modes, i.e., a planned and a disrupted mode. In the planned mode without any capacity disruptions, lot-size based planning is used. For example, if five orders of the same product type are waiting in the queue, each of 10,000 product units and minimum lot-size is fixed at 40,000 U, four of these five waiting orders will be batched and produced as a lot. Then the planned set-up will be executed.
In the case of capacity shortage due to a demand peak or a disruption, for example, more flexible set-up rules are implemented. Two additional parameters are monitored: QC1 which is the queue size of another product and QC2 which is the difference between the queues for the first and second products. In the case of limit excess for one of these parameters, the set-up may be executed beforehand without waiting for lot production completion.
According to problem statement, raw material inventory in production system is unlimited.The allocated order \(O_{ir} \) or \(O_{jr} \) is first forwarded in the queues \(\mu _{ir} \) or \(\mu _{jr} \) . Manufacturing time \(t_m \) is determined as a function of order quantity \(O_{ir} \) and production capacity K. Production setups are subject to Eqs. (4)–(6).
The model exhibits the (Q, s, r) inventory control policy. Shelf life \(\eta _i \) is fixed and constrained. At each period r (\(r\in \left[ {1;1200} \right] )\), inventory level \(y_i \) is forecasted for n periods. In a case where \(y_i \) is less than re-order point \(s_i \), new order \(O_{ir} \) subject to \(Q_i \) with a planned delivery period \(r+n\) is placed. If production is only possible for each m periods, the planning is done for the \(n+m-1\) periods.
Finally, SC resilience analysis is based on random disruptions resulting in a 50% decrease in production capacity (cf. Eq. 2). Disruptions are modelled as random events. The intervals between disruptions \(t_{dp} \) and their duration \(t_{ds} \) are subject to normal distribution. The assumption on normal distribution of disruption occurrence and recovery period is hypothetical and is partly confirmed with actual data. A recent major disruption occurred at this company in April 2017. A large DC crashed due to construction quality problems. The analysis of this disruption showed that disruption length estimation can be fitted to normal distribution with a rather high standard deviation value. Speed of recovery is often dependent on a sequence of mitigation processes of relatively random length, which is assumed to converge to normal distribution. By default, the following parameters are used: mean interval is 100 periods and mean duration of disruption is 20 periods. Standard deviations are 50 and 10 periods respectively. At the end of the disruption period, the capacity K returns to normal.
5 Experimental results and managerial insights
AnyLogic multi-method simulation software has been used to develop the model and perform experiments. For sensitivity analysis of the system, optimization experiments have been performed, the results of which have been used for testing system behaviour in a number of scenarios. In some cases, embedded AnyLogic optimizer OptQuest has been used to find optimal parameter values. Cost minimization has been selected as the objective function. Service level has been considered in the constraints using 97% as a minimum acceptable value for any location of the distribution network facilities.
For verification, the following methods have been used: simulation run monitoring, output data analysis in the log files, and testing with the help of deterministic data. For testing, replications with a duration of 12,000 periods (weeks) and a warming up time of 50 periods have been applied. The model can be downloaded from http://www.runthemodel.com/models/2928/.
5.1 Data for simulation
In order to observe the impact of respective production factors, basic parameters such as demand, order size and safety stock were set up equally at the DCs (Table 1).
Two major uncertainties in the system come from demand variability and production capacity disruptions. The stochastic nature of these parameters influences the SC from both customer and supplier perspectives. After considering the preliminary analytical estimation of the uncertainty impact on system performance, the following data is shown in Table 2.
In the case of disruption, production capacity is decreased by 50%. According to the data from Table 2, the SC is working in the disrupted mode an average of 16.6% of time. This results in a productivity decrease of about 8% as compared to the disruption-free scenario. With regard to service level, forecast inaccuracy plays a crucial role. In the case of average deterministic demand of 2,500 product units per period, the computed write-off risks are minimal. Total shelf life is 36 weeks. Subject to the requirement of 66% remaining shelf life for A-customers, the products are available for sales to the majority of customers within only 12 weeks after completion of production. Two or 3 weeks are to be considered as lead time to the warehouses. Considering the fact that 80% of customers are A-customers, a product batch of 10,000 U can be sold within 5 weeks.
In order to verify this analytical analysis, a simulation experiment was run without any production constraints and with 100% forecast accuracy with a seasonality factor. In the case of inventory level between one and 4 weeks, service level is maximized and there are no products with expired dates. Low write-off costs appear if the inventory level is 5 weeks of supply. Each additional week of supply in inventory results in a significant write-off increase with 8 weeks of supply in inventory implying 21.22% write-offs (Table 3).
The conclusion can be drawn that even in the case of ‘ideal’ system execution; it is irrational to stock the products for more than 7 weeks of supply. At the same time, any production capacity disruption with duration of more than 49 days would result in a service level decrease. This leads to the recommendation to use capacity buffers or a back-up facility as additional capacity reservations.
5.2 Disruption and recovery impacts on inventory level
Next, let us analyse system behaviour in the disrupted mode subject to data in Table 2. Ahead of the first disruption, the system exhibits the same behaviour and performance in both normal and disruption scenarios. A disruption results in differences in system execution (Fig. 4).

Comparison of inventory dynamics at a DC
In Fig. 4, an example of inventory dynamics at a DC with 3 weeks of lead time for periods #99–179 is presented. The disruption lasts 26 weeks starting in period #110. The recovery period is 30 weeks. Ahead of period #110, equal inventory dynamics can be observed for scenarios with and without disruptions. Due to the fact that delivery from the factory to the DC is just ahead of the capacity disruption period, inventory at the distribution centre is available until period #117. In periods #120 and #122, two small deliveries from the factory to the DC can be observed since 50% of capacity still operates. After the capacity recovery, a number of delayed production orders are shipped to the DC creating higher inventory costs. After that, order allocation intensity changes again. High inventory levels increase write-off risks and the system tries to allocate fewer production orders. In the case of delivery delays, penalties may be incurred. For example, in period #165, inventory reaches zero which implies lost sales. Therefore, it can be observed that a production capacity disruption causes both product shortage and write-off risks.
The observed SC dynamics can be named “postponed redundancy” in regard to the impact of redundant production–ordering system behaviour during the disruption period on the production–ordering system behaviour in the after-disruption period. Examples of SC redundant behaviour during the disruption period can be redundant production or deliveries downstream from the disrupted part of the SC or redundant order allocations to disrupted facilities in the upstream direction.
In the disruption mode, the reference process model for the planning algorithm becomes less precise and causes redundant order allocations as a ‘panic’ reaction. A significant role is played by the long planning horizon since the system is inflexible in its reaction to unexpected changes. Therefore, SCs with a long cycle between order allocation and delivery are more sensitive to negative impacts of production capacity disruptions. Another conclusion from this experiment is that additional control algorithms are needed to monitor system behaviour, identify disruptions and adjust order allocation rules.
The only positive aspect of excessive inventory is that the system is protected from multiple recurring disruptions over a short period of time. In the case of non-perishable products, this effect would be stronger and longer lasting.
5.3 Disruption and recovery impacts on on-time delivery
In Fig. 5, the dynamics of customer order fulfilment are presented.

Dynamics of customer order fulfilment
Here the OTD (on-time delivery) performance of the SC subject to lost orders, delayed orders and average inventory in the SC with regards to both disruption and recovery periods are analyzed. Lost orders increase significantly in some periods following production capacity disruption and stabilize shortly after capacity recovery. Delayed orders increase almost immediately after production disruption. The stabilization period is longer for lost orders than for delayed orders. Its start is closely tied to the time when inventory reaches its maximum level in the SC.
During disruption, the average inventory in the SC does not reach zero level since the factory is still operating at 50% of production capacity. After capacity recovery, an inventory peak can be observed. Therefore, we conclude that the average inventory in the SC cannot be considered as a sound indicator for analysis of disrupted SC behaviour. However, after returning to normal conditions, average inventory along with the lost orders dynamics can be used as indicators of the SC recovery after a disruption. Delayed orders are one of the system inertia indicators. If delayed orders are increasing under conditions of stabilized service levels, this indicates a significant inventory increase in the near future in the SC.
When considering possible measures to mitigate the inventory increase during the SC recovery, we suggest cancelling all waiting production orders during capacity recovery. The orders waiting in the queue during the recovery period are, in essence, the orders with at least one period delay. Allocated orders should not be cancelled. The simulation results for this hypothesis are shown in Fig. 6.

Impact of waiting order cancellation
In comparing Figs. 5 and 6, it can be observed that waiting order cancellation during capacity recovery period allows avoidance of overstocking and write-off risks. The inventory level does not exceed the levels in the disruption-free mode. Table 4 summarized the key insights and findings of this study.
Table 4 summarized the major findings and insights distilled from the experiments as performed. In particular, for the first time, the effect of ‘postponed redundancy’ has been observed. Moreover, a coordinated production–ordering contingency policy in the supply chain within and after the disruption period has been developed and tested to reduce the negative impacts of the ‘postponed redundancy’. The lessons learned from experiments provide evidence that a coordinated policy is advantageous for inventory dynamics stabilization, improvement in on-time delivery, and variation reduction in customer service level.
6 Conclusions
We studied the trade-offs between write-off risks and resilience in light of perishable product inventory in SC planning with production capacity disruption considerations. A hybrid simulation model has been developed that combines elements of discrete-event and agent-based simulation blended with parametrical optimization. With the help of the developed simulation model, it becomes possible to compare SC performance with regards to singular and combined impacts of individual inventory and production factors on the overall efficiency and effectiveness subject to near-optimal parametrical settings. Real data of an FMCG company has been used to perform simulation experiments and to derive novel managerial insights and practical recommendations on inventory, on-time delivery and service level control.
We observed specific issues regarding SC resilience with product perishability considerations that can be generalized as the effect of “postponed redundancy”. ‘Postponed redundancy’ describes a delayed reaction of the supply network to disruption and recovery actions. The following generalizations of management insights can be made based upon the experimental analysis. First, SCs with long cycles between order allocation and delivery are more sensitive to negative impacts of production capacity disruptions. Second, waiting order cancellation in the recovery period causes reductions in inventory and write-off costs while maintaining the service level. Third, if delayed orders increase under conditions of stabilized service level, this indicates a significant inventory increase in the SC in the near future. Fourth, the higher the frequency of new production order allocations and the lower the order quantity, the more flexible the SC. These insights may help SC managers improve production and inventory control policies with considerations for both capacity disruptions and product write-off risks.
First, we observed that after capacity recovery, a number of delayed production orders are shipped downstream in the SC incurring higher inventory costs. After that, order allocation intensity changes again. High inventory levels increase the write-off risks, leading to allocation of fewer production orders. In the case of delivery delays, penalties may be incurred. Therefore, a production capacity disruption causes both product shortage and write-off risks. As an improvement recommendation, the waiting order cancellation for the recovery period allows for a reduction in inventory holding costs and write-off costs while maintaining the same service level. In disruption mode, the referenced process model for planning algorithm becomes less precise and causes redundant order allocations as a ‘panic’ reaction. A significant role is played by a long planning horizon since the system cannot react with great flexibility to changes. Therefore SCs with a long cycle between order allocation and delivery are more sensitive to the negative impacts of production capacity disruptions. Another conclusion is that additional control algorithms are needed to monitor system behaviour, identify disruptions and adjust order allocation rules.
Second, it has been observed that the average inventory in the SC cannot be considered as a sound indicator for analysis of disrupted SC behaviour. However, after returning to normal conditions, average inventory along with lost orders dynamics can be used as indicators of the SC recovery. Delayed order metric is one of the system inertia indicators. If delayed orders increase under conditions of stabilized service levels, this indicates a significant inventory increase in the SC in the near future.
Third, flexibility issues have been analysed. We discovered the importance of feedback accuracy and speed in the system. It has been observed that the higher the frequency of new production order allocations and the lower the order quantity, the more flexible the SC. In comparing disruption-free and disruption scenarios without production constraints on capacity and set-ups, the experimental data shows that the gap in service level between the disruption scenario and the disruption-free scenario increases with inventory level decreases.
Some limitations need to be pointed out. We observed that the main events in the model such as disruption start, full recovery, high inventory increase, system stabilization, product write-off and the resulting problems with service level are significantly distributed in time. In the simulation model, the impacts of these events on SC efficiency and service level can be estimated according to the final experiment results. In real life, such a retrospective analysis can only be applied conditionally to performance impact analysis. Analysis of system performance in the disruption and recovery period does not allow for full consideration of system productivity with regards to future events such as expiration dates. Expiration dates and disruptions can, therefore, be considered as factors that depict over time the importance of SC dynamics and analysis. The results also provide evidence that further research is needed with regard to multi-product systems with multi-echelon SCs. Dual- or multi-factory settings can be considered. More flexible planning horizons (e.g., freeze time in production plus lead time to DCs) can be included in said analysis. Logistics disruptions can also be considered along with production disruptions. More sophisticated planning algorithms will also influence improvements in this research field.
Finally, we formulate the superordinated conclusion from this study as follows. The lessons learned claim for coordinated production–ordering contingency policies in the supply chain within and after the disruption period. During the disruption period, DCs should consider production capacity decreases and adjust ordering policies respectively. Accordingly, production planning algorithms need to adjust waiting line control and order allocation according to the capacity disruptions and the adjusted DC ordering policy. After the capacity recovery, ordering and production control policies need to be synchronized to avoid both disproportional inventory peaks and backlog situations. Therefore, further studying the impacts of alignment and synchronization of production and distribution processes on SC costs minimization, service level increases, and service level variation represents promising future research avenue.
References
Agnetis, A., Detti, P., Meloni, C., & Pacciarelli, D. (2001). Set-up coordination between two stages of a supply chain. Annals of Operations Research, 107(1–4), 15–32.
Ambulkar, S., Blackhurst, J., & Grawe, S. (2015). Firm’s resilience to supply chain disruptions: Scale development and empirical examination. Journal of Operations Management, 33(34), 111–122.
Amorim, P., Meyr, H., Almeder, C., & Almada-Lobo, B. (2013). Managing perishability in production–distribution planning: A discussion and review. Flexible Services and Manufacturing Journal, 25(3), 389–413.
Atan, Z., & Snyder, L. V. (2012a). Inventory strategies to manage supply disruptions. In H. Gurnani, A. Mehrotra, S. Ray (Eds.), Supply disruptions: Theory and practice of managing risk (pp. 115–139). New York: Springer.
Atan, Z., & Snyder, L. V. (2012b). Disruptions in one-warehouse multiple-retailer systems. SSRN. http://ssrn.com/abstract=2171214.
Atan, Z., & Snyder, L. V. (2013). EOQ models with supply disruptions. In T. -M. Choi (Ed.), Handbook of EOQ inventory problems (Vol. 197, pp. 43–55). New York: Springer.
Azad, N., Saharidis, G. K. D., Davoudpour, H., Malekly, H., & Yektamaram, S. A. (2013). Strategies for protecting supply chain networks against facility and transportation disruptions: An improved Benders decomposition approach. Annals of Operations Research, 210(1), 125–163.
Bakker, M., Riezebos, J., & Teunter, R. H. (2012). Review of inventory systems with deterioration since 2001. European Journal of Operational Research, 221(2), 275–284.
Blackburn, J., & Scudder, G. (2009). Supply chain strategies for perishable products: The case of fresh produce. Production and Operations Management, 18(2), 129–137.
Boone, C., Craighead, C., Hanna, J., & Nair, A. (2013). Implementation of a system approach for enhanced supply chain continuity and resiliency: A longitudinal study. Journal of Business Logistics, 34(3), 220–232.
Carvalho, H., Azevedo, S. G., & Cruz-Machado, V. (2012a). Agile and resilient approaches to supply chain management: Influence on performance and competitiveness. Logistics Research, 4(1–2), 49–62.
Carvalho, H., Barroso, A. P., Machado, V. H., Azevedo, S., & Cruz-Machado, V. (2012b). A supply chain redesign for resilience using simulation. Computers and Industrial Engineering, 62, 329–341.
Chen, H., Chen, Y. F., Chiu, C.-H., Choi, T.-M., & Sethi, S. (2010). Coordination mechanism for the supply chain with leadtime consideration and price-dependent demand. European Journal of Operational Research, 203(1), 70–80.
Chen, F., Federgruen, A., & Zheng, Y.-S. (2001). Coordination mechanisms for a distribution system with one supplier and multiple retailers. Management Science, 47(5), 693–708.
Chiu, C.-H., Choi, T.-M., & Li, X. (2011). Supply chain coordination with risk sensitive retailer under target sales rebate. Automatica, 47(8), 1617–1625.
Choi, T. M., Cheng, T. C. E., & Zhao, X. (2016). Multi-methodological research in operations management. Production and Operations Management, 25, 379–389.
Cordeau, J. F., Pasin, F., & Solomon, M. M. (2006). An integrated model for logistics network design. Annals of Operations Research, 144(1), 59–82.
Craighead, C. W., Blackhurst, J., Rungtusanatham, M. J., & Handfield, R. B. (2007). The severity of supply chain disruptions: Design characteristics and mitigation capabilities. Decision Sciences, 38(1), 131–156.
DuHadway, S., Carnovale, S., & Hazen, B. (2017). Understanding risk management for intentional supply chain disruptions: Risk detection, risk mitigation, and risk recovery. Annals of Operations Research. doi:10.1007/s10479-017-2452-0
Entrup, L., Gunther, M., van Beek, H.-O., Grunow, P., & Seiler, M. (2005). Mixed-integer linear programming approaches to shelf-life: Integrated planning and scheduling in yoghurt production. International Journal of Production Research, 43(23), 5071–5100.
Fahimnia, B., Tang, C. S., Davarzani, H., & Sarkis, J. (2016). Quantitative models for managing supply chain risks: A review. European Journal of Operational Research, 247(1), 1–15.
Ferguson, M., & Ketzenberg, M. E. (2006). Information sharing to improve retail product freshness of perishables. Production and Operations Management, 15(1), 57–73.
Fu, H., Ma, Y., Ni, D., & Cai, X. (2015). Coordinating a decentralized hybrid push–pull assembly system with unreliable supply and uncertain demand. Annals of Operations Research. doi:10.1007/s10479-015-1865-x (in press).
Gan, X., Sethi, S. P., & Yan, H. (2004). Coordination of supply chains with risk-averse agents. Production and Operations Management, 13(2), 135–149.
Goyal, S. K., & Giri, B. C. (2001). Recent trends in modeling of deteriorating inventory. European Journal of Operational Research, 134, 1–16.
Heydari, J., & Asl-Najafi, Ja. (2016). Coordinating inventory decisions in a two-echelon supply chain through the target sales rebate contract. International Journal of Inventory Research, 3(1), 49–68.
Ivanov, D. (2017). Simulation-based ripple effect modelling in the supply chain. International Journal of Production Research, 55(7), 1083–1101.
Ivanov, D., Pavlov, A., & Sokolov, B. (2014a). Optimal distribution (re)planning in a centralized multi-stage supply network under conditions of the ripple effect and structure dynamics. European Journal of Operational Research, 237, 758–770.
Ivanov, D., Sokolov, B., & Dolgui, A. (2014b). The ripple effect in supply chains: Trade-off ‘efficiency-flexibility-resilience’ in disruption management. International Journal of Production Research, 52(7), 2154–2172.
Ivanov, D., Sokolov, B., Dolgui, A., Solovyeva, I., & Jie, F. (2016a). Dynamic recovery policies for time-critical supply chains under conditions of ripple effect. International Journal of Production Research, 54(23), 7245–7258.
Ivanov, D., Sokolov, B., Pavlov, A., Dolgui, A., & Pavlov, D. (2016b). Disruption-driven supply chain (re)-planning and performance impact assessment with consideration of pro-active and recovery policies. Transportation Research Part E: Logistics and Transportation Review, 90, 7–24.
Ivanov, D., Tsipoulanidis, A., & Schönberger, J. (2017). Global supply chain and operations management: A decision-oriented introduction into the creation of value. Berlin: Springer.
Jayaraman, V., & Pirkul, H. (2001). Planning and coordination of production and distribution facilities for multiple commodities. European Journal of Operational Research, 133(2), 394–408.
Karaesmen, I. Z., Scheller-Wolf, A., & Deniz, B. (2011). Managing perishable and aging inventories: Review and future research directions. International Series in Operations Research and Management Science, 151, 393–436.
Kim, S. H., & Tomlin, B. (2013). Guilt by association: Strategic failure prevention and recovery capacity investments. Management Science, 59(7), 1631–1649.
Kleindorfer, P. R., & Saad, G. H. (2005). Managing disruption risks in supply chains. Production and Operations Management, 14(1), 53–68.
Klibi, W., Martel, A., & Guitouni, A. (2010). The design of robust value-creating supply chain networks: A critical review. European Journal of Operational Research, 203(2), 283–293.
Kouvelis, P., & Li, J. (2012). Contingency strategies in managing supply systems with uncertain lead-times. Production and Operations Management, 21(1), 161–176.
Leat, P., & Revoredo-Giha, C. (2013). Risk and resilience in agri-food supply chains: The case of the ASDA PorkLink supply chain in Scotland. Supply Chain Management: An International Journal, 18(2), 219–231.
Lewis, B. M., Erera, A. L., Nowak, M. A., & White, C. C, I. I. I. (2013). Managing inventory in global supply chains facing port-of-entry disruption risks. Transportation Science, 47(2), 162–180.
Li, X., & Wang, Q. (2007). Coordination mechanisms of supply chain systems. European Journal of Operational Research, 179(1), 1–16.
Nagurney, A., Yu, M., Masoumi, A. H., & Nagurney, L. S. (2013). Networks against time. Supply chain analytics for perishable products. New York: Springer.
Nahmias, S. (1980). Perishable inventory theory: A review. Operations Research, 30(4), 680–708.
Pahl, J., & Voß, S. (2014). Integrating deterioration and lifetime constraints in production and supply chain planning: A survey. European Journal of Operational Research, 238(3), 654–674.
Qi, X., Bard, J. F., & Yu, G. (2004). Supply chain coordination with demand disruptions. Omega, 32(4), 301–312.
Rice, J. B., & Caniato, F. (2003). Building a secure and resilient supply network. Supply Chain Management Review, 7, 22–30.
Schmitt, A. J., & Singh, M. (2012). A quantitative analysis of disruption risk in a multi-echelon supply chain. International Journal of Production Economics, 139, 22–32.
Schmitt, A. J., Sun, S. A., Snyder, L. V., & Shen, Z.-J. M. (2015). Centralization versus decentralization: Risk pooling, risk diversification, and supply chain disruptions. Omega, 52, 201–212.
Sheffi, Y., & Rice, J. (2005). A supply chain view of the resilient enterprise. MIT Sloan Management Review, 47, 41–48.
Simchi-Levi, D., Schmidt, W., Wei, Y., Zhang, P. Y., Combs, K., Ge, Y., et al. (2015). Identifying risks and mitigating disruptions in the automotive supply chain. Interfaces, 45(5), 375–390.
Snyder, L. V., Atan, Z., Peng, P., Rong, Y., Schmitt, A. J., & Sinsoysal, B. (2016). OR/MS models for supply chain disruptions: A review. IIE Transactions, 48(2), 89–109.
Snyder, L. V., & Daskin, M. S. (2005). Reliability models for facility location: The expected failure cost case. Transportation Science, 39, 400–416.
Song, J.-S., & Zipkin, P. (2009). Inventories with multiple supply sources and networks of queues with overflow bypasses. Management Science, 55(3), 362–372.
Spiegler, V. L., Naim, M. M., Towill, D. R., & Wikner, J. (2016). A technique to develop simplified and linearised models of complex dynamic supply chain systems. European Journal of Operational Research, 251(3), 888–903.
Tomlin, B. (2006). On the value of mitigation and contingency strategies for managing supply chain disruption risks. Management Science, 52(5), 639–657.
Tomlin, B. (2009). Disruption-management strategies for short life-cycle products. Naval Research Logistics, 56, 318–347.
Wagner, H. M., & Whitin, T. (1958). Dynamic version of the economic lot size model. Management Science, 5, 89–96.
Xiao, T., Yu, G., Sheng, Z., & Xia, Y. (2005). Coordination of a supply chain with one-manufacturer and two-retailers under demand promotion and disruption management decisions. Annals of Operations Research, 135(1), 87–109.
Xu, M., Wang, X., & Zhao, L. (2014). Predicted supply chain resilience based on structural evolution against random supply disruptions. International Journal of Systems Science: Operations and Logistics, 1(2), 105–117.
Yang, Z., Aydin, G., Babich, V., & Beil, D. (2009). Supply disruptions, asymmetric information, and a backup production option. Management Science, 55(2), 192–209.
Zijm, H., & Timmer, J. (2008). Coordination mechanisms for inventory control in three-echelon serial and distribution systems. Annals of Operations Research, 158(1), 161–182.
Acknowledgements
The author thanks Guest Editor and anonymous reviewers for their valuable comments that greatly improved the manuscript. We cordially thank Mr. John Davis, lecturer in operations management and research associate at Berlin School of Economics and Law for a thorough proof-reading of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ivanov, D., Rozhkov, M. Coordination of production and ordering policies under capacity disruption and product write-off risk: an analytical study with real-data based simulations of a fast moving consumer goods company. Ann Oper Res 291, 387–407 (2020). https://doi.org/10.1007/s10479-017-2643-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10479-017-2643-8