
Abstract
In this study, a mechanochemical activation technique to effectually extract lead from the funnel glass of cathode ray tube (CRT) is proposed. A planetary ball mill with zirconia balls (25:1 ratio) is employed for mechanochemical activation process in the presence of EDTA. About 85% of lead could be leached in 5 M NaOH solution at 80 °C. The effects of time and temperature on lead extraction were explored and a kinetic model was established to depict the kinetic relationship. The leaching process was contingent upon the mixed kinetic model and the calculated activation energy value was 39.44 kJ/mol. The proposed mechanism displayed that the chemical breakage in the glass inner structures increased the leachability of the activated lead glass. The mechanochemical activation with EDTA can be considered as an economic process for lead extraction from the CRT funnel glass.

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recycling metals from wastes is essential to a resource-efficient economy and delay the depletion of virgin natural resources. Electronic waste (e-waste) includes computers, entertainment electronics, mobile phones, and other electronic items that have been discarded by their original users. E-waste contains many valuable, recoverable materials such as copper, gold, and silver in addition to hazardous metals such as mercury, lead, cadmium, chromium, and antimony. Recycling will prevent them from posing an environmental hazard [1, 2].
The personal computer (PC) is often considered as a short-lived electronic product. This short-lived cycle development ends up in a large quantity of rejected personal computers that may seriously pollute the environment if improperly disposed of. Commonly, a PC comprises three main parts, namely, monitor, keyboard, and main machine. Amongst these, a cathode ray tube (CRT), the primary ingredient of a monitor, which has been broadly employed for more than 7 decades. The amount of disposed computer CRTs has extremely augmented as a result of replacing CRT with flat-panels [3]. CRTs represent one of the most interesting e-waste classes for their content in rare earth metals and other valuable materials [4]. CRTs contain various and versatile components some of which are hazardous to humans and the environment. These are lead, cadmium, mercury, barium, strontium, antimony, phosphorus, etc. [5].
Waste CRTs are mostly accounted for nearly 66% of the whole device weight [6] and approximately, 85% of the whole CRT weight is glass material [7]. The forward-facing section of CRTs is known as panel glass and it is made up of lead-free barium/strontium glass. The backward section of the CRTs is known as funnel glass, made up of silica, and up to 45 wt% of lead oxide (PbO) [5, 8]. Regrettably, lead can percolate out of the landfilled funnel glasses causing serious contamination to the environment and imperiling human health [9, 10]. Therefore, developing a new procedure to detoxicate, recycle, and retrieve lead from CRT glass is a vigorously required subject. Because Pb atoms contained in CRT glass are firmly entangled in the glass network [11], extracting Pb from the glass cannot be accomplished under the regular conditions of temperature and pressure. Pb is powerfully bound to the glass structure that it has to be extracted at high temperatures (above the silica glass melting) [12]. Chloride volatilization was found an effective process to separate metals from waste materials [13, 14] Pb was separated from the funnel glass matrix by melting together with CaCl2 at a Cl/Pb ratio of 14.2 which resulted in the volatilization of 80% of lead as PbCl2 at 1000 °C [14, 15].
The advancement of procedures to pull out lead from funnel glass is crucial for safely disposing of the consumed CRTs [16]. Numerous practices have been recognized to pull out lead from CRT funnel glass, including thermal practice, mechanical practice, improved leaching, and many others [16,17,18,19,20]. The mechanical activation technique has attracted great consideration for numerous possible applications [21, 22]. Enormous studies in the environmental science subject have been available including mechanochemical breakdowns of noxious constituents, and advancement of metallurgic processes [23,24,25,26,27,28,29,30]. Removing Pb from leaded-glass powder using the sodium salt of ethylenediaminetetraacetic acid (EDTA) in a wet milling process at regular temperature has been previously reported [12]. Dilute nitric acid was used to extract Pb (about 23.0%) from the mechanically activated powder of the CRT funnel glass [31]. Nevertheless, Pb recovery from these leachant solutions (EDTA or the HNO3 acid) is an intricate process because most of other ions present in the funnel glass (such as Fe, Ca, Ba, and Mg) will also be leached. Leaching in sodium hydroxide is a common procedure that is broadly applied in extracting Pb and zinc metals from wastes and even ores [32,33,34], in which other metals present will not be leached in the solution. Pb can be easily recovered from the alkaline leachant using electrowinning [33]. The recovery from the leachate can also be done via several different processes, e.g., cementation [35], precipitation [36], solvent extraction [37], and adsorption [38,39,40].
Complexation reactions of EDTA with metal ions have gained broad examination intrigue especially in an alkaline solution [40]. Moreover, the effective carboxylic groups of EDTA will form disodium salt thus ease its dissolution in the aqueous medium. Despite these intriguing properties, no scrutiny on the leaching kinetics of lead ions with EDTA in alkaline solutions has been conducted.
In this work, we considered the mechanical and mechanochemical activation of cathode ray tube funnel glass for lead extraction from the glass powder using EDTA and NaOH followed by leaching in 5 M NaOH solution. The effect of different parameters controlling lead leaching such as time, and temperature on lead extraction were investigated, and various conditions were adjusted. The leaching kinetics were also studied and it was noted that the process was appropriately validated by a mixed kinetic control model. Last, of all, the process activation energy was figured out.
Materials and methods
Materials
A 14-inch CRT funnel glass sample of spent personal computers was supplied from a local computer shop in Cairo; Fig. 1 displays a photo of the CRT components. It was broken then the funnel glass was crushed into small pieces (less than 3 cm). Water scrubbing and sonication were used to remove the coating. The clean funnel glass particles were dry ground using a planetary ball mill to less than 0.2 mm. The ground product was dried at 105 °C overnight. The chemical composition of the glass powder was determined using XRF (Axios Advanced WDXRF Panalytical, Netherland). Table 1 demonstrates that the funnel glass is composed mostly of PbO, SiO2, and minor amounts of other oxides.

A photo of the CRT components
Sodium hydroxide (NaOH) and Ethylenediaminetetraacetic acid (EDTA) of pure grade were purchased from Sigma–Aldrich. Ultrapure water was used for preparing NaOH leaching solution.
Activation and mechanochemical processing
The ground CRT funnel glass product was subjected to a mechanical activation using a planetary ball mill (Retsch PM 200). The activation process was carried out step wise as 10 min each till desired time. The mill composed of zirconia pot of 125 cm3 capacity which contains 14 zirconia balls (3–7 mm in diameter). The grinding was carried out at 400 rpm for 2 and 4 h and the mass ratio of zirconia balls to glass was 25:1. The product was then further activated by mixing with the proper amount of EDTA and/or NaOH with different mass ratios (glass powder/EDTA/NaOH: 2/0.6/0, 2/1/0, 2/1.5/0, and 2/1/0.6) was performed. The resulting powdered product had particle size of 45 μm.
Leaching process
Leaching experiments were conducted on mechanically and mechanochemically activated CRT funnel glass powder products. It was carried out in a 500 ml three-necked glass bottle firmly fitted with reflux, thermometer, and pH-meter. The bottle was heated using a hotplate with a magnetic stirrer.
A 5 g of the activated (mechanically and mechanochemically) CRT funnel glass product was leached in 50 ml of 5 M NaOH solution at specific constant temperature (30–80 °C) for different periods ranging from 2 to 14 h. The pulp was filtered out, and the filtrate was diluted for analyzing lead using atomic absorption spectroscopy. Figure 2 shows a flowsheet for the whole lead extraction practice.

A process flowsheet for lead extraction from lead glasses
The leaching efficiency of Pb was computed from the equation:
where C1 is the Pb concentration in the leachant (g L−1), V is the volume of leachant (L), C2 is the percent of Pb in the funnel glass, and W (g) is the funnel glass weight.
Characterization of the materials
Pb ions in the leachant solution were analyzed by Atomic Absorption Spectrometer (AAS, Savantaa, Australia). Phase transformation of CRT powders before and after mechanochemical activation was recognized by X-ray powder diffraction technique (XRD, Bruker AXS-D8, Germany). Morphology of the samples was inspected utilizing field emission scanning electron microscope (FE-SEM; QUANTAFEG 250, Netherlands).
Results and discussion
Leaching of activated CRT powder
Figure 3 shows the leaching results of the mechanically activated CRT glass powder. The leachability of the powder noticeably enhanced from almost 3.4% to 26% after 10 h, compared to the raw (nonactivated) powder. The consequence of the activation time (2–4 h) in the ball mill does not much affect the leaching efficiency. Enhancement of leaching as a consequence of mechanical activation is accredited to the intensified specific surface area that increased as a result of fine grinding. This enhanced surface area thus led to growing the surface reactivity causing alterations in the glass construction. According to many reports, the mechanical activation process creates structural defects in the leaded-glass structure; the most momentous of them are the oxide (≡Si–O·) and peroxide radicals (≡Si–O–O·) [31, 42, 43].

Effect of leaching time on lead extraction using 5 M NaOH at 80 °C
Mechanochemical activation for two hours using ethylenediaminetetraacetic acid (EDTA) with different ratios (0.6, 1.5, and 1.5) and sodium hydroxide (NaOH) as an alkaline leachant were investigated (Fig. 4). Results assure the auspicious impact of mechanochemical activation on lead extraction from the glass. The extraction efficiency is increased with increasing activation time and glass powder ratio to EDTA (2:1). Increasing the EDTA up to 1.5 does not affect the extraction efficiency significantly. The maximum lead extraction is reached to 44% which is much higher than that of non-activated glass (3.4%) and for mechanically activated glass (26%).

Effect of the glass/EDTA mass ratios on the Pb extraction after mechanochemical activation for 2 h in 5 M NaOH at temperature: 80 °C
Increasing the mechanochemical activation time up to 4 h increased the extraction efficiency to 60% and 82% at glass ratio to EDTA of 2:0.6 and 2:1, respectively (Fig. 5). While mechanical activation occurs, the construction of the solid material becomes commonly chaotic, and nonstable defects with different slackening times could be generated [44]. Therefore, many exceptionally disturbed states in the material might form and decay quickly. These sluggishly short-lived changing states after intermittent mechanical activation are not all available for subsequent chemical lixiviation. Nevertheless, combining mechanical activation and leaching in one common step makes all excited states functioned for enhancing lead recovery from the funnel glass [45]. As seen in Fig. 6, the addition of NaOH with EDTA to the glass powder in the ball mill, reduced extraction efficiency from 86 to 43%. This is believed to be caused by the reaction of NaOH with EDTA forming the di-salt hence consuming an amount of EDTA.

Effect of the glass/EDTA mass ratios on the Pb extraction after mechanochemical activation for 4 h in 5 M NaOH at temperature: 80 °C

Effect of the glass/EDTA/NaOH mass ratios on the Pb extraction after mechanochemical activation for 4 h in 5 M NaOH at temperature: 80 °C
XRD analysis and morphology of activated glass powder
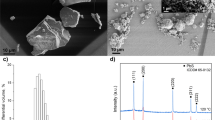
XRD was used to elucidate the phases change in the mixtures after mechanical and mechanochemical activation. The XRD patterns of the funnel glass before and after activation either mechanically or mechanochemically with EDTA/NaOH different ratios are shown in Fig. 7. The funnel glass before treatment shows amorphous peaks inferred to its non-crystalline structure nature. The figure also reveals that the funnel glass powder is still amorphous, and no crystallinity states appear even after the mechanical activation and mechanochemical activation with a glass/EDTA ratio of 2:0.6 and glass/EDTA/NaOH ratio 2:1:0.6 and. However, the XRD pattern of mechanochemical activated glass/EDTA sample with ratio 2:1 shows peaks for lead silicate at 2Ɵ = 19, 20, 22.5, 25, 27, 37 (JCPDS 72-0062).

XRD patterns of mechanical (a) and mechanochemical activated samples with different molar ratios of glass/EDTA/NaOH: b 2.0/1.0/0.6; c 2.0/0.6/0; and d 2.0/1.0/0 at 400 rpm for 4 h
Figure 8 shows the morphology of funnel glass as revealed by SEM before and after 4 h mechanical and mechanochemical activation with EDTA and EDTA/NaOH mixture. Compared with the starting material which has large particles of naturally lumpy tough surface, the activated sample is very fine and agglomerated powders indicating the effectiveness of mechanochemical activation in the destruction of leaded glass. TEM images of the activated glass powder (mechanically and mechanochemically) shown in Fig. 9, reveals the primary large particles aggregates of the glass powder not fully broken when mechanically activated for 4 h (Fig. 9a). When the particles mechanochemically activated with EDTA (glass/EDTA ratio 2:1) all the particles were smaller, with a cotton-like surface (Fig. 9b). The typical changes after mechanochemical activation with EDTA and NaOH (ratio 2:1:0.6) were further decrease of the particles size with sticking character due to the presence of NaOH.

Scanning electron micrographs of CRT funnel glass samples (mag 30,000): a non-activated, b 4 h mechanical activation, c 4 h mechanochemical activation glass/EDTA 2/0.6 ratio, d 4 h mechanochemical activation glass/EDTA 2.0/1.0 ratio, and e 4 h mechanochemical activation glass/EDTA/NaOH 2.0/1.0/0.6 ratio

TEM micrographs of CRT funnel glass samples (mag 20,000): a 4 h mechanical activation, b 4 h mechanochemical activation glass/EDTA 2.0/1.0 ratio, and c 4 h mechanochemical activation glass/EDTA/NaOH 2.0/1.0/0.6 ratio
Proposed mechanism
According to the chemical analysis, the lead funnel glass contains 20–23 wt% SiO2, 40–44 wt% of PbO, and 10–11 wt% Na2O and K2O [46]. In high PbO content glass, PbO forms a network consisting of PbO3 trigonal pyramids firmly bound to each other by sharing edges to form a Pb–O–Pb matrix. As previously reported [47], Pb and Si mixing sites were presented as Pb–O–Si in addition to the Pb–O–Pb bonds bound by and the same oxygen atom. The occurrence of these Pb–O–Pb bonds increases with Pb content affecting the number of Si–O–Si bonds in the leaded glass. The mechanochemical activation of the funnel glass powder leads to the release of lead oxide and silica molecules from the glass structure forming lead silicate (Pb3Si2O7). Lead from the lead silicate bounds with EDTA forming a non-toxic and very water-soluble complex according to the proposed mechanism shown in Fig. 10.

Proposed mechanism for the extraction of lead from CRT funnel glass by mechanochemical activation with EDTA/NaOH
Kinetic study
A very significant factor that affects the leaching kinetics is temperature. Its impact was scrutinized at 30, 40, 60, 80, and 100 °C. Through the experiments, the NaOH concentration and leaching time were kept unchanged. The results are revealed in Fig. 11 where the extraction was noted to upsurge with temperature rise. After 120 min of leaching, extraction percentage of lead from mechanochemical activated funnel glass powder for 4 h was 23.0% and 67.5% at 30 and 100 °C, respectively.

Effect of temperature on the Pb extraction in 5 M NaOH after mechanochemical activation for 4 h with glass/EDTA ratio 2.0/1.0
The leaching reaction of any solid material particles with a fluid reagent is usually expressed as follows:
where a, b, represent the stoichiometric coefficient, A and B represent the liquid reactant, and the solid undergoing lixiviation, severally. The kinetics of leaching reactions is often elucidated by the shrinking core model, wherein the interaction of the reactants happens along the solid exterior surface. At first, the reacting solid would be surrounded by a fluid film through which a mass transfer between them occurs. As long as the reaction continues, the unreacted solid body shrinks toward the core forming a porous product layer surrounding the unreacted core [48,49,50,51]. The rate of leaching is commonly contingent upon four basic models; either diffusion through a liquid film, diffusion through a product layer, a surface chemical reaction, or the mixed kinetic model. The rate equation in each model is, respectively, written as:
where t is the reaction time, x is the conversion fraction of dense particles, k1, kr, kd, and km is the rate constant for each model correspondingly. Usually, kinetics of a leaching reaction should fit with one of those models [52]. To figure out the kinetic parameters and the rate-controlling step of lead lixiviation in EDTA/NaOH solutions, the accomplished data from the leaching practice were assessed by applying the above Eqs. (1, 2, 3, 4).
To test the legitimacy of these models, the left side of their equations was plotted versus time for the effect of reaction temperature on Pb extraction by 5 M NaOH after mechanochemical activation for 4 h with glass/EDTA ratio 2.0/1.0 (Fig. 12).

Plot of (a) X; b \(1\; - \;\left( {1\; - \;x} \right)^{\frac{1}{3}}\); c \(1\; - \;3\;(1\; - \;x)^{\frac{2}{3}} \; + \;2\;(1\; - \;X)\;\); d \(\left[ {1\; - \;\left( {1\; - \;x} \right)^{\frac{1}{3}} } \right]^{2}\) versus time at various temperatures (30–100 °C) for Pb extraction in 5 M NaOH after 4 h mechanochemical activation with glass/EDTA ratio 2.0/1.0
The largest regression coefficients were obtained from the mixed kinetic model (Eq. 4) implying that leaching reaction can appropriately follow a mixed kinetic model, meaning that the overall rate-controlling factor is a combination of diffusion and surface chemical reaction. The rate constants and correlation coefficients for the different four models are revealed in Table 2.
The activation energy for this leaching process was demonstrated from the slope of the Arrhenius equation (ln k versus 1/T for the proposed models):
where K is the reaction rate constant, A is an exponential factor, Ea is the activation energy, T is the temperature (absolute), and R is the universal gas constant.
The Arrhenius plot is revealed in Fig. 13 from which Ea was calculated to equal 39.44 kJ mol−1; a value that is consistent with the mixed kinetic model dependency.

Arrhenius plot for leaching lead from funnel glass powder
To sum up, CRT funnels glass is not easy to deal with using customary mineral processing methods. Mechanochemical activation of such material could cause the structural defect, upsurge in interior energy, and hindrance to enhance the leaching process. Herein, this work has elucidated the changes that occurred in CRT funnel glass powder triggered by mechanochemical activation with EDTA and NaOH demonstrating the viability of using traditional leaching methods to manage the lead recovery. The process seemed favorable management for the CRT funnel glass that significantly enhancing lead recovery through alteration in the glass microstructure and bonding. A comparison of the current work with other mechanical or mechanochemical activation processes used to efficiently recover lead from CRT funnel glass is revealed in Table 3. As can be seen from the table, our study achieved a relatively high lead extraction 86% using EDTA, a substance considered environmentally safe, and leaching was performed at a reasonable temperature of 80 °C in a considerably short time compared to other methods that used sulfur and corrosive acids, or carbon reduction at elevated temperatures of 900° C.
Finally, to assess the safety of the CRT powder residues from leaching experiments, TCLP method was conducted to detect Pb concentration in the leach residue. In a general sense, lead concentration decreased with the increase of temperature and leaching time. As the content of PbO in milled CRT particles was high (44.03%) and their surface have numerous cracks, due to the ball milling, the leaching concentration of untreated CRT glass was 567.5 mg/l and it was much higher than the TCLP lead required level (5 mg/L). After double leaching of the residue at the process optimum conditions, the Pb concentration was found decreased to 9 mg/L which is not much higher than the TCLP level.
Thus, this proposed method is suitable and safe to extract lead from such hazardous waste, and also considered economically feasible to be industrially upscaled. It has several remarkable advantages such as low energy consumption, possibility of reuse of EDTA reagent, and silica residue for new glass production.
The recycled lead can be potentially used as a pigment in paints and coatings. Common lead pigments included white lead (2PbCO3·Pb(OH)2) and red lead (Pb3O4, Pb2O4, PbO2·2PbO). These compounds can be precipitated from the leachant solutions in a pure form using a carbonate or a hydroxide salt.
As per the clean CRT glass powders, it can be used as an adsorbent as reported by Deepak, 2013 [53]. He removed lead from aqueous solution with rate of about 56% when the CRT glass powders were first thermo-ionic treated with fluoride reagent and calcined at 600 °C. It can be also used to produce zeolites, which is an adsorbent and widely used in removing heavy metals from waste water [54].
Conclusion
Lead could be successfully extracted from CRT funnel glass in sodium hydroxide solution after mechanochemical activation with EDTA. The lead extraction from the glass was found dependent on both milling and leaching operations. Increasing the mechanochemical activation time up to four hours increased the extraction efficiency from 60 to 82% using 2:1 glass powder to EDTA weight ratio. Approximately a maximum lead recovery reached 86% in 5 M NaOH solution at 80 °C from the mechanochemically activated funnel glass for 4 h. The lead recovery, on the other hand, was 4% and 45% from the non-activated and mechanically activated samples, respectively, under the same conditions. Leaching kinetics of the funnel glass powder in 5 M NaOH solution was governed by the mixed kinetic model. The computed activation energy (Ea) at 30–100 °C was 39.44 kJ mol−1. Hence, Pb extraction from leaded funnel glass in sodium hydroxide solution can be enhanced by the mechanochemical activation with EDTA. The experimental results of this study provide an ecofriendly and efficient process for leaching and separation of lead from waste CRTs funnel glass.
References
Kang H, Shao Q, Guo X et al (2018) Separation and recovery of copper foil and fabric from waste printed circuit boards by decomposing brominated epoxy resin using near critical water. Eng Sci 1:78–85. https://doi.org/10.30919/espub.es.180312
Guan J, Liu M, Su R et al (2019) Microwave-assisted carbochlorination recovery of indium process of dynamic simulation based on multi-field coupling. ES Energy Environ 5:94–101. https://doi.org/10.30919/esee8c322
Chen M, Zhang FS, Zhu J (2010) Effective utilization of waste cathode ray tube glass-crystalline silicotitanate synthesis. J Hazard Mater 182:45–49. https://doi.org/10.1016/j.jhazmat.2010.05.135
Cesaro A, Marra A, Belgiorno V et al (2018) Chemical characterization and toxicity assessment for the sustainable management of end of life cathode ray tubes. J Mater Cycles Waste Manag 20:1188–1198. https://doi.org/10.1007/s10163-017-0685-2
Sinioros P, Anastasatou M, Kavouri S et al (2020) A preliminary study of the concentration of special purpose elements and precious metals in the enriched precipitates produced by a wet method of cathode-ray tube recycling. J Mater Cycles Waste Manag 22:524–535. https://doi.org/10.1007/s10163-019-00947-w
Andreola F, Barbieri L, Corradi A, Lancellotti I (2005) Cathode ray tube glass recycling: an example of clean technology. Waste Manag Res 23:314–321. https://doi.org/10.1177/0734242X05054422
Méar F, Yot P, Cambon M, Ribes M (2006) The characterization of waste cathode-ray tube glass. Waste Manag 26:1468–1476. https://doi.org/10.1016/j.wasman.2005.11.017
Musson SE, Jang YC, Townsend TG, Chung IH (2000) Characterization of lead leachability from cathode ray tubes using the toxicity characteristic leaching procedure. Environ Sci Technol 34:4376–4381. https://doi.org/10.1021/es0009020
Liu J, Xu X, Wu K et al (2011) Association between lead exposure from electronic waste recycling and child temperament alterations. Neurotoxicology 32:458–464. https://doi.org/10.1016/j.neuro.2011.03.012
Turbini LJ, Munie GC, Bernier D et al (2000) Examining the environmental impact of lead-free soldering alternatives. Proceedings of the 2000 IEEE international symposium on electronics and the environment. Institute of Electrical and Electronics Engineers (IEEE), San Francisco, CA, USA, pp 46–53
Méar FO, Yot PG, Kolobov AV et al (2007) Local structure around lead, barium and strontium in waste cathode-ray tube glasses. J Non Cryst Solids 353:4640–4646. https://doi.org/10.1016/j.jnoncrysol.2007.07.009
Sasai R, Kubo H, Kamiya M, Itoh H (2008) Development of an eco-friendly material recycling process for spent lead glass using a mechanochemical process and Na2 EDTA reagent. Environ Sci Technol 42:4159–4164. https://doi.org/10.1021/es0719576
Guo Y, Zhang Q, Lou X et al (2018) Indium recovery from waste liquid crystal display via chloride volatilization process: thermodynamic computation. Eng Sci 4:65–69. https://doi.org/10.30919/es8d752
Erzat A, Zhang FS (2014) Detoxification effect of chlorination procedure on waste lead glass. J Mater Cycles Waste Manag 16:623–628. https://doi.org/10.1007/s10163-014-0290-6
Grause G, Yamamoto N, Kameda T, Yoshioka T (2014) Removal of lead from cathode ray tube funnel glass by chloride volatilization. Int J Environ Sci Technol 11:959–966. https://doi.org/10.1007/s13762-013-0286-0
Singh N, Li J, Zeng X (2016) Solutions and challenges in recycling waste cathode-ray tubes. J Clean Prod 133:188–200
Miyoshi H, Chen D, Akai T (2004) A novel process utilizing subcritical water to remove lead from wasted lead silicate glass. Chem Lett 33:956–957. https://doi.org/10.1246/cl.2004.956
Singh N, Li J, Zeng X (2016) Global responses for recycling waste CRTs in e-waste. Waste Manag 57:187–197. https://doi.org/10.1016/j.wasman.2016.03.013
Yu-Gong, Tian XM, Wu YF et al (2016) Recent development of recycling lead from scrap CRTs: a technological review. Waste Manag 57:176–186. https://doi.org/10.1016/j.wasman.2015.09.004
Yot PG, Méar FO (2009) Lead extraction from waste funnel cathode-ray tubes glasses by reaction with silicon carbide and titanium nitride. J Hazard Mater 172:117–123. https://doi.org/10.1016/j.jhazmat.2009.06.137
Tromans D, Meech JA (2001) Enhanced dissolution of minerals: stored energy, amorphism and mechanical activation. Miner Eng 14:1359–1377. https://doi.org/10.1016/S0892-6875(01)00151-0
Guan J, Xiao H, Lou X et al (2018) Enhanced hydrometallurgical recovery of valuable metals from spent lithium-ion batteries by mechanical activation process. ES Energy Environ 1:80–88. https://doi.org/10.30919/esee8c126
Baláž P, Achimovičová M (2006) Selective leaching of antimony and arsenic from mechanically activated tetrahedrite, jamesonite and enargite. Int J Miner Process 81:44–50. https://doi.org/10.1016/j.minpro.2006.06.004
Batyukhnova OG, Ojovan MI (2009) Tribochemical treatment for immobilisation of radioactive wastes. In: Proceedings of the 2009 MRS fall meeting & exhibit, November 30–December 4, 2009, Boston, pp 421–426
Ficeriová J, Baláž P, Villachica CL (2005) Thiosulfate leaching of silver, gold and bismuth from a complex sulfide concentrates. Hydrometallurgy 77(1–2):35–39
Kalinkin AM, Kalinkina EV, Makarov VN (2003) Mechanical activation of natural titanite and its influence on the mineral decomposition. Int J Miner Process 69:143–155. https://doi.org/10.1016/S0301-7516(02)00126-6
Kleiv RA, Thornhill M (2006) Mechanical activation of olivine. Miner Eng J 19(4):340–347
Murakami Y, Shindo D, Zhang Q, Saito F (2002) Microstructural investigation on the mechanism to extract indium from wasted materials. Mater Sci Eng A 332:64–69. https://doi.org/10.1016/S0921-5093(01)01717-8
Stefanovsky S V., Chizhevskaya S V., Kirjanova OI, et al (2003) Application of mechanical activation for production of zirconate pyrochlore ceramic containing simulated rare-earth—actinide fraction of HLW. In: Proceedings of the international conference on radioactive waste management and environmental remediation, ICEM. American Society of Mechanical Engineers Digital Collection. pp 1239–1242
Zhang Q, Saeki S, Tanaka Y et al (2007) A soft-solution process for recovering rare metals from metal/alloy-wastes by grinding and washing with water. J Hazard Mater 139:438–442. https://doi.org/10.1016/j.jhazmat.2006.02.058
Yuan W, Li J, Zhang Q, Saito F (2012) Innovated application of mechanical activation to separate lead from scrap cathode ray tube funnel glass. Environ Sci Technol 46:4109–4114. https://doi.org/10.1021/es204387a
Chenglong Z, Youcai Z (2009) Mechanochemical leaching of sphalerite in an alkaline solution containing lead carbonate. Hydrometallurgy 100:56–59. https://doi.org/10.1016/j.hydromet.2009.10.004
Chenglong Z, Youcai Z, Cuixiang G et al (2008) Leaching of zinc sulfide in alkaline solution via chemical conversion with lead carbonate. Hydrometallurgy 90:19–25. https://doi.org/10.1016/j.hydromet.2007.09.007
Zhao Y, Stanforth R (2000) Production of Zn powder by alkaline treatment of smithsonite Zn-Pb ores. Hydrometallurgy 56:237–249. https://doi.org/10.1016/S0304-386X(00)00079-7
Silwamba M, Ito M, Hiroyoshi N et al (2020) Recovery of lead and zinc from zinc plant leach residues by concurrent dissolution-cementation using zero-valent aluminum in chloride medium. Metals (Basel) 10:531. https://doi.org/10.3390/met10040531
Kim E, Horckmans L, Spooren J et al (2017) Selective leaching of Pb, Cu, Ni and Zn from secondary lead smelting residues. Hydrometallurgy 169:372–381. https://doi.org/10.1016/j.hydromet.2017.02.027
Kokare A, Suryavanshi V, Zanje S et al (2016) Liquid-liquid extraction and separation of lead(II) by using: N-n -octylcyclohexylamine as an extractant: analysis of real samples. Anal Methods 8:6158–6167. https://doi.org/10.1039/c6ay00887a
Song J, Wang Y, Qiu J (2018) High adsorption performance of methyl blue from aqueous solution using hyperbranched polyethyleneimine grafted MWCNTs as an adsorbent. ES Mater Manuf 3:29–37. https://doi.org/10.30919/esmm5f193
Lin C, Qiao Z, Zhang J et al (2019) Highly efficient fluoride adsorption in domestic water with RGO/Ag nanomaterials. ES Energy Environ 4:27–33. https://doi.org/10.30919/esee8c217
Hou J, Fan L, Zhou M et al (2018) The combined electrokinetic and flushing remediation of multiple heavy metals co-contaminated soil enhanced with acid treatment. ES Energy Environ 2:82–89. https://doi.org/10.30919/esee8c132
Wadanambi L, Dubey B, Townsend T (2008) The leaching of lead from lead-based paint in landfill environments. J Hazard Mater 157:194–200. https://doi.org/10.1016/j.jhazmat.2007.12.088
Hu B, Zhao S, Zhang S (2015) Removal of lead from cathode ray tube funnel glass by generating the sodium silicate. J Air Waste Manage Assoc 65:106–114. https://doi.org/10.1080/10962247.2014.976721
Weber WJ, Ewing RC, Angell CA et al (1997) Radiation effects in glasses used for immobilization of high-level waste and plutonium disposition. J Mater Res 12:1946–1978. https://doi.org/10.1557/jmr.1997.0266
Baláž P, Achimovičová M (2006) Mechano-chemical leaching in hydrometallurgy of complex sulphides. Hydrometallurgy 84:60–68. https://doi.org/10.1016/j.hydromet.2006.04.006
Lyakhov N (1993) Mechanical activation from the viewpoint of kinetic reaction mechanisms. Proc 1st Int Conf Mechanochemistry 1:59–65
Hasanuzzaman M, Rafferty A, Sajjia M, Olabi A-G (2016) Properties of glass in materials. Reference module in materials science and materials engineering. Elsevier, Amsterdam
Lee SK, Kim EJ (2015) Probing metal-bridging oxygen and configurational disorder in amorphous lead silicates: insights from 17O solid-state nuclear magnetic resonance. J Phys Chem C 119:748–756. https://doi.org/10.1021/jp509780f
Demirkiran N (2008) A study on dissolution of ulexite in ammonium acetate solutions. Chem Eng J 141:180–186. https://doi.org/10.1016/j.cej.2007.12.012
Habbache N, Alane N, Djerad S, Tifouti L (2009) Leaching of copper oxide with different acid solutions. Chem Eng J 152:503–508. https://doi.org/10.1016/j.cej.2009.05.020
Künkül A, Gülezgin A, Demirkiran N (2013) Investigation of the use of ammonium acetate as an alternative lixiviant in the leaching of malachite ore. Chem Ind Chem Eng Q 19:25–35. https://doi.org/10.2298/CICEQ120113039K
Wen CY (1968) Noncatalytic heterogeneous solid-fluid reaction models. Ind Eng Chem 60:34–54. https://doi.org/10.1021/ie50705a007
Dickinson CF, Heal GR (1999) Solid-liquid diffusion controlled rate equations. Thermochim Acta 340–341:89–103. https://doi.org/10.1016/s0040-6031(99)00256-7
Pant D, Singh P (2013) Chemical modification of waste glass from cathode ray tubes (CRTs) as low cost adsorbent. J Environ Chem Eng 1:226–232. https://doi.org/10.1016/j.jece.2013.04.020
Yao Z, Wu D, Liu J et al (2017) Recycling of typical difficult-to-treat e-waste: synthesize zeolites from waste cathode-ray-tube funnel glass. J Hazard Mater 324:673–680. https://doi.org/10.1016/j.jhazmat.2016.11.041
Acknowledgements
The authors appreciatively acknowledge CMRDI for financially supporting this research study.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fathy, M.A., Abdelbasir, S.M., Hassan, S.S. et al. Mechanochemical activation for lead extraction from spent cathode ray tube. J Mater Cycles Waste Manag 23, 1090–1101 (2021). https://doi.org/10.1007/s10163-021-01198-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-021-01198-4