
Abstract
Biomass has been attracting attention as an environmentally friendly energy resource due to concerns about global environmental problems. Chromated copper arsenate-treated wood produced by injecting a solution containing sub-percent of chromium, copper, and arsenic (hereinafter referred to as CCA-treated wood) is one of the construction wastes. As fundamental research on the development of clean gasification process for biomass, pyrolysis (400–800 °C) which is the initial stage of gasification and CO2 gasification (1000 °C, 0–60 min) characteristics of CCA-treated wood were investigated. The release behavior of high-volatile arsenic during pyrolysis and gasification of CCA-treated wood was followed. When the CCA-treated wood was pyrolyzed, the release of arsenic proceeded with increasing temperature and the release extent was 41% at 800 °C. In the case of gasification, the release extent of arsenic increased with gasification time and 90% of the arsenic was released into gas phase within 60 min. Furthermore, it was possible to suppress the release of arsenic by 800 °C during pyrolysis by mixing organic sludge rich in iron and calcium with CCA-treated wood.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In consideration of global environmental issues, biomass, which is a renewable resource is attracting attention as an environmentally friendly energy with low NOx and SOx generation. However, the use of biomass has problems such as high collection and transportation costs, because biomass has a high moisture content and a lower calorific value than fossil fuels and is distributed over a wider area. Therefore, in recent years, a gasification technology has been developed to efficiently and economically recover energy from biomass. The synthesis gas obtained by gasification can be used not only as a fuel for power generation but also as a raw material for chemicals, liquid fuels, and hydrogen sources for fuel cells, which leads to a comprehensive improvement in energy utilization. However, gasification of biomass has many problems such as blockage of equipment due to a large amount of tar generated during pyrolysis stage, corrosion of turbines and environmental pollution due to biomass-derived alkali metals, chlorides, sulfur oxides and harmful elements, and environmental pollution [1,2,3].
Construction waste is one of the biomass containing harmful elements. To improve termite resistance and decay resistance of wood, “CCA-treated wood” produced by injecting a solution containing sub-percent of chromium, copper, and arsenic has been used in the world due to its low cost and excellent durability. In Japan, it has been used in our daily lives such as the construction materials, utility poles, railroad ties, and even wooden playground equipment since the late 1960s. Currently, the production and use of CCA-treated wood have already been banned due to its carcinogenicity and consideration for the environment, whereas there is a high possibility that it will be discharged as waste in the future considering the lifetime of buildings and others [4, 5]. In 2000, “Construction Materials Recycling Law” was enforced, and it is obligatory to recycle construction wastes and CCA-treated wood is also covered by this regulation. In the past, unexpected generation of CCA-treated wood wastes has also occurred due to a natural disaster. In 2011, many houses were destroyed by the Great East Japan Earthquake and the subsequent tsunami. About 20 million tons of debris were generated and 75% of which consisted of wood waste. 2.1% of the wood waste was CCA-treated wood [6]. Against this background, it is required to develop appropriate disposal and recycling methods for waste wood such as CCA-treated wood. Many studies have been actively carried out on a disposal method of CCA-treated wood based on extraction and, metal recovery and detoxification using microorganisms [7, 8]. However, it is considered that heat and energy recovery by heat treatment are the most appropriate from the viewpoints of volume reduction, cost, and recycling [9,10,11,12,13,14,15,16,17].
Nishitani et al. investigated the behavior of CCA-treated wood during combustion, and Helsen et al. followed the thermal behavior of arsenic compounds, such as As2O3, As2O5, and CrAsO4 in the presence of a reducing agent [4, 18,19,20,21,22]. Kercher et al. estimated the reduction mechanism and chemical form by thermogravimetric analysis of a mixture of oxides of chromium, copper, arsenic under different atmospheres and heating conditions [23]. However, although many studies have been conducted on the release of arsenic during heat treatment of CCA-treated wood, the behavior of arsenic during pyrolysis and gasification in high temperature regions has not been clarified yet.
In the previous study, the authors followed the release behavior of arsenic, which is one of the harmful trace elements in the pyrolysis and CO2 gasification of CCA-treated wood. By applying calcium compound to CCA-treated wood, it was possible to suppress the release of arsenic at temperatures below 800 °C.
In this study, as a basic study for developing a clean gasification process of biomass, the gasification characteristics of CCA-treated wood which is one of the construction waste materials were investigated in the pyrolysis condition (400–800 °C) and CO2 gasification condition (1000 °C, 0–60 min). The release behavior of arsenic, chromium, and copper during pyrolysis and gasification was also followed. Furthermore, the release of volatile arsenic compound was controlled by mixing organic sludge, which is a biomass resource rich in iron and calcium.
Experimental
Samples
As an experimental sample of CCA-treated wood, American hemlock wood which was injecting a solution containing chromium, copper, and arsenic under pressurized condition to improve termite resistance and decay resistance of wood was used. CCA-treated wood was crushed and sieved to a size smaller than 355 μm. Iron oxide (purity: 95%, extra pure grade, Wako Pure Chemical Industries, Ltd.) and an organic sludge were used as an additive for controlling the release of arsenic. The organic sludge was obtained by dehydrating and drying the sludge which generated by the treatment of domestic wastewater, sewage sludge, and rainwater through the activated sludge method. The organic sludge was crushed and sieved to a particle size in the range of 350–210 μm.
Pyrolysis
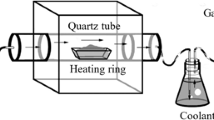
A vertical tubular electric furnace was used for pyrolysis as the heating device, inside of which a fused silica tube with an inner diameter of 42 mm and a length of 760 mm was placed. Silica wool was set inside the reactor, and 10 g of the sample was filled on the wool. Nitrogen gas was supplied from the bottom of the reactor at a flow rate of 1 L–NTP min−1 and then, the sample was heated to a terminal temperature ranging from 400 to 800 °C at a heating rate of 20 °C min−1. After the heat treatment, the sample was cooled to lower than 30 °C. Tar generated by thermal decomposition of the sample was collected by a low-temperature trap at minus 70 °C using dry ice–methanol. The gaseous products, CO, CO2, CH4, and C2H6 were determined by GC/MS (AGILENT 5973, AGILENT Technologies, Inc.). Based on the yield of products and amount of carbon in in products, partitioning of carbon was calculated using following equation.
Gasification
An infrared image furnace (RHL–E44VHT, SHINKU–RIKO Inc.) was used as the heating device. The size of the fused silica reactor was the same as for pyrolysis. The sample (0.7 g) was placed on an alumina board and inserted into the reactor and nitrogen gas was supplied at a flow rate of 1L–NTP min−1. After the temperature was raised to 1000 °C at a heating rate of 20 °C min−1, the supply gas was changed to CO2 (gas flow rate: 1L–NTP min−1) and the gasification was carried out for 0–60 min. A gasified char was obtained by immediately cooling under nitrogen gas stream. The identification of the gasified char was carried out by X–ray diffraction (Rigaku Corporation, RAD).
Analyses
Elemental and proximate analyses of CCA-treated wood and the organic sludge and ash composition of the sludge are shown in Tables 1–2. Elemental analysis was conducted by Yanaco MT–700 HCN Corder and a carbon and sulfur analyzer (EMIA–520, HORIBA Ltd.). Contents of volatile matter and ash, and calorific value were determined by a magnetic suspension balance for gravimetric measurements (FMS TG, RUBOTHERM GmbH, Germany) and a bomb calorimeter (AUTO–CALCULATIG BOMB CALORIMETER CA–XPJ, SHIMADZU Corp.). Ash composition of the sludge was determined by wavelength dispersive X-ray fluorescence apparatus (ZSX Primus IV, Rigaku Corp.). In the co-pyrolysis and co-gasification experiment, the mixing ratio of CCA-treated wood and organic sludge was set to 1:1 and 1:4 by weight.
The CCA-treated wood, pyrolyzed and gasified samples were dissolved by heating with sulfuric acid and hydrogen peroxide in a Digesdahl Digestion Apparatus (23130–20, HACH Company). The tar was heated stepwise according to JIS K 0083 (Methods for determination of metals in flue gas) in a mixed acid of nitric acid and sulfuric acid, nitric acid, a mixed acid of nitric acid and perchloric acid to completely dissolve arsenic, chromium, and copper. The reagents used to digestion and dissolution were sulfuric acid (GR, Nacalai Tesque, Inc.), hydrogen peroxide (GR, SANTOKU CHEMICAL INDUSTRIES, Co, Ltd.), nitric acid (GR, Nacalai Tesque, Inc.), perchloric acid (60%) (GR, Nacalai Tesque, Inc.). Concentration of metals in the dissolved solution was determined by atomic absorption spectrometer (AA–6800, SHIMADZU Corp.). A hydrogen vapor generator (HVG–1, SHIMADZU Corp.) was used to hydrogenate arsenic for the analysis of arsenic.
To investigate the influence of change in arsenic form on the release behavior during pyrolysis, the arsenic form in the CCA-treated wood and its pyrolyzed sample was classified according to their solubility into various leaching solutions [24,25,26,27,28,29]. Ammonium acetate (GR, Nacalai Tesque, Inc.), sodium chloride (GR, Nacalai Tesque, Inc.), hydrochloric acid (GR, Nacalai Tesque, Inc.), and nitric acid (GR, Nacalai Tesque, Inc.) were used to prepare leaching solutions. The water-soluble and ion-exchangeable forms of arsenic were dissolved in 1 mol/L ammonium acetate aqueous solution. The residue was immersed in 1 mol/L sodium chloride aqueous solution to dissolve the arsenic weakly bound to copper. The arsenic bound to chromium and iron was dissolved by heating the residue in 5 mol/L hydrochloric acid and 2 mol/L nitric acid, respectively. The arsenic remaining in the residue was dissolved by using the Digesdahl Digestion Apparatus. Concentration of arsenic dissolved in the solutions was determined by the atomic absorption spectrometer equipped with the hydrogen vapor generator. Arsenic leached by each leaching solutions and remained after leaching are defined as CH3COONH3-soluble, NaCl-soluble, HCl-soluble, HNO3-soluble, and H2SO4-soluble, respectively.
Thermodynamic equilibrium calculations for As2O5, As2O5-C, and the sludge-mixed sample was conducted under an atmosphere of nitrogen gas were carried out using the software HSC Chemistry (ver. 5.0, Outokumpu Research Oy). The nitrogen gas was assumed to be present in excess. In the case of the sludge-mixed sample, the calculation was based on the elemental composition and ash content of samples shown in Table 1, and the ash composition of the sludge shown in Table 2. The ash contained in the wood with less than 1 wt% is assumed to be negligible here.
Results and discussion
Pyrolysis and gasification of CCA-treated wood
Figure 1 shows effect of temperature on partitioning of carbon into products during pyrolysis of CCA-treated wood. The amount of carbon distributed to the char decreased significantly up to 400 °C and reached a constant value at temperatures above 400 °C. Tar was generated by decomposition of char, and then gradually decreased with increasing temperature at temperatures above 400 °C. The decrease of char and formation of tar up to 400 °C are considered to be due to the decomposition of wood since the decomposition temperatures of cellulose, lignin, and hemicellulose as components of wood, are 240–400 °C, 280–550 °C, and 180–300 °C, respectively [30]. Formation of gaseous species, such as CO, CO2, CH4, C2H6 was confirmed with the decrease of char and tar.

Partitioning of carbon into char, tar, and gas during pyrolysis of CCA
Figure 2 shows release extent of arsenic, chromium, and copper during pyrolysis of CCA-treated wood. When the CCA-treated wood is heated, appreciable release of arsenic is observed at temperatures from 400 to 800 °C. Release of 15% of arsenic was confirmed at 400 °C and the release extent was increased with temperature, reaching 41% at 800 °C. On the other hand, the most of copper and chromium remained in the char during pyrolysis. Figure 3 shows the partitioning of arsenic into char and tar during pyrolysis. It was confirmed that the amount of arsenic in char decreased with increasing temperature and the extent distributed into tar increased correspondingly.

Change in release extents of As, Cr and Cu during pyrolysis

Change in distribution of arsenic during pyrolysis
CCA-treated wood had been prepared by impregnating wood with As2O5·2H2O, Na2Cr2O7·7H2O (or K2Cr2O7·7H2O), and CuSO4·5H2O under high temperature and pressure conditions. These metals are reported to be present as insoluble CrAsO4 (Cr2As4O12) and CuCrO4 on the surface of cellulose and the inside of lignin complexes in wood [31,32,33,34,35].
The reactions related to the release of arsenic in pyrolysis proposed by Helsen et al. [20,21,22] are shown in Eqs. (1)–(3). Many researchers have reported that CrAsO4 decomposes at 300–
400 °C during pyrolysis to generate As2O5 and Cr2O3 [18, 19, 23, 36,37,38]. As2O5(s) is stable in an inert atmosphere and volatilizes at temperatures higher than 600 °C when it is heated alone in a nitrogen atmosphere at heating rate of 10 °C/min [21]. However, it is considered that As2O5 is reduced to As2O3 at temperatures below 600 °C by the carbon in wood and gaseous products such as carbon monoxide and hydrogen, and arsenic volatilizes during pyrolysis process. Figure 4 shows the thermodynamic equilibrium of As2O3–N2 (g) system. The molar ratio of As2O3 and N2 (g) are shown in the figure. As2O3 (C), As2O3 (OR) and As2O3 (A) are claudetite, orthorhombic arsenic oxide and arsenolite. It was also suggested that all type of As2O3 are released into gas phase as As4O6 (g) up to 250 °C. Since As2O3 sublimes at 130 °C, it is considered that the release of arsenic in the low-temperature region was caused by the conversion of As2O5 (s) to As2O3. The unreacted arsenic compound used during CCA production and the product resulting from the decomposition of CrAsO4 may be As2O5 (s) [20,21,22, 37, 38].

Calculated thermodynamic equilibrium of As2O3–N2 (g) system. Calculation condition (molar ratio): As2O3:N2 (g) = 1:1000
Figure 5 shows the change in char yield when the CCA-treated wood was gasified under CO2 gas stream at 1000 °C. The char yield decreased significantly with the reaction time, and the gasification was almost completed within 45 min. Figure 6 shows the changes in the release extent of arsenic, chromium and copper during CO2 gasification. The release extent of arsenic increased with gasification time and reached constant value of approximately 90% after 45 min. On the other hand, chromium and copper showed almost constant release extent regardless of the progress of gasification. To clarify the chemical forms of chromium and copper in the CCA-treated wood, X-ray diffraction analysis of the gasified char obtained at time of 60 min was carried out. As shown in Fig. 7, copper and chromium were confirmed to exist in the form of thermally stable CuCrO2.

Change in char yield during gasification

Change in release extents of As, Cr, and Cu during gasification

XRD pattern of gasified char at 60 min
Change in chemical form of arsenic during pyrolysis
Arsenic was released during the pyrolysis of CCA-treated wood in the low-temperature regions, whereas a part of arsenic remained in the solid phase even at high temperatures. If arsenic is present in CCA-treated wood as As2O5, which did not react during impregnation, or as compounds of copper and chromium, CuAsO4 and CrAsO4, all arsenic in the wood should be released from the solid phase at high temperatures. Therefore, the chemical forms of arsenic in the solid phase were classified according to their solubilities in various solutions, and the relationship between the release and the quantitative change of these fractions was followed. Figure 8 shows change in distribution of arsenic into solvents with temperature during pyrolysis of CCA-treated wood. CCA-treated wood and pyrolyzed char contained no NH4Cl-soluble form. NaCl- and HCl-soluble forms, which classified as arsenic bound to copper and chromium, were contained in CCA-treated wood. When pyrolysis of the wood was carried out at 400 °C, the NaCl-soluble arsenic decreased and the formation of HNO3-soluble form was confirmed. When the temperature was raised to 800 °C, the NaCl- and HCl-soluble forms decreased remarkably, and the amount of arsenic in the solid phase decreased. The arsenic remained in the solid phase had changed into HNO3- and H2SO4-soluble forms. The former is considered to be arsenic compound such as iron arsenide (FeAs). The latter is a form that dissolves when the char is decomposed with sulfuric acid, and is estimated to be a stable form of arsenic that is included organically [39, 40].

Change in distribution of arsenic into solvents during pyrolysis
Release control of arsenic during pyrolysis
It has been reported by many researchers that arsenic has a high affinity for iron and calcium [39, 41,42,43,44]. In this study, the effect of physically mixing the reagent iron oxide as an iron source with wood was investigated for suppressing the release of arsenic during heat treatment of the CCA-treated wood. Iron oxide was added to the wood at a molar ratio of Fe/As = 20. Figure 9 shows the change in release extent of arsenic during pyrolysis of the iron oxide mixed sample. The release of arsenic started up to 400 °C, and the release extent was 10%, as in the case of CCA-treated wood without additive. The influence of iron oxide was remarkable at high temperatures, and the release extent at 800 °C was suppressed to 22%. Wang et al. reported that arsenic reacted with iron to form FeAs and remained in solid phase during pyrolysis of coal [45]. Therefore, the thermodynamic equilibrium calculation of As2O5–Fe2O3–N2 (g) system was carried out and the result are shown in Fig. 10. Molar ratio of As2O5, Fe2O3, and N2 (g) was shown in the figure. It was confirmed that arsenic is stable as FeAs2 at low temperature and as FeAs at high temperature. Figure 11 shows comparison of the soluble form of arsenic in the pyrolyzed sample with and without the addition of iron oxide at 800 °C. The addition of iron oxide resulted in an increase in HNO3- and H2SO4-soluble forms of arsenic and in a disappearance in NaCl-soluble form. It is considered that As2O5 (s) generated by decomposition of CuAsO4 and CrAsO4 soluble in NaCl and HCl reacted with iron oxide and stabilized as HNO3-soluble form, FeAs and FeAs2. It is estimated that the increase in the H2SO4-soluble form, which is included in organic material, is due to the increase in the extent of arsenic remained in the solid phase by the addition of iron oxide. Similar to the addition of iron compound, calcium compounds are well known to be effective in suppressing the release of arsenic. Lu et al. reported that the release of arsenic in pyrolysis of coal could be suppressed by adding CaO [44]. The effect of adding calcium compound is also high for the CCA-treated wood. It has been confirmed that release of arsenic could be significantly suppressed by a calcium compound during pyrolysis up to 800 °C through our preliminary experiment of coating CCA-treated wood with calcium hydroxide.

Change in release extent of arsenic during pyrolysis

Calculated thermodynamic equilibrium of As2O5–Fe2O3–C–N2 (g) system. Calculation condition (molar ratio): As2O5:Fe2O3:C:N2 (g) = 1:20:100:1000

Change in distribution of arsenic into solvents during pyrolysis for CCA + Fe2O3. (pyrolysis temperature 800 °C)
Effect of organic sludge on release control of arsenic during pyrolysis and gasification of CCA-treated wood
Release control of arsenic during heat treatment by mixing organic sludge with high iron and calcium content with the CCA-treated wood was investigated. The organic sludge has a calorific value comparable to that of wood as shown in Table 1, and the reaction rate in pyrolysis and gasification are also similar. Ash content of the sludge is high as 21.6 wt.%, and the Fe2O3 occupies over 29 wt.% of the ash (Tables 1 and 2). Figure 12 shows the release behavior of arsenic when CCA-treated wood was co-pyrolyzed with an equal or four times the amount of organic sludge and when the wood was pyrolyzed alone. The addition of organic sludge did not influence the release of arsenic up to 400 °C. The effect of organic sludge on arsenic release was confirmed at temperatures above 400 °C, and the release extent at 800 °C was suppressed at 28 and 24% at the mixing ratios of 1:1 and 1:4, respectively. Figure 13 shows thermodynamic equilibrium calculation carried out for the sludge-mixed sample under nitrogen stream. Calculation condition is shown in the figure. Although arsenic release as As2. (g), AsP (g), AsS (g) at temperatures higher than 600 °C, a part of arsenic is stable as FeAs. In this system, calcium which is abundant in the sludge, is thermodynamically stable as Ca(OH2)*Ca3(PO4)2 in the temperature range from 600 to 1000 °C. It was, therefore, suggested that suppression of arsenic release by mixing the sludge is due to iron. Figure 14 shows the change in char yield when the mixture of CCA-treated wood and the sludge at mixing ratio of 1:1 was heated at 1000 °C under CO2 gas stream. The sludge-mixed sample also showed a drastic change in yield, showing no significant difference from the case of the wood alone. Although the organic sludge is rich in alkali metals as well as iron and calcium, it was confirmed that the coexisting elements do not influence the gasification rate. Figure 15 shows the change in the release extent of arsenic during the gasification of the CCA-treated wood and the sludge-mixed sample at 1000 °C. Although the mixing of organic sludge suppressed the release of arsenic within 15 min of gasification time, the release extent was reached the 80% which was the same level as the CCA-treated wood alone at 30 min. To investigate the release of arsenic in the gasification of the sludge-mixed sample, thermodynamic equilibrium calculations were carried out for FeAs which is a stable form of arsenic and iron in pyrolysis step. The result is shown in Fig. 16. Although the arsenic was stable as FeAs and FeAs2 in the low-temperature region, these forms may decompose and volatilize as As2 (g) and As4 (g) at temperatures higher than 800 °C.

Change in release extent of arsenic for CCA + sludge during pyrolysis

Calculated thermodynamic equilibrium of sludge-mixed sample. Calculation condition: CCA-treated wood:sludge:N2 (g) = 1 g:1 g:1000 kmol

Change in char yield for CCA + sludge during gasification

Change in release extent of arsenic for CCA + sludge during gasification

Calculated thermodynamic equilibrium of FeAs–C–CO2 (g) system. Calculation condition (molar ratio): FeAs:C:CO2 (g) = 1:10:1000
Conclusion
As a basic research for developing a clean gasification process of biomass, pyrolysis and gasification behavior of CCA-treated wood were investigated, and the release behavior of arsenic, chromium and copper was followed. In the case of pyrolysis, the most of chromium and copper remained in the solid phase, whereas the release extent of arsenic increased with increasing temperature, reaching 41% at 400 °C. It was also confirmed that the release of arsenic progressed with reaction time and approximately 90% of arsenic released after 45 min when the CCA-treated wood was gasified under CO2 atmosphere at 1000 °C. Furthermore, the effect of adding organic sludge which contains iron and calcium was investigated to suppress the release of arsenic during the heat treatment of CCA-treated wood. The effect of addition of the sludge on arsenic release was confirmed above 400 °C, and the release extent of arsenic at 800 °C was suppressed at 24% at the mixing ratio of the wood and the sludge was 1:4.
References
Bjorkman E, Stromberg B (1997) Release of chlorine from biomass at pyrolysis and gasification conditions. Energy Fuels 11:1026–1032
Jensen P, Frandsen F, Hansen J, Johansen K, Henriksen N, Horlyck S (2004) SEM investigation of superheater deposit from biomass–fired boiler. Energy Fuels 18:378–384
Knudsen J, Jensen P, Lin W, Frandsen J, Johansen K (2004) Sulfur transformations during thermal conversion of herbaceous biomass. Energy Fuels 18:810–819
Nishitani T, Fukunaga I, Itoh H (1994) Laboratory experiments of heavy metals behaviour on the burning of CCA treated wood. Osaka City Inst Publ Health Environ Sci 56:46–52
Shalat SL, Solo-Gabriele HM, Fleming L, Buckley B, Black K, Jimenez M, Durbin M, Graygo J, Stephan W, Van de Bogart G (2006) A pilot study of children’s exposure to CCA–treated wood from playground equipment. Sci Total Environ 367:80–88
Ohgami N, Yamanoshita O, Thang ND, Yajima I, Nakano C, Wenting W, Ohnuma S, Kato M (2015) Carcinogenic risk of chromium, copper and arsenic in CCA–treated wood. Environ Pollut 206:456–460
Coudert L, Blais JF, Mercier G, Cooper P, Janin A, Gastonguay L (2014) Demonstration of the efficiency and robustness of an acid leashing process to remove metals from various CCA–treated wood samples. J Environ Manage 132:17–206
Ferrarini SF, dos Santos HS, Miranda LG, Nunes Azevedo CM, Maia SM, Pires M (2016) Decontamination of CCA–treated eucalyptus wood waste by acid leaching. Waste Manage 49:253–262
Hingston J, Collins C, Murphy R, Lester J (2001) Leaching of chromated copper arsenic wood preservatives: a review. Environ Pollut 111:53
Kazi F, Cooper P (2002) Rapid–extraction oxidation process to recover and reuse copper chromium and arsenic from industrial wood preservative sludge. Waste Manage 22:293–301
Kazi F, Cooper P (2006) Method to recover and reuse chromated copper arsenate wood preservative from spent treated wood. Waste Manage 26:182–188
Helsen L, Bluck E (2005) Review of disposal technologies for chromated copper arsenate (CCA) treated wood waste, with detailed analyses of thermochemical conversion processes. Environ Pollut 134:301–314
Gezer E, Yildiz U, Yildiz S, Dizman E, Temiz A (2006) Removal copper, chromium and arsenic from CCA–treated yellow pine by oleic acid. Build Environ 41:380–385
Cuypers F, Helsen L (2011) Pyrolysis of chromated copper arsenate (CCA) treated wood waste at elevated pressure: influence of particle size, heating rate, residence time, temperature and pressure. J Anal Appl Pyrol 92:111–122
Ange N, Brian S (2013) The fate of heavy metals during combustion and gasification of contaminated biomass—a brief review. J Hazard Mater 256–257:56–66
Kramb J, Konttinen J, Backman R, Salo K (2016) Elimination of arsenic–containing emissions from gasification of chromated copper arsenate wood. Fuel 181:319–324
Botomé ML, Poletto P, Junges J, Perondi D, Dettmer A, Godinho M (2017) Preparation and characterization of a metal–rich activated carbon from CCA–treated wood for CO2 capture. Chem Eng J 321:614–621
Helsen L, Bluck E, Mullens S, Mullens J (1999) Low–temperature pyrolysis of CCA–treated wood. J Anal Appl Pyrolysis 52:65–86
Helsen L, Bluck E (2000) Kinetic of the low–temperature pyrolysis of chromated copper arsenate–treated wood. J Anal Appl Pyrolysis 53:51–79
Helsen L, Bluck E, Van Bael MK, Mullens J (2003) Arsenic release during of CCA treated wood waste: current state of knowledge. J Anal Appl Pyrolysis 68–69:613–633
Helsen L, Bluck E (2003) Metal retention in solid residue after low–temperature pyrolysis of chromated copper arsenic (CCA)—treated wood. Environ Eng Sci 20:569–580
Helsen L, Bluck E, Bael M, Vanholyland G, Mullens J (2004) Thermal behavior of arsenic oxide (As2O3 and As2O5) and the influence of reducing agent (glucose and activated carbon). Thermochim Acta 414:145–153
Kercher A, Nagle D (2001) TGA modeling of the thermal decomposition of CCA treated lumber waste. Wood Sci Technol 35:325–341
Irvine J, Dahlgren S (1976) Mechanism of leaching of copper chrome arsenic preservatives in saline water. Holzforchung 3D:44–50
Hingston JA, Moore J, Bacon A, Lester JN, Murphy RJ, Collins CD (2002) The importance of the short-term leaching dynamics of wood preservatives. Chemosphere 47:517–523
Tessier A, Campbell P, Bisson M (1979) Sequential extraction procedure for the speciation of particulate trace metals. Anal Chem 51:844–851
Kolker A, Huggins F, Palmer C, Shah N, Crowley A, Huffman G, Finkelman R (2000) Mode of occurrence of arsenic in four US coal. Fuel Process Technol 63:167–178
Huggins F, Huffman G, Koller A, Mroczkowski S, Palmer C, Finkelman R (2002) Combined application of XAFS spectroscopy and sequential leaching for determination of arsenic speciation in coal. Energy Fuels 16:1167–1172
Guo R, Yang J, Liu Z (2004) Thermal and chemical stabilities of arsenic in three Chinese coals. Fuel Process Technol 85:903–912
Migita N, Yonezawa Y, Kondo T (1968) Wood Chemistry (Mokuzai Kagaku), Kyoritsu Shuppan, pp 61–77
Pizzi A (1981) The chemistry and kinetic behavior of Cu-Cr-As/B wood preservatives. I. Fixation of chromium on wood. J Polym Sci 19:3093–3121
Pizzi A (1982) The chemistry and kinetic behavior of Cu-Cr-As/B wood preservatives. II. Fixation of the Cu/Cr system on wood. J Polym Sci 20:707–724
Pizzi A (1982) The chemistry and kinetic behavior of Cu-Cr-As/B wood preservatives. III. Fixation of a Cr/As system on wood. J Polym Sci 20:725–738
Pizzi A (1982) The chemistry and kinetic behavior of Cu-Cr-As/B wood preservatives. IV. Fixation of a CCA to wood. J Polym Sci 20:739–764
Bull D, Harland P, Vallance C, Foran G (2000) EXAFS study of chromated copper arsenate timber preservative in wood. Journal of Wood-Science 46:248–252
Hata T, Bronsveld P, Yystavel T, Kooi B, Hosson J, Kakitani T, Otono A, Imamura Y (2003) Electron microscopic study on pyrolysis of CCA (chromium, copper and arsenic oxide)—treated wood. J Anal Appl Pyrol 68–69:635–643
Kakitani T, Hata T, Kajimoto T, Imamura Y (2004) Effect of pyrolysis on solvent extractability of toxic metals from chromated copper arsenate (CCA) treated wood. J Hazard Mater B109:53–57
Kakitani T, Hata T, Kajimoto T, Imamura Y (2004) Two possible pathways for the release of arsenic during pyrolysis of chromated copper arsenate (CCA) treated wood. J Hazard Mater 113:247–252
Wu C, Barton T (2001) A thermodynamic equilibrium analysis to determine the potential sorbent materials for the control of arsenic emissions from combustion sources. Environ Eng Sci 18:177–190
Diaz-Somoano M, Martine-Tarazona M (2003) Trace element during coal gasification based on a thermodynamic equilibrium calculation approach. Fuel 82:137–145
Shigematsu K, Kubo J (1982) The vapor pressure measurement of each decomposition reaction of CaO–As2O5, 2CaO–As2O5, 3CaO–As2O3. J Min Metall Inst Japan 98:517–522
Shigematsu K, Kubo J, Morinaga K, Yanagase T (1982) Reaction of As2O5 with Ca, Na and Pb silicates at high temperature. J Min Metall Inst Japan 98:611–617
Sterling R, Helble J (2003) Reaction of arsenic vapor species with fly ash compounds: kinetics and speciation of the reaction with calcium silicates. Chemosphere 51:1111–1119
Lu H, Chen H, Li W, Li B (2004) Transformation of arsenic in Yima coal during fluidized-bed pyrolysis. Fuel 83:645–650
Wang J, Takaya A, Tomita A (2004) Leaching of ashes and chars for examining transformations of trace elements during coal combustion and pyrolysis. Fuel 83:651–660
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kato, T., Hatakeyama, T. & Sugawara, K. Release behavior of arsenic, chromium, and copper during heat treatments of CCA-treated wood. J Mater Cycles Waste Manag 23, 1636–1645 (2021). https://doi.org/10.1007/s10163-021-01246-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-021-01246-z