
Abstract
A new technology of the microsystems fabrication was developed. The process is based on a so-called capillary film, which is a commercially available material. A matrix, master pattern corresponding to the microchannels structure, made of the capillary film emulsion is embedded inside a block of polydimethylsiloxane (PDMS). After polymer cross-linking, the matrix is dissolved and removed as a solution from the PDMS structure leaving network of empty spaces that can act as microchannels. In the paper, the fabrication methods of the microsystems with 2D or sandwich-like microchannels architecture were described.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, there are several types of polymer microfabrication technologies, such as casting, hot-embossing (Becker and Heim 2000), injecting, thermoforming, laser ablation, computerised numerical control machining, powder blasting, photo- ore-beam lithography (Shaw et al. 1997 ), and large number of their modifications (Madou 2002). Most of those methods are able to fabricate semi-finished components with open structures of microchannels, which require bonding step to seal the microchannels. There are very few methods for bonding less (B-less) fabrication of the microsystems. Stereolithography (SL) gives the possibility of fabrication of complex 3D microfluidic structures as an one solid device without bonding processes (Bertsch et al. 2000). Combining SL and two-photon photolithography (2PP), it is possible to fabricate 3D structures with dimensions below 1 µm (Serbin et al. 2004). Although those methods are fast, direct and can fabricate unique structures, they involve expensive equipment. There are also several works describing fabrication of monolithic structures from SU-8, but their applications are quite limited (Yang et al. 2004; Guerin et al. 1997).
In this paper, we describe a rapid technology that uses capillary films for the fabrication of bonding less (B-less) microsystems based on the PDMS. The capillary films are typically used for the preparation of screens in screen printed technology. The film consists of two layers: a solid photosensitive negative emulsion and a polymeric support. The thickness of the photosensitive emulsion is well defined, and varies from 15 to 700 µm, depending on the capillary film type. The main advantages of capillary film usage compared with liquid photoresists are (1) no expensive equipment is needed (2) the materials used are inexpensive and commercially available, and (3) procedure is plain and fast.
2 Fabrication
2.1 Preparation of capillary film matrixes
In this work, a capillary film with the 50-µm thick emulsion was used (Pro/Cap 50 obtained from Chromaline USA). The process starts with the initial preparation of a piece of the capillary film. A piece of the film with dimensions appropriate to the architecture of the microchannels must be cut off and placed on a solid support (e.g. plastic plate) because the film was quite flexible. Then, the film was exposed with UV light through the photomask with a dose of 780 mJ/cm2. The exposed film was developed using a tap water jet. It was observed that the capillary film, which was too long in contact with water, would swell. Because of that the developing process had to be divided into several cycles of washing and drying. Typical procedure of the capillary film developing was as follows (see Fig. 1): (1) UV irradiation of emulsion, (2) washing with water jet for 20 s, (3) drying in an air stream for 30 s, (4) additional drying (room temperature for about 7 min) and, (5) drying in an oven (70°C for 10 min). Steps 2–4 were repeated about 2–4 times to ensure fully developed structure. Finally, dried structure from capillary film was ready to use as a matrix for the fabrication of a B-less microsystem.

Typical procedure of a capillary film developing
2.2 A B-less 2D structure
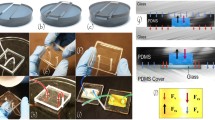
A PDMS prepolymer (curing agent and polymer base mixed together in 1:10 w/w ratio) was poured into a mould and partially cross-linked on a hot plate at 70°C (Fig. 2a). Time of cross-linking depended mainly on the thickness of PDMS layer and the type of the mould used. For the mould used in this work and 3-mm thick PDMS layer it usually took about 15 min. The partially cross-linked PDMS had to be still quite sticky. The capillary film matrix was placed (emulsion side down) (Fig. 2b) on the surface of the PDMS. Then, the support foil of the capillary film was gently folded up (Fig. 2c). Owing to the fact that PDMS was sticky, the emulsion remained on its surface, and the support foil can be detached without any deformations of the emulsion (Fig. 2d). The metal or plastic tubes were placed inside the mould in order to form inlets and outlets (Fig. 2e). Next portion of PDMS prepolymer was poured into the mould to cover the emulsion. The whole structure was placed in an oven where PDMS was fully cross-linked (80°C for 1 h) (Fig. 2f).

Steps of bonding-less fabrication of PDMS structure: a mould with partially cross-linked PDMS, b capillary film matrix stuck to PDMS, c removing of the capillary film support foil, d emulsion stuck to PDMS after removing of the support foil, e stainless steel tubes placed to form inlets and outlets, f next layer of PDMS poured, g ready to use B-less structure; the figures present a general view and a cross section
In this way, we have obtained a PDMS structure with the embedded emulsion from the capillary film. The next task was to remove the emulsion exploiting the fact that the emulsion of capillary film can easily be dissolved in a so-called decoater (LA STRIP SUD15 from Sericol Fujifilm Ltd. UK). A solution of a decoater concentrate and water (1:10 v/v) was pumped through the microchannels until all emulsion was washed out. When a structure with a microchannel with the following parameters was fabricated: a shape of meander, a length of 30 cm, a height of 50 μm, a width of 100 µm, it took only 2 min to wash out the emulsion. Finally, the microchannels were flushed with deionised water and dried. In this way, microchannels inside the monolithic block of PDMS were obtained (Fig. 2g).
2.3 A sandwich-like structure
Based on the developed technology, a sandwich-like microsystem can be prepared. This can be achieved in several steps. One level of the microchannel is fabricated in one step. In order to prepare a sandwich-like structure, a mask used for the channels forming must be divided into several sections. Each section corresponds to one level of the microchannel (Fig. 3a). The first step in the preparation of a sandwich-like microstructure is partially cross-linked PDMS, which was described previously. Then, the first section of the emulsion was stuck to the PDMS surface (Fig. 3b) and support foil corresponding to this section was removed and cut off. PDMS prepolymer is poured into mould and partially cross-linked (Fig. 3c). Afterwards, the next section of emulsion was stuck (Fig. 3d), and the whole procedure was repeated until all matrix layers were covered with PDMS. In this case, steel tubes were used to form inlets and outlet similarly as described previously. Finally, the whole structure was placed in an oven and PDMS was fully cross-linked (80°C for 1 h) (Fig. 3e). Having obtained the microstructure, the emulsion was washed out according to the procedure described previously. Please note that the connections between different levels of microchannels were accomplished by folding the matrix. The emulsion of the capillary film is a quite flexible. During folding generally there were no changes in cross section shape and dimensions observed. There was no need for exact aligning of the layers as the whole matrix was in one piece.

Steps of bonding-less fabrication of a PDMS structure (sandwich-like type): a capillary film matrix (support foil was not shown in the figures) and mould with partially cross-linked PDMS, b first section of the capillary film matrix stuck to PDMS, c second layer of PDMS poured and partially cross-linked, d second section of the capillary film matrix stuck to PDMS, e last layer of PDMS poured and cross-linked, f ready to use B-less structure; the figures present a general view and a cross section
3 Results
Figure 4 presents an SEM image of the cross section of the microchannel obtained with the developed technology. This photograph reveals that in the places where the border between two PDMS layers would be expected (dotted line in Fig. 4); there was a uniform solid. This proves that partially cross-linked PDMS and prepolymer were cross-linked together. However, the cross section of the microchannel was not rectangular, the rounded corners and tails were present. The rounded corners were probably caused by a mechanical removal (i.e. the water jet) of the emulsion from the top of the pattern during the development. We suspect that the tails occurred because of the presence of a transitional emulsion layer, which was used to enhance adhesion of the emulsion to the support foil. This layer was harder to develop and remained as not fully washed out areas along the pattern, resulting in the tails in the final structure (Fig. 5).

SEM image of microchannel fabricated in PDMS block with B-less technology. Dotted line shows where border between PDMS layers would be expected

SEM image of structure made of developed capillary film. Not fully developed areas along pattern are visible
The microsystems with straight microchannels were prepared for the tests and their cross sections were studied based on the SEM images. The designed width of the microchannels varied from 50 to 200 μm. The results are presented in Table 1. Microchannels were made with the usage of seven matrixes with one structure on each. It was observed that the microchannel in the microstructure was about 2 μm wider than the pattern on the mask. Measurements of the microchannels height (an average height of the microchannel was equal to 48.8 μm, standard deviation 1.5 μm, number of measurements 21) showed that this dimension is in good correlation with a thickness of the capillary film used, in this case: 50 μm.
In pressure tests, air was pumped into a microchannel. Air pressure was increased until cracks in structure appeared. It was observed that in straight microchannels with 50 × 100 μm cross section cracks did not appeared up to 10 bars. To lower the pressure at which cracks appeared a specially designed microstructures were used: 1-cm long microchannel (a height of 50 μm, a width of 100 μm) ended with a cylindrical vessel (a height of 50 μm, a diameter of 2,000 μm). Obtained results (Table 2) showed that B-less microsystem could handle about 30% higher pressures than plasma-bonded PDMS microsystems. Also reproducibility of B-less microsystem is better and scatter of measured pressures of crack appearance is much smaller in comparison with bonded microsystems.
4 Conclusions
Based on the developed technology, 2D and sandwich-like microstructures were fabricated. The fabrication process is fast and the procedure is plain. The fabrication of ready-to-use microsystem takes no more than 2 h. So in this way, during one working day it is possible to design, fabricate, and test a structure. This is much faster than the fabrication of a microstructure based on the thick film photoresist such as SU-8. During the fabrication, inexpensive and commercially available materials are used. The capillary film is ready to use material so there were no steps involving clean room facilities. As the bonding step was eliminated from the procedure, it is possible to fabricate the microsystems based on not only PDMS, but also on other elastomers, which cannot be bonded in typical processes, such as plasma treatment, thermal or solvent bonding.
References
Becker H, Heim U (2000) Hot embossing as a method for the fabrication of polymer high aspect ratio structures. Sens Actuators A 83:130–135
Bertsch A, Bernhard P, Vogt C, Renaud P (2000) Rapid prototyping of small size objects. Rapid Prototyping J 6:259–266
Guerin LJ, Bossel M, Demierre M, Calmes S, Renaud P (1997) Simple and low cost fabrication of embedded micro-channels by using a new thick-film photoplastic. In: TRANSDUCERS 97—1997 International conference on solid-state sensors and actuators, vol 2. Chicago, pp 1419–1422
Madou MJ (2002) Fundamentals of microfabrication: the science of miniaturisation, 2nd edn. CRC Press, Boca Raton
Serbin J, Ovsianikov A, Chichkov B (2004) Fabrication of woodpile structures by two-photon polymerization and investigation of their optical properties. Opt Express 12:5221–5228
Shaw JM, Gelorme JD, LaBianca NC, Conley WH, Holmes SJ (1997) Negative photoresists for optical lithography. IBM J Res Develop 41:81–94
Yang LJ, Chen YT, Kang SW, Wang YC (2004) Fabrication of SU-8 embedded microchannels with circular cross-section. Int J Mach Tools Manuf 44:1109–1114
Acknowledgments
This work was financially supported by Warsaw University of Technology.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Juchniewicz, M., Chudy, M., Brzózka, Z. et al. Bonding-less (B-less) fabrication of polymeric microsystems. Microfluid Nanofluid 7, 733–737 (2009). https://doi.org/10.1007/s10404-009-0472-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10404-009-0472-z