
Abstract
The authors recently proposed a promising technique for producing monodisperse emulsions using a straight-through microchannel (MC) device composed of an array of microfabricated oblong holes. This research developed new straight-through MC devices with tens of thousands of oblong channels of several microns in size on a silicon-on-insulator plate, and investigated the emulsification characteristics using the microfabricated straight-through MC devices. Monodisperse oil-in-water (O/W) and W/O emulsions with average droplet diameters of 4.4–9.8 μm and coefficients of variation of less than 6% were stably produced using surface-treated straight-through MC devices that included uniformly sized oblong channels with equivalent diameters of 1.7–5.4 μm. The droplet size of the resultant emulsions depended greatly on the size of the preceding oblong channels. The emulsification process using the straight-through MC devices developed in this research had very high apparent energy efficiencies of 47–60%, defined as (actual energy input applied to droplet generation/theoretical minimum energy input necessary for making droplets) × 100. Straight-through MC devices with numerous oblong microfluidic channels also have great potential for increasing the productivity of monodisperse fine emulsions.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Emulsions are thermodynamically metastable dispersions of two immiscible liquids in the presence of surfactants and/or micro/nano-particles, with one of the liquids dispersed as droplets in the continuous phase of the other. Emulsion droplets with diameters of 0.1–10 μm have diverse applications, including foods, cosmetics, pharmaceuticals, and chemicals. Monodisperse emulsions with very narrow size distributions can improve stability against droplet coalescence, enabling us to more easily clarify many important emulsion properties (Mason et al. 1996; McClements 2004). In addition, many important potential emulsion uses require monodisperse emulsions that are precisely controlled in size. However, conventional emulsification techniques, which use extensional and shear stress or impact to disrupt droplets, usually produce polydisperse emulsions with broad droplet size distributions (Karbstain and Schubert 1995; McClements 2004). Nakashima et al. (1991) proposed (crossflow) membrane emulsification to generate quasi-monodisperse emulsion droplets with coefficients of variation “CV (standard deviation/average droplet diameter × 100)” of approximately 10%. Several techniques have also been proposed to reduce the droplet size distribution of polydisperse emulsions (Bibette 1991; Mason and Bibette 1996; Suzuki et al. 1996; Vladisavljević et al. 2006).
Interest in microfluidic techniques for generating individual emulsion droplets has increased in the last decade. Kawakatsu et al. (1997) proposed microchannel (MC) emulsification to generate monodisperse emulsion droplets with CVs of less than 5% using a microfluidic channel array with a slit-like terrace. MC emulsification enables generation of monodisperse droplets by forcing a to-be-dispersed phase through channels into a deeply etched well filled with a continuous phase. Droplet generation for MC emulsification exploits the instability and nonlinearity of the flow of two liquid phases driven by interfacial tension, which is the dominant force on a micrometer scale; the to-be-dispersed phase that broke through the channels is transformed spontaneously into droplets (Sugiura et al. 2001a). Kobayashi et al. (2002, 2004a) proposed a microporous device with ten thousand oblong microfluidic holes “a straight-through MC device” and demonstrated the production of monodisperse oil-in-water (O/W) emulsions at increased droplet generation rates of up to 105 s−1. Further scale-up of the straight-through MC device is in progress.
Throsen et al. (2001) and Nishisako et al. (2002) reported a T-junction of microfluidic channels at which monodisperse emulsion droplets can be generated by shearing off a to-be-dispersed phase using the crossflow of a continuous phase. Anna et al. (2003) designed a flow-focusing geometry composed of microfluidic channels and a narrow gap, which generated emulsion droplets by breaking up a to-be-dispersed-phase stream between two continuous-phase streams through the narrow gap. Xu and Nakajima (2004) generated monodisperse emulsion droplets using simple flow-focusing geometry. Several research groups have used three-dimensional flow-focusing devices with a microfluidic capillary or orifice to generate monodisperse droplets of single and double emulsions (Lorenceau et al. 2005; Takeuchi et al. 2005; Utada et al. 2005; Yobas et al. 2006). Priest et al. (2006) designed a device composed of a T-junction of microfluidic channels and a step downstream of the T-junction and generated monodisperse emulsion droplets near the T-junction and at the step, controlled by the flow rates of the two phases. Vladisavljević and Williams (2006) proposed a rotating device with microfabricated pores and produced monodisperse emulsions. Link et al. (2004) generated monodisperse emulsion droplets by passive breakup of uniformly sized larger droplets at a T-junction of microfluidic channels. However, one microfluidic channel for the to-be-dispersed phase was typically positioned in the preceding devices, leading to a limited droplet production rate per device, generally <103 s−1 for O/W emulsions and <104 s−1 for W/O emulsions.
Monodisperse emulsion droplets generated using microfluidic techniques have been used to produce advanced micro-materials, such as monodisperse solid and gel microparticles (e.g. Sugiura et al. 2000, 2001b; Iwamoto et al. 2002; Nishisako et al. 2004; De Geest et al. 2005; Xu et al. 2005), monodisperse microcapsules (e.g. Nakagawa et al. 2004; Takeuchi et al. 2005; Utada et al. 2005), monodisperse double emulsions (e.g. Kawakatsu et al. 2001a; Okushima et al. 2004; Utada et al. 2005), and monodisperse colloidal assemblies (e.g. Yi et al. 2003a, b). Many practical applications of monodisperse emulsions require small droplets several microns in size; for example, column microparticles for HPLC, spacer microparticles in electronic devices, and carrier microparticles and microcapsules for drug delivery systems (DDS). However, microfluidic techniques using a T-junction or flow-focusing geometry usually generate monodisperse emulsion droplets larger than 10 μm. MC emulsification using a microfluidic channel array is capable of generating monodisperse emulsion droplets several microns in size (Kobayashi et al. 2001, 2006), although this technique has a low droplet throughput problem due to the arrangement of the channels. In contrast, existing straight-through MC devices consisting of deep oblong channels over 10 μm in size can generate only monodisperse emulsion droplets several tens of microns in size at high production scales. However, the previous microfabrication process of straight-through MC devices made of single-crystal silicon (Kobayashi et al. 2002) had a difficulty in precisely manufacturing deep oblong channels several microns in size. It is therefore necessary to develop a new microfabrication process for manufacturing straight-through MC devices consisting of deep oblong channels several microns in size.
The first purpose of this research was to manufacture straight-through MC devices with deep oblong channels several microns in size using a new microfabrication process and a silicon-on-insulator (SOI) wafer. The oblong channels microfabricated in this research was microscopically evaluated, which are vertical to the top surface of straight-through MC devices. Our second objective was to examine the generation characteristics of O/W and W/O emulsion droplets several microns in size using the surface-treated straight-through MC devices with different channel sizes developed in this research.
2 Fundamentals of emulsification using straight-through MC devices
Figure 1 schematically illustrates the production of an O/W emulsion using a straight-through MC device. The channel cross-sectional shape is the most important factor affecting the emulsification process using straight-through MC devices. Straight-through MC devices consisting of oblong channels with aspect ratios exceeding a threshold value of approximately three are capable of producing monodisperse emulsions (Kobayashi et al. 2002, 2004a). However, the use of straight-through MC devices consisting of circular channels or oblong channels with small aspect ratios results in continuous outflow of the to-be-dispersed phase or the generation of polydisperse emulsions (Kobayashi et al. 2002, 2004a). An analysis of these emulsification processes using the computational fluid dynamics (CFD) method demonstrates that a sufficient space for the continuous phase at the channel outlet must be maintained to generate uniformly sized droplets (Kobayashi et al. 2004b). The oblong channels with a large aspect ratio, which can maintain the preceding sufficient space during the droplet generation process, enables rapid shrinkage and instantaneous cutoff of the neck formed inside the channel, leading to the production of monodisperse emulsions. The droplet generation process is driven by the difference in Laplace pressure between the to-be-dispersed phase inside the channel (ΔP Laplace,1) and the to-be-dispersed phase expanding from the channel outlet (ΔP Laplace,2), expressed as ΔP Laplace,1–ΔP Laplace,2 (Sugiura et al. 2001a). In contrast, the circular channels or oblong channels with a small aspect ratio cause blockage of the channel outlet by the to-be-dispersed phase, hindering droplet generation from the channel outlet.

Schematic illustration of production of an O/W emulsion from the outlet of the oblong channels
In MC emulsification, droplets are generated from channels with a slit-like terrace at applied pressures of a to-be-dispersed phase exceeding a breakthrough pressure. The breakthrough pressure, at which the to-be-dispersed phase can pass through the channels, is estimated by the Young–Laplace equation considering the contact angle effect
where ΔP BT is the Young–Laplace pressure between the two phases, γ is the interfacial tension, θ is the contact angle of the to-be-dispersed phase to the channel surface, and d ch is the channel diameter (Sugiura et al. 2000).
3 Experimental
3.1 Device design and microfabrication
A new straight-through MC plate was designed to produce monodisperse emulsion droplets several microns in size (Fig. 2). The straight-through MC plate had a size of 15 × 15-mm2 top surface area and 525-μm thickness. The 8.4 × 8.4-mm channel area was placed in the center of the plate, and the 30-μm deep vulnerable channel area was reinforced by a latticed support layer. Oblong microfluidic channels several microns in size and vertical to the top surface of the plate were positioned at specific intervals sufficient to prevent droplets that expand from adjacent channel outlet to come into contact. The aspect ratio value of the channel outlet was also designed based on the previous findings for emulsification using straight-through MC devices described in Sect. 2.

Schematic illustration of a silicon straight-through MC plate: a top and cross-sectional views of the plate. b The straight-through MC with oblong channels designated by dotted lines in a
A straight-through MC plate made of silicon was manufactured via the process illustrated in Fig. 3. A 4-in.-diameter SOI wafer containing a 1-μm thick box layer (Toshiba Ceramics Co. Ltd., Tokyo, Japan) was used in this research (Fig. 3a). A thin layer of a photoresist (TSMR-V90, Tokyo Ohka Kogyo Co. Ltd., Kawasaki, Japan) was formed on the top surface of the SOI wafer by spincoating (1H-DX2, Mikasa Co. Ltd., Tokyo, Japan) (Fig. 3b). This layer was patterned by photolithography using a double-view mask aligner (PEM-800, Union Optical Co. Ltd., Tokyo, Japan) and a photomask for oblong channels and its subsequent development (NMD-3, Tokyo Ohka Kogyo Co. Ltd., Kawasaki, Japan) at room temperature (Fig. 3c, d). A second spincoating formed a thin layer of a photoresist (AZP4903, Clariant (Japan) K.K., Tokyo, Japan) on the bottom surface of the SOI wafer (Fig. 3e). The subsequent photolithography and development (AZ 400K, Clariant (Japan) K.K., Tokyo, Japan) of this layer patterned wells in it (Fig. 3f). Deep oblong channels were fabricated in the top silicon layer using the Alcatel A601E deep reactive ion etching (DRIE) etcher (Alcatel Vacuum Technology France, Annecy, France) (Fig. 3g), and DRIE was subsequently preformed in the bottom silicon layer to create deep wells (Fig. 3h). The patterned photoresist layers were removed from the SOI wafer by soaking in acetone for 1 min. plus in isopropyl alcohol for 1 min., and then washing using purified water (Fig. 3i). Finally, the box layer was dry-etched using a RIE system (Model RIE-10NRS, Samco Inc., Kyoto, Japan) in order to connect the oblong channels to the wells (Fig. 3j). The microfabricated SOI wafer was cut into individual straight-through MC plates using an automatic dicing saw (DAD522, Disco Co., Tokyo, Japan).

Microfabrication process scheme for a silicon straight-through MC plate: a 4-in.-diameter silicon-on-insulator (SOI) wafer composed of a 30-μm thick top layer, a 1-μm thick box layer, and a 494-μm thick bottom layer. b Spincoating of a photoresist on the top surface. c , d Patterning the oblong channels in the top photoresist layer by photolithography c and development d. e Spincoating of a photoresist on the bottom surface. f Patterning the wells in the bottom photoresist layer by photolithography and development. g Deep reactive ion etching (DRIE) of the top silicon layer. h DRIE of the bottom silicon layer. i RIE of the box layer between the oblong channels and wells. j Removal of the photoresist layers on the wafer surfaces
3.2 Surface treatment of straight-through MC devices
Stable production of monodisperse emulsions for MC emulsification can only be achieved when the continuous phase preferentially wets the channel surface (Tong et al. 2000; Kawakatsu et al. 2001b; Kobayashi et al. 2003). The channel surface must be hydrophilic for O/W emulsification experiments and hydrophobic for W/O emulsification experiments. Straight-through MC plates for producing O/W emulsions were obtained after a hydrophilic silicon-dioxide layer was grown on the plate surface using an oxygen plasma reactor. The straight-through MC plate for producing W/O emulsions was obtained by the following silanization treatment based on procedures in published literature (Kawakatsu et al. 1997; Sugiura et al. 2001c). A straight-through MC plate treated by plasma oxidation was silanized by immersion into a toluene solution containing 5.0 wt.% octadecyltriethoxysilane (LS-6970, Shin-Etsu Chemical Co., Ltd., Tokyo, Japan) at 110°C for 1 h. The silanized plate was ultrasonicated in toluene for 40 min and subsequently in hexane for 40 min to wash out unreacted materials. The static contact angles of MilliQ water droplets to the top surface of the oxidized straight-through MC plate and silanized straight-through MC plate in the air were measured.
3.3 Chemicals for droplet generation
In the O/W emulsification experiments, refined soybean oil (Wako Pure Chemical Ind., Osaka, Japan) was used as the to-be-dispersed phase, and MilliQ water solution containing 1.0 wt.% sodium dodecyl sulfate (SDS, Wako Pure Chemical Ind.) was used as the continuous phase. In the W/O emulsification experiments, a mixture of 25 wt.% MilliQ water solution containing 5.0 wt.% sodium chloride (Wako Pure Chemical Ind.) and 75 wt.% glycerol (Wako Pure Chemical Ind.) was used as the to-be-dispersed phase, and decane (Wako Pure Chemical Ind.) solution containing 3.0 wt.% tetraglycerin monolaurate condensed ricinoleic acid esters (CR-310, Sakamoto Yakuhin Kogyo Co. Ltd., Osaka, Japan) was used as the continuous phase.
3.4 Density, viscosity, and interfacial tension measurements
A density meter (DA-130N, Kyoto Electronics Manufacturing Co. Ltd., Kyoto, Japan) to determine the densities of the liquid phases was used in this research. Their viscosity was measured using glass capillary viscometers (SO, Shibata Scientific Technology Ltd., Tokyo, Japan). The equilibrium interfacial tension at the interface between two immiscible liquid phases was determined using a pendant drop interfacial tensiometer (PD-W, Kyowa Interface Science Co. Ltd., Saitama, Japan). The density and viscosity measurements were repeated at least twice and interfacial tension measurements at least ten times and calculated the mean values. All the preceding measurements were conducted at 25°C. Table 1 presents the measured density, viscosity, and equilibrium interfacial tension of the O/W and W/O systems used in this study.
3.5 Emulsification setup and procedures
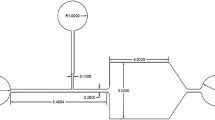
Figure 4 schematically illustrates the emulsification setup equipped with a straight-through MC plate. Two emulsification modules were designed to produce O/W emulsions (Fig. 4) and W/O emulsions. The plate was degassed in the continuous phase with ultrasonification at 100 kHz for 20 min prior to the emulsification experiments. The degassed plate was installed in the module, which is filled with the continuous phase. The continuous phase was introduced into the module via flexible tubing connected to a syringe installed in a syringe pump (Model 11, Harvard Apparatus. Inc., MA, USA). The to-be-dispersed phase was introduced into the module via flexible tubing connected to a liquid chamber or a syringe installed in the syringe pump, filling the wells underneath the channel area. The to-be-dispersed phase was forced to break through the oblong channels to generate emulsion droplets, as schematically illustrated in Fig. 1. Droplet generation from the channel outlet was microscopically visualized and recorded using a microscope video system described elsewhere (Kobayashi et al. 2002). Emulsion droplets generated from the outlet of oblong channels moved away from the top surface of the straight-through MC plate by the gentle crossflow of the continuous phase in the clearance between the upper glass plate and the straight-through MC plate (1.0 mm). The emulsification experiments were conducted at about at 25°C.

Schematic representation of the emulsification module equipped with a straight-through MC plate for O/W emulsions
3.6 Droplet size analysis
WinRoof software (Mitani Co. Ltd., Fukui, Japan) was used to measure the diameters of droplets in the images obtained by the microscope video system. The number-average diameter (d av) of the generated droplets was determined using the measured data of 200 droplets.
3.7 Cleaning of straight-through MC devices
Straight-through MC devices used in emulsification experiments were cleaned using an ultrasonic cleaner with a high frequency of 100 kHz (VS-100III, As One Co., Osaka, Japan). Straight-through MC plates for producing O/W emulsions were cleaned in MilliQ water solution containing a detergent for 40 min and in MilliQ water for 20 mim. Straight-through MC plates for producing W/O emulsions were cleaned in hexane for 20 min, MilliQ water solution containing a detergent for 40 min, and in MilliQ water for 20 min. Straight-through MC plates did not break during the ultrasonic cleaning process.
4 Results
4.1 Device characterization
Table 2 lists dimensions of the oblong channels microfabricated in the silicon straight-through MCs, TMS11-1, −2, and −3. Figure 5a presents a scanning electron micrograph of part of a channel area for TMS11-2. Microfabricated channels were regularly positioned in this channel area. There is a deeply-etched well in the support layer beneath the channel area. Figure 5b, c presents scanning electron micrographs of the inlet and outlet of the microfabricated channels with an oblong section. Oblong channels of uniform size were successfully obtained, although the channel inlet was somewhat larger than the channel outlet. A scanning electron micrograph of an oblong channel, provided in Fig. 5d, also demonstrates that a deep through-hole with an oblong section was successfully microfabricated in the channel area. Figures 5e–g depict three straight-through MCs with different channel sizes microfabricated in this study. These straight-through MCs had fine oblong channels with a shorter line down to 1.0 μm and a longer line down to 4.6 μm (see Table 2). Their equivalent diameters, also presented in Table 2, indicate successful microfabrication of the straight-through MCs with oblong channels several microns in size. The oblong channels microfabricated in each straight-through MC had a narrow size distribution with CVs of <2% for TMS11-2 and -3 and <4% for TMS11-1. Their uniform size satisfied a necessary condition for producing monodisperse emulsions in MC emulsification. The aspect ratio at the channel outlet, which is defined as the channel shorter line divided by the channel longer line, was 4.6 for TMS11-1, 4.3 for TMS11-2, and 4.5 for TMS11-3. It is thus considered that the oblong channels several microns in size microfabricated in this study have the potential to produce monodisperse emulsions. The total channel number for TMS11 plates ranged between 1.1 × 104 and 9.3 × 104 and increased with an decrease in the channel size (see Table 2). The surface porosity in the channel area, which is defined as the ratio of the total cross-sectional area of the oblong channels to the total channel area, was calculated to be 1.9% for TMS11-1, 2.4% for TMS11-2, and 2.3% for TMS11-3. The measured ratio of the channel shorter line to the channel depth was between 9.1 (TMS11-3) and 30.0 (TMS11-1). These straight-through MCs with deep (or long) channels are advantageous for stable production of monodisperse emulsions at high droplet generation rates, which is attributable to the sizeable pressure drop of the to-be-dispersed phase that flows inside the channel (Sugiura et al. 2002).

a Scanning electron micrograph of part of a silicon straight-through MC (TMS11-2) microfabricated in this study. b, c Scanning electron micrographs of the inlet b and outlet c of oblong channels microfabricated in TMS11-2. d Scanning electron micrograph of a cross section of an oblong channel microfabricated in TMS11-2. e–g Optical micrographs of oblong channels microfabricated in TMS11-1 e, TMS11-2 f, and TMS11-3 g
The plasma-oxidized TMS11 plates had a static water/air contact angle of <5°, indicating that their surface had become fully hydrophilic. In contrast, a TMS11-2 plate silanized using the procedure described in section 3.2 had a static water/air contact angle of 94°, indicating that its surface had become hydrophobic. These results demonstrate that TMS11 plates with controlled surface wettability for producing O/W and W/O emulsions were obtained.
4.2 Production of O/W emulsions using straight-through MC devices
Emulsification experiments using hydrophilic TMS11 plates were conducted at pressures applied to a to-be-dispersed phase (P d) of 4.6–13.1 kPa, which was dependent on the channel size (Table 3). These P d values were just above the breakthrough pressure at which droplet generation commences from the channel outlet, which is inversely proportional to d eq,channel (Kawakatsu et al. 1997; Tong et al. 2001). It is noticed that no breakage of TMS11 plates occurred during the emulsification operations. The flow velocity of the continuous phase (U c) along the plate surface was varied in a range of 0.0–0.56 mm/s to better observe the droplet generation behavior from the outlet of oblong channels and the generated droplets.
Figure 6a, b depicts typical examples of the production of an O/W emulsion using TMS11 plates. Figure 6c presents a typical optical micrograph of the produced O/W emulsion. The to-be-dispersed phase that broke through the oblong channels in the TMS11 plates expanded in the area over the plate surface and was then cut into uniformly sized oil droplets. The average droplet generation rates at the active channels that generated droplets increased significantly with decreases in the channel size, i.e., >30 s−1 for TMS11-1, 5.8 s−1 for TMS11-2, and 3.8 s−1 for TMS11-3. The percentage of the active micro holes was <1% for TMS11-1, 5.2% for TMS11-2, and 12.3% for TMS11-3, which may be affected by the fabrication accuracy of the oblong channels and the flow condition and pressure distribution in the region near the micro holes. Most of the oil droplets generated from the outlet of each active channel formed quasi-linear patterns consisting of several layers of droplets for TMS11-1 (Fig. 6a) and quasi-linear patterns consisting of jointed droplets for TMS11-2 and -3 (Fig. 6b). The droplets just after generation under these conditions were pushed out by the following droplets generated from the same channel outlet. It is assumed that the droplet patterns depicted in Fig. 6a, b were determined by the balance of the floating-up velocity of the generated droplets and the expansion velocity of the to-be-dispersed phase that broke through the channel outlet. No droplet coalescence for the droplets generated using TMS11 plates was observed during emulsification operations.

Typical optical micrographs of successful production of an O/W emulsion using hydrophilic TMS11 plates: TMS11-1 a and TMS11-2 b. The flow velocity of the continuous phase along the plate surface was 0.56 mm/s. c Optical micrograph of a monodisperse O/W emulsion produced using the TMS11-2 plate
Figure 7a–c shows the droplet size distributions of the O/W emulsions produced using TMS11 plates. Figure 7d shows the effect of d eq,channel on the d av and CV of the generated oil droplets. All of the emulsions formulated using TMS11 plates had very narrow droplet size distributions with CVs of less than 6% (Fig. 7a–c). Their d av ranged from 4.4 to 9.8 μm as presented in Fig. 7a–c. Their d av was also independent of the crossflow velocity in the range of U c applied in this study. The minimum d av value obtained in this study was considerably smaller, approximately one-seventh, than for existing straight-through MC devices (Kobayashi et al. 2002). The d av of the droplets generated using TMS11 plates depended significantly on the channel size, gradually increasing with an increase in d eq,channel (Fig. 7d). Those d av values exceeded the channel shorter line by 2.9–4.4 times and d eq,channel by 1.8–2.6 times, which is analogous to those for existing straight-through MC devices (Kobayashi et al. 2002, 2003, 2004a). Therefore, the results reported in this section demonstrate that hydrophilic TMS11 plates are capable of stably generating monodisperse O/W emulsion droplets several microns in size.

Droplet diameter distributions of O/W emulsions formulated using TMS11-1 a, TMS11-2 b, and TMS11-3 c. d Effect of the channel equivalent diameter (d eq,channel) on the average droplet diameter (d av) and coefficient of variation (CV) of the O/W emulsions formulated using TMS11 plates
The energy efficiency of emulsification using the TMS11 plates was also investigated in this research. It was possible to generate fine oil droplets from the outlet of oblong channels in TMS11 plates at the low P d values presented in Table 3. The energy input for this droplet generation can be estimated by the following equation:
where ΔE in,exp is the actual energy input for the unit to-be-dispersed phase necessary for droplet generation from the outlet of oblong channels and ρ d is the density of the to-be-dispersed phase. The calculated ΔE in,exp was only 5.0–14.2 J/kg (Table 3) and gradually increased with an decrease in channel size. The energy input to be applied to the to-be-dispersed phase must exceed the theoretical minimum energy input calculated from the following equation to generate emulsion droplets (Walstra 1983; McClements 2004)
where ΔE in,min is the theoretical minimum energy input, ΔA is the increase in the interface area, γ ow is the interfacial tension between the two phases, and d dr is the droplet diameter. The ΔE in,min at 25°C, for which calculation the d av values obtained in this study was used as d dr, ranged between 3.0 and 6.7 J/kg (Table 3). The apparent energy efficiencies of emulsion droplet generation using TMS11 plates, defined as (ΔE in,min/ΔE in,exp) × 100, were 47–60% (Table 3). These calculated energy efficiencies, particularly for TMS11-2 and -3, are comparable to that of emulsification using a grooved MC device, which was reported to be 65% (Sugiura et al. 2001a). The estimated apparent maximum energy efficiency in droplet generation using a T-shape microchannel was about 10% (e.g. Nishisako et al. 2002). The energy loss in the above methods was due primarily to the pressure drop inside the channel for the to-be-dispersed phase, which is proportional to the channel length. The channel length (or depth) in MC emulsification devices is usually much shorter than the channel length in a T-shape microchannel. It is considered that the lower pressure drop inside the oblong channels in the TMS11 plates led to the higher apparent energy efficiency. In contrast, the apparent energy efficiency of a high-pressure homogenizer was significantly low with a typical value of less than 0.2%, since most of the energy supplied is converted into heat (Gijsbertsen-Abrahamse 2003). A comparison of the above apparent energy efficiencies indicated the considerable efficiency of emulsification using straight-through MC devices.
Monodisperse O/W emulsions with a d av of approximately 7 μm were successfully formulated at a maximum flow rate of the to-be-dispersed phase of 5 × 10−2 mL/h, corresponding to a droplet generation rate of 1.8 × 104 s−1, when a syringe pump to supply the to-be-dispersed phase was used for the emulsification experiments using a TMS11-2 plate. Our previous paper demonstrated that the droplet production rate of each channel in a straight-through MC increases with decreases in the to-be-dispersed phase viscosity (Kobayashi et al. 2005). While soybean oil was used as the model to-be-dispersed phase in this study, it is believed that the use of low-viscosity oils (e.g. alkanes) as the to-be-dispersed phase can lead to enhanced emulsion droplet productivity from a straight-through MC device.
4.3 Production of a W/O emulsion using a straight-through MC device
As schematically illustrated in Fig. 8a, the generation of W/O emulsion droplets was carried out using a hydrophobic straight-through MC. The compositions of the two phases in this case are presented in Table 1. Figure 8b depicts a typical example of production of a W/O emulsion using a hydrophobic TMS11-2 plate. Monodisperse water droplets with a d av of 7.1 μm and a CV of 2.8% were stably generated from the outlet of the oblong channels at a P d of 2.7 kPa. The droplet size distribution presented in Fig. 8c confirms their narrow size distribution. The average droplet generation rate at active channels was 1.1 s−1. The optical micrograph in Fig. 8b also shows that the generated water droplets formed patterns consisting of jointed droplets, whereas some of the generated water droplets stuck to the channel outlet and were pushed out by the following droplets with no droplet coalescence. It is presumed that the droplet adhesion to the channel outlet was caused by the weak repulsion between the water droplets and the plate surface. Thus, the results obtained in this section demonstrate that the hydrophobic straight-through MC device (TMS11-2) was capable of generating monodisperse W/O emulsion droplets several microns in size.

a Schematic illustration of production of a W/O emulsion from the outlet of oblong channels. b Optical micrograph of successful production of a W/O emulsion using a hydrophobic TMS11-2 plate. The flow velocity of the continuous phase along the plate surface was 0.83 mm/s. c Droplet diameter distribution of the W/O emulsion produced using the TMS11-2 plate
5 Conclusions
Monodisperse emulsions with fine droplets several microns in size were successfully formulated using straight-through MC devices developed in this research. The microfabrication process including DRIE was successfully used to fabricate numerous oblong channels several micron in size in straight-through MC devices. Microscopic observations also demonstrated that the microfabricated deep oblong channels had very narrow size distributions and were regularly positioned in the channel area. Hydrophilic and hydrophobic TMS 11 plates were successfully used to generate monodisperse O/W and W/O emulsion droplets several microns in size even without applying the forced flow of the continuous phase. The size of the emulsion droplets could be controlled by the size of the oblong channels in the TMS11 plates. The energy efficiency for the emulsification process using straight-through MC devices was significantly higher than that of other emulsification techniques. In addition, straight-through MC devices with lots of microfluidic oblong channels have great potential for increasing the productivity of monodisperse fine emulsion droplets. In further experiments it is foreseen to apply the device to the production of monodisperse microparticles and microcapsules.
References
Anna SL, Bontoux N, Stone HA (2003) Formation of dispersions using “flow focusing” in microchannels. Appl Phys Lett 82:364–366
Bibette J (1991) Depletion interactions and fractionated crystallization for polydisperse emulsion purification. J Colloid Interface Sci 147:474–478
De Geest BG, Urbanski JP, Thorsen T, Demeester J, De smedt SC (2005) Synthesis of monodisperse biodegradable microgels in microfluidic devices. Langmuir 21:10275–10279
Gijsbertsen-Abrahamse AJ (2003) Membrane emulsification: process principles. PhD Thesis Wageningen University
Iwamoto S, Nakagawa K, Sugiura S, Nakajima M (2002) Preparation of gelatin microbeads with a narrow size distribution using microchannel emulsification. AAPS Pharm Sci Tech 3:25
Karbstein H, Schubert H (1995) Development in continuous mechanical production of oil-in-water macro-emulsions. Chem Eng Proc 34:205–211
Kawakatsu T, Kikuchi Y, Nakajima M (1997) Regular-sized cell creation in microchannel emulsification by visual micro-processing method. J Am Oil Chem Soc 74:317–321
Kawakatsu T, Trägårdh G, Trägårdh Ch (2001a) Production of W/O/W emulsions and S/O/W pectin microcapsules by microchannel emulsification. Colloids Surf A Physicochem Eng Asp 189:257–264
Kawakatsu T, Trägårdh G, Trägårdh Ch, Nakajima M, Oda N, Yonemoto T (2001b) The effect of hydrophobicity of microchannels and components in water and oil phase on droplet formation in microchannel water-in-oil emulsification. Colloids Surf A Physicochem Eng Asp 179:29–38
Kobayashi I, Nakajima M, Nabetani H, Kikuchi Y, Shohno A, Satoh K (2001) Production of monodisperse micron-scale oil-in-water microspheres by microchannel emulsification. J Am Oil Chem Soc 78:797–802
Kobayashi I, Nakajima M, Chun K, Kikuchi Y, Fujita F (2002) Silicon array of elongated through-holes for monodisperse emulsions. AIChE J 48:1639–1644
Kobayashi I, Nakajima M, Mukataka S (2003) Preparation characteristics of oil-in-water emulsions using differently charged surfactants in straight-through microchannel emulsification. Colloids Surf A Physicochem Eng Asp 229:33–41
Kobayashi I, Mukataka S, Nakajima M (2004a) Effect of slot aspect ratio on droplet formation from silicon straight-through microchannels. J Colloid Interface Sci 279:277–280
Kobayashi I, Mukataka S, Nakajima M (2004b) CFD simulation and analysis of emulsion droplet formation from straight-through microchannels. Langmuir 20:9868–9877
Kobayashi I, Mukataka S, Nakajima M (2005) Effects of type and physical properties of oil phase on oil-in-water emulsion droplet formation in straight-through microchannel emulsification: experimental and CFD studies. Langmuir 21:5722–5730
Kobayashi I, Uemura K, Nakajima M (2006) Formulation of monodisperse emulsions using submicron-channel arrays. Colloids Surf A Physicochem Eng Asp 296:285–289
Link DR, Anna SL, Weitz DA, Stone HA (2004) Geometrically mediated breakup of drops in microfluidic devices. Phys Rev Lett 92:054503
Lorenceau E, Utada AS, Link DR, Cristobal G, Joanicot M, Weitz DA (2005) Generation of polymersomes from double-emulsions. Langmuir 21:9183–9186
Mason TG, Bibette J (1996) Emulsification in viscoelastic media. Phys Rev Lett 77:3481–3484
Mason TG, Krall AH, Gang H, Bibette J, Weitz DA (1996) Monodisperse emulsions: properties and used. In: Becher P (ed) Encyclopedia of emulsion technology, vol. 4. Marcel Dekker, New York, pp 299–335
McClements DJ (2004) Food emulsions: principles, practice and techniques, 2nd edn. CRC Press, Boca Raton, pp 1–24
Nakagawa K, Iwamoto S, Nakajima M, Shono A, Satoh K (2004) Microchannel emulsification using gelatin and surfactant-free coacervate microencapsulation. J Colloid Interface Sci 278:198–205
Nakashima T, Shimizu M, Kukizaki M (1991) Membrane emulsification by microporous glass. Key Eng Mater 61/62:513–516
Nishisako T, Torii T, Higuchi T (2002) Droplet formation in a microchannel network. Lab Chip 2:24–26
Nishisako T, Torii T, Higuchi T (2004) Novel Microreactor for functional polymer beads. Chem Eng J 101:23–29
Okushima S, Niahisako T, Torii T, Higuchi T (2004) Controlled production of monodisperse double emulsions by two-step droplet breakup in microfluidic devices. Langmuir 20:9905–9908
Priest C, Heminghaus S, Seemann R (2006) Generation of monodisperse gel emulsions in a microfluidic device. Appl Phys Lett 88:24106
Sugiura S, Nakajima M, Tong J, Nabetani H, Seki M (2000) Preparation of monodispersed solid lipid microspheres using microchannel emulsification technique, J Colloid Interface Sci 227:95–103
Sugiura S, Nakajima M, Iwamoto S, Seki M (2001a) Interfacial tension driven monodispersed droplet formation from microfabricated channel array. Langmuir 17:5562–5566
Sugiura S, Nakajima M, Itoh H, Seki M (2001b) Synthesis of polymeric microspheres with narrow size distributions employing microchannel emulsification. Macromol Rapid Commun 227:773–778
Sugiura S, Nakajima M, Ushijima H, Yamamoto K, Seki M (2001c) Preparation characteristics of monodispersed water-in-oil emulsions using microchannel emulsification. J Chem Eng Jpn 34:757–765
Sugiura S, Nakajima M, Seki M (2002) Effect of channel structure on microchannel emulsification. Langmuir 18:5708–5712
Suzuki K, Shuto I, Hagura Y (1996) Characteristics of membrane emulsification method combined with preliminary emulsification for preparing corn oil-in-water emulsions. Food Sci Technol Int Tokyo 2:43–47
Takeuchi S, Garstecki P, Weibel DB, Whitesides GB (2005) An axisymmetric flow-focusing microfluidic device. Adv Mater 17:1067–1072
Thorsen T, Roberts EW, Arnold FH, Quake SR (2001) Dynamic pattern formation in a vesicle-generating microfluidic device. Phys Rev Lett 86:4163–4166
Tong J, Nakajima M, Nabetani H, Kikuchi Y (2000) Surfactant effect on production of monodispersed microspheres by microchannel emulsification method. J Surfactant Deterg 3:285–293
Tong J, Nakajima M, Nabetani H, Kikuchi Y, Maruta Y (2001) Production of oil-in-water microspheres using a stainless steel microchannel. J Colloid Interface Sci 237:239–248
Utada AS, Lorenceau E, Link DR, Kaplan PD, Stone HA, Weitz DA (2005) Monodisperse double emulsions generated from a microfluidic device. Science 308:537–541
Vladisavljević GT, Williams RA (2006) Manufacture of large uniform droplets using rotating membrane emulsification. J Colloid Interface Sci 299:396–402
Vladisavljević GT, Surh J, McClements JD (2006) Effect of emulsifier type on droplet disruption in repeated shirasu porous glass membrane homogenization. Langmuir 22:4526–4533
Walstra P (1983) Formation of emulsions. In: Becher P (ed) Encyclopedia of emulsion technology, vol. 1 Marcel Dekker, New York, pp 57–128
Xu Q, Nakajima M (2004) The generation of highly monodisperse droplets through the breakup of hydrodynamically focused microthread in a microfluidic device. Appl Phys Lett 83:3726–3728
Xu S, Nie Z, Seo M, Lewis PC, Kumacheva E, Garstecki P, Weibel D, Gitlin I, Whitesides GM, Stone HA (2005) Generation of monodisperse particles using microfluidics: control over size, shape and composition. Angew Chemie Int Ed 44:724–728
Yi G-R, Jeon S-J, Thorsen T, Manoharan VN, Quake SR, Pine DJ, Yang S-Y (2003a) Generation of uniform photonic balls by template-assisted colloidal crystallization. Synth Metals 139:803–806
Yi G-R, Thorsen T, Manoharan VN, Hwang M-J, Jeon S-J, Pine DJ, Quake SR, Yang S-Y (2003b) Generation of uniform colloidal assembles in soft microfluidic devices. Adv Mater 15:1300–1304
Yobas L, Martens S, Ong W-L, Ranganathan N (2006) High-performance flow-focusing geometry for spontaneous generation of monodispersed droplets. Lab Chip 6:1073–1079
Acknowledgments
This work was supported in part by the Nanotechnology Project of the Ministry of Agriculture, Forestry and Fisheries of Japan.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article
Cite this article
Kobayashi, I., Takano, T., Maeda, R. et al. Straight-through microchannel devices for generating monodisperse emulsion droplets several microns in size. Microfluid Nanofluid 4, 167–177 (2008). https://doi.org/10.1007/s10404-007-0167-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10404-007-0167-2