
Abstract
The Gombore II site dates to circa the Brunhes Matuyama Reversal and is one of the Acheulean localities of the Melka Kunture (Upper Awash, Ethiopia) archaeological complex, known since the 1970s. In 2001, this locality was selected as the site for an Open Air Museum and thus excavated. The excavation area has yielded an abundant Acheulean lithic assemblage manufactured on volcanic raw materials in close association with numerous paleontological remains. A technological analysis was carried out on a fraction of the bifacial tools (bifaces and cleavers) which could be temporarily removed from the displayed surface in the museum. This set of artefacts reveals new data about the bifacial shaping strategies adopted at the beginning of the Middle Pleistocene in Ethiopia. The use of obsidian and the systematic manufacturing of twisted bifaces are original features of the assemblage. These data are discussed in the framework of penecontemporaneous East African sites.
Résumé
Gomboré II est un des sites acheuléens du complexe préhistorique de Melka Kunture (Haut Awash, Ethiopie), connu depuis les années 70, et se place aux environs de la limite Brunhes-Matuyama. En 2001, ce site fut choisi pour implanter un musée de site et des fouilles furent alors organisées. La zone fouillée a livré un abondant outillage lithique acheuléen manufacturé sur roches volcaniques, étroitement associé à de nombreux restes paléontologiques. L’analyse technologique du matériel n’a pu être conduite que sur une fraction des outils bifaciaux (bifaces et hachereaux), temporairement extraite de la surface de fouille préservée dans le musée. L’étude de ces artefacts apporte de nouvelles données sur les stratégies de façonnage adoptées par les hominidés au début du Pléistocène moyen en Ethiopie. L’usage de l’obsidienne et la fabrication systématique de bifaces “twist” confèrent un aspect original à cette série. Les données sont replacées dans le contexte contemporain est-africain.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
East Africa has yielded the oldest bifacial tools at the BSN-12, OGS-5 and OGS-12 sites in Gona, Ethiopia, more than 1.6 myr (Quade et al. 2004), at Kokiselei 4 in West Turkana, Kenya, about 1.65 myr (Roche et al. 2003), at KGA-4 in Konso, Ethiopia, 1.5 myr (Asfaw et al. 1992), at EF-HR in Olduvai, Tanzania, more than 1.5 myr (Leakey 1971) and at the RHS-Mugulud and MHS-Bayasi sites in Peninj, Tanzania, about 1.5–1.4 myr (de la Torre et al. 2008; Isaac and Curtis 1974).
The production of bifacial tools became a major component of the Acheulean lithic record during the end of the Lower and the beginning of the Middle Pleistocene in East Africa. Nevertheless, assemblages without cleavers and/or bifaces have been described during this period in the same area. Such assemblages are documented in the Middle Awash in Ethiopia (de Heinzelin et al. 2002; Schick and Clark 2003) where they are interpreted as a variant of the local Acheulean. The absence of these characteristic tool types is a common aspect of some sites with an assemblage linked to a precise activity, the processing of a carcass of a very large mammal. This is the case at the Nadung’a 4 site at West Turkana, dated to 0.7 myr (Delagnes et al. 2006), and Mwanganda’s Village in Malawi, 0.6–1.2 myr (Clark and Haynes 1970; Surovell et al. 2005).
Descriptions of Acheulean bifacial tools have seldom been backed by detailed technological analysis (Delagnes et al. 2006; Mourre 2003; Roche and Texier 1991; Texier 1989) or supported by experimental knapping (Jones 1979, 1981, 1994). Instead, bifaces and cleavers have been most commonly classified adopting morphometrical and/or typological approaches (Clark and Kurashina 1979; Gowlett 1993; Gowlett and Crompton 1994; Isaac 1977; Leakey and Roe 1994). The adoption of different methodological approaches in the analysis of lithic collections has strongly conditioned the understanding of the variability of the African Acheulean. The same technological vs. typological approaches can be applied to the Oldowan as illustrated by the current debate (Braun et al. 2008; de la Torre and Mora 2009; Texier 2005).
In this framework, our technological analysis of the bifaces and cleavers from the Gombore II Open Air Museum (OAM) adds new data to the existing knowledge of bifacial shaping technology at the beginning of the Middle Pleistocene in East Africa. The Gombore II site at Melka Kunture dates to circa the Brunhes Matuyama Reversal (BMR), and it was extensively excavated between the 1970s and 1990s. The various excavation sectors have yielded an abundant lithic assemblage, partially analysed with a typological approach (Brahimi 1976; Chavaillon and Berthelet 2004; Saurel 1990). The reopening of a large excavation for the OAM has allowed us to analyse the techniques of the production of bifacial tools. For instance, the exploitation of obsidian and the systematic manufacturing of twisted bifaces, almost unknown in the African Acheulean record, confer an original feature to the assemblage.
Gombore II in the Melka Kunture Context
The sites of Melka Kunture are located in a semi-graben depression that belongs to the Upper Awash basin, on the Ethiopian Plateau along the western border of the Main Ethiopian Rift. The basin surface area is around 3,000 km2 and is delimited by Pliocene volcanic centres. The main centres are Wachacha and Furi in the north, Boti and Agoiabi in the south. Its eastern limit is marked by the main graben of the Ethiopian Rift belonging to the large East African rift system (Mohr 1999). The Melka Kunture area is made up of valleys whose inner terraces resisted erosion. The visible thickness of these deposits is around 30 m, but the cumulative thickness of the various levels is about 100 m (Bardin et al. 2004; Kieffer et al. 2002, 2004; Raynal and Kieffer 2004).
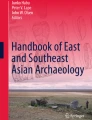
Volcanism in the Melka Kunture region was characterized by multiple eruptions correlated with the Late Cenozoic evolution of the Ethiopian Rift. Although the identified periods of human occupation post-date these large eruptions, which erased any prior evidence of the presence of hominins along the course of the Upper Awash, the valley has been a focus of hominin occupation for the last two million years and very violent eruptions have frequently deeply modified the hominin environments. The Awash regularly reestablished its course after each important volcanic episode and each time established a new basal level of erosion. The water flow of this river and its tributaries provided the sedimentary context of reworked volcanic materials that buried and preserved the archaeological sites. This sedimentation was a consequence of the reactivation of the border faults that provoked the subsidence of the semi-graben on several occasions. This process of burial was assisted by the input of pyroclastic materials during eruptions. The influx of sediment considerably increased the riverbed load. However, this cycle was largely controlled by the level of the Awash sill at the exit of the basin, upstream of the gorges deeply incised in the western rift border. The sill may have remained high for a long period of time, reducing until recently the likelihood of regressive erosion processes in the basin. The alluviums of the right bank tributaries document an evolution that is related to the successive geodynamic phases of the Melka Kunture fault and its associated volcanism. Those of the left bank record the different stages of dismantling of superficial formations covering the part of the basin between Melka Kunture and the distant volcanic centres. The piling of alluviums, volcano-derived sediments and direct tephric inputs built the Melka Kunture Formation (MKF; Raynal et al. 2004). This geological formation documents a human occupation of this part of the Upper Awash Valley dated between the end of Olduvai Polarity Subzone and the BMR at least (Cressier 1980; Schmitt et al. 1977). Four Oldowan sites (Karre I, Gombore I, Gombore Iγ and Garba IV) and two Acheulean sites (Garba XII and Gombore II) have been recorded and extensively excavated in this formation (Figs. 1 and 2).

Location of Gombore II site and of other Palaeolithic sites at Melka Kunture

a Geological sketch map of the Melka Kunture area, after Taïeb (1974), revised. b Melka Kunture Formation
The Gombore II OAM is one of the excavation sectors of the Gombore II site, located on the right bank of the Awash River in the MKF. Two different archaeostratigraphic units at Gombore II site have been previously excavated (1966–1975 and 1992–1995) by the French Archaeological Mission, directed by Jean Chavaillon: a lower unit and an upper one called the “Butchery site” (Chavaillon and Berthelet 2004). The lower archaeostratigraphic unit lies above a tuff unit nearly 1.00 m thick, which could be the “tuff C” of reverse polarity described in former studies (Chavaillon 1979b; Cressier 1980; Westphal et al. 1979). Only the upper part of this archaeostratigraphic unit has been excavated through one large exposure (Gombore II 1, 70 m2) and three test trenches (Gombore II 3, 8 m2; Gombore II 4, 13 m2; Gombore II 5, 9 m2). The recovered assemblages consist of 1,753 lithic artefacts (Gombore II 1, 666; Gombore II 3, 742; Gombore II 4, 134; Gombore II 5, 211). They are rich in bifaces and cleavers, made from various volcanic rocks. The proportion of faunal remains varies between 60% and 70% of the total (bones and lithics combined). They belong to bovids, giraffes, hippos, suids and equids (Chavaillon and Berthelet 2004).
The Gombore II 1 exposure has yielded two human fossils, both of them attributed to Homo erectus sensu lato (Chavaillon and Coppens 1975, 1986). A fragment of the left parietal (MK 74 GOM II1 6169) was discovered in situ in 1974, and a fragment of frontal bone (MK 76 GOM II1 576) was recovered from the section of a small watercourse crossing the same excavation locality.
The excavation of the upper archaeostratigraphic unit has been carried out on about 35 m2 (Gombore II Butchering Site, or locality 2) in an area located 30 m south of Gombore II 1 (Fig. 3). This unit is covered by a tuff (D) with normal polarity (Chavaillon 1979b; Cressier 1980; Westphal et al. 1979). It has been interpreted as a hippopotamus butchering site because fragmentary remains of two individuals were found associated with lithic artefacts (Chavaillon and Berthelet 2004).

Location of the excavation localities at Gombore II site and plans of the horizontal distribution of all the remains of the localities excavated from 1966 to 1995
In 2001, the Gombore II site was selected by the Italian Archaeological Mission at Melka Kunture and Balchit, directed by one of us (M.P.), to build the OAM (Chavaillon and Piperno 2004). A new area of about 35 m2 was excavated in the upper part of the lower archaeostratigraphic unit and the archaeological materials were left in situ for display. A total of 1,148 lithic artefacts, 734 broken and battered cobbles, 5,059 unmodified materials and 896 faunal remains have been recorded (Fig. 4).

Gombore II OAM. Horizontal distribution of all the remains
A taxonomic study of the 896 faunal elements has been carried out in place, but identification and comparisons are based upon the whole collection which includes fossils from previous excavations. Table 1 gives the faunal list from this unit, together with the total number of identified specimens (NISP) from the OAM and previous excavations.
Biochronologically, the Gombore II fauna differ from those of earlier sites of Melka Kunture in the replacement of a brachyodont hippo by a hypsodont form close to the modern one and in the replacement of a slender-horned wildebeest (Geraads 1979; Geraads et al. 2004a, b) by the modern Connochaetes taurinus. The persistence of the primitive equid Hipparion, of which Gombore II is one of the latest known occurrences, is a noticeable archaic feature of this fauna.
Ecologically, the fauna are similar to those of the earlier sites of Melka Kunture, with the predominance of grazing hippos and of Alcelaphini (Connochaetes, Damaliscus) among bovids, indicating open savannah. However, there are also some remains of Reduncini (Kobus), which suggest the occurrence of wet grasslands. Some humidity was also inferred from the robustness of equid metapodials (Eisenmann 1985), and an equid mandibular symphysis was interpreted as that of a leaf eater (Eisenmann 1998). The presence of Diceros (black rhino) rather than Ceratotherium (white rhino) also speaks against a pure dry savannah.
However, ecological interpretations should be drawn with caution as strong taphonomic biases have affected the proportions of ungulate remains. The most common bovid limb bones are the metapodials; they can be divided into three main size groups corresponding most probably to (1) Damaliscus niro; (2) Connochaetes; (3) cf. Pelorovis. The first group is by far the most common, and most teeth are also of this size group. However, the proportions are quite different for other abundant bones. More than half of the distal humeri, and 17 of the 20 measurable tali, belong to cf. Pelorovis. The distal humerus and talus are the most robust bones of the skeleton, and we suggest that they are the only remaining large bones of the larger bovids as others may have been more intensively broken, perhaps for marrow recovering. Running waters may also have altered the proportions of ungulate limb bones, as was suggested by Sabatier (1979) for rodent teeth.
As is the case for the faunal remains, all the lithic artefacts recovered on the excavated surface of the OAM corresponding to the upper part of the lower archaeostratigraphic unit have been classified in situ. Due to the purpose of the museum, it was impossible to remove most of the artefacts from the excavated surface for study. The categories presented in Table 2 correspond then to a simplified inventory of what was visible on the excavated surface, and we cannot discuss the general composition of the assemblage.
This archaeostratigraphic unit is rich in unmodified pebbles and cobbles as well, and in broken and battered cobbles. This last category refers to cobbles with numerous impact marks on one or several faces and to cobbles with one, two, three or more fractures (Chavaillon 1979a; Chavaillon et al. 2004). Since it is extremely difficult to determine whether these traits are anthropogenic, especially since the materials cannot be removed from the exposed surface of the museum, this category has not been considered in Table 2.
Lithostratigraphy at Gombore II OAM Site
The OAM assemblage represents one of the oldest occurrences of Acheulean in the lower Middle Pleistocene of the MKF. The micro-lithostratigraphy of the deposits provides new information on the depositional and post-depositional contexts of the archaeological remains. Their organization can be observed in a 2.00-m section oriented N 45 E and located at the northwest extremity of the Gombore II OAM excavation, between 2,020 and 2,022 m a.s.l. (Fig. 5a). This section is subparallel to the main axis of a wide channel which dips towards SE and shows clear bank and bed lateral accretion forms (Fig. 5b). The following units have been observed from the bottom to the top:
-
PSG: Coarse sands and gravels, 0.50 m thick, pumiceous, with soft tuffaceous pebbles; the top bed (2127) is made of well-sorted sands with a steep unimodal grain size curve.
-
PSS: Unit of Fl facies, 0.55 m thick, massive silts poorly sorted near the base (2123) with unimodal grain size curve; the upper part also contains poorly sorted silts (2122), with small ripples underlined by fine sand micro-beds or by coarser, poorly sorted sand lenses (2121) with a bimodal grain size curve.
-
CBS: Cross-bedded sands, 0.10 m thick, well to poorly sorted (2118 and 2120); grain size curves are unimodal.
-
CPB: Clast-supported thin pebble bed, 0.10 m thick, appearing in section as a stone line; this is the minimum expression of a Gh facies (Miall 1996). Presence of numerous artefacts and bones which form the archaeological layer at Gombore II sector 5; when the surface of this unit is exposed, elements are imbricated and show sieving features (for example, smaller elements such as obsidian bifaces lay in vertical position in gaps between the larger elements). The sandy matrix (2120) is well sorted with a unimodal grain size curve, identical to the sands below the pebble lag. Towards mid-channel, it is possible to observe elements from the archaeological layer floating in bedded sands (Fig. 5c), demonstrating the polygenic history of the archaeological surface which cannot therefore be considered an unmodified living floor; large and flat artefacts (bifaces and cleavers) and long bones are conspicuously oriented, indicating a NE/E main current direction.
-
ESS: Sandy complex, 0.15 m thick, horizontally bedded, an alternation of very well-sorted epiclastites (2111 and 2109) with steep unimodal grain size curves and very poorly sorted silty sands to poorly sorted sandy silts (2116 and 2114) with bimodal grain size curves. Observed in thin sections, minerals (quartz and feldspar) and abundant ore grains (magnetite) characterize the epiclastic laminae. The top bed of this unit deeply erodes the lower beds with narrow V- and U-shaped micro-channels filled with cross-bedded sands. This unit becomes thicker towards the SW (Fig. 5b).
-
SSS: Unit of Fl facies (Miall 1996), 1.00 m thick. Poorly sorted sandy silts (2126 and 2124) with bimodal grain size curves are intercalated with very thin epiclastic sandy layers and form the bottom part of this unit. Upwards, poorly sorted silts show discrete small ripples and low-angle cross-beds underlined by fine, very well to moderately sorted epiclastic sands (2112, 2113) with unimodal grain size curves. Towards mid-channel, the epiclastic sandy beds thicken and one observes a succession of sands and silts identical to the ones described in the preceding sandy complex; under the microscope, the sandy beds are a mixture of quartz and feldspar grains with a few ferro-magnesian minerals, some oxidized scoria fragments and pumice and lava fragments; silty beds have matrix-supported finer grains and are reworked as soft pebbles (Fig. 5b).

Gombore II Sector 5. a Section with sampling location: black dots are sediment samples in bulk; black rectangle is oriented block samples for examination under the microscope. b Section on the north bank of a paleochannel: lateral accretion of sands interbedded with reworked tuffs overlying the archaeological layer. c Bone floating in laminated sands above the archaeological layer
Because the artefacts could not be removed from the museum surface, the search for refittings was not possible. Clearly, the assemblage was abandoned (several times?) by hominids on a channel bank, then concentrated, partially displaced and reoriented by the river current, which is a common occurrence in Lower and Middle Pleistocene African sites but had never been reported at Melka Kunture.
Bifacial Shaping Strategies: Technological Issues
A technological study has been conducted on 49 artefacts to identify the bifacial shaping strategies used to produce them. Seven cleavers, 18 bifaces (six from obsidian and 12 from hard volcanic rocks) and six twisted bifaces have been removed from the excavation surface of OAM. Though already known in surface-collected series, twisted bifaces recorded in a stratigraphic context are unique among African Acheulean assemblages. For this reason and because of the small number of specimens which could be removed from the Gombore II OAM, their technological analysis has been enlarged to include 18 twisted bifaces from the same archaeostratigraphic unit at the adjacent locality five excavated by Chavaillon (Gombore II 5, see location in Fig. 3) where they represent 80% of obsidian biface production.
We follow in this paper the technological approach of the French School based on the concept of chaîne opératoire, which places each object of a lithic series in a precise technical context by identifying all the technical processes performed in its production, from the procurement modalities of raw material to the phases of manufacture and use, until its abandonment (Inizan et al. 1999; Pelegrin 1985). The technological analysis takes into account the whole history of a lithic object and considers the different modalities of manufacturing, offering a view of potential variability and not limited to the final stage of use. Thus, we use the term “shaping” in its original definition: “knapping operation carried out for the purpose of manufacturing a single artefact by sculpting the raw material in accordance with the desired form” (Inizan et al. 1999:155).
However, the collected data presented here correspond to the technological analysis of the final state of the pieces; at the moment, it is impossible to identify the different phases of the chaîne opératoire employed in their fabrication, such as the different types of shaping flakes for instance, due to the impracticability of removing most of the artefacts from the OAM. Moreover, in the case of Gombore II 5, the lithic assemblage recorded by Chavaillon illustrates a preferential choice of bifaces and cleavers which were visible on the upper part of the excavated archaeostratigraphic unit.
The Utilized Volcanic Raw Materials
The volcanic rocks utilized for knapping at Gombore II and in the other Oldowan and Acheulean sites at Melka Kunture are various types of basalts, trachybasalts, trachytes and ignimbrites on the one hand and obsidian on the other hand. These two groups of raw materials present very different properties for stone knapping.
As demonstrated by a detailed survey, lava cobbles are preserved in the different archaeological sites and are abundant in the old alluviums of the Awash River and its tributaries in the vicinity of Melka Kunture where several facies were identified at mesoscopic scale (Kieffer et al. 2004): aphyric to subaphyric basalts, differentiated aphyric to subaphyric lavas, porphyric basalts, poorly porphyric to semiporphyric basalts, differentiated porphyric lavas, microdoleritic basalts, trachybasalts, trachyandesites, obsidianic lavas, welded ignimbrites, ignimbritic tuff and obsidian. Mesoscopic determinations were conducted in 2002 for 124 large flake tools (bifaces and cleavers) on the exposed surface at the Gombore II OAM (Table 3) and have been controlled under the microscope for thin sections of micro-cores extracted from bifaces and cleavers removed from the display surface for technological study (Table 4). Mesoscopic identification is globally well calibrated, and both observations confirm the selection of fine-grained lavas for the manufacture of cleavers and bifaces.
The closest known primary obsidian source is at Balchit, 7 km north of Melka Kunture (Fig. 6) and belonging to the group of Pliocene rift margin silicic centres of the Wachacha Formation, located on the western border of the Main Ethiopian Rift, in the Addis Ababa Rift Embayment (Fig. 7). The age of the dome has been established at 4.37 ± 0.07 myr by K–Ar measurements (Chernet et al. 1998). It is a flat dome flow, cropping out over an area of about 4 km2. The obsidian flow appears in situ on the Jimjima plateau and close to the village of Balchit. Amygdales up to 1 m long of pure and massive obsidian are preserved among the weathered rock (Fig. 8a). The obsidian colour is dominantly black, but blue, green, red and beige colours have been observed. Obsidian debris was widely distributed across the successive paleo-landscapes (Fig. 8b) as products of erosion from the primary source. Large blocks, cobbles and gravels are found in Quaternary alluviums and in minor riverbeds, forming secondary sources that were available to prehistoric groups. The unweathered lava selected for knapping is massive, uniformly black, very finely banded and breaks easily with conchoidal fracture, giving more or less translucent flakes with excellent cutting edges. Only one elemental composition was recorded in a study of 12 Balchit obsidians and two obsidians from alluvial deposits (Poupeau et al. 2004). The same composition was found for ten artefacts from Gombore I and II and Garba IV (Negash et al. 2006). The use of obsidian is more or less continuous throughout the Acheulean at Melka Kunture. At Gombore II, its percentage varies from one locality to another, ranging between 36% and 47%.

Location of the Balchit dome flow in the Melka Kunture landscape and direction of the reworked obsidian transport along the Kella and Atebella gullies (orthophoto elaboration: R. Salvini and M.C. Salvi)

Map showing the location of the Balchit obsidian outcrops (after WoldeGabriel et al. 1992)

Balchit. a Unweathered massive obsidian. b View of obsidian debris at Balchit locality
Cleavers
The frequency of cleavers within the Gombore II OAM assemblage is lower than that of bifaces. This proportion is common between the end of the Lower Pleistocene and the beginning of the Middle Pleistocene at other Melka Kunture (Chavaillon and Berthelet 2004) and East African sites (Clark and Kurashina 1979; Gowlett 1980, 1993; Isaac 1977; Leakey and Roe 1994), except at Isenya level VI where the number of cleavers is more than twice that of bifaces (Mourre 2003).
All the analysed cleavers are made from large flake blanks: one from the flaking of an aphyric basalt slab and six resulting from the flaking of large blocks (four of microdoleritic basalt and two of welded ignimbrite). Lava blocks of proper dimensions for the production of large flakes are abundant in the Melka Kunture region (Fig. 9).

Large blocks of microdoleritic basalt scattered on surface in the northern part of the Melka Kunture region
Despite the total absence of large cores in the excavated area, we can deduce from the cleavers the use of the Kombewa method with a prepared striking platform and of bidirectional removals for the extraction of the cleaver blank and the predetermination of the cleaver edge. Due to the absence of cores, it is difficult to determine whether this last process corresponds only to a bidirectional flaking method with opposed striking platforms or is a part of a more complex predetermined flaking system involving the total periphery of the core. Both flaking methods produce flakes with technical, morphological and dimensional similarities, i.e., flakes with a high degree of predetermination whose features can be summarized in the following aspects:
-
1.
Predetermination of the cleaver edge morphology
-
The cleaver edge morphology was determined prior to the detachment of the cleaver blank by removals whose directions are opposed to that of the cleaver blank. The resulting cleaver edge morphology is convex with two removals (four specimens, Fig. 10, a and b) or linear with one removal (one specimen, Fig. 10c). The inclination of the cleaver edge depends on whether the percussion axis was adopted as the morphological axis during the shaping phases.
-
The cleaver edge morphology is predetermined by the production of Kombewa flake blanks (Fig. 10d).
-
-
2.
Predetermination of the cleaver size
-
Considering the unmodified cleaver edge, the preserved butt and the correspondence between the morphological axis and the percussion axis in the cleavers made from flake blanks produced by bidirectional removals, it is possible to affirm an intentional predetermination of the cleaver size. This is also confirmed by the similar length of the cleavers (Fig. 10, a and b). The only exception is represented by the largest cleaver with a déjeté percussion axis (Fig. 10c; see Table 5).
-
Cleavers made from Kombewa flakes are shorter than the previous ones, but their size is predetermined because the long axis is not modified by working of the butt part and the cleaver edge (Fig. 10d).
-
-
3.
Predetermination of the cleaver morphology
-
The utilization of a Kombewa flake blank does not require any further roughing out to obtain the expected form, with the exception of some removals intended to thin the prominent butt-bulb part of the upper face of the flake blank (Fig. 10d).
-
-
4.
Partial predetermination of bifacial symmetry
-
The bifacial symmetry is partially predetermined and achieved by the shaping process when cleavers are shaped from blanks obtained with bidirectional removals. In fact, the irregular convexity of the upper face of the flake blank is reduced by one to three series of invasive removals and balanced by the convexity of the lower face, which is rather superficially shaped by a few removals thinning the bulb part.
-
The finishing consists of improving the bilateral symmetry by a more or less continuous retouch on the upper face to trim the edges (Fig. 10, a and c).
-
In the case of the cleaver blank flaked from a basalt slab, the finishing process consists of a series of bifacial retouches. Although these retouch flakes are hinged due to the presence of flow bands in the basalt slab, the edges are perfectly delineated (Fig. 10b).
-
This partial predetermination of the bifacial symmetry derives from a controlled flaking method and produces cleavers with a biconvex section and a similar maximal thickness.

Gombore II OAM. a Cleaver on flake blank, welded ignimbrite. b Cleaver on flake blank from the flaking of a basalt slab, aphyric basalt. c Cleaver on déjeté flake blank, microdoleritic basalt. d Cleaver on Kombewa flake, microdoleritic basalt
Bifaces
Of the analysed bifaces (18), six were made from obsidian, eight from aphyric basalt, three from microdoleritic basalt, one from ignimbrite.
Alluvial formations contemporaneous with the occupation or older are rich in obsidian pebbles, cobbles or angular elements of medium to small dimensions whose modules are not suitable for the production of flake blanks for bifaces. Rare obsidian blocks of large dimensions do exist in the ancient alluviums (Fig. 11), but their occurrence is not so abundant to justify an intensive biface flake blank production. Therefore, procurement of obsidian at the nearby primary source of Balchit should be considered.

Simbiro III. Large obsidian block recovered in ancient alluvium
The utilized blanks, when recognizable, are large déjeté flakes (the percussion axis of the flake blank is different from the morphological axis of the bifaces) or Kombewa flakes. The utilization of both blank types is also documented at Isenya (Roche and Texier 1991). Generally, the exploitation of flakes as biface blanks is a frequent feature of the Acheulean sites at Melka Kunture, with the exception of the evidence of Garba XIIJ (1.1–0.8 myr) where some of the bifaces were shaped on large basalt cobbles (Chavaillon and Berthelet 2004). Since around 1 myr in the other East African contexts such as Olorgesailie (Isaac 1977), Olduvai Gorge (Leakey 1975; Leakey and Roe 1994) and Kilombe (Gowlett 1991), large-cutting-tool (LCT) blank production based on large flake technology constitutes the primary technological praxis.
However, due to the absence of the cores for the production of biface blanks and to the intense shaping, it is impossible to identify the flaking method adopted to obtain déjeté flakes.
The shaping of the déjeté flake blanks is intense on both faces and produces ovate (seven items, Fig. 12a), more or less pointed, or limande bifaces (two items, Fig. 12b) with an intra-shape standard size (see Table 5), bifacial asymmetry and poorly delineated edges. It consists of two or three series of alternate invasive removals involving the totality or the quasi-totality of both faces and also thinning the bulb part, sometimes removing the butt and determining biconvex or flat/convex sections. The finishing phase is accomplished by a series of short unifacial, seldom bifacial retouch flakes. This limited finishing, along with the alternating directions of the removals of the roughing-out process, creates a denticulate cutting edge.

Gombore II OAM. a Ovate biface, aphyric basalt (drawing: M. Pennacchioni). b Limande biface, microdoleritic basalt (drawing: M. Pennacchioni). c Ovate biface on Kombewa flake, microdoleritic basalt. d Discoid biface, obsidian
The adoption of the Kombewa method for producing biface blanks is strictly linked to the exploitation of microdoleritic basalt and obsidian. The utilization of this method has been documented by Chavaillon and Berthelet (2004) for the production of obsidian bifaces in the other Gombore II excavation localities. The predetermination of the bifacial symmetry characterizing the use of a Kombewa flake blank requires more limited shaping procedures. The shaping is generally achieved with one or two series of invasive removals and a marginal retouch. The symmetry is perfect, sections are biconvex, and edges are well-delineated and rectilinear. Bifaces from microdoleritic basalt are ovate in shape (Fig. 12c) and their dimensions fit within the range of the other lava ovate bifaces (see Table 5). Bifaces from obsidian are characterized by a discoid shape without a pointed extremity (Fig. 12d).
Twisted Bifaces
Obsidian twisted bifaces are present in all the excavation sectors of the Gombore II site (Chavaillon 1976; Chavaillon and Berthelet 2004; Saurel 1990). They are a unicum not only within the archaeological sequence at Melka Kunture but also among African prehistoric sites recorded in stratigraphic context. Chavaillon labelled them “twisted bifaces”. He supposed a different shaping method than that of the classical bifaces and assumed that their functionality was likely different due to the different morphology of the edges (Chavaillon 1976). These observations were based exclusively on a typological analysis of the artefacts.
Our technological study shows that the conceptual scheme of the twisted bifaces is indeed different from that of the classical ones. The most common definition of the classical biface was given by Bordes (1961:71): “their common characteristic is to be shaped on their two faces, by total retouching or to the less invading….” Later, detailed descriptions of the bifacial conceptual and operative schemes have been presented (Roche and Texier 1991; Texier 1989) and summarized (Inizan et al. 1999:44): “…bifacial shaping can be divided into two phases, roughing out and finishing. Roughing out consists in the simultaneous fashioning of two more or less convex surfaces on either side of a bifacial equilibrium plane… Finishing consists in giving the contour a regular shape, according to a second bilateral equilibrium plane…perpendicular to the bifacial equilibrium plane.” In the case of twisted bifaces, the edges do not lie on a plane because they are considerably curved. The twisted bifaces present a single continuous sinusoidal edge rather than the two lateral edges that converge to an extremity, as seen in most bifaces. This continuous, peripheral sinusoidal edge of the twisted bifaces follows precise rules which confer equilibrium to the whole piece.
When viewed in the four orthogonal directions (right, left, distal and proximal sides), the sinusoidal edge presents four inflection points (Fig. 13), i.e., the point on a curve at which the curvature changes sin and the curve changes from concave upwards to concave downwards or vice versa. The position of the inflection point on the lateral edge is symmetrical to that of the opposite edge (X line) as the inflection point located on the distal edge is symmetrical to that of the proximal edge (Y line). The intersection of the X and Y lines creates a sort of equilibrium centre of the piece. In fact, the shaping is organized around the centre of equilibrium through two to three series of invasive, alternating and generally centripetal removals. Their length never exceeds the centre of equilibrium. In this phase, the trend of the sinusoid is already perfectly accomplished and shorter removals can only intervene to delineate portions of the edge (Fig. 14). In some cases, when the sinusoid has not been well delineated during the first phase, an abrupt retouch is produced to adjust the arc of the sinusoid or to replace a poorly located inflection point (Fig. 15). The shaping usually involves the totality of the two faces. When the removals spare part of the surface of both faces, it is possible to recognize the use of a Kombewa blank. All the twisted bifaces are sub-cordiform in shape and smaller than the classical obsidian bifaces, apart from one specimen (see Table 5).

Conceptual scheme of the twisted bifaces production

Gombore II 5. Twisted bifaces, obsidian

Gombore II 5. Twisted bifaces, obsidian
Chavaillon and Berthelet (2004) already hypothesized that twisted bifaces were shaped from Kombewa flake blanks, but it is difficult to assume that this aspect represents a rule because several twisted bifaces have been intensively shaped on both faces. The thickness and the convexities of the bulb part of the Kombewa flake are ideal for the positioning of the central equilibrium point and to manage the symmetry of the inflection points of the sinusoid, but this observation could only be confirmed by systematic experimentation.
Another question is whether the twisted bifaces result from reduction strategies of classical bifaces following the model proposed by McPherron (1994). It is difficult to answer this question without the ability to analyse the other parts of the chaîne opératoire, which cannot be extracted from the OAM surface. However, considering the available data, the twisted bifaces and the classical ones form distinct dimensional groups, and the more intense shaping processes recognizable in the twisted bifaces could support the hypothesis of resharpening. However, the length of one twisted biface falls within the dimensional range of classical obsidian bifaces and does not support resharpening.
Discussion
The results of the technological analysis illustrate some of the bifacial shaping strategies adopted by hominids at Gombore II OAM and Gombore II 5 and thus represent the first step in the technological revision of the Oldowan and Acheulean assemblages from Melka Kunture. They are summarized in Fig. 16, but are only partially representative of this Acheulean assemblage because of the small number of the analysed specimens which could be temporarily removed from the museum excavation surface. The resulting data can hardly be placed alongside contemporary East African Acheulean contexts since, except in the case of Isenya (Mourre 2003; Roche and Texier 1991; Texier 1989), the lithic series have been analysed using morphometrical and/or typological approaches (Clark and Kurashina 1979; Gowlett 1993; Gowlett and Crompton 1994; Isaac 1977; Leakey and Roe 1994) and not in terms of technical achievements. The production of bifaces is an important goal in the technical systems at Gombore II OAM, whilst only few cleavers seem to have been manufactured. The same feature characterizes the other excavated localities (Gombore II 1, 3, 4, 5) that belong to the same archaeostratigraphic unit (Chavaillon and Berthelet 2004).

Identified bifacial shaping strategies
Raw Material: Availability, Procurement and Selection
The volcanic rocks utilized at Gombore II for bifacial shaping, and generally for knapping activities, were different types of hard volcanic rocks on one hand and obsidian on the other. Although the first group of raw materials is frequent in other East African Acheulean assemblages, the utilization of the second is rare. The availability of a high-quality raw material such as the Balchit obsidian close to the site, either in a primary source or in secondary sources in alluvial systems, is quite exceptional.
East Africa is one of the few African areas with abundant obsidian sources. Apart from Ethiopia, most of the other sources are located in Kenya, close to the Lake Naivasha basin and Mount Eburru. Relatively minor sources of volcanic glass are present in the northern portions of Kenya, east of Lake Turkana and in the southern end of the Suguta Valley (Watkins 1981). The southern Kenyan rift zone and northern Tanzania near Mount Kilimanjaro may also have been a significant source of obsidian (Merrick and Brown 1984).
Despite the abundance of sources, obsidian was frequently utilized since the Middle Stone Age only in almost all East African sites and is generally dominant in Late Stone Age lithic assemblages in the region (Merrick et al. 1994). In this framework, the assemblages of Melka Kunture document the only known example of obsidian use during the Oldowan (Piperno et al. 2009). During the Acheulean, the intense exploitation of obsidian has only been documented at Melka Kunture and at the Kenyan site of Kariandusi (around 1.0–0.7 myr), where it represents approximately 15% of the industry (Gowlett 1993; Gowlett and Crompton 1994). The source of obsidian is likely to be relatively close (i.e., 50 km) as the site is situated in the central Rift Valley near several silicic volcanic centres known to produce obsidian (Merrick and Brown 1984).
Obsidian has seldom been exploited in other East African Acheulean sites. A few pieces of worked obsidian have been recorded at the Kenyan site of Kilombe, dated around 0.7 myr (Gowlett 1993). At Olorgesailie, Kenya (around 0.97–0.9 myr), obsidian was used sparingly and found in small chips, though a total of three obsidian bifaces have been recovered from two sites. The nearest obsidian source, Oldoinyo Nyegi, is just outside the southern end of the basin, 26 km from the main site (Isaac 1977). At the Acheulean site of Gadeb 8E, dated to between 0.7 and 1.48 myr in the Northern Bale Highlands, Ethiopia, only four bifaces were made from obsidian from 222 bifaces and 86 cleavers (Williams et al. 1979). The nearest primary source of obsidian is located 100 km to the West of Gadeb. Clark and Kurashina (1979) assumed that the exotic nature of this material strongly suggests that these obsidian bifaces were carried up to the plateau in the course of seasonal movement by groups exploiting localities around Lakes Ziway and Langano and the Gadeb Paleo-Lake basin on the high plateau. Rare use of obsidian for artefact manufacture is documented at the Middle Acheulean sites of the Dawaitoli Formation, Middle Awash, Ethiopia, dated about 0.64 myr (Schick and Clark 2003).
In a recent work, Sharon (2008) suggests that in assemblages where LCT blanks were produced from large flakes, there is a preference for coarser-grained materials and that there are very few examples of large-flake-based Acheulean industries dominated by high-quality raw materials such as obsidian. To support his arguments, he quotes the example of the Late Acheulean/MSA transition assemblages of Herto, Middle Awash (Clark et al. 2003), where all bifaces were made from basalt, whilst flake tools and blades were, in many cases, made from obsidian. Also at Chikini, in Georgia, despite the proximity of large outcrops of obsidian, only one obsidian biface was recovered (Lyubin and Belyaeva 2006). Even though Sharon (2008) claims that evidence from Melka Kunture supports this scenario, he recognizes that the situation could be more complex.
As a matter of fact, the intra- and inter-assemblage reality is indeed more variable within the Melka Kunture Acheulean. Most of the bifaces from Gombore II 1, 3, 4, 5 and OAM are produced from obsidian. All cleavers are worked from hard fine-grained volcanic rocks. The obsidian exploitation is also relevant for small flaking (Chavaillon and Berthelet 2004). In particular, 66% of the bifaces identified at Gombore II OAM are made from obsidian. Additionally, the bifacial production strategies identified at Gombore II OAM show the preferential choice of microdoleritic basalt and obsidian for the production of Kombewa flakes as blanks for bifaces and/or cleavers.
For the other Melka Kunture Acheulean sites, we can only consider the presence or absence and the frequency of the obsidian artefacts in relationship with other volcanic materials. At the Simbiro IIIB site, few bifaces (12.5%) are shaped on obsidian, and generally, this raw material is not extensively exploited for the small flaking activities (Chavaillon and Berthelet 2004; Oussedik 1976). A mesoscopic determination of 233 unmodified objects and artefacts was conducted in 2005 at Simbiro III for archaeostratigraphic unit B on a nearly 8-m-long outcrop. Obsidian is rare and aphyric and subaphyric lavas dominate the spectrum. A series of samples were controlled under the microscope: basalts contain olivine and have a microdoleritic tendency, some fluidal ignimbrites can be mistaken with aphyric basalts, and the fluidal aphyric lava from the Melka fault system is a subaphyric trachybasalt. Artefacts found in situ were thus manufactured from fine-grained lavas.
Moreover, two test trenches carried out in the 1970s (Chavaillon and Berthelet 2004) and in 2005 have documented a massive utilization of obsidian both for biface manufacture and small flaking activities in the underlying archaeostratigraphic unit C of Simbiro III. Regional lithostratigraphic correlation place Simbiro IIIB and IIIC archaeostratigraphic units approximately at the same age as Gombore II OAM, around the BMR.
At Garba I (0.5 myr?), bifaces and cleavers tend to be shaped from basalt or trachyte and, occasionally, from obsidian, whilst the small flaking is usually done using obsidian cobbles of small to medium size (Chavaillon and Berthelet 2004).
It is obviously impossible to reduce the obsidian exploitation at Melka Kunture during the Acheulean times into a single and constant cultural choice either for the production of the LCTs or for the small flaking activities. The accessibility or inaccessibility of the primary raw material sources, the occurrence and the frequency of proper modules for the different knapping activities in ancient alluvium systems, the site formation processes and the functional goals of lithic production are some of the aspects that could have separately or collectively produced such variable evidence. At this stage of research at Melka Kunture, the role of these factors in the perception of the intra- and inter-assemblage cultural components is still debatable.
Bifacial Tool Production
The production of cleavers at Gombore II is strictly regulated by the flaking methods. The adoption of the two flaking methods previously described for blank production testifies that Acheulean knappers were able to maintain a high degree of predetermination at different stages of cleaver blank procurement by controlling parameters that determined several morphotechnical characteristics of the artefact before shaping. This predetermination can be compared with evidence from the penecontemporaneous site of Isenya (0.7 myr) where the production of Kombewa blanks is common. However, most cleavers at Isenya were shaped from flake blanks produced by a unipolar method where the flake(s) predetermining the cleaver edge and the flake blank were flaked in the same direction, which requires minimal technical investment and volume management (Mourre 2006; Texier and Roche 1995). At Gombore II OAM, the adoption of bidirectional removals with opposed striking platforms/peripheral flaking in the cleaver blanks production required better control of the distal convexities and more elaborated volume management.
One of these processes, the Kombewa flaking method, is also adopted for the production of blanks to be turned into bifaces. It intervenes to obtain the bifacial and bilateral symmetry and is strictly linked to the exclusive use of the microdoleritic basalt and obsidian. In contrast, morphological and metrical similarities and the intra-shape similar size of bifaces shaped on déjeté flakes are due to the shaping processes rather than to a precise flaking method to obtain specific products.
The production of twisted bifaces is a specific technical behaviour linked to obsidian exploitation. Although this feature is not seen in other East African Acheulean assemblages recorded in a stratigraphic context, twisted bifaces were collected by Chavaillon from surface sites at Harroresa and Ilalla Dima near Langano Lake, Ethiopia, but their age can be ascribed either to the Acheulean or MSA (Chavaillon 1979c). Later, their production is also linked to the exclusive use of the obsidian.
Beyond Africa, and in more recent chronostratigraphic contexts, ovate bifaces made from flint with a Z- or S-shaped profile were discovered in a number of British sites dated to late OIS 11/early OIS 10 and also in northern France (Callow 1986; Touffreau and Antoine 1995). White (1998) proposed a similar conceptual scheme (“classical twisted strategy”) to explain their particular production.
Various authors have postulated that these particular forms might have served a different function than other biface forms, implying that their presence in some assemblages might reflect different activity facies (Bosinsky 1995; Chavaillon and Berthelet 2004; Roe 1981). Experiments conducted on the twisted bifaces of the British Lower Paleolithic suggest that these forms were not used for cutting or butchering, but for scraping (Walter 1996).
The next step is to perform a systematic experimentation linked to the technological analysis of the entire collection of the twisted bifaces from the different localities from Gombore II; in the meantime, at the current state of the art and to understand this specific evidence at Melka Kunture, some questions should be addressed: does the deliberate production of twisted bifaces correspond to functional demands? If so, does a functional difference exist between a sinusoidal edge and a rectilinear one? Why is a possible difference in the function of a sinusoidal edge linked to the exclusive use of obsidian? In a geological background where the obsidian is constantly available, what constraints have forced the Acheulean knappers to conceive such forms in a single spatial–temporal context at Melka Kunture? If the close association between twisted bifaces and obsidian is also documented at Langano Lake in East Africa, why were such forms not produced at Kariandusi, where a large proportion of the bifaces are made from obsidian?
Conclusion
The revision of the geological context at different scales, and the first detailed description of the main technological aspects of bifacial shaping strategies at Gombore II, open new windows on the Acheulean of the Early Middle Pleistocene at Melka Kunture. The technological analysis adds new qualitative information to the knowledge of bifacial tool production in East Africa at the beginning of the Middle Pleistocene. Except in a few cases (Delagnes et al. 2006; Mourre 2003; Roche and Texier 1991; Texier 1989), most lithic collections have been analysed using morphometrical and/or typological approaches (Clark and Kurashina 1979; Gowlett 1993; Gowlett and Crompton 1994; Isaac 1977; Leakey and Roe 1994), so this work provides an important dataset.
As in the case of other East African penecontemporaneous sites, the production of bifacial tools is the major component of the Acheulean lithic record at Gombore II. The bifacial shaping strategies clearly demonstrate selection in raw material procurement and management in a geological context where volcanic raw materials of different qualities were available in large quantities. Fine-grained lavas were preferentially chosen in alluvial secondary sources; obsidian was largely used, with the size of blanks pointing towards collection on or close to the primary outcrop rather than secondary alluvial sources. These choices involve a high level of knowledge of the volcanic raw material properties and of their suitable sizes and morphologies and are linked to the processes of differentiated technical bifacial productions.
Within the bifaces group, the twisted bifaces correspond to a distinct technical project achieved through specific conceptual and operative schemes and may answer to functional demands which could be explored in the near future by a specific microwear analysis. The status of this particular production is difficult to evaluate because it represents a unique occurrence not only in the framework of African Acheulean sites but also at Melka Kunture. It is linked to the exclusive use of obsidian whose intensive exploitation is almost unknown elsewhere during Acheulean.
To conclude, the Acheulean bifacial shaping record at Gombore II illustrates once more the variability and the complexity of lithic production at the beginning of the Middle Pleistocene in East Africa. Both the raw materials and the technological choices involved are somewhat different from other sites already known. Further research should contribute to a better understanding of these differentiated behavioural patterns in the East African Lower and Middle Pleistocene Acheulean contexts.
References
Asfaw, B., Beyene, Y., Suwa, G., Walker, R. C., White, T. D., WoldeGabriel, G., et al. (1992). The earliest Acheulean from Konso-Gardula. Nature, 360, 732–735.
Bardin, G., Raynal, J.-P., & Kieffer, G. (2004). Drainage patterns and regional morphostructure at Melka Kunture (Upper Awash, Ethiopia). In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 83–92). Florence: Istituto Italiano di Preistoria e Protostoria.
Bordes, F. (1961). Typologie du Paléolithique inférieur et moyen. Paris: CNRS.
Bosinsky, G. (1995). Stone artefacts of the European Lower Palaeolithic: A short note. In W. Roebroeks & T. Van Kolfshoten (Eds.), The earliest occupation of Europe. Proceedings of the European Science Foundation Workshop at Tautavel (France), 1993 (pp. 263–268). Leiden: University of Leiden.
Brahimi, C. (1976). Rapport de fouilles du site de Gomboré II, Acheuléen moyen. L’Ethiopie avant l’Histoire, 1, 39–44.
Braun, D. R., Tactikos, J. C., Ferraro, J. V., Arnow, S. L., & Harris, J. W. K. (2008). Oldowan reduction sequences: Methodological considerations. Journal of Archaeological Science, 35, 2153–2163.
Callow, P. (1986). A comparison of British and French Acheulian bifaces. In S. N. Collcutt (Ed.), The Palaeolithic of Britain and its nearest neighbours: Recent trends (pp. 3–7). Sheffield: J. R. Collis.
Chavaillon, J. (1976). Mission Archéologique franco-ethiopienne de Melka-Kunture. Rapport préliminaire 1972–1975. Abbay, 1, 1–11.
Chavaillon, J. (1979a). Essai pour une typologie du matériel de percussion. Bulletin de la Société Préhistorique Française, 76(8), 230–233.
Chavaillon, J. (1979b). Stratigraphie du site archéologique de Melka-Kunturé (Ethiopie). Bulletin de la Société Géologique de France XXI, 3, 227–232.
Chavaillon, J. (1979c). Un site acheuléen près du lac Langano, (Ethiopie). Abbay, 10, 57–74.
Chavaillon, J., & Coppens, Y. (1975). Découverte d’Hominidé dans un site acheuléen de Melka-Kunturé. Bulletins et Mémoires de la Société d’Anthropologie de Paris, 2, 125–128.
Chavaillon, J., & Coppens, Y. (1986). Nouvelle découverte d'Homo erectus à Melka-Kunturé. Comptes rendus de l’Académie des sciences de Paris 303, série II, 1:99–104.
Chavaillon, J., & Berthelet, A. (2004). The archaeological sites of Melka Kunture. In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 25–80). Florence: Istituto Italiano di Preistoria e Protostoria.
Chavaillon, J., & Piperno, M. (2004). History of excavation at Melka Kunture. In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 3–23). Florence: Istituto Italiano di Preistoria e Protostoria.
Chavaillon, J., Chavaillon, N., & Berthelet, A. (2004). Methodology. In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 195–209). Florence: Istituto Italiano di Preistoria e Protostoria.
Chernet, T., Hart, W. K., Aronson, J. L., & Walter, R. C. (1998). New age constraints on the timing of volcanism and tectonism in the northern Main Ethiopian Rift–southern Afar transition zone (Ethiopia). Journal of Volcanology and Geothermal Research, 80, 267–280.
Clark, J. D., & Haynes, C. V. (1970). An elephant butchery site at Mwanganda’s Village, Karonga, Malawi, and its relevance for Palaeolithic archaeology. World Archaeology, 1, 390–411.
Clark, J. D., & Kurashina, H. (1979). An analysis of earlier Stone Age bifaces from Gadeb (Locality 8E), Northern Bale Highlands, Ethiopia. The South African Archaeological Bulletin, 34(130), 93–109.
Clark, J. D., Beyene, Y., WoldeGabriel, G., Hart, W. K., Renne, P. R., Gilbert, H., et al. (2003). Stratigraphic, chronological and behavioural contexts of Pleistocene Homo sapiens from Middle Awash, Ethiopia. Nature, 423, 747–752.
Cressier, P. (1980). Magnétostratigraphie du gisement pléistocène de Melka-Kunturé (Ethiopie). Datation des niveaux oldowayens et acheuléens. PhD thesis, Université Louis Pasteur, Strasbourg.
de Heinzelin, J., Clark, J. D., Schick, K., Gilbert, W. H. E. (2002). The Acheulean and the Plio-Pleistocene Deposits of the Middle Awash Valley, Ethiopia, Musée Royal de l’Afrique Centrale, Tervuren.
de la Torre, I., & Mora, R. (2009). Remarks on the current theoretical and methodological approaches to the study of early technological strategies in Eastern Africa. In E. Hovers & D. R. Braun (Eds.), Interdisciplinary approaches to the Oldowan (pp. 15–24). Dordrecht: Springer.
de la Torre, I., Mora, R., & Martínez-Moreno, J. (2008). The early Acheulean in Peninj (Lake Natron, Tanzania). Journal of Anthropological Archaeology, 27, 244–264.
Delagnes, A., Lenoble, A., Harmand, S., Brugal, J.-P., Prat, S., Tiercelin, J.-J., et al. (2006). Interpreting pachyderm single carcass sites in the African Lower and Early Middle Pleistocene record: A multidisciplinary approach to the site of Nadung’a 4 (Kenya). Journal of Anthropological Archaeology, 25, 448–465.
Eisenmann, V. (1985). Indications paléoécologiques fournies par les Equus (Mammalia, Perissodactyla) plio-pléistocènes d’Afrique. In L’Environnement des Hominidés au Plio-Pléistocène (pp. 57–79). Proceedings International Congress Foundation Singer-Polignac, Masson, Paris.
Eisenmann, V. (1998). Folivores et tondeurs d’herbe: Forme de la symphyse mandibulaire des équidés et des tapiridés (Perissodactyla, Mammalia). Geobios, 31, 113–123.
Geraads, D. (1979). La faune des Gisements de Melka Kunturé (Ethiopie): Artiodactyles, Primates. Abbay, 10, 21–49.
Geraads, D., Alemseged, Z., Reed, D., Wynn, J., & Roman, D. C. (2004a). The Pleistocene fauna (other than primates) from Asbole, Lower Awash Valley, Ethiopia, and its environmental and biochronological implications. Geobios, 37, 697–718.
Geraads, D., Eisenmann, V., & Petter, G. (2004b). The large mammal fauna of the Oldowan sites of Melka-Kunturé, Ethiopia. In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 169–192). Florence: Istituto Italiano di Preistoria e Protostoria.
Gowlett, J. A. J. (1980). Acheulean sites in the central Rift Valley, Kenya. In R. E. Leakey & B. A. Ogot (Eds.), Proceedings of the 8th Panafrican Congress of Prehistory and Quaternary Studies, Nairobi 1977 (pp. 213–217). Nairobi: TILLMIAP.
Gowlett, J. A. J. (1991). Kilombe—Review of an Acheulian site complex. In J. D. Clark (Ed.), Cultural beginnings (pp. 129–136). Bonn: Dr. Rudolf Habelt Gmbh.
Gowlett, J. A. J. (1993). Le site Acheuleen de Kilombe: Stratigraphie, geochronology, habitat et industrie lithique. L’Anthropologie, 97, 69–84.
Gowlett, J. A. J., & Crompton, R. H. (1994). Kariandusi: Acheulian morphology and the question of allometry. The African Archaeological Review, 12, 3–42.
Inizan, M. L., Reduron-Ballinger, M., Roche, H., & Tixier, J. (1999). Technology and terminology of knapped stone (Préhistoire de la Pierre taillée 5). Nanterre: CREP.
Isaac, G. L. (1977). Olorgesailie: Archaeological Studies of a Middle Pleistocene Lake Basin in Kenya. Chicago: The University of Chicago Press.
Isaac, G. L., & Curtis, G. H. (1974). Age of early Acheulian industries from the Peninj Group, Tanzania. Nature, 249, 624–627.
Jones, P. R. (1979). Effects of raw materials on biface manufacture. Science, 204(4395), 835–836.
Jones, P. R. (1981). Experimental implement manufacture and use: A case study from Olduvai Gorge, Tanzania. In J. Z. Young, E. M. Jope, & K. P. Oakley (Eds.), The emergence of man (pp. 189–195). London: Philosophical Transaction of the Royal Society of London.
Jones, P. R. (1994). Results of experimental work in relation to the stone industries of Olduvai Gorge. In M. D. Leakey & D. A. Roe (Eds.), Olduvai Gorge, vol. 5: Excavations in Beds III, IV and the Masek Beds, 1968–1971 (pp. 254–298). Cambridge: Cambridge University Press.
Kieffer, G., Raynal, J.-P., & Bardin, G. (2002). Cadre structural et volcanologiques des sites du Paléolithique ancien de Melka Kunture (Awash, Ethiopie): Premiers résultats. In Raynal, J.-P., Albore-Livadie, C., & Piperno, M. (Eds.), Hommes et Volcans. De l’éruption à l’objet. Les Dossiers de l’Archéo-Logis 2, Proceedings Symposium 15.2, (pp. 77–92). XIV UISPP Congress, Liege, 2001.
Kieffer, G., Raynal, J.-P., & Bardin, G. (2004). Volcanic markers in coarse alluvium at Melka Kunture (Upper Awash, Ethiopia). In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 93–101). Florence: Istituto Italiano di Preistoria e Protostoria.
Leakey, M. D. (1971). Olduvai gorge excavations in Beds I and II, 1960–1963 (Vol. 3). Cambridge: Cambridge University Press.
Leakey, M. D. (1975). Cultural patterns in the Olduvai Sequence. In K. W. Butzer & G. L. Isaac (Eds.), After the Australopithecines: Stratigraphy, ecology, and cultural change in the Middle Pleistocene (pp. 477–493). Chicago: Mouton.
Leakey, M. D., & Roe, D. A. (1994). Olduvai Gorge, vol. 5: Excavations in Beds III, IV and the Masek Beds, 1968–1971. Cambridge: Cambridge University Press.
Lyubin, V. P., & Belyaeva, E. V. (2006). Cleavers and handaxes with transverse cutting edge in the Acheulian of Caucasus. In N. Goren-Inbar & G. Sharon (Eds.), Axe age: Acheulian tool-making from quarry to discard (pp. 347–364). London: Equinox.
McPherron, S. (1994). A reduction model for variability in Acheulian biface morphology. PhD dissertation, University of Pennsylvania.
Merrick, H. V., & Brown, F. H. (1984). Obsidian sources and patterns of source utilization in Kenya and northern Tanzania: Some initial findings. The African Archaeological Review, 2, 129–152.
Merrick, H.V., Brown, F.H., Nash, W. P. (1994). Use and movement of obsidian in the Early and Middle Stone Ages of Kenya and Northern Tanzania. In Childs, S.T. (Ed.), Society, culture, and technology in Africa, (pp. 29–44). MASCA 11.
Miall, A. D. (1996). The geology of fluvial deposits. Sedimentary facies, basin analysis, and petroleum geology. Berlin: Springer.
Mohr, P. (1999). Le système des rifts Africains. Environnement géologique et géographique. In Gallay, A. (Ed.), Comment l’Homme? A la découverte des premiers hominidés d’Afrique de l’Est, Editions Errance, (pp. 231–288). Paris.
Mourre, V. (2003). Implications culturelles de la technologie des hachereaux. PhD thesis, University of Paris X-Nanterre.
Mourre, V. (2006). Émergence et évolution de la prédétermination au Paléolithique. In L. Astruc, F. Bon, L. Vanessa, P. Y. Milcent, & S. Philibert (Eds.), Normes Techniques et pratiques sociales. De la simplicité des outillages pré- et protohistoriques, XXVI e Rencontres Internationales d’archéologie et d’histoire d’Antibes (pp. 61–74). Antibes: APDCA.
Negash, A., Shackley, M. S., & Alene, M. (2006). Source provenance of obsidian artifacts from the Early Stone Age (ESA) site of Melka Kunture, Ethiopia. Journal of Archaeological Science, 33, 1647–1650.
Oussedik, O. (1976). Site de Simburro III à Melka-Kunturé. L’Ethiopie avant l’Histoire, 1, 27–33.
Pelegrin, J. (1985). Réflexions sur le comportement technique. In Otte, M. (Ed.), La signification culturelle des industries lithiques, Studia Praehistorica Belgica 4, BAR International Series 239, Liege, pp. 72–91.
Piperno, M., Collina, C., Gallotti, R., Raynal, J.-P., Kieffer, G., Le Bourdonnec, F.-X., et al. (2009). Obsidian exploitation and utilization during the Oldowan at Melka Kunture (Ethiopia). In E. Hovers & D. R. Braun (Eds.), Interdisciplinary approaches to the Oldowan (pp. 111–128). Dordrecht: Springer.
Poupeau, G., Kieffer, G., Raynal, J. P., Milton, A., & Delerue, S. (2004). Trace element geochemistry in Balchit obsidian (Upper Awash, Ethiopia). In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 103–110). Florence: Istituto Italiano di Preistoria e Protostoria.
Quade, J., Levin, N., Semaw, S., Stout, D., Renne, P., Rogers, M. J., et al. (2004). Paleoenvironments of the earliest stone toolmakers, Gona, Ethiopia. Geological Society of America Bulletin, 116, 1529–1544.
Raynal, J.-P., & Kieffer, G. (2004). Lithology, dynamism and volcanic successions at Melka Kunture (Upper Awash, Ethiopia). In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 111–135). Florence: Istituto Italiano di Preistoria e Protostoria.
Raynal, J.-P., Kieffer, G., & Bardin, G. (2004). Garba IV and the Melka Kunture Formation. A preliminary lithostratigraphic approach. In J. Chavaillon & M. Piperno (Eds.), Studies on the Early Paleolithic site of Melka Kunture, Ethiopia, Origines (pp. 137–166). Florence: Istituto Italiano di Preistoria e Protostoria.
Roche, H., & Texier, P.-J. (1991). La notion de complexité dans un ensemble lithique. Application aux séries acheuléennes d’Isenya (Kenya). In 25 ans d’études technologiques en préhistoire, XI e Rencontres Internationales d’Archéologie et d’Histoire d’Antibes. APDCA, Juan-les-Pins, pp. 99–108.
Roche, H., Brugal, J.-P., Delagnes, A., Feibel, C., Harmand, S., Kibunjia, M., et al. (2003). Les sites archéologiques plio-pléistocènes de la formation de Nachukui, Ouest-Turkana, Kenya: Bilan synthétique 1997–2001. Comptes Rendus Palevol, 2, 663–673.
Roe, D. A. (1981). The Lower and Middle Palaeolithic periods in Britain. London: Routledge.
Sabatier, M. (1979). Les rongeurs des sites à Hominidés de Hadar et Melka-Kunturé (Ethiopie). Thesis, USTL, Montpellier.
Saurel, D. (1990). Les Bifaces en Obsidienne de Melka-Kunturé, Gomboré II. M.A. dissertation, Institut Michelet, France. Retrieved from http://dsaurel.free.fr/Melka/Melka2.htm.
Schick, K., & Clark, J.D. (2003). Biface technological development and variability in the Acheulean industrial complex in the Middle Awash region of the Afar Rift, Ethiopia. In M. Soressi & H. L. Dibble (Eds.), Multiple approach to the study of bifacial technologies. University of Pennsylvania, Museum of Archaeology and Anthropology, Philadelphia, pp. 1–30.
Schmitt, J.-J., Wempler, J.-M., Chavaillon, J., Andrews, M.C. (1977). Initial K/Ar and Paleomagnetic results of the Melka-Kunturé early-man sites, Ethiopia. Proceedings VIII Panafrican Congress of Prehistory and Quaternary Studies, Nairobi.
Sharon, G. (2008). The impact of raw material on Acheulian large flake production. Journal of Archaeological Science, 35, 1329–1344.
Surovell, T., Waguespack, N., & Brantingham, P. J. (2005). Global archaeological evidence for proboscidean overkill. PNAS, 102(17), 6231–6236.
Taïeb, M. (1974). Evolution quaternaire du basin de l’Awash (Rift éthiopien et Afar). PhD dissertation, Université de Paris VI.
Texier, P.-J. (1989). Approche expérimentale qualitative des principales chaînes opératoires d’un nouveau site acheuléen d’Afrique orientale. In La vie aux temps préhistoriques. Préactes XXIII Congrès Préhistorique de France, pp. 32–33.
Texier, P.-J. (2005). L’Oldowayen dans le Grand Rift occidental: Le site NY18 à Nyabusosi, Ouganda. In M. Sahnouni (Ed.), Le Paléolithique en Afrique (pp. 83–98). Paris: L’histoire la plus longue, Éditions Errance.
Texier, P.-J., & Roche, H. (1995). The impact of predetermination on the development of some Acheulian chaĩne opératoires. In J. Bermudez (Ed.), Paper presented at the conference: Human evolution in Europe and the Atapuerca Evidence. Publication de la Junta de Castilla y Leon.
Touffreau, A., & Antoine, P. (1995). The earliest occupation of Europe: Continental northwestern Europe. In W. Roebroeks & T. Van Kolfschoten (Eds.), The earliest occupation of Europe. Proceedings of the European Science Foundation Workshop at Tautavel (France), 1993 (pp. 147–163). Leiden: University of Leiden.
Walter, D. (1996). Twisted bifaces: an analysis of intentionality and functional efficiency of twisted bifaces in the British Lower Palaeolithic. M.A. dissertation, University of London.
Watkins, R.T. (1981). The geochemistry of rhyolitic and tholeiitic rocks from east of Lake Turkana, northern Kenya. MSc thesis, University of Leeds.
Westphal, M., Chavaillon, J., & Jaeger, J.-J. (1979). Magnétostratigraphie des dépôts pléistocènes de Melka-Kunturé (Ethiopie), premières données. Bulletin de la Société Géologique de France XXI, 3, 237–241.
White, M.J. (1998). Twisted ovate bifaces in the British Lower Palaeolithic: Some observations and implications. In N. Ashton, F. Healy, & P. Pettitt (Eds.), Stone age archaeology: Essays in honor of John Wymer, Lithic Studies Society Occasional Paper, 6, Oxbow Monograph 102, pp. 98–104.
Williams, M. A. J., Williams, F. M., Gasse, F., Curtis, G. H., & Adamson, D. A. (1979). Pliocene–Pleistocene environments at Gadeb prehistoric site, Ethiopia. Nature, 282, 29–33.
WoldeGabriel, G., Walter, R. C., Aronson, J. L., & Hart, W. K. (1992). Geochronology and distribution of silicic volcanic rocks of Plio-Pleistocene age from the central sector of the Main Ethiopian Rift. Quaternary International, 13(14), 69–76.
Acknowledgements
We thank the Authority for Research & Conservation of Cultural Heritage of the Ministry of Culture & Tourism and the Oromia Culture and Tourism Bureau for giving permission to conduct research at Melka Kunture and Balchit area. The field and laboratory activities have been financially supported by the Italian Ministry of Foreign Affairs, the Sapienza Università di Roma, and the Région Aquitaine through the project Origines and Origines II. The construction of the Melka Kunture Museum was financially supported by the Oromia Culture and Tourism Bureau and by the Culture 2000 project of the European Commission “From the Past to the Present in Ethiopian Prehistory. An Interactive Museum for the Archaeological Park of the Early Palaeolithic site of Melka Kunture,” Agreement no. 2006-1033/001-001 CLT CA12. We are grateful also to the National Museum of Addis Ababa, the Italian Embassy, and the Italian Institute of Culture for their continuous support. We thank also Leah Morgan and Peter Bindon who contributed to the English revision, M. Pennacchioni for artefact drawings, and M.C. Salvi and R. Salvini for the topographic map reproduced in Fig. 1 and for the digitalized orthophoto reproduced in Fig. 6. Finally, we would like to thank the reviewers for their useful comments and express deep thanks to those who have given us their constant and continuous collaboration.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Gallotti, R., Collina, C., Raynal, JP. et al. The Early Middle Pleistocene Site of Gombore II (Melka Kunture, Upper Awash, Ethiopia) and the Issue of Acheulean Bifacial Shaping Strategies. Afr Archaeol Rev 27, 291–322 (2010). https://doi.org/10.1007/s10437-010-9083-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10437-010-9083-z