
Abstract
Global warming induced by greenhouse gases is major issue worldwide. There is therefore a need to develop renewable sources of energy, such as biofuels. Here, we review the various types of biofuels such as biodiesel, bioethanol, biomethane, hydrotreated vegetable oils and fats, and lignocellulosic-based fuels. First, second, and third generations of biofuels are compared in terms of economics, environmental aspects and energy yield. Economically, raw materials account for 60–75% of the final price of produced biofuels. The high cost of biodiesel compared to the lower price of diesel fuel is a major challenge toward commercializing biodiesel production from vegetable oils. Environmentally, biofuels can reduce carbon emissions and are more biodegradable compared to fossil fuels. For instance, biodiesel and diesel fuels are degraded by 95% and 40%, respectively, during one month in water. Among liquid biofuels, biodiesel has the best energy yield, such that the amount of net biodiesel energy production is more than three times than that of diesel fuel. We also review membrane technologies for the purification and separation of biofuels such as bioethanol, biobutanol, biodiesel, and biogas. Commonly used membrane processes are ultrafiltration, microfiltration, nanofiltration, pervaporation, membrane distillation and reverse osmosis. Reverse osmosis is used for water treatment due to the very small pore size of membranes, which allow the water molecules to get through. Membrane bioreactors can be used for wastewater treatment with a combination of ultrafiltration and reverse osmosis. Ultrafiltration and nanofiltration membranes have applications in the production of biomass from olive mill wastewaters. Pervaporation and membrane distillation are efficient in the third generation of bioethanol production plants.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nowadays, biofuels are being used in some industrial sectors as an effective alternative to fossil fuels due to their superior characteristics. Biofuels can be produced through biological, chemical, and physical methods (Nigam and Singh 2011). The interests in biofuels have been recently increased due to the limitation on hydrocarbon resources, hortative policies for the use of renewable energies, environmental aspects, and restricted legislation on carbon emissions (Koutinas et al. 2016; Oumer et al. 2018). Due to the advantages of biofuels, governments have set the policy to increase biofuels production, and it is expected to provide 27% of total transport fuel demands from biofuels in 2050. There are different types of biofuels at different stages of development such as biodiesel, bioethanol, biomethane, hydrotreated vegetable oils and fats, and lignocellulosic-based fuels. Bioethanol and biodiesel are the main biofuels used to supply fuels for transport demands (Oh et al. 2018). Moreover, there are other types of biofuels as a potential option for substituting the fossil fuels in near future. Many governments have invested in research on biofuels and biorefineries, which have focused on increasing recovery of products, reduction of wastes, energy consumption, and greenhouse gas emissions (Saravanan et al. 2018). Despite the advantages of biofuels compared to fossil fuels, biofuels constituted only 4% of total transportation-fuel consumption in 2016 due to limitations toward the production of biofuels (Ae et al. 2017; Oh et al. 2018). Therefore, adequate research and development on biofuels are required to overcome the hurdles toward sustainable use of biofuels in different sectors.
It has been recognized that shortage of raw materials, as well as poor cost competitiveness, hampers the development of biofuels production. The cost of biofuels production can be reduced by developing efficient processes such that high-purity products would be obtained at lower operational and capital costs. Membranes have shown to be efficient technology for separation, purification, and reaction in which both porous and non-porous membranes can be applied efficiently (Rezakazemi et al. 2017a). Low maintenance and operational costs, modular design and scale-up, low energy consumption, and green technology offer the membranes as a promising technology for biofuels production (Gugliuzza and Basile 2014; Mo et al. 2015). Membranes have been applied for separation and filtration in starch- and sugar-based industries for a long time; however, the use of membranes in biofuels production is relatively novel and new processes have been introduced for this purpose.
This account reviews the application of membrane technology in biofuels production, and the next sections are divided into four sections. In the first three sections, economic justifications, environmental aspects, and energy yields of biofuels are discussed, whereas in the last section various membrane systems applicable for biofuels production are reviewed and discussed.
Economics justifications
Economic viability is a crucial factor to succeed in any market. The biofuels price depends on a number of parameters such as raw materials, capital costs, operating costs. Despite the environmental, social, and economic benefits of biofuels, the high cost of vegetable oils is one of the main problems with the use of these types of fuels. The cost of the feedstock plays a key role in the biofuels finished price, and 60–75% of its price mainly depends on the cost of feedstock. To compete with fossil fuels, it is suggested that biofuels derived from used oils, animal fats, soapstock, and especially microalgae (Foroutan et al. 2017) produce high energy yield per land. For instance, the economic feasibility studies of farmer cooperatives indicated that the production of biodiesel from vegetable or animal oils needs 0.30–0.69 US $/L. It is estimated that the cost of biodiesel fuel produced from vegetable oils and waste grease is 0.54–0.62 US $/L and 0.34–0.42 US $/L, respectively. Meanwhile, the US average price for diesel fuels before taxes is 0.18 US $/L and in some European countries is between 0.20 and 0.24 US $/L. Hence, the high cost of biodiesel compared to the lower price of diesel fuel is a major hurdle toward commercializing biodiesels production from vegetable oils, while purification of biomass accounts for 20–30% of total costs (Canakci and Sanli 2008).
Environmental advantages
The interests in the biofuels as an alternative to diesel fuels have continuously been increased because of the limited resources of fossil fuels, increasing instabilities in the oil price, and environmental concerns, especially greenhouse gas emissions. One of the main sources of global warming is greenhouse gas emissions (Hajilary et al. 2018a, b), and the global average temperature would increase 1.1–6.4 °C during the twenty-first century. CO2 emission (Mesbah et al. 2018; Rezakazemi et al. 2017b; Zhang et al. 2018) resulting from fossil energy is the main reason for this global warming (Friedlingstein et al. 2014; Razavi et al. 2016; Shirazian et al. 2011; Soroush et al. 2018), and applying biofuels can significantly reduce the carbon emissions.
In addition, the uses of biofuels will effectively reduce pollutants and carcinogenic substances. Furthermore, the biofuels are more biodegradable in comparison with the fossil fuels. The biodiesel degradation is comparable to that of diesel fuels. The biodiesel, placed in water and diesel fuels, is being degraded at 95 and 40%, respectively, during one month. Also, biodiesel combustion emissions (unburned hydrocarbons, carbon monoxide (CO), particulates, SOx, and soot) are much lower than diesel fuels, and a small increase in NOx emissions can be reduced by delaying the injection timing in the engines.
Energy yields of biofuels
Figure 1 presents a net energy balance for different types of biofuels. This figure shows that the biodiesel has the most energy yield among other liquid fuels. For example, to produce 3.2 unit of energy by biodiesel, one unit of energy is consumed.

Energy yield comparison of biodiesel/bioethanol with petrodiesel/petro-gasoline (Speight 2011). Biodiesel and bioethanol show higher energy efficiency compared to conventional petroleum-based fuels
Based on Fig. 1, the amount of net biodiesel energy production is more than three times than that of diesel fuels. Sheehan et al. (Sheehan et al. 1998) investigated a life cycle analysis of using pure biodiesel (B100) in urban buses. A significant reduction in the lifecycle emissions of the total solid particles (32%), CO (35%), and SOx (8%) compared to petroleum-based diesel was indicated.
There is an interesting note about the biofuels. Introducing a slight fraction of biodiesel in low-sulfur diesel formulations can increase lubricity. Mixtures containing 1% biodiesel can create up to 30% more lubricity in comparison with petroleum-based diesel (Knothe et al. 1997). Since biodiesel can be miscible with petroleum fuels in any ratio, many novel direct-injection diesel engines can be operated with blends or pure biodiesel without any modifications. In a study, B20 (a mixture of 80% petroleum diesel and 20% biodiesel) showed a high fuel economy and production capacity with a high level of health and environmental benefits (Sheehan et al. 1998).
Membranes for biofuels separation
The economics of biofuel production is highly dependent on the product purity. There are various technologies for biofuel separation like adsorption, extraction, membrane technology, pertraction, gas stripping, and some novel hybrid technologies. Among them, membrane technology is an economical and effective method. Membranes have great characteristics such as high selectivity, a high ratio of surface area to the volume, and high control over the component mixing between two phases.
The membrane as an engineered technology, which creates a physical barrier in liquid–liquid, and liquid–solid processes, performs the separation of materials according to the size, shape, or properties (Rezakazemi et al. 2014a, 2018b). Membrane filtrations are widely used in dairy, sugar, food, starch, wine, enzymes, water and wastewater industries (Azimi et al. 2017; Rezakazemi et al. 2013a, 2017d; Shirazian et al. 2012).
The first biofuel generation processes focused only on the fuel production and disposed all non-fuel materials as waste. The second biofuel generation processes consider improving bioprocesses, reducing overall energy costs, and reducing waste. The goal of the second generation of biofuel processes is to increase fuel recovery, increase the secondary production of secondary raw materials, and produce more valuable fuels rather than the first-generation processes. The first-generation biofuels only cared for the production of fuels and do not pay attention to optimization; hence, the membranes are not used in the first-generation biofuels. But in the second-generation biofuels due to the focus on optimization, researchers are interested in using membrane filtration. At present, membrane filtration has led to many improvements in some sections attributed to the biofuel processes, such as the production of biofuels and the integration of biorefineries. It is anticipated that using membrane technology enhances second-generation biofuel processes and is predicted that in the near future, a large number of second-generation biofuels and integrated biorefineries will be built as a pilot to improve these processes before industrialization.
The use of membrane filtration technology for biofuels production and integrated biorefineries is considered as a desirable solution. The membranes can be used to produce biofuels, organic acids, and amino acids using mesophilic and thermophilic organisms for both continuous and batch fermentation. The use of membranes in biodiesel processes has been increased for reuse of water, especially in low water areas.
Membrane technology is also used in the manufacture of organic acids, which is usually used as a base for different types of biodegradable plastics. In the integrated biorefineries, various types of membranes including microfiltration, ultrafiltration, nanofiltration and reverse osmosis can be used where membrane technologies are preferred because they focus on continuous fermentation rather than batch mode.
Through the saccharification process, ultrafiltration is used after converting to the sugars for the stream purification. Also, in some processes, some of the useful sugars used in the fermentation process can be recovered and concentrated using nanofiltration. Furthermore, for reusing water and improving the quality, reverse osmosis is commonly used. In Fig. 2, the use of membrane technology in different sections of a biofuel process production is shown. The different applications of membrane filtrations are listed in Table 1.

Production of biofuel from grain using membranes. Ultrafiltration, nanofiltration, and reverse osmosis units are applicable for the saccharification process. The product of fermentation can be purified using nanofiltration/ultrafiltration, whereas reverse osmosis is used for water treatment
Wastewater recovery in biofuel production
There are many techniques for water removal from wastewater such as flotation, coagulation, gravity sedimentation, centrifugation, and membrane filtration. Membrane filtration has more advantageous than others such as less energy consumption, high efficiency of recovery, and non-toxicity. In traditional methods for wastewater recovery, there is a need for an evaporator that consumes high energy, but membrane technology has much lower energy consumption and therefore less operating costs.
Nowadays, the membrane separation technology can be applied for wastewater treatment. In the production of biodiesel, water with a high percentage of the contaminants is produced, which in the past was discharged into the land or water sources, for example, in the river, which is not allowed today in many areas. In addition, water conservation and reuse are encouraged, especially in the areas where water is limited.
In another aspect, the membranes can be applied in biological wastewater recovery. For the removal of biochemical oxygen demand and chemical oxygen demand in waste streams, biological treatment is commonly used, the first biosludge is concentrated through an ultrafiltration membrane, and then it is passed from a reverse osmosis to recover water for reuse in the utility, especially in water-constrained areas. One example of above process was used as a section of a membrane bioreactor at an Australian plant of ethanol production. Companies can reduce costs of energy in water reuse utilizing membrane technology. Comparison between a reverse osmosis and five multi-effect evaporators with thermal vapor recompression showed that reverse osmosis needed 75% lower cost of ownership. Using reverse osmosis for water recovery in order to reuse can make high efficiency solely or with using an evaporator.
Membranes for biomass production
If the biofuels such as bioethanol and biodiesel are sustainably produced from waste biomass, it would be a desirable option representing renewable energy with high efficiency. The performance of purification of a fermentation product from biological impurities is related to the cost of the conversion process of biomass. Researchers in that field have focused on the modification of technologies with more efficiency and economic by using biomass available domestically. Conversion of biomass to biofuels has a number of issues including water removal from algae, elimination of contaminants from sugar solution before microbes, and catalysts that increase the production of biofuels. Membranes can be applied to solve these challenges. One of the main steps in the biofuel process is separation of carbon from both liquid and vapor phases, which can be carried out by membrane technology. Half of the costs of biofuel production from biomass belongs to these separations; therefore, formulation of a membrane system with high efficiency in carbon separation from water is noteworthy. Also, the membrane performance used for carbon recovery from aqueous solutions highly depends on the pore size. The membrane flux decreases with reduction in the membrane pore size due to the smaller pores; fewer particles can permeate through them. The important note is that the membrane flux plays a key role in creating an effective membrane system because it highly affects the minimum fuel-selling price. Nanofiltration membranes were used for enzyme-converted biomass production to separate gluconic acid from xylose for corn stover, wheat straw, and silver-grass stalks with separation factors of 2.7, 2.5, and 2.2, respectively. A submerged membrane of hydrophilic Millipore mixed cellulose ester in the bioreactor was applied to increase biomass productivity by treating wastewater rich in different nitrogen sources (Babaei et al. 2016). In the presence of ammonium and nitrate, chlorella vulgaris cultivated under conditions of mixotrophic microalgae could reach high separation factor of nitrogen and phosphorus with rates of about 23.64–28.84 and 4.38–5.08 mg L−1 day, respectively. The architectural surface selective membranes with high performance were created for hot vapor and liquid processing in biomass conversion (Hu et al. 2017). It was used for high permselective flux and can tolerate high temperature. The high-performance architectural surface selective membranes not only consider pore size to carbon separation, but also change the pore shapes with nanotechnology coatings, and they made the similar separation efficiency with the previous membranes while using tenfold larger pore size. In a research carried out by a collaboration of Oak Ridge National Laboratory (ORNL) with the National Renewable Energy Laboratory, in the process of hydrothermal liquefaction (production of biooil from algae), researchers found that the high-performance architectural surface selective membrane technology has high effect on the efficiency of the portfolio (Hu et al. 2017). The membrane technology can decrease the biofuel minimum selling price by 12% and has the potential to apply in other industries such as biochemical, pharmaceutical, and petrochemical industries. Researchers are still interested on investigating the following topics: increasing the membrane flux, developing coating materials, decreasing membrane surface area, optimization of the process, scalability and etc.
Membrane technology is used in different industries. Olive milling is one of the industries which produce a large amount of wastewater. Membrane technology such as ultrafiltration and nanofiltration is applied to concentrate organic materials with high loading of polyphenols. As shown in Fig. 3, by using membrane technology olive mill wastewater is purified and biomass (Arthrospira platensis and Scenedesmus dimorphus) is produced (Cicci et al. 2013).

Application of membrane technology in biomass production. Ultrafiltration and nanofiltration processes can be used to produce biomass from olive mill wastewater. In the production plant, olive mill wastewater is purified and biomass (Arthrospira platensis and Scenedesmus dimorphus) is produced (Cicci et al. 2013). Reprinted from Water Research, Vol. 47, Cicci et al., Microalgal biomass production by using ultra- and nanofiltration membrane fractions of olive mill wastewater, 4710–4718, Copyright (2013), with permission from Elsevier
Recently, a new microalgae cultivation method using membrane photo-bioreactor was applied to produce biomass. Also, the membrane photo-bioreactors could remove the nutrients and unionized ammonia from wastewater (Gao et al. 2016; Rezakazemi et al. 2012c). Gao et al. showed that the productivity of algal biomass increases with reducing hydraulic retention time (Gao et al. 2018). Also, when the membrane photo-bioreactor was operated at higher hydraulic retention time, the nutrient removal from influent was increased. The reactor was in service for 130 days with the biomass and hydraulic retention time of 21.1 and 2 days, respectively, while the concentration of the algal biomass was stable on the range of 1.035–1.524 g L−1 and concentration of effluent nutrient was in a level of 1.76–3.82 mg L−1 for nitrogen and 0.01–0.14 mg L−1 for phosphorus.
One of the most important properties of membrane technology is that they can also be applied at high temperatures. In the thermophilic processes that use microorganism operated in high activity at 70–80 °C, it is a favor to run a feed to alcohol distillation continuously. In that processes, membrane preserves microbial biomass through the fermenter, operates as a bioreactor, and permit continually run of liquid to the fermenter. Therefore, this has projected to reduce both capital and operating costs by reduction in the cyclic fermenter and energy, respectively.
Membranes for bioethanol production
An overview of membrane applications for three generations of bioethanol production is shown in Fig. 4. The membrane separation processes have the potential to be applied in the first, second, and third generations of bioethanol synthesis. For example, in the harvest of the microalgae in the third generation, microalgae can be recovered by microfiltration/ultrafiltration; or on the carbohydrate of the biomass, pretreatment should be done to be ready for conversion. Also, the membrane is used to purify or concentrate the pre-hydrolyzates before fermentation. The concentration of sugar solution and the removal of fermentation inhibitor can be done by membrane distillation (Rezakazemi 2018), nanofiltration, and reverse osmosis (Rezakazemi et al. 2017c). In addition, for recovering the enzyme, nanofiltration is combined with ultrafiltration. The outlet of fermentation is a biofuel with low purity; therefore, it is passed from the pervaporation and pre-concentration systems. In a hybrid process, fermentation and pervaporation are integrated. Consequently, both ultrafiltration and nanofiltration are applied to eliminate yeast and fermentation inhibitors in a hybrid process (Wei et al. 2014). The definition, application, and development status of bioethanol are presented in Table 2.

Application of membrane systems for three generations of bioethanol production. Microfiltration/ultrafiltration can be used for microalgae recovery, while membrane distillation can be used for the concentration of sugar solutions and the removal of fermentation inhibitor (Wei et al. 2014). MF: microfiltration, UF: ultrafiltration, NF: nanofiltration, MD: membrane distillation. Reprinted from Renewable and Sustainable Energy Reviews, Vol. 30, Wei et al., A review of membrane technology for bioethanol production, 388–400, Copyright (2014), with permission from Elsevier
Harvesting algal biomass is difficult because they have a small size and its density is the same as water. In addition, recovering algal cell needs a lot of water to be used in the process. In a study conducted by (Petrusevski et al. 1995), algae were concentrated from large source by membrane filtration, and the biomass recovery was in a range of 70–89%. Despite the benefits of membrane filtration, fouling as a challengeable issue still must be studied.
Application of membranes in the third generation of bioethanol production is described in Fig. 5. As can be seen, microalgae as the biomass are harvested for fermentation by applying nano- and ultrafiltration; concentration of the pre-hydrolyzes and microorganism inhibitors removal are carried out by membrane distillation, nanofiltration, and reverse osmosis. Ultrafiltration and nanofiltration processes after fermentation are employed to eliminate some by-products, and finally, bioethanol is purified by integration of membrane distillation and pervaporation processes (Wei et al. 2014).

Application of membrane systems in the third generation of bioethanol production. Biomass harvesting and yeast removal can be carried out by ultrafiltration/nanofiltration. Concentration and purification can be done by using membrane distillation and pervaporation systems
Membrane processes can be used before the fermentation process in the production of second- and third-generation bioethanol for sugar concentration and to eliminate fermentation inhibitors produced through the pretreatment process. The main advantage of membrane process compared to the conventional techniques such as solvent extraction, evaporation, overliming, activated carbon adsorption, and ion exchange is that sugar concentrated and inhibitor removal were carried out simultaneously (Huang et al. 2008; Parawira and Tekere 2011). Also, the total cost of the membrane separation process is less than evaporation process (Murthy et al. 2005). In this aspect, membrane distillation, nanofiltration, and reverse osmosis can be used in respect of target inhibitors and sugar concentration. In the earlier stage of bioethanol production, some enzymes were used to convert the biomass to sugar; these valued enzymes are recycled by integrated ultrafiltration. Recycling this enzyme by ultrafiltration causes the enzymatic hydrolysis of biomass to have more economic benefits. Following the fermentation process, a membrane distillation/pervaporation is combined with bioethanol recovering from the fermentation broth. The maximum value of ethanol concentration is 10 wt% in which the activity of microorganism does not reduce and also ethanol concentration in the conversion of the corn to ethanol fermentation (first generation) reaches 10 wt%; therefore, ethanol must be continuously removed. But, a product of the second generation in the bioethanol production process, cellulosic biomass-based fermentation, has ethanol concentration less than 5 wt% (Le and Nunes 2016). The ethanol should be pre-concentrated due to the energy saving and cost reduction of the refining process. The distillation as a conventional approach to concentrate on fermentation broth has some disadvantages (Wei et al. 2014). The energy required to purify the low concentration of ethanol is much larger than that for high concentration in distillation. Also, a mixture of 96.5% ethanol and water forms an azeotrope solution that cannot be separated easily. Furthermore, for continuing ethanol removal, the combination of the distillation with the fermentation is complicated because the distillation requires high operation temperature, while these high temperatures are dangerous to the microorganisms. As a result, for ethanol removal of the fermentation broth, membrane technology is more appropriate which enhances the efficiency, production rate, and rate of substrate uptake.
In ethanol recovery process using membrane distillation, ethanol passes through the membrane pores due to its higher partial pressure than water. To produce ethanol, an integration of both direct-contact air gap membrane distillation and fermentation is used. The investigation of coupling of fermentation with membrane distillation system is limited to the laboratory scale. Also, the materials such as polytetrafluoroethylene, polyvinylidene difluoride, and polypropylene which are used in the membrane distillation have lower selectivities and the membrane with higher selectivity needs to be investigated. In a study by Udriot et al. (1989) at laboratory scale, the coupling of fermentation by membrane distillation system increases the ethanol productivity by 87%. However, if there are biological and alcoholic surfactants in the fermentation, surface tension will be decreased and consequently, the liquid diffusion in membrane pores is improved.
The studies about ethanol recovery from dilute fermentation broths are concentrated on pervaporation process. The pervaporation is a separation process based on the chemical potential difference (Rezakazemi et al. 2011b, 2018c). A selective and dense membrane is located between a liquid and a vacuum pump or sweep gas (Baheri et al. 2014; Shahverdi et al. 2013). The recovery of ethanol should be carried out by the hydrophobic membrane in order for ethanol to be passed more efficient through the membrane since they will have higher solubility toward ethanol. The performance of pervaporation depends on the solubility and diffusivity of target component through the membrane (Rezakazemi et al. 2013b, 2011c). One of the materials being used for ethanol recovery of water, which has high efficiency compared to others, is polydimethylsiloxane (Farno et al. 2014; Rezakazemi et al. 2012a, b, 2014b, 2015, 2017a; Rezakazemi and Mohammadi 2013; Rostamizadeh et al. 2013).
In order to use pervaporation process in an industry, the separation factor should be higher than 20 (Vane 2008). The inorganic membranes such as zeolite and 1-silicalite have enough separation factor, but they have high costs and some challenges in large scale and also relatively rapid degradation (Schmidt et al. 1997). The degradation performance of inorganic membranes depends on the compositions of side products in the fermentation broth; even low concentrations of side products can increase the rate of degradation. In the case of energy consumption, membrane technology has low energy consumption in comparison with other batch processes, while the selectivity is high. Therefore, an investigation of the membrane with better materials and high performance is an issue that needs to be addressed before the pervaporation for ethanol recovery can be industrialized.
Ikegami et al. (2003) studied silicon rubber-coated membrane in pervaporation process and found that the membrane separation performance is increased and the ethanol concentration in the permeate reached 67 wt%. In addition, the recovery of ethanol from broth was increased 10 times in comparison with the non-coated membrane. In another study, by applying polydimethylsiloxane (as an active layer)/polyetherimide (as a support) composite hollow-fiber membrane showed a high pervaporation performance in bioethanol production with a total flux of 231–252 g/m2 h (Lee et al. 2012). Recently, by the addition of lodgepole pine bark biochar as fillers to the polydimethylsiloxane, a new composite membrane structure was developed. Silane coupling agents were used to modify the fillers. Because of using biochar nanoparticles, the separation factor of ethanol reached 11.3.
Membranes for biobutanol production
Fermentation of biomass acetone–butanol–ethanol is an approach to produce butanol by chemical synthesis which is known as biobutanol. The produced butanol has an inhibitor for microbial growth, and the recovery of butanol from fermentation broth with conventional separation method consumes high energy. Among all separation technologies applicable for butanol purification, pervaporation made high efficiency without harmful effects on the microorganisms with low energy cost.
The biggest biofuel plant in the USA is based on bioethanol, and its feedstock is corn and wheat materials. Generally, in biofuel production, the starch-derived material is milled into a smaller size, and the starch is then broken down into a sugar. Finally, in the presence of yeast organisms, fermentation happens and bioethanol is produced (Wei et al. 2014). This process, as a first-generation biofuel, is the conventional ethanol production process. In a similar process, biodiesel is synthesized with soybeans and rapeseeds. In the second generation, cellulose ethanol uses corn with acid/alkaline and enzymes to extract fermentable materials that is converted to sugar and finally alcohol. They used membrane filtration technology to increase recovery, reduction of waste and costs of energy.
Rom and Friedl (2016) used polyoctylmethyl siloxane membrane to separate butanol from the real fermentation broth by pervaporation. The membrane was selective to butanol for the binary mixture, acetone–butanol–ethanol aqueous solution, and real biofuel solution. Feed concentration and temperature have a positive effect on butanol flux in the binary mixture, and the butanol flux was constant in the quaternary mixture while the total permeation flux was increased.
In another study, first butanol was concentrated to 80% from a fermentation solution by applying a polydimethylsiloxane in a membrane bioreactor. Then, by using a polyvinyl alcohol membrane containing zeolite 3A loaded, butanol was purified to 93 wt% with 0.87 kg/m2 h flux. The separation factor and flux were investigated at different temperatures, nanoparticle loadings, and feed concentrations (Nigiz and Hilmioglu 2018).
Borisov et al. (2017) proposed a hybrid thermo-pervaporation assisted by liquid–liquid-phase separation in liquid permeate with a porous condenser (Fig. 6). The separation of real fermentation broth by four commercial membranes was investigated in the system, and commercial MKD-3 indicated the highest performance among them. They used the water-enriched phase exited from the decanter as a coolant which can solve the air gap flooding and membrane fouling and reduce the air gap below one milimeter. It was suggested that if the coolant temperature is 10 °C, the hybrid process should be at a temperature more than 50 °C. The recovery of acetone–butanol–ethanol components reached 80% and butanol concentration in the fermentation broth was reduced from 1.6 to 0.5 wt%.

Hybrid membrane system designed for biobutanol recovery. The system operates based on thermo-pervaporation process with porous condenser in which water-enriched phase from the decanter is used as a coolant. The recovery of acetone–butanol–ethanol components reached 80%, and butanol concentration in the fermentation broth was reduced from 1.6 to 0.5 wt% by using this hybrid system (Borisov et al. 2017). Reprinted from Journal of Membrane Science, Vol. 523, Borisov et al., Novel hybrid process for bio-butanol recovery: Thermopervaporation with porous condenser assisted by phase separation, 291–300, Copyright (2017), with permission from Elsevier
In another study, the polymer of intrinsic microporosity with a thickness of 1.0–2.9 µm was coated on an asymmetric polyvinylidene fluoride as support. The pore sizes at the surface were in the range of 25–55 nm, and fractional surface porosities were in the range 0.38–0.69. The pore size and the porosity of this thin-film composite were identified (Fig. 7). Phosphoric acid was used in order to control porosity and the pore size of polyvinylidene fluoride. This membrane showed high flux (9 kg m−2 h−1), high separation factor (18.5), and good pervaporation separation index of 112 for separation of 1-butanol from aqueous solution. The results in Fig. 7 indicate the permeability of polymer of intrinsic microporosity is related to the layer thickness (Gao et al. 2017).

A thin-film composite membrane made of polymer of intrinsic microporosity (PIM-1)/polyvinylidene fluoride (PVDF) used for pervaporation of 1-butanol/water (Gao et al. 2017). The composite membrane was used for the separation of 1-butanol from aqueous solution and indicated permeation flux of 9 kg m−2 h−1, separation factor of 18.5. The permeation can be controlled by changing the thickness of active top layer. Reprinted from Journal of Membrane Science, Vol. 529, Gao et al., High-flux PIM-1/PVDF thin film composite membranes for 1-butanol/water pervaporation, 207–214, Copyright (2017), with permission from Elsevier
Rdzanek et al. (2017) used the immobilization of ionic liquid in the active layer of the membrane incorporated with polyether block amide for the concentration of n-butanol in the pervaporation process. Trihexyl(tetradecyl)phosphoniumtetracyanoborate (P6,6,6,14tcb) and 1-hexyl-3-methylimidazolium hexafluorophosphate (Im6,1hfp) were used as ionic liquid. Polyether block amide was added to the ionic liquid to prevent leaching out. The temperatures of pervaporation process were 29, 37, and 50 °C. The high separation of butanol from aqueous acetone, butanol, and ethanol solution was obtained with the P6,6,6,14tcb membrane, and the enrichment factor reached 14.93.
Membranes for biodiesel production
Figure 8 shows transesterification of triglyceride to biodiesel in the presence of a catalyst. Transesterification of renewable lipids by alcohol including both animal fats and vegetable oils produces fatty acid methyl ester, named as biodiesel.

Chemical reaction scheme for production of biodiesel. In the process, biodiesel is produced in a transesterification reaction of triglyceride. Renewable lipids either animal fats or vegetable oils can be converted to biodiesel by alcohol (Atadashi et al. 2011). Reprinted from Renewable and Sustainable Energy Reviews, Vol. 15, Atadashi et al., Membrane biodiesel production and refining technology: A critical review, 5051–5062, Copyright (2011), with permission from Elsevier
In Fig. 9, a schematic of the biodiesel production is presented. At first, according to the local conditions, the algae site is selected. Then, harvesting and following biomass processing is carried out. Afterward, the purification of oil and production of biodiesel are implemented.

Schematic of algae biodiesel chain including six steps, i.e., site selection, algae cultivation, biomass harvesting, biomass processing, oil purification, and biodiesel production. Membrane systems can be used to purify the biodiesel, depending on the type of impurity and size of oil droplets
To preserve untreated lipids or eliminate the undesirable by-products from the biodiesel, the membrane systems can be applied (Guerreiro et al. 2006), which can be categorized into two groups: (1) based on the size of oil droplets (membrane pore size); (2) based on membrane perm-selectivity. In the first group, a ceramic or carbon microporous membrane is used as these types of membranes have high resistance to corrosion and degradation where the catalyst is a base or acid (Baroutian et al. 2011; Dubé et al. 2007). Because methanol and lipids have different polarities, they are immiscible and their mixture becomes two phase. In this process, the lipid/oil micelles or droplets are dispersed in methanol phase (continuous phase). These droplets are filtered by a membrane because it has much larger diameter than the product biodiesel, the by-product glycerol, the reactant methanol, and the catalyst (acid or base). To purify biodiesel in the permeate, more water washing is needed. In the second group (membrane selectivity), a dense hydrophilic polymeric membrane is applied (Baroutian et al. 2010; Guerreiro et al. 2006; Shi et al. 2010) and based on the interaction between the membrane and the target component, the separation is carried out. Glycerol and methanol penetrated through the membrane because they have high interaction with hydroxyl groups of polyvinyl alcohol through hydrogen bond. Untreated lipid and biodiesel that have different chemical structures with membrane are retained in the system, while glycerol and methanol are continually removed from the mixture. All operations are performed under atmospheric pressure. Catalysts may permeate through the membrane, so activated carbon is used to take catalysts away during the reaction. Baroutian et al. (2011) found that biodiesel with high purity is produced without washing or purification so that conversion of oil to fatty acid methyl esters reached 93.5%. When the reaction and separation are carried out simultaneously, the process will be more favorable. In this regard, the catalyst immobilizes into the membrane matrix to make catalytically active membrane.
The acidic catalytic membrane is created by adding a sulfonic group to the polymeric matrix (the hydroxyl group of polyvinylacryl with 5-sulphosalicylic acid is esterified) (Castanheiro et al. 2006), or by blending with polystyrene sulfonic acid including strong acidic groups (Zhu et al. 2010). In another approach, the catalytic membrane can be fabricated by dispersing the heterogeneous catalyst, e.g., amino-functionalized carbon nanotubes, into a polymeric matrix (Guerreiro et al. 2010; Villa et al. 2009). An appropriate amount of carbon nanotubes can improve the mechanical strength of the membrane. Polyacrylonitrile is commonly used for biodiesel process (Saleh et al. 2010). One of the biggest challenges faced to membrane biofuel separation processes is fouling (Rezakazemi et al. 2018a). Fouling in biodiesel production is caused by the glycerol agglomeration (especially when further alcohol, soap and catalyst exist) which filled the pores of the membrane. As the concentration of alcohol in the reaction mixture for the biodiesel production is low, the likelihood of fouling is not high.
For the second group, there is not any research about the fouling phenomena and the research in the field of membrane surface morphology and mechanical properties is limited to a few studies. It is necessary to increase the chance of successful practical biodiesel production, by more investigations about these problems.
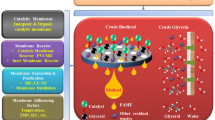
The membrane for biodiesel production is applied in two approaches: the reactor membranes which convert animal fats and vegetable oil to biodiesel, and the separation membranes that purify the crude biodiesel from undesirable components (catalysts, soap, glycerol, and alcohol) without using water, acids, organic solvents, and absorbents. Membranes can be classified as organic, inorganic, or combination of both. In the processes containing high acidic or basic properties, an inorganic membrane such as zeolite, metallic, ceramic, and carbon-made can be applied well while organic membranes due to less resilience are not preferred (Atadashi et al. 2011).
The ceramic membranes are porous filters manufactured at high temperature by alumina, titanium, zirconia oxides and have an asymmetrical structure with porous support active membrane layer. The macroporous support provides the mechanical resistance, and active layer does separation process such as microfiltration and ultrafiltration. In addition, ceramic membranes always work in the cross-flow mode in which the fluid is filtered flows along the membrane surface and because of the pressure difference penetrates into the membrane. This feature of ceramic membranes reduces the impact of fouling and increases the filtration rate.
Successful applying of membrane reactors in the biodiesel process increases the development of biofuels as renewable and sustainable fuels. A membrane reactor increases the contact between reactant and catalyst, selectively purification of the product from the impurities, and control in the adding reactant to the reaction mixture (Westermann and Melin 2009). Not only these reactors have not a limitation to the equilibrium conversion as conventional reactors but also increase the maximum achievable conversion of reversible reactions and reaction pathways (Chmielewski et al. 1999). In addition, membrane reactors are highly selective, safe, and environmentally friendly and have high yields (Coronas and Santamarıa 1999).
Dubé et al. (2007) designed a membrane reactor for both acid and base catalytic transesterification of canola oil and also the removal of unreacted canola oil from products. The schematic diagram of the membrane reactor is shown in Fig. 10.

A schematic diagram of a membrane reactor: water removal by vapor permeation reactor (Cannilla et al. 2017). The membrane reactor increases the contact between reactants and catalyst due to small dimension, thereby increasing the reaction yield. It can also selectively purify the product from the impurities and provide high level of control in adding reactants to the reaction mixture. Reprinted from Catalysts, Vol. 7, Cannilla et al., Potential of pervaporation and vapor separation with water selective membranes for an optimized production of biofuels—a review, 187, MDPI, Open Access
In another study through a membrane reactor, Cao et al. (2008a) studied transesterification of soybean, canola, palm, and yellow grease lipids. The results showed a moderate efficiency in all types of feedstock so that it produces a high-quality biodiesel which was confirmed by gas chromatography and it met the specifications of ASTM D6751. Also, the amount of glycerol in the biodiesel produced by the membrane reactor was much less than conventional ones. Cao et al. (2008b) also investigated the membrane reactor for biodiesel production via 100, 75, and 50 vol% of recycling ratio. It means for 75% recycling ratio, a mixture of 0.75 L of polar phase with 0.25 L methanol with 1 wt% caustic catalyst was pumped into the circulating loop of membrane reactor with 3 L/h flow rate of canola oil. In addition, to keep the nonpolar phase of biodiesel product containing 85 wt%, both the permeate and methanol/glycerol polar phases were removed consistently. At maximum recycle ratio, the concentration of fatty acid methyl ester in the nonpolar phase of biodiesel product was in the range of 85.7–92.4 wt%.
Membranes for biogas production
Biogas is a mixture of various gases such as methane (60%), carbon dioxide (40%), and a trace of carbon monoxide, nitrogen, hydrogen, and hydrogen sulfide. Biogas can be used for electricity production, in combined heat and power (CHP) gas engines, fuel cells, in vehicles, and as compressed natural gas. In terms of energy, the biogas has a considerable heat value in comparison with other fuels. For example, the heat value of biogas is about 60% of natural gas and quadratic of propane. So, the use of biogas as a renewable energy is important and more efforts on the industrializing of biogas are needed.
If the raw biogas is to be used as a substitute of natural gas, methane of biogas is needed to be concentrated. Therefore, the carbon dioxide and other components such as water, hydrogen sulfide, and particles must be removed (Fig. 11). For enrichment of the biogas, some membranes are used more, such as membranes fabricated from polyimide, polyesters, polypyrolones, polysulfone, cellulose acetate, polypyrolones. Among them, polyimide and cellulose acetate-based membranes were introduced as the most effective commercial membranes. To separate carbon dioxide from methane in biogas mixture, polymeric membranes are commonly used (Rezakazemi et al. 2011a). For example, in a study supported epoxy-amine-based ion-gel membranes were applied as a suitable membrane with high performance of CO2/CH4 separation (Friess et al. 2017). Figure 12 shows that the presence of humidity in biogas causes high performance of CO2/CH4 separation factors (up to 35) compared with dry feed gas.

Membrane technology for upgrading biogas to biomethane. Using selective organic or inorganic membranes, methane of biogas is concentrated by the removal of other components such as water, hydrogen sulfide, carbon dioxide, and particles. Common polymeric membranes made of polyimide, polyesters, polypyrolones, polysulfone, cellulose acetate, and polypyrolones can be used for biogas upgrading

Humidity effect on separation factors of CO2/CH4 using epoxy-amine-based ion-gel membranes (Friess et al. 2017). The presence of humidity in biogas causes high separation factor of 35 for CO2/CH4 compared to dry feed gas. Reprinted from Journal of Membrane Science, Vol. 528, Friess et al., CO2/CH4 separation performance of ionic-liquid-based epoxy-amine ion gel membranes under mixed feed conditions relevant to biogas processing, 64–71, Copyright (2017), with permission from Elsevier
In another study where biogas contains hydrogen sulfide, polyetheretherketone as a polymeric membrane was used to separate biomethane from biogas where the feed pressure and compositions showed remarkable effects on selectivity (Iovane et al. 2014).
There are some types of biogas such as biohydrogen and biomethane. The source of biohydrogen and biomethane are from fermentation processes and anaerobic digestion of biological waste (Basu et al. 2010). In these processes, membrane bioreactors are used where anaerobic membrane bioreactors are single membranes in which both biohydrogen and biomethane are generated; at first, hydrogen is produced and methanogenic phase is then generated (Ylitervo et al. 2013); besides, other gases even in very small concentrations are generated (such as carbon dioxide, hydrogen sulfide, nitrogen, oxygen, and volatile siloxanes) (Rasi et al. 2007). The presence of these volatile components has some drawbacks: (1) reduction of biogas calorific value, (2) possibility of compression decreases, (3) possibility of corrosion in the transport and distribution system (Basu et al. 2010). These volatile components can be removed by means of membrane technology. It is noted that the polymeric membranes can operate better than ceramic ones, especially below 150 °C.
Some researchers have reported two ways for improving the performance of the polymeric membranes. In one approach, with additions of bulky functional groups such as –Si(CH3)3, –C(CF3)2 or bromine groups, the permeability is enhanced while selectivity keeps high (Guiver et al. 2002; Mohr et al. 1991). In another way, introducing cross-linker such as ethylene glycol in highly permeable membranes can modify the selectivity (Hess and Staudt 2007).
The polymeric membranes have many advantages in gas separation, but there are some disadvantages such as aging or plasticization and densification. When gas molecules are dissolved into the pores of the polymeric matrix, plasticization occurs. Plasticization results in the polymeric swelling or matrix damage that leads to the highest increases in gas diffusion, and finally a reduction in selectivity (Kamiya et al. 1989; Sadrzadeh et al. 2018). To solve plasticization problem, membrane modification can be performed by chemical modification, heat treatment, and polymer blending (Bos et al. 1998; Cao et al. 2003; Hosseini et al. 2008; Ismail and Lorna 2003; Visser et al. 2007).
Addition of nanoparticles to the membrane structure improved the physical, thermal, and separation characteristics (Dashti et al. 2018; Rezakazemi et al. 2017e, Rezakazemi et al. 2016). So, mixed matrix membranes are fabricated by combinations of the polymeric and inorganic materials which have the advantages of processibility, selectivity, and permeability, simultaneously (Roy and Singha 2017; Sodeifian et al. 2018). The promising candidate of inorganic materials in mixed matrix membranes structure is zeolites, carbon molecular sieves, carbon nanotubes, metal–organic frameworks, zeolite imidazole frameworks, covalent organic frameworks and etc.
The applications of mixed matrix membranes have some challenges including accumulation and interfacial voids which reduce the membrane selectivity due to non-selective voids. Also, one of the main challenges in mixed matrix membranes is sedimentation that causes polymer phase and filler to be non-homogeneous. In a study that investigated the mixed matrix membranes (Basu et al. 2010), the sedimentation was reduced by increasing the viscosity since the polymer solutions are made with high concentrations, and also solidifying the membrane occurs quickly to decrease settling the filler. Furthermore, some developments have been done by thermal annealing, adjusting the polymer chains and filler in point of polarity, and the use of melt extrusion method.
Conclusion
Using membrane technology in biofuels production has led to the reduced consumption of fossil fuels, the fewer carbon emissions, minimum generation of waste, and finally a clean future. The membrane systems in biofuel production are divided into different groups, i.e., ultrafiltration/microfiltration for the removal of impurities from biofuels; pervaporation for elimination of yeast and fermentation inhibitors; nanofiltration for desalting and purifying of components with low molecular weights; and reverse/forward osmosis to concentrate the product and the reuse of water. Industrialized membrane-based biofuel plants with more economical and energy benefits significantly depend on the quality of membranes and performance of membrane process. To obtain the reasonable cost and energy consumption, the flux and selectivity of the existing membranes must be improved. In the biomass fermentation process, the membranes with high resistance against fouling and incorporation of fillers into the polymer matrix membranes are needed. In terms of reaction, membrane reactors have the ability to process the feedstock with low quality and produce the fuels with high quality by restricting the entrance of unreacted oils to biofuel product. It is expected that the plant with continuous fermentation will increase significantly in the near future, and certainly, the membranes will play a vital role in this regard. Around twenty-second generation plants of cellulosic biorefineries are in service or under construction that an investment of $ 564 million has been made from pilot to commercial scales. More efforts are needed to investigate the lifetime, mechanical strength, chemical and thermal stability and fouling effects of the membrane systems in biofuels separation.
References
Ae O, Martin BH, Maria G (2017) Transport biofuels in global energy–economy modelling—a review of comprehensive energy systems assessment approaches. GCB Bioenergy 9:1168–1180. https://doi.org/10.1111/gcbb.12431
Atadashi IM, Aroua MK, Abdul Aziz AR, Sulaiman NMN (2011) Membrane biodiesel production and refining technology: a critical review. Renew Sustain Energy Rev 15:5051–5062. https://doi.org/10.1016/j.rser.2011.07.051
Azimi A, Azari A, Rezakazemi M, Ansarpour M (2017) Removal of heavy metals from industrial wastewaters: a review. ChemBioEng Rev 4:37–59. https://doi.org/10.1002/cben.201600010
Babaei A, Mehrnia MR, Shayegan J, Sarrafzadeh M-H (2016) Comparison of different trophic cultivations in microalgal membrane bioreactor containing N-riched wastewater for simultaneous nutrient removal and biomass production. Process Biochem 51:1568–1575. https://doi.org/10.1016/j.procbio.2016.06.011
Baheri B, Shahverdi M, Rezakazemi M, Motaee E, Mohammadi T (2014) Performance of PVA/NaA mixed matrix membrane for removal of water from ethylene glycol solutions by pervaporation. Chem Eng Commun 202:316–321. https://doi.org/10.1080/00986445.2013.841149
Baroutian S, Aroua MK, Raman AAA, Sulaiman NMN (2010) Methanol recovery during transesterification of palm oil in a TiO2/Al2O3 membrane reactor: experimental study and neural network modeling. Sep Purif Technol 76:58–63. https://doi.org/10.1016/j.seppur.2010.09.020
Baroutian S, Aroua MK, Raman AAA, Sulaiman NM (2011) A packed bed membrane reactor for production of biodiesel using activated carbon supported catalyst. Biores Technol 102:1095–1102. https://doi.org/10.1016/j.biortech.2010.08.076
Basu S, Khan AL, Cano-Odena A, Liu C, Vankelecom IF (2010) Membrane-based technologies for biogas separations. Chem Soc Rev 39:750–768. https://doi.org/10.1039/b817050a
Borisov I, Golubev G, Vasilevsky V, Volkov A, Volkov V (2017) Novel hybrid process for bio-butanol recovery: thermopervaporation with porous condenser assisted by phase separation. J Membr Sci 523:291–300. https://doi.org/10.1016/j.memsci.2016.10.009
Bos A, Pünt I, Wessling M, Strathmann H (1998) Plasticization-resistant glassy polyimide membranes for CO2/CO4 separations. Sep Purif Technol 14:27–39. https://doi.org/10.1016/S1383-5866(98)00057-4
Canakci M, Sanli H (2008) Biodiesel production from various feedstocks and their effects on the fuel properties. J Ind Microbiol Biotechnol 35:431–441. https://doi.org/10.1007/s10295-008-0337-6
Cannilla C, Bonura G, Frusteri F (2017) Potential of pervaporation and vapor separation with water selective membranes for an optimized production of biofuels—a review. Catalysts 7:187. https://doi.org/10.3390/catal7060187
Cao C, Chung T-S, Liu Y, Wang R, Pramoda K (2003) Chemical cross-linking modification of 6FDA-2, 6-DAT hollow fiber membranes for natural gas separation. J Membr Sci 216:257–268. https://doi.org/10.1016/S0376-7388(03)00080-2
Cao P, Dubé MA, Tremblay AY (2008a) High-purity fatty acid methyl ester production from canola, soybean, palm, and yellow grease lipids by means of a membrane reactor. Biomass Bioenerg 32:1028–1036. https://doi.org/10.1016/j.biombioe.2008.01.020
Cao P, Dubé MA, Tremblay AY (2008b) Methanol recycling in the production of biodiesel in a membrane reactor. Fuel 87:825–833. https://doi.org/10.1016/j.fuel.2007.05.048
Castanheiro J, Ramos A, Fonseca I, Vital J (2006) Esterification of acetic acid by isoamylic alcohol over catalytic membranes of poly (vinyl alcohol) containing sulfonic acid groups. Appl Catal A 311:17–23. https://doi.org/10.1016/j.apcata.2006.05.039
Chmielewski D, Ziaka Z, Manousiouthakis V (1999) Conversion targets for plug flow membrane reactors. Chem Eng Sci 54:2979–2984. https://doi.org/10.1016/S0009-2509(98)00361-3
Cicci A, Stoller M, Bravi M (2013) Microalgal biomass production by using ultra-and nanofiltration membrane fractions of olive mill wastewater. Water Res 47:4710–4718. https://doi.org/10.1016/j.watres.2013.05.030
Coronas J, Santamarıa J (1999) Catalytic reactors based on porous ceramic membranes. Catal Today 51:377–389. https://doi.org/10.1016/S0920-5861(99)00090-5
Dashti A, Harami HR, Rezakazemi M (2018) Accurate prediction of solubility of gases within H2-selective nanocomposite membranes using committee machine intelligent system. Int J Hydrogen Energy 43:6614–6624. https://doi.org/10.1016/j.ijhydene.2018.02.046
Dubé M, Tremblay A, Liu J (2007) Biodiesel production using a membrane reactor. Biores Technol 98:639–647. https://doi.org/10.1016/j.biortech.2006.02.019
Farno E, Rezakazemi M, Mohammadi T, Kasiri N (2014) Ternary gas permeation through synthesized PDMS membranes: experimental and CFD simulation basedon sorption-dependent system using neural network model. Polym Eng Sci 54:215–226. https://doi.org/10.1002/pen.23555
Foroutan R, Esmaeili H, Abbasi M, Rezakazemi M, Mesbah M (2017) Adsorption behavior of Cu(II) and Co(II) using chemically modified marine algae. Environ Technol. https://doi.org/10.1080/09593330.2017.1365946
Friedlingstein P, Andrew RM, Rogelj J, Peters GP, Canadell JG, Knutti R, Luderer G, Raupach MR, Schaeffer M, van Vuuren DP, Le Quere C (2014) Persistent growth of CO2 emissions and implications for reaching climate targets. Nat Geosci 7:709–715. https://doi.org/10.1038/ngeo2248
Friess K, Lanč M, Pilnáček K, Fíla V, Vopička O, Sedláková Z, Cowan MG, McDanel WM, Noble RD, Gin DL (2017) CO2/CH4 separation performance of ionic-liquid-based epoxy-amine ion gel membranes under mixed feed conditions relevant to biogas processing. J Membr Sci 528:64–71. https://doi.org/10.1016/j.memsci.2017.01.016
Gao F, Li C, Yang Z-H, Zeng G-M, Feng L-J, J-z Liu, Liu M, H-w Cai (2016) Continuous microalgae cultivation in aquaculture wastewater by a membrane photobioreactor for biomass production and nutrients removal. Ecol Eng 92:55–61. https://doi.org/10.1016/j.ecoleng.2016.03.046
Gao L, Alberto M, Gorgojo P, Szekely G, Budd PM (2017) High-flux PIM-1/PVDF thin film composite membranes for 1-butanol/water pervaporation. J Membr Sci 529:207–214. https://doi.org/10.1016/j.memsci.2017.02.008
Gao F, Peng Y-Y, Li C, Cui W, Yang Z-H, Zeng G-M (2018) Coupled nutrient removal from secondary effluent and algal biomass production in membrane photobioreactor (MPBR): effect of HRT and long-term operation. Chem Eng J 335:169–175. https://doi.org/10.1016/j.cej.2017.10.151
Guerreiro L, Castanheiro J, Fonseca I, Martin-Aranda R, Ramos A, Vital J (2006) Transesterification of soybean oil over sulfonic acid functionalised polymeric membranes. Catal Today 118:166–171. https://doi.org/10.1016/j.cattod.2005.12.012
Guerreiro L, Pereira P, Fonseca I, Martin-Aranda R, Ramos A, Dias J, Oliveira R, Vital J (2010) PVA embedded hydrotalcite membranes as basic catalysts for biodiesel synthesis by soybean oil methanolysis. Catal Today 156:191–197. https://doi.org/10.1016/j.cattod.2010.04.046
Gugliuzza A, Basile A (2014) 3—Membrane processes for biofuel separation: an introduction. In: Gugliuzza A, Basile A (eds) Membranes for clean and renewable power applications. Woodhead Publishing, Cambridge, pp 65–103. https://doi.org/10.1533/9780857098658.2.65
Guiver MD, Robertson GP, Dai Y, Bilodeau F, Kang YS, Lee KJ, Jho JY, Won J (2002) Structural characterization and gas-transport properties of brominated matrimid polyimide. J Polym Sci A Polym Chem 40:4193–4204. https://doi.org/10.1002/pola.10516
Hajilary N, Shahi A, Rezakazemi M (2018a) Evaluation of socio-economic factors on CO2 emissions in Iran: factorial design and multivariable methods. J Clean Prod 189:108–115. https://doi.org/10.1016/j.jclepro.2018.04.067
Hajilary N, Shahi A, Rezakazemi M (2018b) Evaluation of socio-economic factors on CO2 emissions in Iran: factorial design and multivariable methods. J Clean Prod. https://doi.org/10.1016/j.jclepro.2018.04.067
Hess S, Staudt C (2007) Variation of esterfication conditions to optimize solid-state crosslinking reaction of DABA-containing copolyimide membranes for gas separations. Desalination 217:8–16. https://doi.org/10.1016/j.desal.2007.01.011
Hosseini SS, Teoh MM, Chung TS (2008) Hydrogen separation and purification in membranes of miscible polymer blends with interpenetration networks. Polymer 49:1594–1603. https://doi.org/10.1016/j.polymer.2008.01.052
Hu MZ, Engtrakul C, Bischoff BL, Jang GG, Theiss TJ, Davis MF (2017) Superhydrophobic and superhydrophilic surface-enhanced separation performance of porous inorganic membranes for biomass-to-biofuel conversion applications. Sep Sci Technol 52:528–543. https://doi.org/10.1080/01496395.2016.1260144
Huang H-J, Ramaswamy S, Tschirner U, Ramarao B (2008) A review of separation technologies in current and future biorefineries. Sep Purif Technol 62:1–21. https://doi.org/10.1016/j.seppur.2007.12.011
Ikegami T, Kitamoto D, Negishi H, Haraya K, Matsuda H, Nitanai Y, Koura N, Sano T, Yanagishita H (2003) Drastic improvement of bioethanol recovery using a pervaporation separation technique employing a silicone rubber-coated silicalite membrane. J Chem Technol Biotechnol 78:1006–1010. https://doi.org/10.1002/jctb.897
Iovane P, Nanna F, Ding Y, Bikson B, Molino A (2014) Experimental test with polymeric membrane for the biogas purification from CO2 and H2S. Fuel 135:352–358. https://doi.org/10.1016/j.fuel.2014.06.060
Ismail A, Lorna W (2003) Suppression of plasticization in polysulfone membranes for gas separations by heat-treatment technique. Sep Purif Technol 30:37–46. https://doi.org/10.1016/S1383-5866(02)00097-7
Kamiya Y, Mizoguchi K, Hirose T, Naito Y (1989) Sorption and dilation in poly (ethyl methacrylate)–carbon dioxide system. J Polym Sci B Polym Phys 27:879–892. https://doi.org/10.1002/polb.1989.090270412
Knothe G, Dunn RO, Bagby MO (1997) Biodiesel: the use of vegetable oils and their derivatives as alternative diesel fuels. ACS Publications. https://doi.org/10.1021/bk-1997-0666.ch010
Koutinas A, Kanellaki M, Bekatorou A, Kandylis P, Pissaridi K, Dima A, Boura K, Lappa K, Tsafrakidou P, Stergiou P-Y, Foukis A, Gkini OA, Papamichael EM (2016) Economic evaluation of technology for a new generation biofuel production using wastes. Biores Technol 200:178–185. https://doi.org/10.1016/j.biortech.2015.09.093
Le NL, Nunes SP (2016) Materials and membrane technologies for water and energy sustainability. Sustain Mater Technol 7:1–28. https://doi.org/10.1016/j.susmat.2016.02.001
Lee H-J, Cho EJ, Kim Y-G, Choi IS, Bae H-J (2012) Pervaporative separation of bioethanol using a polydimethylsiloxane/polyetherimide composite hollow-fiber membrane. Biores Technol 109:110–115. https://doi.org/10.1016/j.biortech.2012.01.060
Mesbah M, Shahsavari S, Soroush E, Rahaei N, Rezakazemi M (2018) Accurate prediction of miscibility of CO2 and supercritical CO2 in ionic liquids using machine learning. J CO2 Util 25:99–107. https://doi.org/10.1016/j.jcou.2018.03.004
Mo W, Soh L, Werber JR, Elimelech M, Zimmerman JB (2015) Application of membrane dewatering for algal biofuel. Algal Res 11:1–12. https://doi.org/10.1016/j.algal.2015.05.018
Mohr J, Paul D, Pinnau I, Koros W (1991) Surface fluorination of polysulfone asymmetric membranes and films. J Membr Sci 56:77–98. https://doi.org/10.1016/0376-7388(91)85016-X
Murthy G, Sridhar S, Sunder MS, Shankaraiah B, Ramakrishna M (2005) Concentration of xylose reaction liquor by nanofiltration for the production of xylitol sugar alcohol. Sep Purif Technol 44:221–228. https://doi.org/10.1016/j.seppur.2005.01.009
Nigam PS, Singh A (2011) Production of liquid biofuels from renewable resources. Prog Energy Combust Sci 37:52–68. https://doi.org/10.1016/j.pecs.2010.01.003
Nigiz FU, Hilmioglu ND (2018) Waste to energy with a combine membrane technology: biobutanol production and purification, exergetic, energetic and environmental dimensions. Elsevier, New York, pp 861–871. https://doi.org/10.1016/B978-0-12-813734-5.00049-4
Oh Y-K, Hwang K-R, Kim C, Kim JR, Lee J-S (2018) Recent developments and key barriers to advanced biofuels: a short review. Biores Technol 257:320–333. https://doi.org/10.1016/j.biortech.2018.02.089
Oumer AN, Hasan MM, Baheta AT, Mamat R, Abdullah AA (2018) Bio-based liquid fuels as a source of renewable energy: a review. Renew Sustain Energy Rev 88:82–98. https://doi.org/10.1016/j.rser.2018.02.022
Parawira W, Tekere M (2011) Biotechnological strategies to overcome inhibitors in lignocellulose hydrolysates for ethanol production. Crit Rev Biotechnol 31:20–31. https://doi.org/10.3109/07388551003757816
Petrusevski B, Bolier G, Van Breemen A, Alaerts G (1995) Tangential flow filtration: a method to concentrate freshwater algae. Water Res 29:1419–1424. https://doi.org/10.1016/0043-1354(94)00269-D
Rasi S, Veijanen A, Rintala J (2007) Trace compounds of biogas from different biogas production plants. Energy 32:1375–1380. https://doi.org/10.1016/j.energy.2006.10.018
Razavi SMR, Rezakazemi M, Albadarin AB, Shirazian S (2016) Simulation of CO2 absorption by solution of ammonium ionic liquid in hollow-fiber contactors. Chem Eng Process 108:27–34. https://doi.org/10.1016/j.cep.2016.07.001
Rdzanek P, Marszałek J, Kamiński W (2017) Biobutanol concentration by pervaporation using supported ionic liquid membranes. Sep Purif Technol 196:124–131. https://doi.org/10.1016/j.seppur.2017.10.010
Rezakazemi M (2018) CFD simulation of seawater purification using direct contact membrane desalination (DCMD) system. Desalination. https://doi.org/10.1016/j.desal.2017.12.048
Rezakazemi M, Mohammadi T (2013) Gas sorption in H2-selective mixed matrix membranes: experimental and neural network modeling. Int J Hydrogen Energy 38:14035–14041. https://doi.org/10.1016/j.ijhydene.2013.08.062
Rezakazemi M, Niazi Z, Mirfendereski M, Shirazian S, Mohammadi T, Pak A (2011a) CFD simulation of natural gas sweetening in a gas–liquid hollow-fiber membrane contactor. Chem Eng J 168:1217–1226. https://doi.org/10.1016/j.cej.2011.02.019
Rezakazemi M, Razavi S, Mohammadi T, Nazari AG (2011b) Simulation and determination of optimum conditions of pervaporative dehydration of isopropanol process using synthesized PVA–APTEOS/TEOS nanocomposite membranes by means of expert systems. J Membr Sci 379:224–232. https://doi.org/10.1016/j.memsci.2011.05.070
Rezakazemi M, Shahverdi M, Shirazian S, Mohammadi T, Pak A (2011c) CFD simulation of water removal from water/ethylene glycol mixtures by pervaporation. Chem Eng J 168:60–67. https://doi.org/10.1016/j.cej.2010.12.034
Rezakazemi M, Shahidi K, Mohammadi T (2012a) Hydrogen separation and purification using crosslinkable PDMS/zeolite A nanoparticles mixed matrix membranes. Int J Hydrogen Energy 37:14576–14589. https://doi.org/10.1016/j.ijhydene.2012.06.104
Rezakazemi M, Shahidi K, Mohammadi T (2012b) Sorption properties of hydrogen-selective PDMS/zeolite 4A mixed matrix membrane. Int J Hydrogen Energy 37:17275–17284. https://doi.org/10.1016/j.ijhydene.2012.08.109
Rezakazemi M, Shirazian S, Ashrafizadeh SN (2012c) Simulation of ammonia removal from industrial wastewater streams by means of a hollow-fiber membrane contactor. Desalination 285:383–392. https://doi.org/10.1016/j.desal.2011.10.030
Rezakazemi M, Ghafarinazari A, Shirazian S, Khoshsima A (2013a) Numerical modeling and optimization of wastewater treatment using porous polymeric membranes. Polym Eng Sci 53:1272–1278. https://doi.org/10.1002/pen.23375
Rezakazemi M, Iravaninia M, Shirazian S, Mohammadi T (2013b) Transient computational fluid dynamics modeling of pervaporation separation of aromatic/aliphatic hydrocarbon mixtures using polymer composite membrane. Polym Eng Sci 53:1494–1501. https://doi.org/10.1002/pen.23410
Rezakazemi M, Ebadi Amooghin A, Montazer-Rahmati MM, Ismail AF, Matsuura T (2014a) State-of-the-art membrane based CO2 separation using mixed matrix membranes (MMMs): an overview on current status and future directions. Prog Polym Sci 39:817–861. https://doi.org/10.1016/j.progpolymsci.2014.01.003
Rezakazemi M, Shahidi K, Mohammadi T (2014b) Synthetic PDMS composite membranes for pervaporation dehydration of ethanol. Desalination and Water Treatment 54:1–8. https://doi.org/10.1080/19443994.2014.887036
Rezakazemi M, Vatani A, Mohammadi T (2015) Synergistic interactions between POSS and fumed silica and their effect on the properties of crosslinked PDMS nanocomposite membranes. RSC Advances 5:82460–82470. https://doi.org/10.1039/c5ra13609a
Rezakazemi M, Vatani A, Mohammadi T (2016) Synthesis and gas transport properties of crosslinked poly(dimethylsiloxane) nanocomposite membranes using octatrimethylsiloxy POSS nanoparticles. J Nat Gas Sci Eng 30:10–18. https://doi.org/10.1016/j.jngse.2016.01.033
Rezakazemi M, Dashti A, Asghari M, Shirazian S (2017a) H 2 -selective mixed matrix membranes modeling using ANFIS, PSO-ANFIS, GA-ANFIS. Int J Hydrogen Energy 42:15211–15225. https://doi.org/10.1016/j.ijhydene.2017.04.044
Rezakazemi M, Heydari I, Zhang Z (2017b) Hybrid systems: combining membrane and absorption technologies leads to more efficient acid gases (CO2 and H2S) removal from natural gas. Journal of CO2 Utilization 18:362–369. https://doi.org/10.1016/j.jcou.2017.02.006
Rezakazemi M, Khajeh A, Mesbah M (2017c) Membrane filtration of wastewater from gas and oil production. Environ Chem Lett. https://doi.org/10.1007/s10311-017-0693-4
Rezakazemi M, Maghami M, Mohammadi T (2017d) High loaded synthetic hazardous wastewater treatment using lab-scale submerged ceramic membrane bioreactor. Periodica Polytech Chem Eng. https://doi.org/10.3311/PPch.11459
Rezakazemi M, Sadrzadeh M, Mohammadi T, Matsuura T (2017e) Methods for the preparation of organic–inorganic nanocomposite polymer electrolyte membranes for fuel cells. In: Inamuddin D, Mohammad A, Asiri AM (eds) Organic-inorganic composite polymer electrolyte membranes. Springer, Cham, pp 311–325. https://doi.org/10.1007/978-3-319-52739-0_11
Rezakazemi M, Dashti A, Riasat Harami H, Hajilari N, Inamuddin (2018a) Fouling-resistant membranes for water reuse. Environ Chem Lett. https://doi.org/10.1007/s10311-018-0717-8
Rezakazemi M, Sadrzadeh M, Matsuura T (2018b) Thermally stable polymers for advanced high-performance gas separation membranes. Prog Energy Combust Sci 66:1–41. https://doi.org/10.1016/j.pecs.2017.11.002
Rezakazemi M, Sadrzadeh M, Mohammadi T (2018c) Separation via pervaporation techniques through polymeric membranes. In: George SC, Wilson R, Ak S (eds) Transport properties of polymeric membranes. Elsevier, New York, pp 243–263. https://doi.org/10.1016/b978-0-12-809884-4.00013-6
Rom A, Friedl A (2016) Investigation of pervaporation performance of POMS membrane during separation of butanol from water and the effect of added acetone and ethanol. Sep Purif Technol 170:40–48. https://doi.org/10.1016/j.seppur.2016.06.030
Rostamizadeh M, Rezakazemi M, Shahidi K, Mohammadi T (2013) Gas permeation through H2-selective mixed matrix membranes: experimental and neural network modeling. Int J Hydrogen Energy 38:1128–1135. https://doi.org/10.1016/j.ijhydene.2012.10.069
Roy S, Singha NR (2017) Polymeric nanocomposite membranes for next generation pervaporation process: strategies, challenges and future prospects. Membranes 7:53. https://doi.org/10.3390/membranes7030053
Sadrzadeh M, Rezakazemi M, Mohammadi T (2018) Fundamentals and measurement techniques for gas transport in polymers. In: George SC, Wilson R, Ak S (eds) Transport properties of polymeric membranes. Elsevier, New York, pp 391–423. https://doi.org/10.1016/b978-0-12-809884-4.00019-7
Saleh J, Tremblay AY, Dubé MA (2010) Glycerol removal from biodiesel using membrane separation technology. Fuel 89:2260–2266. https://doi.org/10.1016/j.fuel.2010.04.025
Saravanan AP, Mathimani T, Deviram G, Rajendran K, Pugazhendhi A (2018) Biofuel policy in India: a review of policy barriers in sustainable marketing of biofuel. J Clean Prod 193:734–747. https://doi.org/10.1016/j.jclepro.2018.05.033
Schmidt SL, Myers MD, Kelley SS, McMillan JD, Padukone N (1997) Evaluation of PTMSP membranes in achieving enhanced ethanol removal from fermentations by pervaporation, biotechnology for fuels and chemicals. Springer, Cham, pp 469–482. https://doi.org/10.1007/978-1-4612-2312-2_41
Shahverdi M, Baheri B, Rezakazemi M, Motaee E, Mohammadi T (2013) Pervaporation study of ethylene glycol dehydration through synthesized (PVA-4A)/polypropylene mixed matrix composite membranes. Polym Eng Sci 53:1487–1493. https://doi.org/10.1002/pen.23406
Sheehan J, Dunahay T, Benemann J, Roessler P (1998) Look back at the US department of energy’s aquatic species program: biodiesel from algae; close-out report. National Renewable Energy Lab, Golden
Shi W, He B, Ding J, Li J, Yan F, Liang X (2010) Preparation and characterization of the organic–inorganic hybrid membrane for biodiesel production. Biores Technol 101:1501–1505. https://doi.org/10.1016/j.biortech.2009.07.014
Shirazian S, Marjani A, Rezakazemi M (2011) Separation of CO2 by single and mixed aqueous amine solvents in membrane contactors: fluid flow and mass transfer modeling. Eng Comput 28:189–198. https://doi.org/10.1007/s00366-011-0237-7
Shirazian S, Rezakazemi M, Marjani A, Moradi S (2012) Hydrodynamics and mass transfer simulation of wastewater treatment in membrane reactors. Desalination 286:290–295. https://doi.org/10.1016/j.desal.2011.11.039
Sodeifian G, Raji M, Asghari M, Rezakazemi M, Dashti A (2018) Polyurethane-SAPO-34 mixed matrix membrane for CO2/CH4 and CO2/N2 separation. Chin J Chem Eng. https://doi.org/10.1016/j.cjche.2018.03.012
Soroush E, Shahsavari S, Mesbah M, Rezakazemi M, Ze Zhang (2018) A robust predictive tool for estimating CO2 solubility in potassium based amino acid salt solutions. Chin J Chem Eng 26:740–746. https://doi.org/10.1016/j.cjche.2017.10.002
Speight JG (2011) The biofuels handbook. Royal Society of Chemistry, London
Udriot H, Ampuero S, Marison I, Von Stockar U (1989) Extractive fermentation of ethanol using membrane distillation. Biotech Lett 11:509–514. https://doi.org/10.1007/BF01026651
Vane LM (2008) Separation technologies for the recovery and dehydration of alcohols from fermentation broths. Biofuels Bioprod Biorefin 2:553–588. https://doi.org/10.1002/bbb.108
Villa A, Tessonnier J-P, Majoulet O, Su DS, Schlögl R (2009) Amino-functionalized carbon nanotubes as solid basic catalysts for the transesterification of triglycerides. Chem Commun 0:4405–4407. https://doi.org/10.1039/B906123A
Visser T, Masetto N, Wessling M (2007) Materials dependence of mixed gas plasticization behavior in asymmetric membranes. J Membr Sci 306:16–28. https://doi.org/10.1016/j.memsci.2007.07.048
Wei P, Cheng L-H, Zhang L, Xu X-H, H-l Chen, C-j Gao (2014) A review of membrane technology for bioethanol production. Renew Sustain Energy Rev 30:388–400. https://doi.org/10.1016/j.rser.2013.10.017
Westermann T, Melin T (2009) Flow-through catalytic membrane reactors—principles and applications. Chem Eng Process 48:17–28. https://doi.org/10.1016/j.cep.2008.07.001
Ylitervo P, Akinbomi J, Taherzadeh MJ (2013) Membrane bioreactors’ potential for ethanol and biogas production: a review. Environ Technol 34:1711–1723. https://doi.org/10.1080/09593330.2013.813559
Zhang Z, Chen F, Rezakazemi M, Zhang W, Lu C, Chang H, Quan X (2018) Modeling of a CO2-piperazine-membrane absorption system. Chem Eng Res Des 131:375–384. https://doi.org/10.1016/j.cherd.2017.11.024
Zhu M, He B, Shi W, Feng Y, Ding J, Li J, Zeng F (2010) Preparation and characterization of PSSA/PVA catalytic membrane for biodiesel production. Fuel 89:2299–2304. https://doi.org/10.1016/j.fuel.2010.02.001
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hajilary, N., Rezakazemi, M. & Shirazian, S. Biofuel types and membrane separation. Environ Chem Lett 17, 1–18 (2019). https://doi.org/10.1007/s10311-018-0777-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10311-018-0777-9