
Abstract
Mineral wool waste is often considered unrecyclable, due to its difficult-to-process physical composition, and potential microbial contamination in the post-consumer products. Total mineral wool waste generated in the EU is growing continuously and is currently over 2.3 Mt annually, volumetrically accounting for the largest single waste source in some landfills. Here, we take advantage of the alkali-soluble nature of the rockwool waste, and use a combined mixing and dissolution method to prepare this otherwise unusable waste for geopolymerization, with up to 33 % inclusion in the final product. This mixing and dissolution step enables sufficiently high solids content to form a castable geopolymer paste, which forms a rigid matrix and a compressive strength of 12.8 MPa, sufficient for structural applications. This is the first time mineral wool waste has been used as a geopolymer precursor. FESEM and XRD analysis of the formed products were performed to verify geopolymer formation. Using the preparation reported here, otherwise unrecyclable mineral wool waste can potentially be turned into a valuable raw material for geopolymer materials.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A proper thermal insulation is one of the most effective ways to achieve sustainability and saving energy used for heating and cooling buildings. However, the recyclability of the insulation materials is not often considered, and is a major bottleneck. Mineral wool—a general term for rockwool and glass wool—is the most common insulation material in buildings worldwide. However, despite energy savings during the use phase, it does not have a favourable overall impact on the environment [1]; mineral wool waste is a major worldwide problem due to the large amounts generated in construction and demolition waste (CDW). It is a waste stream that is often considered unrecyclable. In 2010, the amount of mineral wool waste generated in Europe totaled 2.3 Mt and by 2020 the amount is estimated to be over 2.5 Mt [2]. Due to the low density of mineral wool, it is relatively expensive to transport and requires large landfilling areas.
Because of the importance of reducing the CDW waste, previous studies have considered mineral wool waste to be reused in ceramics [3, 4], cement composites [5–7], fiber-based composites [8], gypsum board, [9–11], and tiles [12]. In some cases, the mineral wool waste can also be recycled back to the manufacturing process by briquetting [13, 14]. However, despite many attempts, the utilisation of post-consumer and fine mineral wool waste is still extremely low. Problems in mineral wool recycling cause the fibrous nature of the material in many cases, including cement and gypsum applications, where water demand has to be minimised, and adding a fibrous material drastically reduces the flowability.
To address these challenges, the objective of this work was to develop a method for utilisation of mineral wool waste as an inorganic binder, also called geopolymers, with a high fraction of waste materials in the mix design. The term ‘geopolymer’ is used loosely here, with high calcium and magnesium content in the precursor, the exact term would be more cumbersome ‘alkali-activated material’. Geopolymers are alkali-activated aluminosilicate materials, with similarities to ceramics and organic polymers [15]. They are formed at near room temperature by the reaction of solid aluminosilicate material, such as fly ash, with liquid alkali activator. The reaction product in geopolymer processing is a structurally disordered, highly cross-linked aluminosilicate gel and in high-calcium systems a calcium aluminosilicate hydrate [15]. Crystalline zeolite phases can also be present, especially in higher water content gels. [15] Alkali-activated materials have received increasing attention from the scientific community in recent years, due to their promise in drastically lowering CO2 emissions compared to traditional OPC cement, but also the flexibility that these silicon-based inorganic polymers present in terms of material properties and their potential in using secondary raw materials [16–24].
Geopolymers are made by mixing an alkali solution with an alumino-silicate source, that is finely ground and in reactive form. Alumino-silicate source can be waste material, such as fly ash, or fired clays that contain large amounts of aluminum and silicates in soluble form that are dissolved by the alkaline environment created by the activator, most often sodium hydroxide. The ensuing reorientation and solidification of the silicon and aluminum hydrates in polymer-like chains is then responsible for structural strength of geopolymer. In high-calcium systems, the main binding phase is an aluminum-substituted calcium silicate hydrate-type gel instead, which has a disordered tobermorite-like structure [15]. Many of the end products are X-ray amorphous, which explains why the structure has only recently been accurately characterised despite it being chemically and thermally highly stable [25].
In terms of chemical composition and mineralogy rock wool offers an ideal precursor for geopolymerization; silicon and aluminum present are soluble, since the fibres are purposefully designed to be in the soluble form due to safety reasons (Fig. 1). Insoluble mineral fibres, such as asbestos, are dangerous when inhaled and, therefore, man made mineral fibres (MMMF) are designed to dissolve in the normal pH of human body [26, 27]. Despite the high solubility, the physical composition of the fibres poses a bigger challenge when used in geopolymers: they typically compose of 5–10 µm thick fibres, and, therefore, it is impossible to form a flowable paste by mixing any significant amount of mineral wool in the paste. Fibres increase the need for lubricating water in the paste, which is detrimental to the strength—excess water will escape the matrix when drying, leading to cracking and low compressive strength.

Chemical compositions of rockwool and glass wool compared to other alkali-activated binders
To answer these difficulties in mineral wool waste utilisation, we gradually dissolved the mineral wool fibres in alkali solution by vigorous mixing in high alkali concentration (Fig. 2). This type of preparation enabled sufficiently high solid content of mineral wool in the geopolymer mixtures and, therefore, presents a viable option for utilising mineral wool waste in alkali activated materials.

Alkali activation process used for waste rockwool fibres. Above the visual appearance of the alkali activated rockwool, including false coloured microscope images. The digital false colouring was done for clarity, fly as can be seen as spherical brown particles, while the formed geopolymer is cyan in colour. Below a flowable paste was formed by combining the dissolution of rockwool fibres in high pH and mechanical forces of mixing. Geopolymers were then cured at slightly elevated temperatures
Materials and methods
Precursor analysis
To aid in the geopolymer mix design, the chemical compositions of the fly ash and rockwool waste were first analysed. The chemical composition of the precursors was determined with X-ray fluorescence (XRF) from a melt-fused tablet. Rockwool composed of 42 % SiO2 and 16.6 % Al2O3, giving natural SiO2/Al2O3-ratio of 2.53. Aluminum and silicon, which are responsible for the geopolymerization, account for 58.6 % of the total composition in rockwool (Table 1). Fly ash was from pulverised coal combustion, with 2.5 % loss on ignition at 800 °C, and median particle size of 15 µm.
To assess the reactivity of the raw materials a selective dissolution method [28–30] was utilised. With this method it is possible to determine the fraction of each component that is available for hardening reactions (reactive fraction) [31]. The reactive calcium CaO, silica SiO2 and aluminum Al2O3 were determined as an amount of soluble in ethylenediaminetetraacetic acid (EDTA, 0.025 M) and triethanolamine (TEA, 0.017 M) solution having pH of 11.6 ± 0.1. The dissolution was performed in room temperature, stirring for 30 min. Solid/liquid ratio in the dissolution procedure was 1:105 (2.5 g sample, and 262.5 ml liquid). The solution was then filtered using GF/C filter paper, washed seven times with deionized water, and three times with ethanol. Solid residue was then dissolved further to reduce the error from formed precipitates in the first step: residue was stirred in 100 ml of 5 % HCl, for 3 h in room temperature, filtered and rinsed with water. The contents of CaO, SiO2 and Al2O3 in the solution were determined using the inductively coupled plasma (ICP) technique (ICP-OES Thermo Scientific iCAP 6000 series w/quartz glass torch).
XRD analyses was performed to the starting materials (mineral wool waste and fly ash), and to the final geopolymer materials. The preparation steps differed slightly: the geopolymer samples were simply homogenised manually in an agate mortar, and the mineral wool waste was ground in a Retsch Cryomill with 25 Hz frequency, 3 min grinding time and 2.5 min pre-cooling time with nitrogen. Identification of the main crystal phases of powdered samples were made with Siemens 5000 X-ray diffractometer with CuKaα radiation (40 mA and 40 kV) and graphite monochromator. Step interval, integration time and angle interval used were 0.04°/step, 2.5 s/step, and 10°–70°, respectively. ICDD-database was used for identification of crystal phases [32].
For Field emission electron microscope analysis (FESEM, Zeiss Ultra Plus) geopolymer samples and mineral wool waste were attached on a carbon tape and coated with carbon. Acceleration voltage was 5 kV and beam current 9.95 nA.
Geopolymer preparation
Geopolymers were prepared by first mixing liquids, then adding fly ash, sand and finally rockwool waste in a small laboratory mixer (Kenwood Titanium). The purpose of adding sand was to aid in dissolution and breaking of the mineral wool fibres—the sand grains act as grinding media delivering impact to the fibres. Tap water and sodium aluminate were mixed and cooled beforehand to avoid the exothermal reaction during alkali activation. Rockwool waste was added added in roughly ten batches during 40 min to enable the dissolution of the fibres while mixing. If rockwool was added all at once, proper mixing was impossible due to the dryness of the resulting paste. Therefore, by adding the rockwool gradually and letting it dissolve and break in the alkaline environment, proper mixing was achieved, see Fig. 2 for the schematic illustration of the mixing procedure.
After mixing, the paste was poured into 25 mm by 25 mm plastic cylindrical moulds, sealed watertight and cured at 80 °C for 48 h. Samples were demoulded after heat treatment, and kept sealed in room temperature before further analysis.
Five different mix designs were tested, with SiO2/Al2O3-ratio ranging from 1.8 to 3.8, and the amount of water was kept constant (Table 2).
In addition, rockwool-only geopolymer was prepared for XRD and SEM observations to study the resulting reaction products (Figs. 2, 4).
For the unconfined compressive strength measurements, the top and bottom ends of the specimens were sanded flat by sand paper, and the unconfined compressive strength was measured using Instron 8500. Compressive force was increased at 2.4 kN/s until failure, and the maximum force was used to calculate the compressive strength. The average of three specimens was calculated, and the error bars show standard deviation in each direction.
The leachable hazardous elements were tested on a rock wool-only geopolymer sample. These sample was prepared by mixing 140 g of pulverised rock wool with 63 g of sodium aluminate solution (14.3 wt% sodium aluminate (Sigma Aldrich), 22.2 wt% NaOH (VWR Merck) and 63.5 wt% H2O). Geopolymer paste was cast into cylindrical mould and hardened in oven (50 °C) for 4 days and then 24 days in room temperature in a plastic bag. After 1 year the leachable concentration of hazardous components from the rock wool geopolymer sample were determined by the method described in SFS EN 12457-2.
Results and discussion
Mineralogy and microstructure
Rockwool proved to be excellent geopolymer precursor material due to its high solubility. Selective solubility test was conducted on the precursor materials at pH 11.6, and rockwool was almost twice as soluble as fly ash (Fig. 3). The solubilities obtained by the selectively soluble method most likely underestimate the solubilities in the geopolymer reaction, where pH is higher, up to 14.

Selective solubilities of precursor materials at pH 11.6. Pie chart showing the selectively soluble portion of the rockwool
The solubility of the material was also evident in the mixing behaviour of the geopolymer pastes containing rockwool fibres; the workability of the solution increased considerably during mixing. This change in workability is most likely caused by a decrease in the length of the individual mineral fibres, which are broken down in the high pH of the solution. Fiber length has been shown to affect solution viscosity to a high degree [33]. This dissolution behaviour was successfully utilised in processing: by adding the mineral wool in multiple batches and letting the fibres dissolve before adding more. In contrast, if the fluid and mineral wool was mixed all at once, the resulting mix was a wet fiber mat, which could not be mixed effectively. This processing lead to geopolymer formation as well (Fig. 4 “rockwool-only geopolymer”), however, it lead to soft material with low integrity (Fig. 5d).

Mineralogical characterization of the raw materials and formed geopolymer

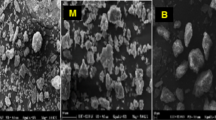
Scanning electron microscopy pictures of the rockwool geopolymers
Therefore, because the selective solubility of mineral wool is very high (Fig. 3), and the workability of the geopolymer paste increased drastically over time, it is safe to assume that the mineral wool fibres are dissolved and broken during the synthesis steps. The dissolution is not complete, since fibres can still be seen in the SEM images of the final geopolymer (Fig. 5b, c).
The geopolymer gel is difficult to characterise, the composition of the gel is not constant, and, therefore, XRD analysis is the go-to analysis when analysing geopolymer gels. The presence of geopolymer can be seen in XRD diffractogram as a “halo” around 29°, and crystalline peaks result from the zeolite phases.
To assess the mineralogical composition of the raw materials, XRD analysis was conducted as well, revealing the crystalline structures. XRD findings corroborated the solubility data: insoluble crystalline phases, quartz and mullite were present in the fly ash sample, while rockwool waste was completely amorphous, showing no visible peaks and a broad halo around 30° 2θ (Fig. 4).
Analysis was carried out on the geopolymer samples as well, where some crystalline phases were present, and a halo at 27–29° 2θ, which can be attributed to geopolymerized amorphous gel [18]. The crystalline or semi-crystalline phases formed by alkali activation of rockwool with fly ash were mostly sodium-aluminate-silicate-hydrate (NASH) which is the main reaction product in alkali-activated systems, and aluminate-substituted calcium silicate hydrate (CASH) gel, which is a binding phase of hydrated Portland cement [34]. These same CASH and NASH phases were also present in the rockwool –only geopolymer, clearly showing that mineral wool can be used as a geopolymer precursor. To our knowledge, this is the first time geopolymers have been prepared with mineral wool as the main precursor material.
Rockwool sample also contained 12.2 % MgO and 11 % Fe2O3, which have been suggested to take part in the geopolymer reactions [35, 36]. However, the geopolymer product did not seem to include reacted magnesium, which have been reported to consist of hydrotalcite, Mg6Al2(CO3)(OH)16·4(H2O) [35]. However, it may be in amorphous form, in which case it cannot be seen in XRD gram, so it cannot be ruled out.
To further assess the microstructure of the geopolymerization, SEM images were acquired of the rockwool before and after alkali activation with fly ash (Fig. 2). The diameter of the rockwool fibres is roughly 10 micrometres before the geopolymerization (Fig. 2a), and after the reaction some undissolved fibres can be found. The SEM image of the fly ash rockwool fracture surface reveals a continuous matrix with partly undissolved fibres and fly ash particles present (Fig. 2b). In higher magnification of the same geopolymer a layer of the reaction products can be found covering the unreacted fly ash particles and rockwool fibres (Fig. 2c).
Additionally rockwool—only geopolymers were prepared, however, with higher liquid to solid (L/S) ratios. This method was not successful in creating monolithic samples, and the compressive strength was on the order of 1 MPa. Microstructural characterization revealed, however, that partial dissolution took place (Fig. 2d) and the reaction products were mainly crystalline, which should be expected for L/S ratios due to more extensive zeolite formation (Fig. 4). The reaction products comprised of calcium-aluminate-silicate-hydrate and sodium-aluminate-silicate-hydrate.
Leaching tests
To test the feasibility of the geopolymerized material in construction applications, the leachable hazardous elements were tested on a rock wool-only geopolymer sample prepared for this purpose (Table 3). The only element that was leachable in notable concentration was vanadium. Vanadium can exist as oxyanionic-species under alkaline conditions and has been observed to leach from coal fly ash-based geopolymers [37]. The composition and activator was not optimised for the geopolymerization, and it is expected that the leached concentrations can be lowered considerably by optimising the alkali-activation protocol.
Mechanical properties
To assess the mechanical qualities of the formed geopolymers, their unconfined compressive strength was measured after 28 days of curing in ambient temperature, and the results can be seen in Fig. 6. The highest compressive strength and the highest bulk density were both achieved with SiO2/Al2O3-ratio of 2.47, that contained 33 % rockwool waste and 47 % fly ash, resulting in 12.8 MPa compressive strength. There was no clear correlation between the bulk density and compressive strength (see Supplementary Information, Fig. S1). The bulk densities of the resulting geopolymer pastes varied between 1.33 and 1.59.

Mechanical properties of the geopolymer composites. Unconfined compressive strength as a function of the soluble SiO2/Al2O3-ratio (left) and the bulk density (right). Inset optical image of the sample with the highest compressive strength after demolding
Rockwool typically consists of 96–98 % inorganic material, and the rest is an organic binder, typically urea modified phenol–formaldehyde binder [38]. This organic binder does not seem to negatively effect the alkali-activation, however, its fate in the final product is unknown. This issue is very important when considering the reuse of mineral wool as geopolymer precursor, especially the possibility of volatile emissions. Further investigation is required to determine the VOC emissions of the geopolymers.
Conclusions
The object of this work was to develop a method for utilisation of mineral wool waste as a geopolymer binder raw material, with high fraction of mineral wool waste in the mix design. Using the newly described method, geopolymers with excess of 12 MPa compressive strength were synthesised, with 33 % rockwool and 47 % fly ash inclusion. The resulting geopolymer paste was achieved with H2O/dry mass-ratio of 0.40, and had a SiO2/Al2O3-ratio of 2.47. The geopolymerisation was verified using X-ray diffractometry, and the reaction products included calcium alumimun silicate hydrate and sodium aluminum silicate hydrate, which are the main binding phases of alkali activated systems with calcium. The same reaction products were present in pure rockwool geopolymer and in geopolymer prepared using fly ash and rockwool as precursors.
References
Dylewski R, Adamczyk J (2011) Economic and environmental benefits of thermal insulation of building external walls. Build Environ 46:2615–2623. doi:10.1016/j.buildenv.2011.06.023
Väntsi O, Kärki T (2013) Mineral wool waste in Europe: a review of mineral wool waste quantity, quality, and current recycling methods. J Mater Cycles Waste Manag 16:62–72. doi:10.1007/s10163-013-0170-5
Pranckevičienė J (2011) Impact of mineral wool production waste on properties of sintered ceramics. Dissertation, VGTU leidykla „Technika“
Kizinievič O, Balkevičius V, Pranckevičienė J, Kizinievič V (2014) Investigation of the usage of centrifuging waste of mineral wool melt (CMWW), contaminated with phenol and formaldehyde, in manufacturing of ceramic products. Waste Manag. doi:10.1016/j.wasman.2014.01.010
Cheng A, Lin WT, Huang R (2011) Application of rock wool waste in cement-based composites. Mater Des 32:636–642. doi:10.1016/j.matdes.2010.08.014
Lin WT, Han TY, Huang CC, Cheng A, Huang R (2012) Using rock wool wastes as partial replacement of cement in cement-based composites. Adv Sci Lett 8:489–494
Hagerman RM (1987) Mineral wool waste cement [Internet]. http://www.google.fi/patents?id=1q46AAAAEBAJ. Cited 4 Oct 2013
Felegi J Jr, Kehrer KP (1990) Composite fiberboard and process of manufacture [Internet]. http://www.google.fi/patents?id=-ecnAAAAEBAJ. Cited 29 Jan 2014
Ali MH (1985) Fire resistant gypsum board containing mineral wool fibers and method [Internet]. http://www.google.com/patents?id=sM8rAAAAEBAJ. Cited 11 Jun 2013
Cadotfe JE, Cadotfe JE (1970) Production of water-laid felted mineral fiber panels including use of flocculating agent [Internet]. http://www.google.fi/patents?id=-NtyAAAAEBAJ. Cited 4 Oct 2013
Long WJ (1984) Mineral fiber-containing paper for the production of gypsum wallboard product prepared therewith [Internet]. http://www.google.com/patents/CA1192709A1. Cited 18 Nov 2015
Duster A (2007) Characterisation of mineral wastes, resources and processing technologies—Integrated waste management for production of construction material. Case Study: waste mineral fiber in ceiling tile manufacture. http://www.smartwaste.co.uk/filelibrary/Ceiling_tiles_waste_mineral_wool.pdf
Talling B, Sarudis M (1995) Raw material briquette for mineral wool production and process for its preparation and its use [Internet]. http://www.google.com.ar/patents/US5472917. Cited 18 Nov 2015
Heinelt W (1996) Method and apparatus for treating mineral wool wastes [Internet]. http://www.freepatentsonline.com/EP0526697.html. Cited 29 Jan 2014
Provis JL, Bernal SA (2014) Geopolymers and related alkali-activated materials. Ann Rev Mater Res 44:299–327. doi:10.1146/annurev-matsci-070813-113515
Bansal NP, Singh JP, Kriven WM (2012) Advances in ceramic matrix composites XI. In: Proceedings of the 107th Annual Meeting of The American Ceramic Society, Baltimore, Maryland, USA 2005, Ceramic Transactions. Wiley
Choi SJ, Jun SS, Oh JE, Monteiro PJM (2010) Properties of alkali-activated systems with stone powder sludge. J Mater Cycles Waste Manag 12:275–282. doi:10.1007/s10163-010-0297-6
Duxson P, Fernández-Jiménez A, Provis JL, Lukey GC, Palomo A, Van Deventer JSJ (2007) Geopolymer technology: the current state of the art. J Mater Sci 42:2917–2933
Hartmann A, Petrov V, Buhl JC, Rübner K, Lindemann M (2014) Digestion reactions of paper sludge combustion ash in strong alkaline solutions at 60 °C. J Mater Cycles Waste Manag 1–14. doi:10.1007/s10163-014-0320-4
Murari K, Siddique R, Jain KK (2014) Use of waste copper slag, a sustainable material. J Mater Cycles Waste Manag 17:13–26. doi:10.1007/s10163-014-0254-x
Natali A, Manzi S, Bignozzi MC (2011) Novel fiber-reinforced composite materials based on sustainable geopolymer matrix. Procedia Eng 21:1124–1131. doi:10.1016/j.proeng.2011.11.2120
Provis JL (2014) Geopolymers and other alkali activated materials: why, how, and what? Mater Struct 47:11–25. doi:10.1617/s11527-013-0211-5
Takeda H, Hashimoto S, Iwata T, Honda S, Iwamoto Y (2012) Fabrication of bulk materials with zeolite from coal fly ash. J Mater Cycles Waste Manag 14:403–410. doi:10.1007/s10163-012-0084-7
Van Deventer JSJ, Provis JL, Duxson P (2012) Technical and commercial progress in the adoption of geopolymer cement. Miner Eng 29:89–104. doi:10.1016/j.mineng.2011.09.009
Van Deventer JSJ, Provis JL, Duxson P, Lukey GC (2007) Reaction mechanisms in the geopolymeric conversion of inorganic waste to useful products. First International Conference on Engineering Waste Treat Benef Use Waste-Prod WasteEng 2005, 139:506–513. doi:10.1016/j.jhazmat.2006.02.044
EU Directive 97/69/EC (1997) [Internet]. http://www.lapinusfibres.com/files/Lapinus%20Fibres%20Files/HealthandSafety/HealthandSafetyFiles/eu_directive_97_691.pdf. Cited 26 May 2016
Kohyama N, Tanaka I, Tomita M, Kudo M, Shinohara Y (1997) Preparation and characteristics of standard reference samples of fibrous minerals for biological experiments. Ind Health 35:415–432
Dyson HM, Richardson IG, Brough AR (2007) A combined 29Si MAS NMR and selective dissolution technique for the quantitative evaluation of hydrated blast furnace slag cement blends. J Am Ceram Soc 90:598–602. doi:10.1111/j.1551-2916.2006.01431.x
Luke K, Glasser FP (1987) Selective dissolution of hydrated blast furnace slag cements. Cem Concr Res 17:273–282. doi:10.1016/0008-8846(87)90110-4
Haha MB, De Weerdt K, Lothenbach B (2010) Quantification of the degree of reaction of fly ash. Cem Concr Res 40:1620–1629. doi:10.1016/j.cemconres.2010.07.004
Illikainen M, Tanskanen P, Kinnunen P, Körkkö M, Peltosaari O, Wigren V, Österbacka J, Talling B, Niinimäki J (2014) Reactivity and self-hardening of fly ash from the fluidized bed combustion of wood and peat. Fuel 135:69–75. doi:10.1016/j.fuel.2014.06.029
The International Centre for Diffraction Data (ICDD) (2006). The powder diffraction file; the international centre for diffraction data (ICDD): Philadelphia, PA
Kitano T, Kataoka T, Shirota T (1981) An empirical equation of the relative viscosity of polymer melts filled with various inorganic fillers. Rheol Acta 20:207–209. doi:10.1007/BF01513064
Garcia-Lodeiro I, Palomo A, Fernández-Jiménez A, Macphee DE (2011) Compatibility studies between N-A-S-H and C-A-S-H gels. Study in the ternary diagram Na2O–CaO–Al2O3–SiO2–H2O. Cem Concr Res 41:923–931. doi:10.1016/j.cemconres.2011.05.006
Bernal SA, San Nicolas R, Myers RJ, Mejía de Gutiérrez R, Puertas F, van Deventer JSJ, Provis JL (2014) MgO content of slag controls phase evolution and structural changes induced by accelerated carbonation in alkali-activated binders. Cem Concr Res 57:33–43. doi:10.1016/j.cemconres.2013.12.003
Lemougna PN, MacKenzie KJD, Jameson GNL, Rahier H, Melo UFC (2013) The role of iron in the formation of inorganic polymers (geopolymers) from volcanic ash: a 57Fe Mössbauer spectroscopy study. J Mater Sci 48:5280–5286. doi:10.1007/s10853-013-7319-4
Izquierdo M, Querol X, Davidovits J, Antenucci D, Nugteren H, Fernández-Pereira C (2009) Coal fly ash-slag-based geopolymers: microstructure and metal leaching. J Hazard Mater 166:561–566
Kowatsch S (2010) Mineral Wool Insulation Binders. In: Pilato L (ed) Phenolic Resins Century Prog. Springer, Berlin, pp 209–242
Acknowledgments
The authors would like to thank Ekokem Environmental Stipend Fund for financial support, and Sanna Torniainen for performing a part of the experimental work as part of her undergraduate thesis.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kinnunen, P., Yliniemi, J., Talling, B. et al. Rockwool waste in fly ash geopolymer composites. J Mater Cycles Waste Manag 19, 1220–1227 (2017). https://doi.org/10.1007/s10163-016-0514-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-016-0514-z