
Abstract
The use of renewable materials and cleaner production is currently the target of the automotive industry to reduce the use-phase environmental impacts of vehicles. Renewable lightweight materials are used to replace conventional materials to produce lightweight automotive parts, leading to reduced fuel consumption, which contributes toward meeting the industry’s environmental impact target. In this study, we compared the life cycle of a conventional composite to that of a biocomposite for automotive applications using the standard set by the International Standards Organization (ISO 2006). The conventional one is talc-reinforced polypropylene composite (talc–PP) at a 70% PP to 30% talc weight ratio. The biocomposite is Miscanthus biochar-reinforced polypropylene composite (MB–PP) at a 70% PP to 30% MB. The functional unit is 982 cm3 of composite used for a certain vehicle part (i.e., an automotive component). The environmental impacts are determined using the Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts (TRACI, v2.1). The system boundary includes material extraction to the disposal stage of the composites. The results revealed that MB–PP composite had the least impact for all categories than talc–PP composite and appeared to be a favorable option for automotive parts from an environmental perspective. This study indicates that MB-PP can reduce about 25% environmental impacts of the life of composite if it replaces the talc–PP composite. The MB–PP composite emerged as a promising option than talc–PP composite and has environmentally benign green credentials for automotive parts application.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Environmental responsibility and sustainability issues have led to a growing concern for automobile manufacturing industries about the amount of carbon dioxide (CO2) emission from the sector to mitigate climate change issues (Witik et al. 2011). Efforts are underway to reduce greenhouse gas (GHG) emissions from every potential source with special emphasis on the transportation sector. This sector is one of the major emitters in Canada, contributing about 25% of total GHG emissions in 2016, which is the second largest contributor (Government of Canadan 2018). More than 80% of this emission is accounted for road transportations (passenger cars, light, and heavy-duty trucks, etc.) that, to a large extent, rely on fossil-based fuels such as gasoline and diesel for their operations (Neufeld and Massicotte 2017).
The pressure toward improving the environmental performance of vehicles has led to technological innovations on alternative fuels, efficient powertrain, and lightweight materials (Kim and Wallington 2013; Delogu et al. 2016). Reducing the weight of vehicles in automotive industries using lightweight materials is a solution while increasing the amount of sustainable materials made from recycled and/or renewable materials in the vehicle components is a common problem (Poulikidou et al. 2015; Wang et al. 2018). Biocomposites have the potential for weight reduction (Kim and Wallington 2013; Snowdon et al. 2017). Weight reduction can be achieved through the substitution of petro-fossil-reinforced thermoplastics with renewable material-reinforced biocomposites, which provides a lower carbon footprint (Ogunsona et al. 2017; Wang et al. 2018), and for every 10% that car weight reduction using bio-based polymers composites reduce 8% fuel consumption (Behazin et al. 2017).
The concept of lightweighting is to reduce the density of the materials used to make the part (Behazin et al. 2017) and/or replacing materials that have higher density with lower density materials of comparable mechanical properties (Wang et al. 2018). The density of thermoplastic materials is largely determined by the type and quantity of fillers (USA Patent, 2014). Various fillers are used by thermoplastic manufacturing industries because they provide the best functional properties and reduce the cost of thermoplastic (Behazin et al. 2017; Wang et al. 2018).
In 2015, the filler market was more than USD 45 billion (Civancik-Uslu et al. 2018). Talc, carbon black, CaCO3, silica, glass fiber, carbon fiber, and kaolin are used to reinforce polypropylene (PP) to increase its stiffness and toughness to a greater extent (Mashouf Roudsari et al. 2017). The PP used in the production of lightweight vehicle parts make up to 65–70% of lightweight component for vehicles has been suggested for comparative life-cycle assessment (LCA) studies with a bio-based polymer (Behazin et al. 2017; Snowdon et al. 2017). Talc stabilizes a PP composite by reducing the PP coefficient of linear thermal expansion and also acts as a nucleating agent enhancing material solidification in the injection molding process (Snowdon et al. 2017). The automotive plastic part manufacturer uses 10% to 30% talc filler (by weight) in the part (Kong 2011). Talc filler tends to increase part density, reduce material ductility, and degrade surface quality due to higher density (2.6 g/cm3) of talc filler (Kong 2011). Other fillers such as glass fiber, carbon fiber, and nano-composite may be relatively abrasive, which causes tool wear over time that may degrade part appearance. In addition, carbon fiber and nano-composite are in limited supply, expensive, and difficult to mold (Civancik-Uslu et al. 2018).
The density of unfilled PP is 0.9 g/cm3, whereas a 30% talc-reinforced PP material has a density of about 1.05 g/cm3. Therefore, a relatively high density of talc offsets any environmental benefits that may be expected. Consequently, researchers have shifted attention toward bio-based fillers (Luz et al. 2010; Behazin et al. 2017). A filler with a lower density, like biomass-derived biochar (1.35 g/cm3), has a lower density than talc provides favorable performance characteristics and appearance (Kong 2011; Wang et al. 2018). A low-density, low-cost, high renewable content and comparable physicochemical and mechanical properties with that of talc filler are needed for the transportation sector, especially for automotive parts such as lightweighting purpose features (Kong 2011; Luz et al. 2010; Ogunsona et al. 2017). The use of biochar obtained through slow pyrolysis of Miscanthus grass in place of talc can help to meet the automotive industry’s goal for reducing the weight of car parts for better fuel efficiency and increasing the usage of renewable materials for environmental benefits (Behazin et al. 2017; Wang et al. 2018). However, in order to confirm that bio-based lightweight materials are greener than conventional materials from an environmental perspective, a comparative LCA should be employed to analyze them throughout their entire life cycle. Although several researchers have conducted comparative assessments of vehicle components (Subic et al. 2010; Boland et al. 2016; Delogu et al. 2017; Beigbeder et al. 2019), most of them are limited to conventional material-reinforced composites. For example, a comparative study between talc- and hollow fiberglass-reinforced composites revealed that hollow fiberglass composite has a lower impact relative to the talc-reinforced composites for automobiles, because of the reduced fuel consumption, especially during the use phase, and mitigates environmental impacts (Delogu et al. 2016). Bagasse-reinforced PP composite has better environmental impacts compared with talc-reinforced PP composite because bagasse-reinforced PP composite not only produces lightweight components for an equivalent performance but also captures carbon during biomass cultivation through the photosynthesis (Luz et al. 2010; Bartocci et al. 2016). The use of biocomposites in the automobile industry noted to be environmentally beneficial compared with conventional composites (Boland et al. 2014; Akhshik et al. 2017; Roy et al. 2019). However, the hydrophilic nature of biofibers restricts their extensive application as a reinforcement material in plastics (Fogorasi and Barbu 2017; Väisänen et al. 2017). On the other hand, biochar is hydrophobic (Kambo and Dutta 2014), which can be used as a filler material to produce biocomposite (Väisänen et al. 2017; Wang et al. 2018). LCA is a methodology that can be used to evaluate environmental impacts of a product, process or activity throughout their life cycle, which has also been applied in automotive industries to study the environmental impacts of automotive components (Subic et al. 2010; Boland et al. 2016; Delogu et al. 2016; Beigbeder et al. 2019). Therefore, this study evaluates the life cycle of an automotive by using LCA methodology and compares the environmental impacts of Miscanthus biochar- and talc-reinforced PP composites for automotive applications to determine its environmental performance.
Methodology
In this paper, the LCA method, as defined by ISO (International Standard Organization) 14,040 and 14,044 (ISO 2006), is adopted. To model the life cycle of the composites, data from both literature and the ecoinvent database (v3) were used. In particular, the data for talc, Miscanthus, and PP were extracted from the ecoinvent database. In addition, some of the Ecoinvent unit processes have been modified to incorporate Canadian data such as electricity. For the life-cycle impact assessment, the TRACI v2.1 is applied. Based on this model, the midpoint impact indicators [photochemical oxidation (Smog), acidification potential (AP), global warming potential (GWP), eutrophication potential (EP), ozone depletion potential (ODP), ecotoxicity (ECT), respiratory effects potential (REP), and fossil fuel depletion (FFD)] are analyzed.
Goal and scope
This study aims to compare and analyze the environmental performance of Miscanthus biochar-reinforced polypropylene (MB–PP) and talc-reinforced polypropylene (talc–PP) composites for automotive parts and determine whether the replacement of the later with the former composite is advantageous from an environmental perspective. The key environmental parameters were also analyzed to identify unit processes where significant improvement can be made. The scope of the study includes MB production, talc production, transportation, use of composites in automotive parts, and disposal stage. The functional unit of this paper is an automotive component that requires 982 cm3 of composite material (Boland et al. 2014). The material composition was assumed to be 70% matrix (PP) and 30% filler for both talc–PP and MB–PP composites, which provide similar functional properties (see supporting information Table S-1). The 30% talc-reinforced composite had a mass of 1.1 kg based on the density of talc and PP. On the other hand, the 30% MB-reinforced composite had a mass of 0.982 kg (see supporting information S-1).
System boundary and assumptions
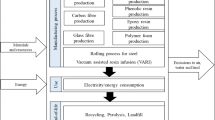
A generic system boundary outlines the stages and processes that are included in this study for the life-cycle assessment of MB–PP and talc–PP composites (Fig. 1). The boundary includes Miscanthus cultivation, MB production, talc production (mining and processing), PP production, composite manufacturing, transport of required inputs, use phase, and end-of-life (EOL) phase. The transportation distance was determined through generalized assumptions using Google map. It was assumed that the composite manufacturing plant is located in Guelph, Ontario, Canada, and MB production plant is located in New Energy farms, Leamington, ON, Canada. The composite production site is 50 km away from the pyrolysis plant. PP is obtained from Pinnacle polymers (Garyville, LA, USA) and transported to Canada (Wang et al. 2018). The PP raw material supplier and the composite manufacturing plant are 1960 km away. The distance between the talc supplier and the composite manufacturing site is 165 km (talc is assumed to be supplied by Imerys Talc Canada). The disposal transportation to both the landfill (Twin Creeks Landfill in Watford, ON) and incineration (Clarington, ON) sites was 100 km. Several authors have studied the life cycle and interior automotive component and the life span assumed to be same with the life cycle of vehicle (Boland et al. 2014, 2016; Delogu et al. 2016). Consequently, the lifetime of a typical passenger vehicle (i.e., the life cycle of an interior automotive component produced from biocomposites) is assumed to be 193,200 km (Boland et al. 2014).

System boundaries for the life-cycle assessment of MB–PP and talc–PP composites
Filler (Miscanthus biochar and talc) and matrix (PP) materials production
Miscanthus grass is cultivated at New Energy Farms in Leamington, ON, Canada, which was used to produce Miscanthus biochar (Behazin et al. 2017). The Miscanthus grass (moisture content, 10%) chopped to 1- to 3-mm particle size and processed by slow pyrolysis in an oxygen-deprived environment at 450 °C (Wang et al. 2018) and converted into biochar, bio-oil, and a syngas. The yield (mass) of biochar, bio-oil, and syngas was assumed 35%, 35%, and 30%, respectively (Jahirul et al. 2012). The energy consumption in the grinding process was considered to be 30 kWh per ton (Wright et al. 2010). The transport distance from the field to the pyrolysis plant gate was assumed to be 20 km. Although ISO suggested to avoid allocation, it allows allocation based on the physical relationship (ISO 2006), which are widely used in LCA studies (Guinée et al. 2004; Jungbluth et al. 2005; Han et al. 2011, 2013; Peters et al. 2015; Wang et al. 2015). Therefore, the inputs and outputs are allocated among the pyrolysis products based on their yield (biochar: 35%; bio-oil: 35%, and syngas: 30%). The global warming potential (GWP) of biochar, bio-oil, and syngas are reported to be 117.6 kg CO2 eq/t, 117.6 kg CO2 eq/t, and 100.8 kg CO2 eq/t, respectively (Tadele et al. 2019). Talc, a common reinforcement in polypropylene and polyolefins, is used in the melting processing for automotive applications (Kong 2011). The talc production process includes mining, processing, packaging, and shipping. The LCI data used for 1 kg of talc production were collected from the literature (supporting information Table S-3) (Badino et al. 1995). The polymerization of propylene is the popular method used to produce PP resin through propylene steam cracking from naphtha and natural gas (Europe 2005). The inventory data for the production of PP were retrieved from the ecoinvent database.
Composite manufacturing and use phase
The composites were produced by extrusion and injection molding at 185 °C and 2 min’ residence time with an average pressure of 10 bar (Wang et al. 2018). This study assumes that MB–PP composite consists of 70% PP and 30% MB by weight, which has similar functionalities with talc–PP composite having similar weight percentage composition (Moussa 2014; Wang et al. 2018). The energy consumption in the manufacturing processes was collected from the literature (Hervy et al. 2015; Delogu et al. 2016). The mass-induced fuel consumption during the operation phase of MB–PP and talc–PP composites in the automotive component were determined with a published methodology (Kim and Wallington 2013). The life-cycle fuel consumption is estimated by using the following equation (Eq. 1) (Kim and Wallington 2013). The life-cycle fuel consumption for talc–PP and MB–PP was calculated to be 7.44 L and 6.64 L, respectively.
where m = mass of composite, L = fuel consumption in liter, and T = the life-cycle transportation distance; 0.35 = specific fuel consumption, i.e., 0.35 L fuel is consumed by 100 kg of mass for 100 km.
End of life
Landfill is the most common disposal option (97%) of solid waste in Canada (Giroux and Consulting 2014) and ends up emitting GHGs; however, incineration is noted to be better option compared to landfill in terms of environmental impacts (Leme et al. 2014), which has also been used due to waste reduction opportunity and energy recovery (Giroux and Consulting 2014). Therefore, the composites are assumed to be sent to the landfill (40%) and incineration (60%) (with energy recovery) after the operation phase (Vidal et al. 2009; Hervy et al. 2015). The EOL scenarios were modeled based on European average waste incineration of wood products and landfills of biodegradable waste disposal processes. The incineration of MB was assumed to be equivalent to “waste incineration of the biodegradable waste fraction” in municipal solid waste (MSW). On the other hand, incineration of PP and talc was modeled as “waste incineration of plastics” and “waste incineration of glass, respectively. The landfill of MB, PP, and talc was assumed to be equivalent to “landfill of wood products (particle board)”, “landfill of plastic waste,” and “landfill of glass,” respectively.
Life-cycle inventory
The life-cycle inventory (LCI) identifies and quantifies material and energy flow, emissions to air and water, as well as waste generation during the entire life cycle (Corbière-Nicollier et al. 2001; Akhshik et al. 2017). In this work, the LCI data for material production, composite manufacturing, energy generation, transportation, use phase, and EOL phase of the composites were collected either from literature or extracted from the database. Table 1 shows the data and their sources that were used in this study.
Life-cycle impact assessment
The model for unit processes was developed and integrated to determine the environmental impacts of the life cycle of composites. The TRACI applicable to North America was used to determine the impacts (Bare 2011). The models for the major unit processes are reported in the supporting information (Tables S-4 to S-10).
Results and discussion
The environmental impacts of the automotive components are found to be depended on the type of composites. The automotive component from the talc–PP composite shows higher impacts across all categories compared with the MB–PP composite (Table 2), mainly because of energy-saving during the use phase because of weight reduction (MB–PP composite: 0.982 kg; talc–PP composite: 1.09 kg). Fuel consumption during the use phase of components from talc–PP and MB–PP composites is 7.44 L and 6.64 L, respectively. The GWP of the life cycle of the components from MB–PP and talc–PP composites is found to be 23.7 kg CO2eq and 29.6 kg CO2eq, respectively. These impacts become 1.23E−04 kg CO2eq and 1.54E−04 kg CO2eq per km of the life cycle of the automotive components, respectively. Consequently, replacing talc–PP with MB–PP composite resulted in a fuel savings during use phase and reduced the ozone depletion potential (ODP), global warming potential (GWP), photochemical oxidation (smog), acidification potential (AP), eutrophication potential (EP), respiratory effects (REP), ecotoxicity (ECT), and fossil fuel depletion (FFD) by 26.8%, 25.1%, 25.2%, 25.1%, 22.1%, 25.0%, 35.1%, and 25.3%, respectively. Thus, MB–PP composite has advantages in all impact categories considered in this study compared with talc–PP composite for automotive parts. This result is in line with other LCA studies that compared the biocomposites with petroleum-based composite in the automotive industry and found that cellulose–PP (CL–PP) was 20.7% better with global warming, but affected by the source of cellulose. However, bio-based composites often have higher eutrophication because of cultivation activities, which vary substantially on materials preference. Consequently, the improvement of those practices could increase the sustainability of its use (Boland et al. 2014). Another study compared glass fiber–PP, kenaf fiber–PP, and CL–PP composites from cradle to grave and found that CL–PP reduced GHG emissions by 18.6% with resizing of the vehicle powertrain and 16.3% without resizing and that the kenaf fiber–PP reduced GHG emissions by 10.7%, with resizing (or 9.2% without resizing) compared to glass fiber–PP composite (Boland et al. 2016). Moussa (2014) has studied switch grass polybutylene succinate (SG–PBS) and also found lesser impacts compared to glass fiber–PP composite in most categories. The biocomposites are also reported to be a better alternative compared to conventional composite due to the amount of (CO2) absorbed during the growth of biomass by photosynthesis (Narayan 2011). It is also widely reported that energy use and GWP can be reduced; however, acidification and eutrophication were common problems due to agricultural practices, as well as the energy and chemical treatment needed to manufacture the composite (Boland et al. 2014; Luz et al. 2010; Snowdon et al. 2017). In this study, the data from the literature and ecoinvent database were used; thus, for a more robust result, the application of primary data is desired.
Contribution analysis of different phases of the component from composites (MB–PP and talc–PP)
The contribution of different phases of the life cycle of automotive components is widely varied. The use phase has the highest contribution to both the components followed by manufacturing and the EOL phase (Fig. 2). The use phase of MB–PP composite has the highest contribution to GWP (85.2%), smog (97.5%), AP (95.7%), EP (66.8%), REP (92.5%) and FFD (82.6%) followed by the manufacturing and EOL phase. However, the manufacturing phase takes a large environmental responsibility in ODP (105.6%) and ECT (62.3%), followed by the use phase and EOL. Impact associated with the EOL phase of MB–PP composite is marginal (except for GWP (1.9%)); however, the environmental benefit was observed in the case of ODP, smog, AP, REP, and FFD which might be because of the benefit of energy recovery from the EOL phase. While examining the manufacturing phase of the talc–PP composite, similar trend of the contribution of the various processes was observed. The largest impact was found across GWP (85.5%), smog (97.6%), AP (95.9%), EP (68.7%), and RE (92.8%) for the use phase. The manufacturing phase of talc–PP composite has a major contribution to ODP (105.5%) and ECT (64.9%). Impact associated with EOL phase for the talc–PP composite was the least among the life-cycle stages (GWP: 1.7% and ECT: 0.3%) (Fig. 3). Similar to the EOL phase of MB–PP composite, environmental benefit was observed for other categories.

The contribution of manufacturing, use and end-of-life phase in the life cycle of MB–PP composite

The contribution of manufacturing, use, and end-of-life phase in the life cycle of talc–PP composite
The contribution of each unit process (manufacturing, use and EOL phase)
The type of materials and their composition in an automotive component influences the life-cycle impacts of the component. The material composition of components from MB–PP and talc–PP composites is 30% MB and 70% PP and 30% talc and 70% PP, respectively, and thus affects the life-cycle environmental impacts of automotive components. In the manufacturing process of MB–PP composite, the PP production and injection molding processes were the major contributors across all impact categories. The PP production process contributed a severe environmental impact to FFD (72.7%) followed by GWP (43.5%), smog (41.5%), AP (38.5%), REP (27.8%), ECT (12.6%), and EP (1.5%), respectively. Several studies also noted that the environmental impacts of an automotive component depend on the material composition in the component because of the variation in the environmental impacts of each material (Barth and Carus 2015; Boland et al. 2016; Molins et al. 2018). For example, replacement polylactic acid (PLA) with chicken feather reduced the environmental impacts of an automotive component because PLA contributes 99% to the life cycle of biocomposite (Molins et al. 2018). The contribution of the injection molding process to ODP, EP, ECT, REP, GWP, smog, and FFD was found to be 91.0%, 61.5%, 51.2%, 41.9%, 37.9%, 27.4%, and 20.0%, respectively. However, the contribution of other processes such as extrusion, transportation, MB, and electricity is the marginal (Fig. 4). The talc–PP composite manufacturing process also showed that the injection molding process takes a large burden of ODP (90.6%), EP (62.7%), ECT (51.8%), REP (41.2%), smog (38.2%), AP (35.5%), GWP (28.7%), and FFD (20.3%). The PP production is the second contributor to FFD, GWP, smog, AP, REP, ECT, and ODP, which accounted for 73.1%, 43.9%, 43.5%, 39.5%, 28.7%, 12.3%, 4.7%, and 0.04%, respectively. Similar to the MB–PP composite, other processes had a lower contribution. The contribution of different sub-process of talc–PP composite manufacturing is reported in supporting information Table S-11. Consequently, it seems that the environmental impacts of an automotive component can be reduced by selecting a material that is renewable and has lower environmental impacts or even reducing the use of the material that has higher environmental impacts.

The contribution of different unit processes in the MB–PP composite manufacturing process (MB Miscanthus biochar, PP polypropylene)
The diesel used during the use phase of both MB–PP and talc–PP composites depicted the highest contribution, followed by transportation processes across all impact categories. In the case of talc–PP component, diesel use and transportation processes contributed 99.6% and 0.4% to GWP, respectively (supporting information Table S-12). On the other hand, diesel use and transportation contribute 95.4% and 4.5%, respectively, in the case of the component produced from MB–PP composite (supporting information Table S-13). This variation is resulted from the difference in fuel consumption during the use phase of components. The component from talc–PP composite consumed a higher amount of diesel compared with the MB–PP composite, which is induced by the mass of the components. The environmental impact of the EOL phase varies depending on the impact category. The waste incineration and landfill of PP had the largest impacts in GWP at 79.0% and 4.2% to EOL of MB–PP composite. However, MB landfill contributed 13.0% to GWP. The landfill of MB–PP showed worse than the talc–PP composite in several categories. This is because talc–PP does not degrade, while the MB in the MB–PP degrades and resulted in GHG emission. Incineration of talc–PP composite had the highest impacts in GWP, EP, and ECT, but it appears better than the MB–PP composite in other impact categories. Possibly, because of the inert nature of talc–PP, MB–PP can combust to form pollutants that have effects across several categories. The EOL of MB–PP showed slightly higher global warming potential, but comparable impacts were across other categories. The contribution of each sub-processes of MB–PP and the talc–PP composite EOL phase is reported in the supporting information (supporting information Table S-14 and Table S-15).
Effect of transportation mode
The life-cycle environmental impacts of a product, process, and activity also noted to be depended on the transportation mode because of their fuel efficiency (Roy et al. 2008; Jan et al. 2013; Greenblatt and Shaheen 2015). For example, marine transport had lower environmental impacts compared to road transport (Roy et al. 2008). Similarly, this study also confirmed that transportation mode affects the environmental impacts of automotive components. The environmental impacts are found to be affected by the mode of transportation of composite materials (Fig. 5). Environmental burdens of the life cycle of talc–PP and MB–PP composites were 29.7 kg CO2eq and 23.7 kg CO2eq, respectively, in the case of road transportation. On the other hand, in the case of rail transportation, the life-cycle environmental impact of talc–PP and MB–PP composites was 26.4 kg CO2eq and 20.6 kg CO2eq, respectively. The results showed that rail transport is a favorable option compared with road transport which may be due to the better fuel efficiency of rail transport.

Effect of transportation mode
The effect of transportation distance
The effect of transportation distance has been determined to investigate the environmental impact of MB–PP and talc–PP composites. In this case, only the GWP was considered for assessing environmental performance. The variation in GWP is calculated while transportation distance changed by ± 10%, ± 20%, and ± 30% for both MB–PP and talc–PP composites. The GWP varies with the transportation distance (Roy et al. 2008; Arrigoni et al. 2017). For example, the transportation distance of raw materials affects the life-cycle environmental impacts of composite materials (Arrigoni et al. 2017). Similarly, this study also confirms that the life-cycle environmental impacts of composite materials marginally depend on the transportation distance. The GWP varied from 29.5 to 29.8 CO2eq for talc–PP composite and whereas 23.7 to 23.8 kg CO2eq for MB–PP composite. This result reveals that transportation and has a marginal effect on the life-cycle GWP of the components (Fig. 6).

Effect of transportation distance on the life cycle of MB–PP and talc–PP composites (BL base line)
Limitations of this study
The results of an LCA study depend on the data quality, especially onsite and country-specific data, which are preferred. However, in this study some of the data are collected from the literature and ecoinvent database. Although ecoinvent is a European database, it contains data of different regions and countries, including North America. In this study, Miscanthus cultivation, polypropylene, disposal data are collected from the ecoinvent database, which is not Canadian. On the other hand, pyrolysis process and the energy consumption in the manufacturing process, i.e., extrusion and molding, are taken from the literature in which fiberglass- and talc-reinforced composites were used, which may also vary if biomaterials are reinforced with the matrix material. In addition, the European disposal scenario was adopted in this study. Therefore, LCA results may slightly vary if the site-specific data can be obtained and used to determine the environmental impacts.
Conclusion
The results of this study indicate that MB–PP composite is a viable alternative to talc–PP composite to reduce environmental impacts from the automotive parts mainly because of the weight reduction, resulting in fuel saving during the use phase. The manufacturing phase emerges as the main contributor in the life cycle of the composite, where PP and injection molding are the major contributors. Therefore, the type and material composition (i.e., the ratio of matrix and filler materials) had a major influence on the environmental performance of automotive parts produced with composite materials. In this study, the MB–PP composite is observed to be more environmentally friendly than the talc–PP composite. Substitution of PP with lightweight biomaterials such as MB–PP would reduce the environmental impacts of the life cycle of the composite.
References
Akhshik M, Panthapulakkal S, Tjong J, Sain M (2017) Life cycle assessment and cost analysis of hybrid fiber-reinforced engine beauty cover in comparison with glass fiber-reinforced counterpart. Environ Impact Assess Rev 65:111–117
Arrigoni A, Pelosato R, Melia P et al (2017) Life cycle assessment of natural building materials: the role of carbonation, mixture components and transport in the environmental impacts of hempcrete blocks. J Clean Prod 149:1051–1061
Badino V, Baldo GL, Fornaro M, Salvaia E (1995) Ecobalance of talc mineral production. III International Congress “Energy Evironmenta and Technological Innovation”, II. 125–131
Bare J (2011) TRACI 2.o: the tool for the reduction and assessment of chemical and other environmental impacts 2.o. Clean Technol Environ Policy 13:687–696. https://doi.org/10.1007/s10098-010-0338-9
Barth M, Carus M (2015) Carbon footprint and sustainability of different natural fibres for biocomposites and insulation material. Hürth Nova-Institute Available online http//eiha org/media/2017/01/15-04-Carbon-Footprint-of-Natural-Fibres-nova1 pdf. Accessed 5 Sept 2017
Bartocci P, Bidini G, Saputo P, Fantozzi F (2016) Biochar pellet carbon footprint. Chem Eng 50:217–222
Behazin E, Misra M, Mohanty AK (2017) Sustainable biocarbon from pyrolyzed perennial grasses and their effects on impact modified polypropylene biocomposites. Compos Part B Eng 118:116–124. https://doi.org/10.1016/j.compositesb.2017.03.003
Beigbeder J, Soccalingame L, Perrin D et al (2019) How to manage biocomposites wastes end of life? A life cycle assessment approach (LCA) focused on polypropylene (PP)/wood flour and polylactic acid (PLA)/flax fibres biocomposites. Waste Manag 83:184–193
Boland C, Dekleine R, Moorthy A et al (2014) A life cycle assessment of natural fiber reinforced composites in automotive applications. SAE Tech Pap. https://doi.org/10.4271/2014-01-1959
Boland CS, De Kleine R, Keoleian GA et al (2016) Life cycle impacts of natural fiber composites for automotive applications: effects of renewable energy content and lightweighting. J Ind Ecol 20:179–189. https://doi.org/10.1111/jiec.12286
Brassard P, Godbout S, Pelletier F et al (2018) Pyrolysis of switchgrass in an auger reactor for biochar production: a greenhouse gas and energy impacts assessment. Biomass Bioenerg 116:99–105
Civancik-Uslu D, Ferrer L, Puig R, Fullana-i-Palmer P (2018) Are functional fillers improving environmental behavior of plastics? A review on LCA studies. Sci Total Environ 626:927–940. https://doi.org/10.1016/j.scitotenv.2018.01.149
Corbière-Nicollier T, Gfeller Laban B, Lundquist L et al (2001) Life cycle assessment of biofibres replacing glass fibres as reinforcement in plastics. Resour Conserv Recycl 33:267–287. https://doi.org/10.1016/S0921-3449(01)00089-1
Delogu M, Zanchi L, Dattilo CA, Pierini M (2017) Innovative composites and hybrid materials for electric vehicles lightweight design in a sustainability perspective. Mater Today Commun 13:192–209. https://doi.org/10.1016/j.mtcomm.2017.09.012
Delogu M, Zanchi L, Maltese S et al (2016) Environmental and economic life cycle assessment of a lightweight solution for an automotive component: a comparison between talc-filled and hollow glass microspheres-reinforced polymer composites. J Clean Prod 139:548–560. https://doi.org/10.1016/j.jclepro.2016.08.079
Europe P (2005) Eco-profiles of the European plastics industry. Low Density Polyethylene, pp 1–19
Fogorasi M, Barbu I (2017) The potential of natural fibres for automotive sector: review. IOP Conf Ser Mater Sci Eng 252:012044. https://doi.org/10.1088/1757-899X/252/1/012044
Giroux L, Consulting GE (2014) State of waste management in Canada. Canadian Council of Ministers of the Environment
Government of Canadan (2018) Environment and Climate Change Canada (2018) Canadian environmental sustainability indicators: greenhouse gas emissions
Greenblatt JB, Shaheen S (2015) Automated vehicles, on-demand mobility, and environmental impacts. Curr Sustain Energy Rep 2:74–81
Guinée JB, Heijungs R, Huppes G (2004) Economic allocation: examples and derived decision tree. Int J Life Cycle Assess 9:23
Han J, Elgowainy A, Dunn JB, Wang MQ (2013) Life cycle analysis of fuel production from fast pyrolysis of biomass. Bioresour Technol 133:421–428
Han J, Elgowainy A, Palou-Rivera I, et al (2011) Well-to-wheels analysis of fast pyrolysis pathways with the GREET model. Argonne National Lab.(ANL), Argonne, IL (United States)
Hervy M, Evangelisti S, Lettieri P, Lee K-Y (2015) Life cycle assessment of nanocellulose-reinforced advanced fibre composites. Compos Sci Technol 118:154–162. https://doi.org/10.1016/J.COMPSCITECH.2015.08.024
ISO (2006) Environmental management—Life cycle assessment—Requirements and guidelines
Jahirul MI, Rasul MG, Chowdhury AA, Ashwath N (2012) Biofuels production through biomass pyrolysis—a technological review. Energies 5:4952–5001. https://doi.org/10.3390/en5124952
Jan MR, Shah J, Gulab H (2013) Catalytic conversion of waste high-density polyethylene into useful hydrocarbons. Fuel 105:595–602. https://doi.org/10.1016/j.fuel.2012.09.016
Jungbluth N, Bauer C, Dones R, Frischknecht R (2005) Life cycle assessment for emerging technologies: case studies for photovoltaic and wind power (11 pp). Int J Life Cycle Assess 10:24–34
Kim HC, Wallington TJ (2013) Life-cycle energy and greenhouse gas emission benefits of lightweighting in automobiles: review and harmonization. Environ Sci Technol 47:6089–6097. https://doi.org/10.1021/es3042115
Kong S (2011) (12) United States Patent 2, pp 12–15
Leme MMV, Rocha MH, Lora EES et al (2014) Techno-economic analysis and environmental impact assessment of energy recovery from Municipal Solid Waste (MSW) in Brazil. Resour Conserv Recycl 87:8–20
Luz SM, Caldeira-Pires A, Ferrão PMC (2010) Environmental benefits of substituting talc by sugarcane bagasse fibers as reinforcement in polypropylene composites: ecodesign and LCA as strategy for automotive components. Resour Conserv Recycl 54:1135–1144. https://doi.org/10.1016/j.resconrec.2010.03.009
Mashouf Roudsari G, Mohanty AK, Misra M (2017) A statistical approach to develop biocomposites from epoxy resin, poly(furfuryl alcohol), poly(propylene carbonate), and biochar. J Appl Polym Sci 134:1–11. https://doi.org/10.1002/app.45307
Molins G, Álvarez MD, Garrido N et al (2018) Environmental impact assessment of polylactide (PLA)/chicken feathers biocomposite materials. J Polym Environ 26:873–884
Moussa H (2014) Life cycle assessment of a hybrid poly butylene succinate composite
Narayan R (2011) Carbon footprint of bioplastics using biocarbon content analysis and life-cycle assessment. MRS Bull 36:716–721. https://doi.org/10.1557/mrs.2011.210
Neufeld R, Massicotte PJ (2017) Decarbonizing transportation in Canada
Peters JF, Iribarren D, Dufour J (2015) Simulation and life cycle assessment of biofuel production via fast pyrolysis and hydroupgrading. Fuel 139:441–456
Poulikidou S, Schneider C, Björklund A et al (2015) A material selection approach to evaluate material substitution for minimizing the life cycle environmental impact of vehicles. Mater Des 83:704–712. https://doi.org/10.1016/j.matdes.2015.06.079
Roy P, Nei D, Okadome H et al (2008) Life cycle inventory analysis of fresh tomato distribution systems in Japan considering the quality aspect. J Food Eng 86:225–233. https://doi.org/10.1016/j.jfoodeng.2007.09.033
Roy P, Tadele D, Defersha F et al (2019) Environmental and economic prospects of biomaterials in the automotive industry. Clean Technol Environ Policy 21(8):1535–1548
Snowdon MR, Mohanty AK, Misra M (2017) Miscibility and Performance Evaluation of Biocomposites Made from Polypropylene/Poly(lactic acid)/Poly(hydroxybutyrate-cohydroxyvalerate) with a Sustainable Biocarbon Filler. ACS Omega 2:6446–6454. https://doi.org/10.1021/acsomega.7b00983
Subic A, Schiavone F, Leary M, Manning J (2010) Comparative Life Cycle Assessment (LCA) of passenger seats and their impact on different vehicle models. Int J Veh Des 53:89–109
Tadele D, Roy P, Defersha F et al (2019) Life Cycle Assessment of renewable filler material (biochar) produced from perennial grass (Miscanthus). AIMS Energy 7:430–440. https://doi.org/10.3934/energy.2019.4.430
Vidal R, Martínez P, Garraín D (2009) Life cycle assessment of composite materials made of recycled thermoplastics combined with rice husks and cotton linters. Int J Life Cycle Assess 14:73–82. https://doi.org/10.1007/s11367-008-0043-7
Väisänen T, Das O, Tomppo L (2017) A review on new bio-based constituents for natural fiber-polymer composites. J Clean Prod 149:582–596. https://doi.org/10.1016/j.jclepro.2017.02.132
Wang T, Rodriguez-Uribe A, Misra M, Mohanty AK (2018) Sustainable carbonaceous biofiller from miscanthus: size reduction, characterization, and potential bio-composites applications. BioResources 13:3720–3739. https://doi.org/10.15376/biores.13.2.3720-3739
Wang H, Wang L, Shahbazi A (2015) Life cycle assessment of fast pyrolysis of municipal solid waste in North Carolina of USA. J Clean Prod 87:511–519
Witik RA, Payet J, Michaud V et al (2011) Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Compos Part A Appl Sci Manuf 42:1694–1709. https://doi.org/10.1016/j.compositesa.2011.07.024
Wright MM, Daugaard DE, Satrio JA, Brown RC (2010) Techno-economic analysis of biomass fast pyrolysis to transportation fuels. Fuel 89:S2–S10
Acknowledgements
The authors would like to acknowledge financial support from the Ontario Research Fund–Research Excellence (ORF-RE) round-7 award and the growth fund from the School of Engineering, University of Guelph.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Tadele, D., Roy, P., Defersha, F. et al. A comparative life-cycle assessment of talc- and biochar-reinforced composites for lightweight automotive parts. Clean Techn Environ Policy 22, 639–649 (2020). https://doi.org/10.1007/s10098-019-01807-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-019-01807-9