
Abstract
The high quality of syngas from gasification and cleaning systems can be utilized for energy generation or commodity chemicals. To evaluate the quality of syngas from waste gasification and to obtain design factors for commercial scale, we identified the characteristics of particles depending on the cleaning units in pilot scale. The particle size distribution, amount of particles and heavy metals were analyzed at gasifier and each cleaning unit which are quenching scrubber, venturi scrubber, neutralization scrubber, desulfurization scrubber, and wet electrostatic precipitator. As a result, about 99.98 % of the particles were removed through 5 cleaning systems, from 51,226 mg/Nm3 at gasifier to 12 mg/Nm3 at WESP, and were ostensibly undetectable. Moreover, the minimum size of particles that could be eliminated was different depending on wet cleaning systems. The particle size at 90 % in the cumulative was generated up to 24.029 µm at the gasifier and the removed particle size distribution at WESP ranged from 0.370 to 12.795 µm. From the particulate matters point of view, the syngas from waste gasification with cleaning systems can be properly utilized for energy recovery systems.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently, renewable energy is focused on the solution for environmental problems and global climate change, alternative fossil fuel. In particular, the attention to renewable energy from waste has been growing due to the global demand for economic growth and limited waste treatment. Moreover, the Korean government has designated the generation of syngas from waste gasification as the domestic renewable energy for economic growth since 2014, and has expected energy utilization from waste gasification in 2018 [1]. To meet this policy, waste gasification process needs cleaning technologies for syngas and elaborate operation skills to use syngas as fuel for energy utilization.
Waste gasification is the thermochemical technique of solid waste. The carbonaceous materials in waste are converted into gases rich in carbon monoxide and hydrogen. The syngas produced from gasifier passes through the cleaning process to remove particular matter. In addition, syngas can be utilized for electricity generation by using internal combustion engine (ICE) or chemicals, etc. Thus, these syngas removed particles will be utilized for energy, in other words, the waste can be converted into high value materials. However, the application process depends on the pollutant characteristics due to differences in their required performance and standards.
The end applications require certain concentrations of heavy metal and acid gas, which are sensitive to the characteristics of particles. In addition, the particulate matters must meet satisfactory particle size and concentration depending on end applications as described in Table 1 [2–4]. To obtain high quality of syngas, there are two ways. One is to design the proper types of cleaning units, and the other one is to control operating conditions. If wet cleaning systems are at the end position of gasifier, it will enhance the quality of the syngas and reduce temperature required for the application of syngas in IC engines, gas engine or making chemicals [5].
In case that uncleaned syngas is used in end applications, the particulate matter in syngas can lead to inhibition effects on gasification by fouling of equipment and blocking spray nozzles used to disperse liquid. The particulate matter causes shutdown of gasification system and an increase in costs for maintenance. For example, blade abrasion can occur in gas turbines. In applying the F–T synthesis process as chemicals, the particulate matter can disturb the F–T (Fischer–Tropsch) synthesis catalysts. Therefore, a certain concentration of particles and particle size must be controlled for the end applications.
The particulate matter agglomerates together to form larger clusters. It is difficult to completely separate from syngas using one equipment. According to reports, fine carbon dust was produced depending on various factors. One is superficial velocity or residence time of syngas in a gasifier, and the other one is temperature at each height of gasifier, especially the middle stage, which is close to entrance of waste at the horizontal compressed-type fixed-bed waste gasification and melting furnace. If the middle stage temperature can be controlled, the amount of produced fine dust will decrease [6]. To utilize the syngas produced from the waste gasification on a commercial scale, specific design factors are needed for advanced gasifiers. In addition, the characteristics of produced particulate matter such as concentration, size and concentration of heavy metals should be analyzed to design an optimized cleaning system.
The universal cleaning systems for removing the particles are cyclone, bag filter, venturi scrubber and WESP (Wet Electrostatic Precipitator). The characteristics of removed particulate matter are different with respect to each cleaning system, as listed in Table 2 [7, 8]. On the point of particulate matter, a wet cleaning system can remove particles better than a dry cleaning system. To increase the efficiency of removal for wet cleaning systems, some information such as flow-rate of syngas, the amount of particulate matter and particle size, etc., should be collected while waste gasification is operating. Particularly, if the WESP is operated with proper electrostatic properties, the removal efficiency of particles is improved. On the other hand, wet cleaning systems cause a wastewater treatment problem. In general, to purify wastewater, activated carbon has been typically used because of its large pore size and big surface, but it is expensive and consumes a lot of energy [9].
ASR (Automobile shredder residue) has been suggested as in put material for waste gasification due to its high amount of combustible materials. ASR is from discarded cars; the parts except metal components such as iron and copper have been crushed and the residue is collected. As the number of used cars grows, the amount of ASR also increases. It is concerning from an environmental, legal and poliitical point of view. Nevertheless, it is difficult to adjust for the inclusion of recycling process in landfill or incineration, due to the limits of landfill site, environmental treatment cost and hazardous components. Therefore, if the ASR is treated in gasification and melting furnace systems, the problems from environment, legal and political standpoint can reduce. The combustible materials of ASR are converted into syngas. Incombustible materials melt in the furnace and are converted into slag in the quencher. The slag is especially very stable environmentally, enough to recycle for concrete and construction aggregate [6, 10–13].
As shown in Tables 1 and 2, the syngas quality requirement is different depending on the types of application such as IC engine, F–T synthesis or turbine. Therefore, determining the characteristics of particulate matter produced from gasification is critical to designing cleaning systems on a commercial scale, while only few results have been reported on particulate matter emitted from pilot scale of gasification. In addition, ASR has much potential to use energy resources due to many organic components such as plastics and rubber. However, ASR contains lots of heavy metals and ash, which are hard to recycle [14].
Therefore, this study aims to determine characteristics of particulate matter in our pilot scale of waste gasification and cleaning system to apply for advanced gasifier with electric generation or conversion chemicals process on a commercial scale. From the particulate matters point of view, the quality of syngas must be evaluated. We performed the examination of the characteristics of particulate matter with the amount of produced and removed particles, heavy metals and particle size from the waste gasification and wet cleaning systems.
Materials and methods
Waste materials
For this study, ASR was used as input material collected in South Korea, on March in 2015. The characteristics of ASR were investigated including proximate, ultimate analysis and lower heating value, as listed in Table 3. Prior to each analysis, the samples were evenly collected by following the procedure conical quartering method. This method is in the Official test method for waste materials [15]. The composition of C, H, N was analyzed with an elemental analyzer (Thermo, flash 2000), the equipment used to determine S and Cl was ion chromatography (Dionex, ICS-1100) and the fraction of O was determined by difference. In addition, the HHV (higher heating value) was obtained, from experiment using a bomb calorimeter (Parr, Parr 6400). From the HHV, the LHV (lower heating value) can be calculated with caloric of moisture and hydrogen fraction. To analyze the heavy metals, the ICP was used (iCAP 7000, Thermo Scientific).
Description of gasification system
The gasification and cleaning system on pilot scale consist of gasification and melting furnace process, cooling process and cleaning processes, as depicted in Fig. 1. When waste reacts with oxygen agent in gasification conditions, the combustibles in waste are converted into syngas, while the ash and unreacted elements are melted and homogenized in furnace. In an instant, they are converted into slag in cold water. The conditions for slag formation have an influence on the heavy metals leaching or keeping on stable [6, 16]. The produced syngas from gasifier passes out through quenching scrubber to prevent re-synthesis of dioxin at low temperature quickly. Moreover, this process removes the particulate matter in syngas and the gas phase contaminants such as hydrogen chloride and ammonia. The primary cleaned syngas goes to the venturi scrubber to remove remaining particulate matter in the secondary step. The syngas throughout the venturi scrubber is cleaned by removing the remaining acid gas in the neutralization scrubber with sodium hydroxide solution. The next cleaning unit is the desulfurization scrubber, which is employed to remove certain gas phase contaminants of sulfur compounds such as H2S. Wet electrostatic precipitator (WESP) is the last cleaning unit in this gasification and cleaning system. The WESP removes the finest particulate matter and acid gas at the final step. The syngas after performing all cleaning processes can be utilized in IC engines, as F–T syngas, for producing methanol, chemicals and so on.

Process diagram and sampling points of gasification and syngas cleaning system
Operating conditions of gasification system
As listed in Table 4, the feeding rate of ASR was average on 151.6 kg/h. Operating temperature was different depending on the position of gasifier. According to the previous study, the middle temperature of gasifier has a large influence on the produced concentration of fine particulate matter in gasification. The temperature is in relation to the equivalence ratio (ER). The ER is defined as the ratio of actually supplied oxygen to theoretical required value for gasification. It was defined as the relation of the ratio of actual to stoichiometric oxidizer for gasification. It is calculated by following equation [17, 18].
In rich mixture λ > 1.0, the oxidant input exceeded the stoichiometric value in reaction and the reaction will be combustion. The λ = 1.0 is when the oxidizer in reaction is input stoichiometric oxidizer value. When the lean oxygen λ < 1.0, the oxidant is supplied less than the theoretical required value. The surplus oxygen will make more active oxidization reaction and lead to higher concentration CO2 and H2O than H2 and CO successively [19]. In addition, the ratio has influence on the syngas composition and energy. In accordance with our previous works, when the ER is approximately 0.38, the oxygen gasification is performed in steady state. From the gasification under these operation conditions, the syngas composition was listed in Table 4 during gasification with ASR.
Sampling of particulate materials
During the steady state in gasification, the particulate matter was sampled in syngas and wastewaters from cleaning units, respectively. These samples were analyzed to determine the removal characteristics of cleaning systems. Because as it passes through each cleaning unit, the amount of particles in syngas would not be enough to analyze, the particles from wastewater of each cleaning unit were sampled.
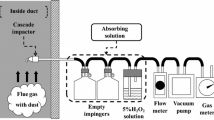
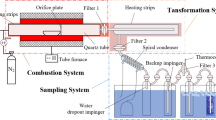
The samples were examined for concentration of heavy metals, amount of produced particles and particle size distribution. The particulate matter was sampled as following the Korean guidelines, the Official test method for air pollution as shown Fig. 2 [20]. Particulate matter was collected with a thimble filter, 88R in advantec®. Pump was used for sampling and maintaining the same flow-rate with syngas. In addition, the impingers with water were in front of pump to protect it from particles. When approaching in steady state operating condition, the particles were sampled during 20 min from gasifier and each one of cleaning systems, respectively.

Collection of particulate matter in syngas
Method for analysis of particulate matter
SEM analysis
An approximate size and shape on the particulate matter from gasifier were analyzed using FE-SEM (JSM-6700F, JEOL®).
Concentration of particulate matter in syngas and wastewater
The thimble filters, which contained particles, dried at 393 K in oven for 24 h. The concentration of particulate matter was estimated by subtracting average weights of thimble filter in before and after experiments three times. To measure the particulate matter concentration in wastewater, SS (suspended solid) analysis was performed. The wastewater sampling positions were QS (quenching scrubber), VS (venturi scrubber), NS (Neutralization scrubber), DSS (desulfurization scrubber), and WESP. As following the procedure for the Official test method for water pollution, the particles were filtered using sucking filtration with micro-filter, which has 1.2 µm of pore size [21]. The wastewaters of NS and DSS were recycled during experiment and other wastewaters purified by treatment equipment. To determine the removal effects of heavy metals in cleaning process, the emitted syngas was analyzed by ICP (ICAP 7000, Thermo Scientific).
Particle size distribution
To analyze particle size distribution, the wet particle-sizing instrument (Mastersizer 2000, Maunal-Hydro 2000MU) was used. After 30 times measurement, obtained results were averaged by instrument. This instrument used laser diffractometry and water was used as dispersant. The analytical range of size was performed from 0.02 to 2000 µm. The dispersant for refractive index (RI) were set by 1.33, respectively, and particles RI was 1.52 [22]. In addition, ultrasonic was operated to evenly disperse the particulate matter.
Results and discussion
Characteristics of particulate matter in syngas from gasification
To determine the characteristics of particulate in syngas from gasification, we collected samples from the outlet of gasifier and conducted SEM analysis. As depicted in Fig. 3, FE-SEM images show that the particulate matter of less than 0.1 µm agglomerated. It can also be identified that the particles formed like globes. These data about shape and size will be used as design factors for cleaning systems. In particular, when WESP is designed, the electrical properties are applied depending on the shape and size of particulate matter.

SEM images from gasifier outlet: a ×13,000 (1 µm) and b ×100,000 (100 nm)
Detailed particle size distribution on the particulate matter from gasifier was analyzed using particle-sizing instrument, as shown in Fig. 4. The average particle size, which took 90 % of the total, was 24.019 µm and some particles were observed more than 100 µm.

Particle size distribution from gasifier outlet
In general, the particulate matter contains heavy metals. Figure 5 shows the concentration of generated heavy metals in particulate matter and comparison with the emission standard of South Korea. This data is from incineration standard. From these standards, it can be determined that heavy metals have to be removed using cleaning systems and flare stack.

Concentration of heavy metal from gasifier outlet
Amounts of Zn and Cu are relatively higher than other components in heavy metals. In detail, the amount of Zn and Cu in syngas was 92.9 and 113.1 mg/Sm3, respectively. Therefore, these heavy metals as well as particles must be removed by the wet cleaning systems, such as scrubbers.
Table 5 shows the ultimate analysis of particulate matter which was sampled from gasifier. We observed that particulate matter contains most of unreacted carbon dust (91.61 %), and some of sulfur and chloride. Note that these pollutants critically cause the corrosion of pipes blocking the gasification system. Therefore, it is key for commercializing gasification to design cleaning systems to remove the pollutants to a tolerated level for the emission standards.
Characteristics of particles from cleaning processes
Concentration of particles in syngas and wastewater
The concentration of generated particles in syngas and total removal efficiency from cleaning units are depicted in Fig. 6. It shows the amount of removed particles by employed cleaning systems. From this result, most of particles produced from gasifier can be removed by employed cleaning process on the pilot scale of gasification system. We observed that the particulate matters in syngas from WESP were very fine and in small amounts. The concentration of particles from gasifier was 51,226 mg/Nm3, while most of particles were removed about 99.98 % with the concentration of 12 mg/Nm3 from the final cleaning unit. It can also be verified from Fig. 7. It can be determined that because of the cleaning process, most particles were removed and were not emitted in flue gas.

Particulate matter concentration in syngas at each sampling point: NS, DSS, WESP mean neutralization scrubber, desulfurization scrubber and wet electrostatic precipitator, respectively

Filters with particulate matter: a gasifier and b WESP (wet electrostatic precipitator)
To analyze in detail the removal efficiency of particles, the behavior of SS (Suspended Solids) was examined with wastewater of each cleaning unit, as shown in Table 6. The particles were almost removed at QS (quenching scrubber) which is the primary dust removal system. The amount of SS concentration in QS was 11,667 mg/L and the secondary unit, which is VS (venturi scrubber), was 3,028.9 mg/L. The removal efficiency was about 74.04 % and almost particles were removed at the QS and VS. At the final cleaning unit, WESP, the concentration of particles was analyzed to be about 81 mg/L. In addition, the wastewater contained particles about 16.2 mg/L from the wastewater treatment equipment, which meets quite requirements for emission of wastewater in Korea [23].
Concentration of heavy metals
As shown in Fig. 8, the concentration of heavy metals in syngas was compared by gasifier and WESP. The heavy metals were removed above 94 % after cleaning process. For example, the concentrations of Zn and Cu from gasifier were 92.9 and 113.1 mg/Sm3, while only 0.094 and 0.06 mg/Sm3 for both heavy metals were observed from the WESP, respectively. It was determined that employed cleaning process can remove heavy metals as well as particulate matter in commercial gasification plant.

Concentration of heavy metals at gasifier and WESP (wet electrostatic precipitator) outlet
Particle size distributions
From this study, the fine and small amounts of particulate matter existed in the syngas from WESP. For example, the particulate matter concentration in syngas was 12 mg/Nm3. The amount was very small to examine particle size. It was hard to perform using the particles in the filter, as shown in the Fig. 7. For better understanding of the behavior of particulate matter and removal efficiency of the cleaning systems, the particle size was analyzed from wastewater of cleaning units.
Table 7 is the particle size distribution in syngas and wastewaters from each sampling point. The size of particulate matter in syngas was compared with that in wastewater. Interestingly, particle size distribution of the particulate matters in QS wastewater were similar to that in the syngas from gasifier. The particle size in syngas from gasifier was 24.029 µm at d(0.9), which means value of the particle size at 90 % in the cumulative, and the particle size in d(0.9) of QS wastewater was 24.683 µm.
In Fig. 9, at the less than 15 µm of particle size, the particulate matter accumulated about 70.00 % in QS wastewater, 74.63 % in VS wastewater, 91.79 % in NS wastewater and 92.39 % of total in WESP. As the characteristics of each cleaning unit, the particle size in wastewater was gradually decreased.

The behavior of particle size distribution in the each wastewater: a QS (quenching scrubber) wastewater, b VS (venturi scrubber) wastewater, c NS (neutralization scrubber) wastewater and d WESP (wet electrostatic precipitator) wastewater
In the accumulation data of particle size range from 0.01 to 1.0 µm, the particles in QS wastewater took 1.29 %, while the particles in WESP wastewater was distributed about 25.58 %. It can be determined that the proportion from 0.01 to 1.0 µm was increased. The result of particle size distributions was that the removed particulate matter size became smaller at each wet cleaning system. As shown in the Table 7, the particle size at 90 % in the cumulative was generated up to 24.029 µm from 2.491 µm at the gasifier and the removed particle size distribution at WESP ranged from 0.370 to 12.795 µm. From this result, WESP can remove extremely fine particles when comparing the other wet cleaning systems. The results of the particle size distribution were clearly different depending on cleaning processes. It was determined that each cleaning unit has a minimum particle size which can be removed. In addition, decreasing trend of particle size towards the cleaning system stage was quite related to these characteristics of the cleaning systems. It was expected that the particles in syngas will become smaller and removed as it passes through the cleaning systems in order of QS, VS, NS, and WESP. These agglomerated particles were split into finer particles by scrubbers. In other words, WESP removed much smaller particulate matter compared to other scrubbers. Based upon results, the final cleaning step should trap the small size of particles under 10 µm for utilization of syngas as an energy generation system. Therefore, it is necessary to employ the WEST at the final stage of cleaning system. Furthermore, our concept of cleaning system stages can be adjusted properly to commercial scale of waste gasification system including chemical conversion processes or electricity generation systems using ICE.
Conclusions
This paper presents the study on the behavior of particulate matter, which was produced from waste gasification using ASR. It was determined about the amounts, shapes, size distributions of particulate matter and concentration of heavy metals to adjust the design factor for gasification system on a commercial scale with energy generation processes or chemical conversion processes. It was investigated to the characteristics of the removed contaminants depending on wet cleaning systems.
The shape of particulate matter was determined to be a globe from SEM images. Moreover, the particulate matter of less than 100 nm formed clusters about several µm. From gasification, the produced particulate matter was almost removed by wet cleaning systems up to 99.98 %. In steady state, most particulate matter from WESP cannot be detected ostensibly. The heavy metals in syngas from waste gasification contain lot of Zn, Cu and Pb. However, these heavy metals are simultaneously removed when the particulate matter is removed. From the results of particle size distribution in wastewater, it can be analyzed that the minimum size of particulate matter that coul be eliminated is different depending on wet cleaning systems. The particle size at 90 % in the cumulative was generated up to 24.029 µm at the gasifier and the removed particle size distribution at WESP was range from 0.370 to 12.795 µm. Therefore, WESP can remove better than other cleaning systems.
To develop waste gasification on a commercial scale, the technique is necessary to keep steady state operation long term. One of the interruption factors in generated syngas is fine particles, because it is hard to control. In particular, when fine particles accumulate in units or pipes, the pressure drop will be higher and then the life of system will be shortened. In addition, the quality of the syngas will be lower. Therefore, it is important to choose the operation conditions for steady state with advantages of cleaning systems and to obtain a reliable operation technique for waste gasification and utilizing end application in steady state. In the present study, from the particulate matters point of view, the syngas emitted through cleaning systems can be utilized for IC engine or chemical conversion process as end applications, because the amount of produced particulate matter, particle size and the concentration of heavy metals satisfy the requirement for end applications. If the fine particulate matter less than 2 µm can be removed by additional cleaning systems or advanced WESP, F–T synthesis process can be utilized using syngas from ASR. Furthermore, these results will contribute to designing both cleaning systems and end applications for energy generation systems with commercializing gasification as basis data.
References
Korea Energy Management Corporation, Ministry of Knowledge Economy (2012) 2012 New and renewable energy white paper, Korea
Woolcock PJ, Brown RC (2013) A review of cleaning technologies for biomass-derived syngas. Biomass Bioenergy 52:54–84. doi:10.1016/j.biombioe.2013.02.036
Asadullah M (2014) Biomass gasification gas cleaning for downstream applications: a comparative critical review. Renew Sustain Energy Rev 40:118–132. doi:10.1016/j.rser.2014.07.132
E4tech, NNFCC project Final report (2009) Review of technologies for gasification of biomass and wastes. NFFCC project 09/2008
Hasler P, Nussbaumer T (1999) Gas cleaning for IC engine applications from fixed bed biomass gasification. Biomass Bioenergy 16:385–395. doi:10.1016/S0961-9534(99)00018-5
Gu JH (2008) Determination of optimum operation conditions for horizontal compressed-type fixed-bed waste gasification and melting furnace. Dissertation, university of Ajou, Korea
Park SB (2009) Characteristics of air pollution and prevention facility. Instrum Technol, Korea, pp 112–119
Kim SS, Yang HM (2001) Fine particle control technology for energy and environment. In: Kim KT, Choi JY (eds) Removal technology trends for fine particles. Aerosol particle technology, Kaist (Korea Advanced Institute of Science and Technology), Korea
Kilpimaa S, Runtti H, Kangas T, Lassi U, Kuokkanen T (2015) Physical activation of carbon residue from biomass gasification: novel sorbent for the removal of phosphates and nitrates from aqueous solution. J Ind Eng Chem 21:1354–1364. doi:10.1016/j.jiec.2014.06.006
Menad N (2007) Recycling of auto shredder residue. J Hazard Mater A139:481–490. doi:10.1016/j.jhazmat.2006.02.054
Santini A, Passarini F, Vassura I, Serrano D, Dufour J, Morselli L (2012) Auto shredder residue recycling: mechanical separation and pyrolysis. Waste Manag 32:852–858. doi:10.1016/j.wasman.2011.10.030
Buekens A, Zhou X (2014) Recycling plastics from automotive shredder residues: a review. J Mater Cycles Waste Manag 16:398–414. doi:10.1007/s10163-014-0244-z
Hiratsuka J, Sato N, Hideto Y (2014) Current status and future perspectives in end-of-life vehicle recycling in Japan. J Mater Cycles Waste Manag 16:21–31. doi:10.1007/s10163-013-0168-z
Joung HT, Seo YC, Kim KH, Hong JH, Yoo TW (2007) Distribution and characteristics of pyrolysis products from automobile shredder residue using an experimental semi-batch reactor. Korean J Chem Eng 24:996–1002
Official test methods of waste materials (2015) The Department of the environment in Korean, Korea
Kim NR, Yoo YD, Gu JH, Lee HH, Kwak TH (2008) A Study on the characteristics of heavy metals in gasification and melting process of solid waste (in Korean). J Korea Soc Waste Manag 25:371–381
Couto ND, Silva VB, Monteiro E, Rouboa A (2015) Assessment of municipal solid wastes gasification in a semi-industrial gasifier using syngas quality indices. Energy 93:864–873. doi:10.1016/j.energy.2015.09.064
Niu M, Huang Y, Jin B, Wang X (2014) Oxygen gasification of municipal solid waste in a fixed-bed gasifier. Chin J Chem Eng 22:1021–1026. doi:10.1016/j.cjche.2014.06.026
Arena U (2012) Process and technological aspects of municipal solid waste gasification. A review. Waste Manag 32:625–639. doi:10.1016/j.wasman.2011.09.025
Official test methods of air pollution (2007) The Department of the environment in Korean, Korea
Official test methods of water quality (2004) The Department of the environment in Korean, Korea
Sadowski Z, Maliszewska IH, Grochowalska B, Polowczyk I, Kozlecki T (2008) Synthesis of silver nanoparticles using microorganisms. Mater Sci Poland 26:419–424
Korean Water Quality Standards (2013) The Department of the environment in Korean, Korea
Acknowledgments
This work was supported by the New and Renewable Energy Core Technology Program of the Korea Institute of Energy Technology Evaluation and Planning (KETEP) granted financial resource from the Ministry of Trade, Industry and Energy, Republic of Korea (No. 20123010100010) and Korea Ministry of Environment(MOE) as “Waste-to-Energy Technology Development Project” (No. 2013001530001).
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Min, J., Nam, SB., Kim, NR. et al. A study on the characteristics of particulate matter in the syngas produced from the waste gasification with cleaning systems for energy utilization. J Mater Cycles Waste Manag 19, 1155–1165 (2017). https://doi.org/10.1007/s10163-016-0501-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-016-0501-4