
Abstract
During tree growth, hardwoods can initiate the formation of tension wood, which is a strongly stressed wood on the upper side of the stem and branches. In Eucalyptus globulus, tension wood presents wider and thicker cell walls with low lignin, similar glucan and high xylan content, as compared to opposite wood. In this work, tension and opposite wood of E. globulus trees were separated and evaluated for the production of bioethanol using ethanol/water delignification as pretreatment followed by simultaneous saccharification and fermentation (SSF). Low residual lignin and high glucan retention was obtained in organosolv pulps of tension wood as compared to pulps from opposite wood at the same H-factor of reaction. The faster delignification was associated with the low lignin content in tension wood, which was 15% lower than in opposite wood. Organosolv pulps obtained at low and high H-factor (3,900 and 12,500, respectively) were saccharified by cellulases resulting in glucan-to-glucose yields up to 69 and 77%, respectively. SSF of the pulps resulted in bioethanol yields up to 35 g/l that corresponded to 85–95% of the maximum theoretical yield on wood basis, considering 51% the yield of glucose to ethanol conversion in fermentation, which could be considered a very satisfactory result compared to previous studies on the conversion of organosolv pulps from hardwoods to bioethanol. Both tension and opposite wood of E. globulus were suitable raw materials for organosolv pretreatment and bioethanol production with high conversion yields.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
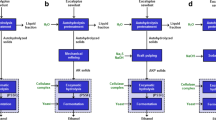
Lignocellulosic materials, such as agricultural and forest residues, grasses, and wood from angiosperms and gymnosperms species are the main raw materials for the production of second-generation fuel ethanol. Different alternatives are being evaluated all over the world to produce this liquid biofuel which mainly include biochemical or thermochemical routes [16, 19]. The biochemical path is the most recognized alternative to the traditional sucrose or starch-to ethanol processes. In this case, to be suitable for fermentation, lignocellulosic biomass must pass several steps aiming to decrease the recalcitrance of the matrix due to the lignin presence, to make cellulose more accessible to enzymatic hydrolysis and further fermentation of glucose to ethanol. These steps include pretreatment, saccharification, fermentation, and recovery of ethanol and co-products [2, 14, 18].
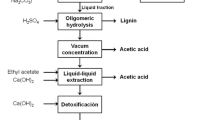
The pretreatment is probably the most costly and critical step during biomass processing and has an impact in further enzymatic hydrolysis, sugar yields, fermentation, and ethanol production. In pretreatments where lignin fractionation is one of the objectives, the hemicelluloses are also partially degraded and the bonding with cellulosic fibers are broken, disrupting the cell wall, releasing the fibers, and decreasing cellulose crystallinity. Depending on the severity of pretreatment and chemicals used, lignin is solubilized at different extents and a cellulose-enriched pulp is obtained. The pulp is more accessible to the hydrolytic enzymes (cellulases) that released glucose monomers for fermentation [2]. Organosolv delignification with ethanol/water (ethanosolv) is one among many alternatives for biomass pretreatment, which is in accordance with the “lignocellulosic biorefinery” concept [24]. Besides the cellulosic pulp for enzymatic hydrolysis and fermentation, the co-products generated also contributed to the economic sustainability and flexibility of the process. By flashing the cooking liquor it is possible to volatilize and recover the ethanol used in for delignification. Lignin is recovered as a fine precipitate; hemicellulose sugars and furfural can be recovered from the water-soluble stream [24]. Ethanosolv is a versatile process that can be used to pretreat almost any kind of lignocellulosic material [17, 23, 24]. When wood is used as raw material, hardwoods were easily delignified and required less severe conditions than softwoods during cooking processes to achieve a given residual lignin content in pulp [23]. Variations in anatomical composition of xylem, low lignin content, and less condensed structures in lignin of hardwoods contributed to better impregnation of cooking liquor in wood and low lignin recondensation in the residual phase of delignification, as compared to softwoods [11, 21, 29].
Hardwoods, which included the Eucalyptus species, can present the formation of abnormal wood when growing under determined climatic and/or soil conditions as persistent winds, snow accumulation in branches, inclined terrain, and any kind of stress that affects the upright development of the stem. The reaction wood formed to restore the verticality is known as tension wood, which presented some particular features when compared to opposite or normal wood [6, 25]. Cell walls of tension wood are characterized by the presence of a gelatinous layer (G-layer) that is made up of crystalline cellulose with a low microfibrillar angle. Chemical composition of the G-layer usually presented high cellulose, low lignin content, and high syringyl/guaiacyl (S/G) ratio in lignin [3, 5, 28].
Recently, Aguayo et al. [1] performed a detailed anatomical and chemical characterization of tension and opposite wood of 8-year old Eucalyptus globulus trees growing in southern Chile. The authors found that tension wood presented thicker and poorly lignified cell walls, which were distributed, irregularly all over the tension region. Cellulose content was rather similar for both tension and opposite wood, however, tension wood contained 30% more xylans and 15% less lignin amount than opposite wood. Also, lignin from tension wood contained 24% more syringyl units and a higher frequency of β-O-4 linkages as determined by thioacidolysis.
Trees that presented a high amount of tension wood or deformation in their trunks are considered inadequate for use as timber or structural material due to shrinkage and formation of fissures during drying and mechanical processing [8, 9]. Nevertheless, they could be a suitable raw material for chemical transformation of wood such as cellulosic bioethanol production owing its low lignin content. In this work, tension and opposite wood were sampled from several E. globulus trees and comparatively evaluated as a raw material for bioethanol production by using ethanol/water delignification and simultaneous saccharification and fermentation processes (SSF).
Materials and methods
Sampling of Eucalyptus globulus trees with tension wood formation
Eight trees of E. globulus (approximately 10 years old) with evident tension wood formation (leaning stems and asymmetry of the pith in the longitudinal axis of the log) were harvested in a stand located in the campus of the “Universidad de Concepción” (Concepción, Chile). Logs of approximately 1 m were cut in the leaning region with a chainsaw, debarked, and divided into tension and opposite wood by a longitudinal separation through the asymmetric pith. Tension and opposite wood sections of the different trees were chipped to an average chip size of 2.0 × 1.5 × 0.3 cm. Wood chips from each region were mixed to form two homogeneous samples (tension and opposite wood), air-dried to 10–12% moisture content, and stored in plastic bags under low humidity conditions.
Chemical characterization of tension and opposite wood chips
Wood chips were milled in a knife mill to pass through a 40-mesh size screen. Approximately 3 g of milled wood were extracted with acetone:water 9:1 in a Soxhlet apparatus for 16 h (approximately 40 cycles). Extractive-free milled wood samples were analyzed for glucan and lignin content by using acid hydrolysis with 72% sulfuric acid following the procedure described by Mendonça et al. [22]. Samples (300 mg) were weighed in a test tube and 3 ml of 72% H2SO4 (w/w) added. Hydrolysis was performed in a water bath at 30°C for 1 h with stirring every 10 min. Subsequently, the acid was diluted with 79 ml of distilled water; the mixture transferred to a 250-ml Erlenmeyer flask and autoclaved for 1 h at 121°C. The residual material was cooled and filtered through a porous glass filter number 4. Solids were dried to constant weight at 105°C and determined as insoluble lignin. Soluble lignin was determined by measuring the solution absorbance at 205 nm. Total lignin was calculated as the sum of insoluble and soluble lignin. The concentration of glucose and cellobiose in the soluble fraction was determined by HPLC in a Merck Hitachi instrument with an Aminex HPX-87H column at 45°C, eluted at 0.6 ml/min with 5 mM H2SO4 and using a refractive index detector. Glucose and cellobiose were used as external calibration standards. The factors used to convert sugar monomers to anhydromonomers were 0.90 for glucose to glucan and 0.92 for cellobiose to glucan. The sum of the anhydromonomers from glucose and cellobiose gave the amount of total glucan in wood.
The carbohydrates present in hemicelluloses are quantified by acid methanolysis according to Sundberg et al. [26]. Extractive-free wood meal was freeze-dried prior to weighing 10 mg into a pear-shaped flask. Samples were subjected to acid methanolysis by the addition of 2 ml of 2.0 M HCl in anhydrous methanol. Samples were kept in an oven at 100°C for 3 h. After cooling to room temperature, 100 μl of pyridine was added to neutralize the acidic solution as well as 4 ml of methanol (containing sorbitol at 0.1 mg/ml as an internal standard). One ml of the clear sample solution was transferred into another pear-shaped flask and the solution reduced by rotary evaporation at 40°C. Samples were dissolved in 100 μl pyridine. For silylation, 150 μl hexamethyldisilazane (HMDS) and 80 μl trimethylchlorosilane (TMCS) were added prior to thorough shaking of the sample. After 4 h at room temperature, samples were analyzed by GC-FID. One μl of a silylated sample was injected via a split injector (260°C, split ratio 1:20) into a 30 m × 0.25 mm i.d. × 0.25 μm film thickness column DB5 (Agilent J&W). The column temperature program was 100–175°C (4°C/min) followed by 175–290°C (12°C/min). The detector (FID) temperature was 290°C. Nitrogen was used as carrier gas. Calibration curves and factors were determined for each sugar (arabinose, xylose, galactose, glucose, mannose) in order to calculate their concentration in the wood.
Organosolv delignification of tension and opposite wood
Ethanol/water was used for the delignification of tension and opposite wood. Reactions were performed in a 1-l Parr reactor with 100 g wood chips, 60% ethanol solution, liquor/wood ratio 6/1, cooking time varying from 30 to 120 min and temperature of 180 and 200°C. With the time and temperature used, the H-factor varied from 2,000 to 20,000 [27]. After each cooking, the residual material was filtered and disintegrated in a TAPPI laboratory blender for 10 min with 1,000 ml of 1% NaOH solution [23]. The suspension was filtered and the pulp washed thoroughly with tap water. Pulps were screened in 0.2 mm slot to remove rejects (partially cooked and non-fiberized wood) and then centrifuged until 3% consistency. The obtained pulps were weighed and moisture content determined to calculate the screened pulp yield. The chemical composition of pulps was determined according to the procedures described previously. Intrinsic viscosity of pulps was determined following ISO 5351:2004 standard.
Saccharification and fermentation of organosolv pulps
Saccharification of selected organosolv pulps was evaluated by means of enzymatic hydrolysis with cellulases. To a 250-ml Erlenmeyer flask was added 5 g pulp (dry basis), 50 ml citrate buffer (pH 4.8), 20 FPU Celluclast 1.5 l and 20 CBU β-glucosidase (Novozymes, USA) per gram/pulp. Enzymatic hydrolysis was carried out for 72 h at 40°C, 150 rpm. A 2-ml aliquot was withdrawn for quantification of glucose released by HPLC with and IR detector [10].
Simultaneous saccharification and fermentation of organosolv pulps from tension and opposite wood of E. globulus was carried out in a 250-ml Erlenmeyer flasks with 5 g pulp (dry basis), 6 g/l Saccharomyces cerevisiae IR2-9a, 50 ml of buffer citrate (pH 4.8) supplemented with 5 g/l yeast extract, 5 g/l peptone, 1 g/l NH4Cl, 1 g/l KH2PO4 and 0.5 g/l MgSO4. Enzymes loads (Celluclast and β-glucosidase) per gram of pulp were the same used in the enzymatic hydrolysis step. SSF was performed at 40°C, 150 rpm for 72 h. Aliquots were periodically sampled for ethanol quantification by gas chromatography on a Perkin-Elmer autosystem XL Headspace using a FID detector and an HPSMS 30-m column [4]. The theoretical ethanol yield was calculated assuming that all the glucose in pulps were available for fermentation and that 1 g glucose generates 0.51 g ethanol. All experiments described in this section were performed in triplicate.
Results and discussion
The chemical composition of tension and opposite wood chips of E. globulus used in this work is shown in Fig. 1. No significant differences were found for the glucan content in both types of wood. According to Aguayo et al. [1], the G-layer in the cells of E. globulus tension wood were irregularly distributed in the tension region and its amount was not enough to promote a significant difference in cellulose content as compared to opposite wood. The main chemical difference found between tension and opposite wood of E. globulus was in the lignin and hemicellulose content. Tension wood has 33% more xylans and 15% less lignin than opposite wood. Similar trends were previously reported for tension wood of E. globulus and other species where low lignin content were found in tension wood and they also presented a high amount of syringyl units in its structure [1, 13, 15, 25].

Chemical composition of opposite (dark bars) and tension (white bars) wood of Eucalyptus globulus. *The sum of mannans, arabinans, and galactans
The decrease in lignin content is an important feature of tension wood in E. globulus that had effect in the delignification from the ethanol/water process. In cooking performed at H-factor varying from 3,900 to 12,500, it was observed that pulps from tension wood presented lower residual lignin content than pulps obtained from opposite wood (Fig. 2a). For instance, a residual lignin content of 12% in the pulp from tension wood was obtained with an H-factor of 3,900 while the opposite wood needed 6,500 of H-factor to achieve the same delignification degree. At H-factor of 12,500, the lignin amount in tension pulp achieves 8.5% while in opposite pulp it did not decrease below 11%. Pulps from tension wood also presented higher screened pulp yield at given lignin content as compared to opposite pulp (Fig. 2b). Due to the lower lignin content in the wood and the low severity in cooking, the selectivity of the delignification is higher in tension wood which promoted the retention of carbohydrates in organosolv pulps. Pulps from opposite wood retained between 85 and 90% of the original glucan amount while pulps from tension wood retained between 92 and 95% of the glucans (calculated in wood basis).

Residual lignin in pulp (a) and selectivity (b) of the delignification of tension and opposite wood of Eucalyptus globulus
Two organosolv pulps from each wood sample (tension and opposite) were selected for assays of glucan-to-glucose conversion by enzymatic hydrolysis and also for simultaneous saccharification and fermentation (SSF) for bioethanol production. The characteristics of the pulps selected (with low and high H-factor) are shown in Table 1. These pulps had lignin content varying from 8 to 14% and glucan retention over 85% (in wood basis). Enzymatic hydrolysis performed at 10% pulp consistency with Celluclast and β-glucosidade showed that after 24 h, 45–60% of glucans in pulp were converted to glucose and that after 72 h these values were between 65 and 77% of glucan-to-glucose conversion. Comparatively, the pulps from opposite wood were hydrolyzed easier than pulps from tension wood, even with higher or similar lignin content, which indicated that the lignin content is not a limiting factor for an efficient enzymatic hydrolysis [24]. The intrinsic viscosity of the pulps was measured and the results showed that pulps from tension wood presented higher viscosity (537–559 cm3/g) than pulps from opposite wood (313–409 cm3/g) (Table 1). This indicated that glucans in tension wood were with a higher average molar mass than pulps from opposite wood. Some authors have mentioned previously that cellulose of tension wood was highly crystalline [9] but this characteristic also seems to not interfere with the efficiency of the enzymes during the hydrolysis. Several authors reported that the susceptibility of wood to the pretreatment was mainly related with the porosity of wood cell wall and that the crystallinity of cellulose was not a significant parameter to measure the efficiency of the pretreatment or enzymatic hydrolysis [12]. Some cellulolytic complexes could hydrolyze the crystalline cellulose and the removal of hemicellulose and lignin were more important for an efficient enzymatic hydrolysis because it increased the accessibility of the enzymes to the cellulosic substrate [7, 12, 20].
When the organosolv pulps from tension and opposite wood of E. globulus were submitted to simultaneous saccharification and fermentation, bioethanol yields between 30 and 35 g/l were obtained after 48 h of fermentation (Fig. 3). Pulps obtained at low H-factor (3,900) produced approximately 30 g/l of bioethanol while pulps produced at high H-factor (12,500) produced a maximum of approximately 35 g/l of bioethanol. Values obtained represented between 85 and 95% of the maximal theoretical, considering 51% of the yield of glucose to ethanol conversion in fermentation. This could be considered a very satisfactory result compared to previous studies on the conversion of organosolv pulps from hardwoods to bioethanol [23]. No significant differences were obtained for pulps of tension and opposite wood in SSF when these pulps were obtained at the same H-factor. In this case, the pulp viscosity and the residual lignin content seem to not affect the efficiency of both enzymatic hydrolysis and fermentation. Considering the conversion values obtained during organosolv pretreatment and SSF, from 1 ton of wood it could be obtained approximately 290 l of bioethanol from the maximum theoretical of 320 l/ton of E. globulus.

Bioethanol production from organosolv pulps of tension* and opposite** wood of Eucalyptus globulus. * Tension 1 and Tension 2: pulps from tension wood obtained at H-factor 3,900 and 12,500, respectively. ** Opposite 1 and Opposite 2: pulps from opposite wood obtained at H-factor 3,900 and 12,500, respectively
Conclusions
Tension and opposite wood of Eucalyptus globulus presented similar glucan content but tension wood presented higher amount of xylans, and lower amount of lignin as compared to opposite wood. The differences in lignin content favored a faster delignification of tension during ethanol/water organosolv process as compared to opposite wood indicating that less severe conditions could be applied to obtain pulps with the same characteristics. Enzymatic saccharification and further simultaneous saccharification and fermentation showed similar results for pulps of both types of wood obtained at the same H-factor. More than 85% of the glucan content in wood was recovered in the organosolv pulps and converted into bioethanol with yields between 85 and 95% of the maximum theoretical. Both tension and opposite wood of E. globulus were suitable raw materials for the production of bioethanol by using organosolv pretreatment and simultaneous saccharification and fermentation.
References
Aguayo MG, Quintupill L, Castillo R, Baeza J, Freer J, Mendonça R (2010) Determination of differences in anatomical and chemical characteristics of tension and opposite wood of 8-year old Eucalyptus globulus. Maderas Cienc Tecnol 12(3):241–251
Alvira P, Tomás-Pejó E, Ballesteros M, Negro MJ (2010) Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: a review. Bioresour Technol 101:4851–4861
Aoyama W, Matsumura A, Tsutsumi Y, Nishida T (2001) Lignification and peroxidase in tension wood of Eucalyptus viminalis seedlings. J Wood Sci 47:419–424
Araque E, Parra C, Freer J, Contreras D, Rodriguez J, Mendonça R, Baeza J (2008) Evaluation of organosolv pretreatment for the conversion of Pinus radiata D.Don to ethanol. Enzyme Microb Technol 43:214–219
Baba K, Ona T, Takabe K, Itoh T, Ito K (1996) Chemical and anatomical characterization of the tension wood of Eucalyptus camaldulensis L. Mokuzai Gakkaishi 42:795–798
Bamber RK (2001) A general theory for the origin of growth stresses in reaction wood: how trees stay upright. IAWA J 22:205–212
Chandra RP, Bura R, Mabee WE, Berlin A, Pan X, Saddler JN (2007) Substrate pretreatment: the key to effective enzymatic hydrolysis of lignocellulosics? Adv Biochem Eng Biotechnol 108:67–93
Clair B, Alméras T, Yamamoto H, Okuyama T, Sugiyama J (2006) Mechanical behavior of cellulose microfibrils in tension wood, in relation with maturation stress generation. Biophys J 91:1128–1137
Clair B, Thibaut B (2001) Shrinkage of the gelatinous layer of poplar and beech tension wood. IAWA J 22:121–131
Fissore A, Carrasco L, Reyes P, Rodriguez J, Freer J, Mendonça R (2010) Evaluation of a combined brown rot decay-chemical delignification process as a pretreatment for bioethanol production from Pinus radiata wood chips. J Ind Microbiol Biotechnol 37(9):893–900
Goyal GC, Lora JH, Pye EK (1992) Autocatalyzed organosolv pulping of hardwoods—effect of pulping conditions on pulp properties and characteristics of soluble and residual lignin. Tappi J 75(2):110–116
Grethlein HE (1985) The effect of pore size distribution on the rate of enzymatic hydrolysis of cellulose substrates. Bio Technol 3:155–160
Guerra A, Elissetche J, Norambuena M, Freer J, Valenzuela S, Rodríguez J, Balocchi C (2008) Influence of lignin structural on Eucalyptus globulus kraft pulping. Ind Eng Chem Res 47:8542–8549
Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour Technol 100:10–18
Joseleau JP, Imai K, Kuroda K, Ruel K (2004) Detection and in situ characterization of lignin in the G-layer of tension wood fibres of Populus deltoides. Planta 219:338–345
Kamm B, Kamm M (2004) Principles of biorefineries. Appl Microbiol Biotechnol 64:137–145
Kim Y, Yu A, Han M, Choi GW, Chung B (2010) Ethanosolv pretreatment of barley straw with iron(III) chloride for enzymatic saccharification. J Chem Technol Biotechnol 85:1494–1498
Kumar P, Barret DM, Delwiche MJ, Stroeve P (2009) Methods for pretreatment of lignocellulosic biomass foe efficient hydrolysis and biofuel production. Ind Eng Chem Res 48:3713–3729
Lange JP (2007) Lignocellulose conversion: an introduction to chemistry, process and economics. Biofuels Bioprod Bioref 1:39–48
Mansfield SD, Mooney C, Saddler JN (1999) Substrate and enzyme characteristics that limit cellulose hydrolysis. Biotechnol Prog 15:804–816
McDonough TJ (1993) The chemistry of organosolv delignification. Tappi J 76(8):186–193
Mendonça RT, Jara JF, González V, Elissetche JP, Freer J (2008) Evaluation of the white-rot fungi Ganoderma australe and Ceriporiopsis subvermispora in biotechnological applications. J Ind Microbiol Biotechnol 35:1323–1330
Muñoz C, Mendonça R, Baeza J, Berlin A, Saddler J, Freer J (2007) Bioethanol production from bio-organosolv pulps of Pinus radiata and Acacia dealbata. J Chem Technol Biotechnol 82:767–774
Pan X, Gilkes N, Kadla J, Pye K, Saka S, Gregg D, Ehara K, Xie D, Lam D, Saddler J (2006) Bioconversion of hybrid poplar to ethanol and co-products using an organosolv fractionation process: optimization of process yields. Biotechnol Bioeng 94:851–861
Pilate G, Chabbert B, Cathala B, Yoshinaga A, Leplé JC, Laurans F, Lapierre C, Ruel K (2004) Lignification and tension wood. Comptes Rendus Biol 327(9–10):889–901
Sundberg A, Sundberg K, Lillandi C, Holmbom B (1996) Determination of hemicelluloses and pectins in wood and pulp by acid methanolysis and gas chromatography. Nordic Pulp Paper Res J 11:216–226
Sundquist J (1999) Organosolv pulping, in chemical pulping. In: Gullichsen J, Fogelbolm CJ (eds) Fapet Oy, Helsinki, pp 411–426
Yoshida M, Ohta H, Okuyama T (2002) Tensile growth stress and lignin distribution in the cell walls of black locust (Robinia pseudoacacia). J Wood Sci 48:99–105
Zhao X, Cheng K, Liu D (2009) Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl Microbiol Biotechnol 82:815–827
Acknowledgments
Financial support from FONDECYT (postdoctoral grant 3090023 and regular grant 1080105) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Muñoz, C., Baeza, J., Freer, J. et al. Bioethanol production from tension and opposite wood of Eucalyptus globulus using organosolv pretreatment and simultaneous saccharification and fermentation. J Ind Microbiol Biotechnol 38, 1861–1866 (2011). https://doi.org/10.1007/s10295-011-0975-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10295-011-0975-y