
Abstract
Linz–Donawitz slag (LDS) is a major solid waste generated in huge quantities during steel making. It comes from slag formers, such as burned lime/dolomite and from oxidizing of silica, iron, etc., while refining the iron into steel in the LD furnace. This work aims at utilization of waste LDS to develop surface coatings by plasma spraying technique. This technology has the advantage of being able to process various low-grade ore minerals to obtain value-added products and also to deposit materials, generating near homogeneous coatings with the desired microstructure. Coatings prepared for this investigation are characterized in terms of their thickness and adhesion strength. Coatability of LDS is assessed by finding deposition efficiency. Erosion wear characteristics of these coatings are also studied. Premixing of Al2O3 powder with LDS is found to substantially improve the interfacial adhesion, and the maximum adhesion strength of 33.77 MPa is recorded in such coatings with 30 wt% of Al2O3 content in the LDS–Al2O3 mix. It is found that the operating power levels of the plasma torch affect the adhesion strength, coating deposition efficiency and mean thickness of the coatings. This work opens up a new avenue for utilization of LD slag as a potential coating material.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Pollution is the major problem associated with rapid industrialization, urbanization and rise in the living standards of people. While industrialization is must for uplifting nation’s economy in developing countries, it has also caused the generation of significant quantities of solid wastes that lead to serious problems relating to environmental pollution. Therefore, wastes seem to be a by-product of growth. But a country like India can ill afford to lose them as sheer waste. Moreover, with increasing demand for raw materials for industrial production, the non-renewable resources are dwindling day by day. Therefore, efforts are to be made for controlling pollution arising out of these unwanted wastes by their conversion into utilizable materials for various beneficial uses. Limited waste landfill space, increasing cost of waste disposal in combustion facilities and landfills, depletion of the natural resources and the need for sustainable development have all amplified the need to reuse the materials that were once regarded as wastes. Over recent decades, intensive research works have been carried out to explore all possible reuse methods of a wide range of waste materials. Up to now, construction waste, blast furnace and steel slag, coal fly ash and bottom ash have been accepted in many places as alternative aggregates in embankment, road, pavement, foundation and building construction.
LD slag is a sheer waste of steel industries. In large size steel plants, the amount of LD slag generated is huge and a sizable amount of it remains unutilized. Most of the steel plants dump this slag in open air and they occupy very large land space. It has been known since long that this slag contaminates the soil and owing to its very small size causes pollution in air as well. Therefore, exploring new avenues for its utilization and harmless disposal is the need of the hour. Possibilities of recovering metal values from LD slag would be an exciting and challenging task as far as the materials recycle aspect is concerned.
Production of industrial slag dates back to the beginning of extracting of metals from ores through metallurgical processes. Copper slag is such a by-product obtained during the matte smelting and refining of copper [1]. It has been estimated that production of one ton of copper generates approximately 2.2–3 t of copper slag. In the United States, the amount of copper slag produced is about four million tons and in Japan, it is about two million tons per year [2]. Current options for management of copper slag include recycling, recovering of metal, production of value-added products and disposal in slag dumps or stockpiles. Some research papers have reviewed the use of copper slag in the production of value-added products, such as abrasive tools, abrasive materials, cutting tools, tiles, glass and roofing granules [3, 4]. They also reported the potential use of copper slag as a partial substitute of cement and aggregates in concrete and asphalt mixtures. The use of copper slag in cement and concrete provides potential environmental as well as economic benefits for all related industries, particularly in areas where a considerable amount of copper slag is produced. Shi et al. [5] have reported a detailed review on utilization of copper slag in the manufacturing of cement and concrete. Recently, Biswas and Satapathy [6] have reported the use of copper slag as a functional filler material in glass–epoxy composites for improved wear resistance.
Similarly, production of alumina from bauxite by the Bayer’s process is associated with the generation of red mud as the major waste material in alumina industries. Attempts have been made over the years to study the usage of red mud as a partial substitute of clay in ceramic products like bricks, tiles, etc. [7]. Use of red mud in agricultural applications, such as in acidic soils or as a treatment for iron deficient soils has also been reported [8]. Red mud finds some applications in ceramic industries as well. A recent experimental study by Mahata et al. [9] confirmed the formation of aluminum titanate–mullite composite from red mud rich in titanium. Utilization of fly ash as an additive component has received increased attention recently, particularly for high volume applications for effective disposal of the material. It has been used as spherical filler for the production of lightweight high strength concrete [10].
Linz–Donawitz (LD) slag is another such solid waste generated in huge quantities as a byproduct of steel industry. It comes from pig iron refining processing using LD converters. Because of its physical, chemical and mineralogical properties, it can be used as a substitute for aggregates in civil engineering projects. It has the useful components like CaO, MgO with high basicities (CaO/SiO2). LD slag, therefore, has high fluxing capacity and is being charged in the blast furnace due to easy melt and better utilization of calcium values. In the European countries, 30 % of such slags are recycled into the blast furnace. However, the most harmful components in the LD slag are phosphorus and sulfur which are to be removed before use either in sintering plant or blast furnace. LD slag, used in blast furnace at Bhilai Steel Plant, India was, therefore, discontinued due to sulfur and phosphorus content [11]. It can be utilized in many areas, such as soil conditioners, fertilizers, recovery of metal values, etc. Experiments were conducted using pulverized LD slag for growing vegetables like tomato, potato, onion, spinach, and crops like wheat, in the acidic soil [12]. The slag is, however, not suitable in cement making due to the presence of high percentage of iron oxide. In many instances, it is usually subjected to metal recovery before its application in steel and iron industries.
Steel plant slags mainly include blast furnace slag and steel melting slag (open hearth or LD process slag). In terms of quantity, BF slag, LD slag and fly ash constitute about 90 % of total waste generated at any normal steel plant. Various efforts have been made on the utilization of blast furnace and steel slags. These are competitive raw materials for industrial mineral industry. A comparison of the qualities between air-cooled blast furnace slag and natural sand, LD slag and natural sand, LD slag and gravel or crushed stones shows that they are equivalent. The special processing of slag sometimes produces products originating from the rock and mineral industries. Therefore, a number of studies have been made for the concrete, plastering and environmental technology industries [13].
Chemical analysis of LD slag shows silicon oxide (SiO2), calcium oxide (CaO) and iron oxide (Fe2O3), etc. as its major constituents. Many efforts towards the safe disposal of this waste have been made in the past. The emphasis has been given to making value-added products, especially in construction and ceramic industries from fly ash. But there is not enough study about using LD slag in plasma-sprayed coatings. The present investigation is an attempt to develop functional coatings of this LD slag premixed with aluminum oxide on metal substrates by a technique called plasma spraying.
Plasma spraying is one of the most widely used thermal spraying techniques which finds a lot of applications due to its versatility of spraying a wide range of materials from metallic to non-metallic and hence is more suitable for spraying of high melting point materials like refractory ceramics material, cermets, etc. [14, 15]. The advantages of plasma spraying include formation of ceramic microstructures with fine, equiaxed grains without columnar defects, deposition of graded coatings with a wide compositional variability, and application of high deposition rates during the formation of thick coatings with only a modest investment in capital equipment [16–18]. But because the high cost of spray-grade powders limits the adoption of this technique, exploring newer and cheaper materials suitable for plasma spray coating has drawn a lot of attention. Plasma-sprayed ceramic coatings have been widely adopted by many industries due to its flexibility, superior quality, and high deposition rate. In thermal plasma, it is possible to spray all metallic and non-metallic materials, such as metal oxides, carbides, nitrides, silicides, etc. [19–21]. Plasma spray technology has been able to process various low-grade-ore minerals to value-added products and deposit metals and ceramics, producing homogenous composite coatings (functionally graded) with desired properties [22–26]. Recently, considerable emphasis has been placed on the processing of low-grade ore minerals through thermal spray techniques [27]. LD slag can possible be a cost-effective substitute for conventional coating materials.
As far as the field of ceramic coating is concerned, during last two decades, a large number of investigations have been carried out on processing of variety of plasma-sprayed coatings for industrial applications [28]. A possibility that wastes from industries and low-grade minerals could be used as coating materials had not received adequate research attention for quite a long time. Thus, the research history of coatings prepared from industrial wastes, both in the Indian and International context, has been very brief. Only very few researchers have explored the coating potential of various abundantly available industrial wastes, such as red mud, fly ash, copper slag and low-grade minerals like ilmenite. Successful deposition of red mud on metallic substrates by plasma spraying was first carried out by Satapathy et al. [29]. Subsequently, they developed coatings of red mud premixed with different proportions of fly ash, carbon and aluminum powder on mild steel, copper and aluminum substrates and established the coatability of red mud by plasma spraying route [30]. Mishra et al. [31] have reported the processing and characterization of fly ash–ilmenite coatings on metal substrates by the same atmospheric plasma spraying technique. Recently, Satapathy et al. [32] have reported the development of protective coatings using fly ash premixed with metal powder on aluminum substrates. Yilmaz et al. [33] have reported the applicability of fly ash as a coating onto the steel substrates by means of plasma spraying. They showed that the interface bond strength of coating increases by the addition of aluminum powder. Krishna et al. [34] have also reported the coatability of fly ash on steel substrates, but by a different coating deposition technique called detonation spraying. Against this background, the present study has been undertaken to produce and characterize plasma-sprayed coatings of LD slag on metal substrates and to study the erosion response of these coatings so as to explore their potential in tribological applications.
Solid particle erosion is a wear process in which particles strike against a surface and promote material loss. During flight, a particle carries momentum and kinetic energy, which dissipates during impact due to its interaction with the target surface [35]. In some cases, solid particle erosion is a useful phenomenon, such as in sand-blasting and high-speed abrasive water jet cutting, but it is a serious problem in many engineering systems, including steam and jet turbines, pipelines and valves carrying particulate matter, and fluidized bed combustion systems. Solid particle erosion is to be expected whenever hard particles are entrained in a gas or liquid medium impinging on a solid at any significant velocity. Plasma-sprayed coatings have found applications in engineering as well as structural components, where erosion occurs frequently. Due to dust that is common in working environments, study on solid particle erosion response of these coatings is highly relevant. To reduce wear, all process parameters need to be understood to undertake appropriate steps in the design of substrates and coating materials. Because the number of such process parameters is large, statistical techniques can be employed for the identification of significant process parameters for optimization. In this context, Taguchi experimental design offers an excellent tool for optimizing the total cost without compromising the performance output [36–38]. In the present work, therefore, the Taguchi method is adopted to investigate the parameters, including impingement angle, impact velocity, erodent size, erodent temperature, and aluminum oxide content in the feedstock that influence the erosion wear rate.
Experimental details
Coating material
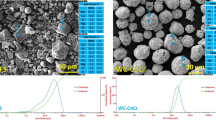
The coating material used in this investigation was LD slag. The weight percentage of the main oxides in the LD slag is shown in Table 1. The raw material (LD slag) collected from Rourkela Steel Plant, located in the eastern part of India, was sieved to obtain a particle size on the order of 90–100 μm before being subjected to coating. The LD slag was premixed with aluminum oxide to obtain ratios of 0, 10, 20 and 30 wt% Al2O3 in the final mixture prior to spraying.
Materials and methods
The most important step in plasma spray coating technique is preparation of the substrate surface to increase the mechanical anchoring between the substrate and the coating. The surface of the aluminum substrate was subjected to grit blasting to make the surface rough. In this grit blasting method, highly compressed air carrying alumina particles was bombarded on the surface to remove some material that made the surface rough. A uniform roughness of about 8.2 μm was maintained to provide better adhesion at the interface. The coating process was carried out using plasma spray system (Plasma spraying torch Model-PS50) supplied by Metallisation Equipment co. This is a typical atmospheric plasma spray system (Fig. 1) working in the non-transferred arc mode. The setup includes a number of subunits like a plasma torch mounted on a six-axis robot, power supply (maximum power of 80 kW), powder feeders, mass flow controller, plasmagen gas supply, water chiller, and rotating turntable for sample rotation. The entire assembly is housed inside an acoustic chamber and is operated by a control console. In this study, high-purity argon and helium were used as primary and secondary plasmagen gases, respectively. The inbuilt units in the plasma spray setup used for coating deposition in the present work are as follows: (i) the plasmatron: it is the device which houses the electrodes and in which the plasma reaction takes place. It has the shape of a gun and it is connected to the water cooled power supply cables, powder supply hose and gas supply hose. (ii) The power supply unit: normally plasma arc works in a low voltage (40–70 V) and high current (300–1000 amp), DC ambient. The available power (AC, 3 phase, 440 V) must be transformed and rectified to suit the reactor. This is taken care of by the power supply unit. (iii) The powder feeder: the powder is kept inside a hopper. A separate gas line directs the career gas which fluidizes the powder and carries it to the plasma arc. The flow rate of the powder can be controlled precisely. (iv) The coolant water supply unit: it circulates water into the plasmatron, the power supply unit and the power cables. Units capable of supplying refrigerated water are also available. (v) The control unit: important functions (current control, gas flow rate control, etc.) are performed by the control unit. It also consists of the relays and solenoid valves and other interlocking arrangements essential for safe running of the equipment. For example, the arc can only be started if the coolant supply is on and water pressure and flow rate are adequate.

Plasma spray setup
A roughened mild steel substrate of dimensions 120 × 60 × 4 mm3 was fixed on the turntable and the mixture of LD slag and aluminum oxide was deposited at different torch input power levels (i.e., 10, 13, 16, 20, 22 and 24 kW) by suitably adjusting the plasma arc voltage and current. Alumina particles are mixed to LD slag particles prior to coating deposition. This is done in a mixing chamber (Fig. 2) to ensure uniform distribution. The process parameters are given in Table 2.

Mixing chamber in which premixing of Al2O3 with LD slag is done
Coating characterization
Thickness of the LD slag coatings on different substrates was measured on the samples, using an integrated coating thickness gauge with external probe (Metsuco). Five to six readings were taken on different locations on each specimen and the average value was reported as the mean coating thickness. To evaluate the coating adhesion strength, a horizontal table model universal testing machine PC-2000 electronic tensometer was used. The test was conducted by the pull-out methods in which two cylindrical specimens were taken. The face of one of the cylinders was coated by plasma spraying with the material under investigation. This coated face was glued with a resin (epoxy 900-C) to the face of the other uncoated cylindrical specimen. The assembly of the two cylinders was then subjected to gradual tensile load. The tensile strength, i.e., the coating adhesion strength, was calculated from the division of the maximum load applied at the rupture (i.e., failure occurs only at the coating substrate interface) by the cross-sectional area of the cylindrical specimen considered. The test is done as per ASTM C-633.
Solid particle erosion test
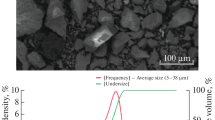
The solid particle erosion tests were carried out using a standard air jet erosion test rig as per ASTM G76. The erosion wear resistance of these coatings was assessed using this setup, which is capable of producing an erosive environment. The setup mainly consists of an air compressing unit, an air-drying unit, a conveyor belt type particle feeder, an air–particle mixing chamber, and an accelerating chamber. The compressed and dried air was mixed with the erodent particles in the mixing chamber and then accelerated via a convergent nozzle at different impingement angles. The velocity of impact of the erodent particles was determined using the standard double-disc method. In the present work, sand grits were used as the erodent with four different particle sizes (i.e., 100, 200, 300 and 400 μm). The coating sample was cut to a size of 25 × 25 mm2 with 4.0 mm of thickness to perform erosion trials. The samples were cleaned with acetone, dried, and weighed using a precision weight measuring instrument (to an accuracy of ±0.1 mg) before and after erosion. Then, a non-dimensional erosion rate was computed by the ratio of the weight loss of the coating to the weight of the erodent.
Taguchi experimental design
Every single discipline in engineering has researchers carrying out experiments to observe and understand a certain process or to discover the interaction and effect of different variables on the output. From a scientific viewpoint, these experiments are either one or a series of tests to either confirm a hypothesis or to understand a process in further detail. To achieve a meaningful end result, several experiments are usually carried out. The experimenter needs to know the factors involved, the range these factors varied, the levels assigned to each factor as well as a method to calculate and quantify the response of each factor. This one-factor-at-a-time approach will provide the most favorable level for each factor but not the optimum combination of all the interacting factors involved. Thus, experimentation in this scenario can be considered as an iterative process. Although it will provide a result, such methods are neither time nor cost effective. But the design of experiments is a scientific approach to effectively plan and perform experiments using statistics. In such designs, the combination of each factor at every level is studied to determine the combination that would yield the best result.
The design of experiments is a powerful analysis tool for modeling and analyzing the influence of control factors on performance output. The most important stage in the design of experiment lies in the selection of the control factors. Therefore, a large number of factors are initially included, so that non-significant variables can be identified at the earliest opportunity. A literature review on the erosion behavior of plasma-sprayed coatings revealed that parameters, such as impact velocity, impingement angle, erodent size and erodent temperature largely influence the erosion rate. The impact of these five parameters on coating erosion is, therefore, studied in this work using an L16 orthogonal array design. The operating parameters and their selected levels considered in the experiments are given in Table 3. A conventional full-factorial design would normally require 45 = 1024 runs to study five parameters each at four levels, whereas Taguchi’s factorial experiment approach reduces it to only 16 runs, offering a great advantage in terms of experimental time and cost. The experimental observations are further transformed into signal to noise (S/N) ratios. There are several S/N ratios available depending on the type of performance characteristics. The S/N ratio for a minimum erosion rate can be expressed as “lower is better” characteristic, which is calculated as a logarithmic transformation of loss function, as shown below.
where n is the number of observations and y is the observed data.
Results and discussion
Coating thickness
The variation of coating thickness with torch input power is shown in Fig. 3. It is evident that with increase in torch input power the thickness of the coatings increases and similar trend has generally been observed with other plasma-sprayed coatings. The thickness is found to have gone up from 98 to 205 μm for LDS, 102 to 216 μm for LDS + 10 wt% Al2O3, 105 to 221 μm for LDS + 20 wt% Al2O3 and 111 to 226 μm for LDS + 30 wt% Al2O3 as the power level changes gradually from 10 to 24 kW.

Variation of coating thickness with input power
Coating deposition efficiency
Deposition efficiency is defined as the ratio of the mass of coating deposited on the substrate to the mass of the expended feedstock. Weighing method is accepted widely to measure this. In this investigation, the deposition efficiency increases with increase in torch input power, shown in Fig. 4. As the power level increases, the net available energy in the plasma jet increases leading to a better in-flight particle molten state and, hence, to higher probability for particles to flatten. The deposition efficiency reaches a plateau for the highest current levels due to the increasing plasma jet temperature which, in turn, increases both the particle vaporization ratio and the plasma jet viscosity. Actually, deposition efficiency indicates the rate of deposition of the material on the substrate and a constant deposition efficiency, therefore, does not mean that there is no deposition. On the other hand, coating thickness would increase with coating deposition even if the rate of deposition remains constant. This is evident from the experimental results shown in Figs. 3 and 4.

Variation of coating deposition efficiency with input power
Coating adhesion strength
The interface bond strength of the coating is evaluated by the coating pull-out method. It is seen that in all cases fracture occurred at the coating substrate interface. Coating adherence tests have been carried out by many investigators with various coatings. However, it has been stated that the fracture mode is adhesive if it takes place at the coating substrate interface and that the measured adhesion value is the value of practical adhesion, which later is strictly an interface property, depending exclusively on the surface characteristics of the adhering phase and the substrate surface conditions. The variation of coating substrate interface adhesion strength is illustrated in Fig. 5 which shows that the strength is improved initially with the torch input power to a power level of 20 kW, where the maximum value of about 33.77 MPa is recorded. Further increase in the operating power level exhibited a detrimental effect on the interface strength. Initially, when the operating power level is increased from 10 to 20 kW, the melting fraction and velocity of the particles also increase. Therefore, there is better splashing and mechanical interlocking of molten particles on the substrate surface leading to increase in adhesion strength. But, at much higher power levels (beyond 20 kW), the amount of fragmentation and vaporization of the particles is likely to increase and there is also a greater chance of smaller particles (during in-flight traverse through the plasma) to fly off during spraying. This results in poor adhesion strength of the coatings.

Variation of coating adhesion strength with input power
Wear analysis using Taguchi experimental design
The difference between the weights of the coating substrate before and after the erosion test is the wear loss or the mass loss of the specimen due to solid particle impact. The ratio of this mass loss to the mass of the eroding particles causing the loss is then computed as the dimensionless incremental erosion rate. The erosion rate is thus defined as the mass loss of the specimen due to erosion divided by the mass of the erodent causing the loss. The erosion wear rates of LDS–Al2O3 coatings according to an L16 orthogonal design along with the corresponding S/N ratios are shown in Table 4. All five control factors are represented in second to sixth columns of the table and the test results (i.e., erosion rate) are presented in seventh column. The S/N ratio for each test run was calculated and is shown in last column of Table 4. The overall mean for the S/N ratio of the erosion rate is found to be −25.2434 db. The analysis is made using the popular software specifically used for the design of experiment applications known as MINITAB 14. The response table for signal to noise ratio with smaller-is-better characteristic is given in Table 5. This table shows the delta value of the factors and according to that the factors are ranked. In this study, the impact velocity, with a higher delta value, was found to be the most significant factor, followed by the impingement angle and Al2O3 content, influencing the erosion wear rate of the LD slag coatings. Figure 6 shows the main effect plot for S/N ratios of individual control factors. The effects of individual control factor are assessed by calculating the response and the results of response analysis lead to the conclusion that factor combination of A1, B1, C1, D4 and E4 gives the minimum wear rate.

Effect of control factors on erosion rate
Conclusions
This work shows that LD slag can be gainfully used as a potential cost-effective material for deposition of plasma spray coatings on metallic substrates. Premixing of Al2O3 powder with can LD slag produce composite coatings of improved interfacial adhesion. Maximum adhesion strength of about 33.77 MPa was recorded in such coatings with 30 wt% of Al2O3 content in the LDS–Al2O3 mix. The adherence strength was significantly affected by the plasma torch input power level. Solid particle erosion characteristics of these coatings have been successfully analyzed using Taguchi experimental design. Significant control factors affecting the erosion rate have been identified through successful implementation of this technique. Impact velocity and impingement angle in declining sequence are found to be significant for minimizing the erosion rate of these LD slag coatings. This work opens up a new avenue for value-added utilization of a solid industrial waste like LD slag.
References
Biswas AK, Davenport WG (2002) Extractive metallurgy of copper. Pergamon Press, New York 518
Ayano T, Sakata K (2000) Durability of concrete with copper slag fine aggregate. In: Proceedings of the fifth CANMET/ACI international conference on durability of concrete, vol 192, pp 141–158
Gorai B, Jana RK, Premchand M (2003) Characteristics and utilization of copper slag-a review. Resour Conserv Recycl 39:299–313
Shi C, Qian J (2000) High performance cementing materials from industrial slags-a review. Resour Conserv Recycl 29:195–207
Shi C, Meyer C, Behnood A (2008) Utilization of copper slag in cement and concrete resources. Conserv Recycl 52:1115–1120
Biswas S, Satapathy A (2010) Use of copper slag in glass-epoxy composites for improved wear resistance. Waste Manag Res 28:615–625
Patel M, Padhi BK, Vidyasagar P, Pattnaik AK (1992) Extraction of titanium dioxide and production of building bricks from red mud. Res Ind 37(3):154–157
Summers RN, Guise NR, Smirk DD (1993) Bauxite residue (red mud) increases phosphorus retention in sandy soil catchments in Western Australia. Fertil Res 34(1):85–94
Mahata T, Sharma BP, Nair SR, Prakash D (2000) Formation of aluminium titanate–mullite composite from bauxite red mud. Mater Mat Trans B 318:551–553
Sarajaadevi M, Murugesan V, Rengaraj K, Anamd P (1998) Utilization of fly ash as filler for unsaturated polyester resin. J Appl Polym Sci 69:1385–1391
Sharma KK, Swaroop S, Thakur DS (1993) Recycling of LD slag through sinter route on direct charging in blast furnace at Bhilai Steel Plant. In: Proceedings of national seminar on pollution control in steel industries, pp 72–9
Maslehuddin M, Alfarabi AM, Sharif M, Shameen M, Ibrahim M, Barry MS (2003) Comparison of properties of steel slag and crushed limestone aggregate concretes. Constr Build Mater 17(2):105–112
Kolb H, Leipold W (1993) Slag for the building industry. Radex Rundschau 1–2:261–269
Satapathy A, Mishra SC, Ananthapadmanabhan PV, SreeKumar KP (2007) Development of ceramic coatings using red mud: a solid waste of alumina plants. J Solid Waste Technol Manag 33:48–53
Fauchais P, Verdelle M, Verdelle A, Bianchi L (1996) Plasma spray: study of coating generation. Ceram Int 22:295–303
Robert BH (1996) Plasma sprayed coatings. Principles and applications. VCH Publishing, New York
Maejka D, Benko B (1989) Plasma spraying of metallic and ceramic materials. John Wiley, New York
Liu CT, White CL, Koch CC, Stollof NS (1985) High temp ordered intermetallic alloys. Mat Res Soc 39:365–371
Cahn RW (1991) Load-bearing ordered intermetallic compounds: a historical view. MRS Bull 5:18–25
Chen JZ, Herman H, Safai S (1993) Evaluation of NiAl and NiAl-B deposited by vacuum plasma spray. J Therm Spray Technol 2:357–361
Liu CT, Sikka VK (1986) Nickel aluminides for structural uses. J Met 38:13–16
Briscoe BJ (1985) Wear of poly (tetrafluoroethylene) polymer and its control, polymer wear and control. American Chemical Society, Washington, DC, pp 151–170
Briscoe BJ, Lao LH, Stolarski TA (1985) Wear of materials. In: Ludema KC (ed) American Society of Mechanical Engineers, pp 725–731
Lu XC, Wen SZ, Tong J, Chen YT, Ren LQ (1996) Wettability, soil adhesion abrasion and friction wear of PTFE(+PPS)+Al2O3 composites. Wear 193:48–55
Ivosevic M, Knight R, Kalidindi SR, Palmese GR, Sutter JK (2005) Adhesive/cohesive properties of thermally sprayed functionally graded coatings for polymer matrix composites. J Therm Spray Technol 14(1):45–51
Niebuhr D, Scholl M (2005) Synthesis and performance of plasma-sprayed polymer/steel coating system. J Therm Spray Technol 14(4):487–494
Mishra SC, Rout KC, Padmanabhan PVA, Mills B (2000) Plasma spray coating of fly ash pre-mixed with aluminium powder deposited on metal substrates. J Mater Process Technol 102:9–13
Brogan JA, Gross KA, Chen Z, Berndt CC, Herman H, Sampath S (1994) Thermal spray industrial applications, ASM Int (pub)
Satapathy A, Mishra SC, Behera RK, Dhar RK, Sreekumar KP, Ananthapadmanabhan PV (2002) Plasma spray coating of red mud on metals. PBAMP, BARC, Mumbai, pp 9–12
Satapathy A (2005) Thermal spray coating of red mud on metals. Ph.D. Thesis, NIT, Rourkela
Mishra SC, Das S, Satapathy A, Ananthapadmanabhan PV, Sreekumar KP (2009) Erosion wear analysis of plasma sprayed ceramic coating using the Taguchi technique. Tribol Trans 52:401–404
Satapathy A, Sahu SP, Mishra D (2010) Development of protective coatings using fly ash premixed with metal powder on aluminium substrates. Waste Manag Res 28:660–666
Yilmaz S, Okumus SC, Demirkiran AS, Bindal C (2004) Fly ash based plasma spray coating. Key Eng Mat 264–268:533–536
Krishna LR, Sen D, Rao DS, Sundararajan G (2003) Cotability and characterization of fly ash deposited on mild steel by detonation spraying. J Therm Spray Tech 12(1):77–79
Mishra SC, Das S, Satapathy A, Sarkar S, Ananthapadmanabhan PV, Sreekumar KP (2009) Investigation on composite coating of low grade minerals. J Rein Plasma Comp 28(24):3061–3067
Prasad BK, Das S, Jha AK, Modi OP, Dasgupta R, Yegneswaran AH (1997) Factors controlling the abrasive wear response of a zinc based alloys silicon carbide particle composite. Compos A 28:301–308
Chua MS, Rahman M, Wong YS, Loh HT (1993) Determination of optimal cutting conditions using design of experiments and optimization techniques. Int J Mach Tools Manuf 32(2):297–305
Taguchi G (1990) Introduction to quality engineering. Asian Productivity Organization, Tokyo
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pati, P.R., Satapathy, A. Development of wear resistant coatings using LD slag premixed with Al2O3 . J Mater Cycles Waste Manag 17, 135–143 (2015). https://doi.org/10.1007/s10163-014-0234-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-014-0234-1