
Abstract
The objective of this work is to present a systematic approach for conceptual design of an integrated biorefinery with maximum economic potential accounting for the predefined uncertainties in energy economics. Various parameters commencing from raw biomass feedstock, desired end products, to market price trend, technological constraints and system uncertainties at multi-periods are to be considered. A structural framework, integrated biorefinery pathway map which embeds and interconnects the latest processing technologies is first developed. Then, a robust optimisation model is adopted to determine the optimum network which handles the predefined sets of uncertainties in energy economics. To illustrate the proposed approach, a case study with two different scenarios of uncertainties is solved. Furthermore, a sensitivity analysis is also performed to identify the critical parameters of an integrated biorefinery.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Accounting for the global economic growth and population growth, world energy demand is expected to increase by 49 % projected from 2007 to 2035 (EIA 2010). The projection indicates that global energy consumption will rise from 496 quadrillion British thermal units (Btu) in 2007 to 739 quadrillion Btu in 2035 (EIA 2010). Despite the escalation of energy consumption, worldwide energy is still dependent on limited resources, i.e. fossil fuels which virtually enable all economic domains, wide-ranging from industry, electricity generation to transportation (IEA 2008). Due to the depletion of fossil fuels resources, rise of issues regarding environment, climate change, energy security as well as rural prosperity have captivated the attention of the world. These pressures exert a force to exhibit a transformation towards energy generation that utilises a portfolio of sustainable technologies which mitigate greenhouse gases. In this context, biomass has been identified as one of the viable renewable energy sources. The derived biofuels and biochemical products from biomass have lower inherent carbon footprint (up to 52 %) compared to equivalent energy obtained from conventional fossil fuels (EIA 2019).
In general, biomass can be defined as any organic or inorganic material in which solar energy is or has been stored. It can be briefly represented as C n H m O p (Ng et al. 2009a, Ng 2010). Biomass may vary depending on the different number of atoms, n, m and p of carbon (C), hydrogen (H) and oxygen (O), respectively. As shown in the literature, biomass can be converted into value-added products such as biofuels and biochemical products in processing facilities known as biorefineries. Although biorefineries provide a promising future for fuels and energy, the world is still facing a major challenge in improving the overall performance of biorefineries. Therefore, there is a need to develop a systematic approach to design such systems. In order to facilitate the material and energy recovery, the concept of integrated biorefinery is proposed (Fernando et al. 2006). An integrated biorefinery is a crucial development of biorefinery where several conversion technologies are integrated to reduce the overall cost while increasing the flexibility in product generation (Fernando et al. 2006).
National Renewable Energy Laboratory (NREL) of the United States had categorised the expanded established technologies of biorefineries into five platforms, namely sugar–lignin platform, thermochemical platform, biogas platform, carbon-rich chains platform and plant products platform (NREL 2002). Sugar–lignin platform involves the fermentation of sugars extracted from raw biomass feedstock to produce fuels. Meanwhile, thermochemical platform uses thermal energy to convert biomass into products and energy. Examples of thermochemical platforms are gasification, pyrolysis, combustion and direct liquefaction. Biogas platform focuses on the decomposition of raw biomass feedstock with natural microorganisms in closed tanks (anaerobic digesters) to produce methane and carbon dioxide. Besides, carbon-rich chains platform produces biodiesel (fatty acid methyl esters, FAME) which appears as an important commercial substitute for petroleum diesel through transesterification of vegetable oil or animal fat. Finally, plant products platform develops plant strains that produce greater amounts of desirable feedstock using selective breeding and genetic engineering (NREL 2002).
Since there is substantial number of process alternatives, systematic screening for synthesis of integrated biorefinery is needed. Various systematic tools have been presented to address the design problem covering from screening of chemical reaction (Ng et al. 2009a; Voll and Marquardt 2012; Hechinger et al. 2010) to selection of technologies (Bao et al. 2011), product allocation (Sammons et al. 2008; Mansoornejad et al. 2010) and conceptual design (Kokossis and Yang 2010; Tay et al. 2011a, b; Pham and El-Halwagi 2012). Ng et al. (2009a) presented a quick screening tool, known as chemical reaction pathway map (CRPM), for synthesis of reaction pathway from biomass towards desired products via numerous organic and inorganic chemical reaction conversions. Besides, a rapid screening method known as reaction network flux analysis (RNFA), which systematically identifies alternative reaction pathways prior to analysing and ranking the alternatives, is also introduced (Voll and Marquardt 2012). Hechinger et al. (2010) further extended RNFA to identify and assess production pathways. Most recently, Chemmangattuvalappil and Ng (2013) presented a novel methodology which integrates the molecular design approach with reaction pathway synthesis for design of an integrated biorefinery which produces products that fulfil customer needs.
On the other hand, a mathematical optimisation framework for the evaluation of alternative product allocation to maximise economic performance is presented (Sammons et al. 2008). Mansoornejad et al. (2010) later presented a large block analysis for design of product/process portfolio and supply chain. Meanwhile, Kokossis and Yang (2010) developed a combination of multi-scale formulations with multi-stage problem to solve the complex problem of synthesized biorefineries. Later, Tay et al. (2011a) presented a modular optimisation strategy, which breaks a large optimisation problem into small parts, for synthesis of gasification-based integrated biorefinery. Bao et al. (2011) presented a systematic approach based on technology pathways to generate intermediate chemicals, and then using a tree-branching and searching technique to determine optimum pathways. Recently, Pham and El-Halwagi (2012) introduced ‘forward–backward’ approach for synthesis of biorefinery. Martin and Grossmann (2012) reviewed the recent works on the integration of production processes, including first, second and third generation of biofuels.
In order to synthesize a sustainable integrated biorefinery, various sustainable measurements, such as economic performance, environmental impact etc. should be taken into consideration simultaneously. Tan et al. (2009) presented a multi-objectives approach for determining the optimal bioenergy system configuration based on the given targets for land use, water and carbon footprint metrics. Besides, fuzzy optimisation model is also extended to synthesize an integrated biorefinery which maximises economic performance along with minimum environmental impacts (Tay et al. 2011b; Shabbir et al. 2012). Recently, Kasivisvanathan et al. (2012) presented a systematic approach for retrofitting a palm oil mill into a sustainable palm oil-based integrated biorefinery. Later, Ng et al. (2012) presented a modular optimisation approach in solving simultaneous process synthesis and heat and power integration problem in an integrated palm oil-based biorefinery. Most recently, Kasivisvanathan et al. (2013) presented a simple mixed-integer linear programming (MILP) model to determine optimal process adjustments due to partial energy systems inoperability.
Other than the mathematical optimisation approaches, Ng (2010) extended the pinch-based automated targeting approach (Ng et al. 2009b, c, 2010) to determine the maximum biofuel production and revenue levels in synthesizing an integrated biorefinery prior to detailed design. Later, Tay and Ng (2012) further extended the approach into consideration of multiple process parameters. On the other hand, Tay et al. (2011c) also presented a graphical approach which was based on C–H–O ternary diagram for synthesis of gasification-based integrated biorefinery.
It is noted that most of the previous works on synthesis of integrated biorefinery do not consider the effects of uncertainties during the early design stage. However, in view of the current volatile market environment and continuous change in consumers’ demand, the impact of uncertainties should be considered. Tay et al. (2012) presented robust optimisation approach for synthesis of integrated biorefineries with supply and demand uncertainties. However, the fluctuation or uncertainties of feedstock and product costs is not considered in previous work, which is the subject of this work.
As shown in the literature (Leiras et al. 2010a), robust optimisation is identified as one of the promising approaches to handle uncertainties. Al-Qahtani and Elkamel (2008) presented a robust MILP model to undertake both long-term uncertainties of raw biomass feedstock cost, demand and price of final products. According to Leiras et al. (2010a, b), robust optimisation focuses on models that ensure solution feasibility given the possible outcomes of uncertain parameters. Under this approach, the decision maker is willing to accept a suboptimal solution for the nominal values in order to ensure that the solution remains feasible and near optimal when the data change (Leiras et al. 2010a, b). Based on the advantageous robust optimisation, it is adapted in this work to synthesize a flexible network configuration of an integrated biorefinery that is able to handle the predefined uncertainties.
The objective of this paper is to synthesize an integrated biorefinery with maximum economic potential (EP) accounting for the predefined uncertainties. In this work, various uncertainties such as supply of raw biomass feedstock, demand for desired end products, market price, technological constraints and system uncertainties at multi-periods are to be considered. To address the problem, a graphical framework that analyses and categorises the current potential conversion technologies under four biorefinery platforms is first developed. Next, robust optimisation model is developed based on the graphical framework to determine the flexible network with maximum economic performance. To illustrate the proposed approach, a case study is presented.
Problem statement
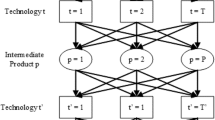
The superstructure for the allocation of raw biomass feedstock towards the desired product portfolios is demonstrated in Fig. 1. The synthesis problem of an integrated biorefinery to be addressed is defined as follows: Given a set of raw biomass feedstock \( i \in I \) with a flow rate of \( F_{i}^{\text{Bio}} \) which can be pre-treated at the conversion of \( x_{ij} \) to extract bioprecursor \( j \in J \). The total flow rate of extracted bioprecursor j is given as \( F_{j}^{\text{Comp}} \). The bioprecursor j is then further processed via different biorefinery platforms \( h \in H \). Based on literature review, four biorefinery platforms h are taken into consideration in this work, which are sugar platform \( s \in S \), thermochemical platform \( t \in T \), biogas platform \( b \in B \) and carbon-rich chains platform \( c \in C \). Each platform consists of multiple processing technologies to convert bioprecursor j into various intermediate \( k \in K \) at given conversion of \( x_{sk} \), \( x_{tk} \), \( x_{bk} \) and \( x_{ck} \), for sugar platform s, thermochemical platform t, biogas platform b and carbon-rich chains platform c, respectively. The total flow rate of intermediate is then determined as \( F_{k}^{\text{Int}} \). Intermediates k can be further processed via various processing technologies in order to produce other intermediate \( k^{\prime} \in K^{\prime} \)at a conversion of \( x_{{sk^{\prime}}} \), \( x_{{tk^{\prime}}} \), \( x_{{bk^{\prime}}} \) and \( x_{{ck^{\prime}}} \). The intermediate \( k^{\prime} \in K \) can either be sold directly or further processed into final product \( p \in P \). The total final product flow rate is given as \( F_{p}^{\text{Prod}} \).
In this work, the optimisation objective is set to maximise the EP of an integrated biorefinery system. EP is a measure of economic performance at the preliminary design stage (Douglas 1985) and it is simple to be determined. The EP of the synthesized integrated biorefinery is determined by the total revenue of sold products (\( F_{i}^{\text{Bio}} C_{i}^{\text{Bio}} \)) deducted from the total cost of raw biomass feedstock (\( F_{i}^{\text{Bio}} C_{i}^{\text{Bio}} \)). In order to consider the predefined uncertainties, probability of occurrence, α q for different uncertainty sets \( q \in Q \) is introduced in synthesizing an integrated biorefinery. To facilitate the formulation of robust optimisation for the synthesis task, a general graphical representation, known as integrated biorefinery pathway map (IBPM), is first developed for illustration.
Integrated biorefinery pathway map (IBPM)
In this work, a novel graphical representation, IBPM which categorises the processing technologies into four prominent platforms and serves as a framework of the generic modelling tool is first developed. Below is the detailed procedure for the development of IBPM:
-
1.
A literature survey is carried out to identify the promising raw biomass feedstock.
-
2.
The characteristics/bioprecursors of the identified raw biomass feedstock, such as starch, hemicellulose, cellulose, lignin, oil/lipids and protein, are identified based on experiment or literature.
-
3.
The processing biorefinery platforms (i.e. sugar platform, thermochemical platform, biogas platform and carbon-rich chains platform) which are able to process respective bioprecursors are determined.
-
4.
Based on the four platforms, all available technologies to convert raw biomass feedstock into intermediates/products are compiled. Besides, the information on process conversion and operating condition is also collected. The selection of technologies focused only on the technology pathways that produce the valuable intermediates (e.g. syngas) and high demand products (e.g. biodiesel, bioethanol) with the highest yield.
Following the proposed procedure, IBPM which based on five biomasses (i.e. rice husk, municipal solid waste (MSW), wood waste, sugar cane bagasse and palm biomass) is constructed and shown in Fig. 2. Note that developed IBPM in Fig. 2 is different from Fig. 1 because the intermediate layer \( k \in K \), secondary intermediate layer \( k^{\prime} \in K^{\prime} \) and product layer \( p \in P \) are not separated but merged into a single intermediate and product layer. Note that such design enables the integration networks within four platforms. Based on Fig. 2, the superstructure consists of four layers, i.e. raw biomass feedstock i, bioprecursor j, biorefinery platform h, and intermediate k, and product p. As shown, rice husk, MSW, wood waste, sugar cane bagasse and palm biomass are identified as raw biomass feedstock i. The raw biomass feedstock i was pre-treated to extract useful bioprecursor j (e.g. starch, hemicellulose, cellulose, lignin, triglycerides and protein) for biorefinery processing. Table 1 shows the bioprecursor of the respective compositions of the five raw biomass feedstocks. The bioprecursor j are then sent to relevant biorefinery platform h for conversion to intermediate k via different processing technologies s, t, b and c, where s, t, b and c denote the processing technologies on sugar platform, thermochemical platform, biogas platform and carbon-rich chains platforms, respectively. The intermediates k are either further processed to secondary intermediate k′ or sold as the end product p.

IBPM
For better illustration of the superstructure of IBPM, an example of the technology pathway towards the production of ethanol in Fig. 2 is discussed as below. The sugar platform is the sink of bioprecursors such as starch, hemicellulose and cellulose. These three bioprecursors would be processed via two processing technologies S-4 and S-5 to produce ethanol as primary intermediate k. Ethanol could be further processed to secondary intermediate k′ such as ethyl-tert-butyl ether (ETBE) (via S-6), diethyl ether (DEE) (via S-7), fatty acid ethyl esters (FAEE), and glycerol (via C-2). Ethanol could be sold as the end product p as well. Nevertheless, the production of ethanol was not restricted to only sugar platform. Integration within platforms enabled ethanol being produced via thermochemical platform and being further processed to hydrogen via pathway T-12.
All the processing technologies on the four biorefinery platforms, including integrated pathways are listed in Table 2, with yields and operating conditions specified. Based on all the literature review (Dry 1996; Struis et al. 1996; Yang et al. 2000; Chynoweth et al. 2001; Chen et al. 2003, 2010; Ji-Hyun et al. 2004; Paolo et al. 2004; Barnard et al. 2007; Varisli et al. 2007; Melero et al. 2008; Demirbas 2009; Favre et al. 2009; Peter 2009; Zhang et al. 2009; Harun and Danquah 2010; Kan et al. 2010; Kim et al. 2010; Krár et al. 2010; Kwak et al. 2010; Mariano et al. 2010; Munasinghe and Khanal 2010; Thananatthanachon and Rauchfuss 2010; Pompeo et al. 2010; Pöschl et al. 2010; Yang et al. 2011), the conversion information of the technologies are summarised in Table 2. It will then serve as the database of the optimisation model and solved in the presented case study.
Formulation of mathematical model
The optimisation of biorefinery network design involves a broad range of aspects varying from material balance to economic analysis to make strategic selection of processes and production capacities. The general deterministic model framework proposed in this paper follows the source–sink approach stated by El-Halwagi (2006). The foregoing optimisation formulations are derived equality or inequality constraints from the IBPM framework in Fig. 2 to build the generic mixed-integer non-linear programming (MINLP) model.
The raw biomass feedstock i with the flow rate \( F_{i}^{\text{Bio}} \) is split into bioprecursor j with the flow rate of \( f_{ij} \):
The raw biomass feedstock i are converted to bioprecursor j with the conversion of \( x_{ij} \). The total production rate of bioprecursor j is given as:
The total production rate of bioprecursor j can be split into different biorefinery platforms h with the flow rate of \( f_{jh} \):
The total flow rate of each biorefinery platform h, (\( F_{h}^{\text{Plat}} \)) is written as:
The splitting of each biorefinery platform h with the flow rate of \( F_{h}^{\text{Plat}} \) to processing technologies of s, t, b and c for production of intermediate k:
The total flow rate of intermediate k (\( F_{k}^{\text{Int}} \)) is determined by converting the splitting flow rate of each biorefinery platform h at the conversion rate of \( x_{sk} ,\,x_{tk} ,\,x_{bk} ,\,x_{ck} \) , respectively. Take note that intermediate k can be also produced from secondary intermediate k′ via processing technologies s, t, b and c at the conversion of \( x_{{sk^{\prime}}} ,x_{{tk^{\prime}}} ,x_{{bk^{\prime}}} ,x_{{ck^{\prime}}} \). The total flow rate of intermediate k \( \left( {F_{k}^{\text{Int}} } \right) \) is written as:
The splitting of intermediate k with the flow rate of \( F_{k}^{\text{Int}} \) to processing technologies s, t, b and c for the production of secondary intermediate k′ or product p. Take note that intermediate k could remain as final product p:
The total flow rate of final product p:
In special case n where two reactants, l 1 and l 2, are involved in the same processing technology w \( \left( {w \in S,T,B,C} \right) \), additional equations (Eqs. 9–11) are introduced to ensure that sufficient amount of both reactants and specific ratio are met to react simultaneously. For example, in order to produce methanol from syngas, the ratio between hydrogen and carbon monoxide has to be greater than two (H2/CO ≥ 2) (Ciferno and Marano 2002). Binary variable, I n is used to denote the existence (or absence) of the second reactant in the process. When first reactant, l 1 with the flow rate of \( f_{lw}^{1} \) presents in an integrated biorefinery system, I n = 1, the second reactant, l 2 with the flow rate of \( f_{lw}^{2} \) is available for conversion to intermediate, k and/or final product p; vice versa, when first reactant, l 1 is absent, \( f_{lw}^{1} = 0 \), the binary variable I n = 0. Thus, the second reactant, l 2 will not exist and flow rate of \( f_{lw}^{2} = 0 \), the reaction will not occur.
where z is a very small real number close to 0, \( f_{lw}^{{2^{\prime}}} \) is the available flow rate of second reactant l 2 and \( R_{{ll^{\prime}}} \) is the flow ratio of the second reactant l 2 to first reactant l 1.
In this work, EP is used to determine feasibility of product portfolios at the preliminary design stage of an integrated biorefinery. The EP is expressed in following equation:
where \( C_{p}^{\text{Prod}} \) and \( C_{i}^{\text{Bio}} \) are the market price of product p and cost of raw biomass feedstock i, respectively.
As mentioned earlier, an uncertainty parameter would need to be taken into account via pathway configuration presented in IBPM. In this work, the uncertainty sets are considered through a discrete probability distribution with a finite number \( q \in Q \) of possible outcomes at different intervals, where q is the number of uncertainty sets (Al-Qahtani and Elkamel 2008). Equation 12 is thus modified as below to create a robust equation:
Note that the introduced \( \alpha_{q} \) in Eq. 13 is used to indicate the probability of occurrences α, or uncertainties in different sets q of parameters (e.g. supply trend of raw biomass feedstock, demand trend of biofuel and market price trend of products). In this work, a commercial optimisation software LINGO, version 10, with Global Solver is used to optimise the proposed model. The software uses branch-and-bound (B&B) algorithm that combined with linearisation to find globally optimal solutions in non-linear programming (NLP) and MINLP problems (Gau and Schrage 2003; Lindo Systems, Inc. 2010).
Illustrative case study
To illustrate the proposed approach, a case study is solved. Based on Fig. 2, rice husk, MSW, wood waste, sugar cane bagasse and trash, and palm biomass are taken as the raw biomass feedstocks. To ensure the feed flow rate of raw biomass feedstock to an integrated biorefinery, \( F_{i}^{\text{Bio}} \) does not exceed its available supply, \( F_{i}^{\text{Available}} \), Equation 14 is added to the optimisation model.
On the other hand, the flow rate of product, \( F_{p}^{\text{Prod}} \) should exceed the product demand, \( F_{p}^{\text{Demand}} \); thus, additional equation is added.
Note that the available raw biomass feedstock supplies are limited in this case while there is a market demand for the desired biofuels to be fulfilled. Hence, Eq. 8 is modified and \( F_{p}^{\text{Fresh}} \) is introduced to represent external supply of products which can be purchased to satisfy the constraints of the product market demand. The modified equation is shown below:
In addition, Eq. 13 is revised by including fresh product to be purchased, \( F_{p}^{\text{Fresh}} \) and its purchase price, \( C_{p}^{\text{Fresh}} \) to form Equation 17.
In this work, it is assumed that the costs of raw biomass feedstock and the prices of products remained unchanged from 2015 to 2020. The cost and price data of raw biomass feedstocks and products are listed in Table 3. The raw biomass feedstock supply and product demand profiles are divided into four uncertainty sets, as based on yearly portfolio of raw biomass feedstock supply. The supply profile as projected from years 2015 to 2020 is summarised in Table 4. Years with similar raw biomass feedstock supplies would be considered as a singular uncertainty set and assigned a probability of occurrence, \( \alpha_{q} \). Based on Table 4, each year is assigned a probability of occurrence equally of 0.17 as projected supplies from year 2015 to 2020 are taken into consideration. Note also that both \( \alpha_{q} \)of uncertainty sets 1 and 3 are given as 0.33. This is because both sets considered projected supplies for 2 years (year 2015, 2016 and year 2018, 2019 for uncertainty sets 1 and 3, respectively).
Next, four uncertainty sets are further constrained by respective product demand portfolio; however, only three major biofuels: biogasoline, biodiesel (i.e. FAME, FAEE and Fischer–Tropsch (FT) diesel) and bioethanol which cover large shares of global biofuel market are the focal point in all scenarios. Bioethanol and biodiesel (i.e. FAME and FAEE) account for approximately 85 % and 15 % of the global biofuel market, respectively; and there is a rising demand for the development of biogasoline and FT-diesel from non-food biomass (Tramoy 2008). The projected product demand portfolio from years 2015 to 2020 is summarised in Table 5.
In this work, two projected uncertainties are analysed. The first scenario focuses on uncertainties in raw biomass feedstock supply and product market demand; while the second scenario considers uncertainties in product cost with consideration for raw biomass feedstock supply and product market demand. In the first scenario, both uncertainties are considered to investigate their effects on the EP of the proposed integrated biorefinery system. However, the monetary variability is not considered in Scenario 1, which is the subject of Scenario 2. A detailed analysis of product and raw biomass feedstock historical cost data is summarised in Tables 6 and 7. As this scenario is primarily affected by the cost of products, the raw biomass feedstock supply no longer affects the probability distribution. Therefore, the probability distribution in this case study is revised to a general guideline of the possible fluctuation to all product cost based on crude oil price trend. The uncertainty defined in this case study is the inability to determine if crude oil prices will either overshoot or undershoot the mean price. The occurrences for product price overshoot is a measure of number of years at which crude oil prices pass the high upper control limit of US$90 per barrel, and for product price undershoot is a measure of years below the low control limit of US$70 per barrel. Figure 3 shows the trend of crude oil prices from 2000 to 2005. As shown, timeline ranging from 2000 to 2001 shows most prices of the highly demanded biofuels below the low control limit. Meanwhile, timeline ranging from 2002 to 2003 shows most prices of biofuels in between the mean of US$80–100 per barrel crude oil. For timeline between 2004 and 2005, most prices of biofuels rose above the upper control limit of US$90 per barrel. Based on the above-mentioned information, it is noted that \( \alpha \) is equal to two per six each metrics evaluation whereby the occurrences of product price overshoot and undershoot fragmented throughout 6 years is equivalent to two occurrences out of 6 years. The probability distribution, \( \alpha \) for 2015–2020 is determined based on the same trends as year 2000–2005. Meanwhile, the crude oil price is assumed to be the same as previous years.

Uncertainty Considerations based on mean crude oil price of 80 ± 10 US$/barrel
Scenario 1: uncertainties in both raw biomass feedstock supply and product market demand
Solving the model with Equations 1–7, 9–11 and 14–17 and parameters given in Tables 3, 4 and 5, the average EP obtained under uncertainties in both raw biomass feedstock supply and product market demand is located as US$11.29 billion/year. Table 8 summarises the global optimal solution to the robust optimisation problem of Scenario 1 and provides the design parameters for an integrated biorefinery. Note that the design of equipment, piping and instrumentation shall be based on the maximum capacity determined under the uncertainty set 4 ‘year 2020’. Based on the optimised result, it is noted that the optimised flow rate of desired products is determined as 35.12 million tonne/year bioethanol, 0.071 million tonne/year FAEE, 0.0042 million tonne/year FT-diesel and 0.0075 million tonne/year biogasoline. Note also that only additional 0.038 million tonne/year of biogasoline needs to be purchased externally to fulfil the market demand. Therefore, this provides opportunity to produce more bioethanol, which has the highest market price (US$1,098.67/tonne). This is attained through an optimum pathway configuration towards the production of bioethanol as illustrated in Fig. 4. As shown, four pathways producing intermediates (syngas) are selected; which are steam reforming of methane (T-8), gasification of bio oil (T-13) and steam reforming of glycerol (T-11). The produced intermediate (syngas) is then fully converted to end products via two pathways, which are FT process (T-6) to produce FT-diesel and biogasoline, and fermentation process (S-8) to produce bioethanol and acetate. Besides, transesterification process (C-2) which converts ethanol and triglycerides to FAEE and glycerol is identified as another alternative pathway. In addition, pyrolysis (T-2) is also used to convert all bioprecursors to biogas, biochar and bio oil.

Optimum pathway configuration for Scenario 1
Scenario 2: uncertainties in product cost with considerations of raw biomass feedstock supply and product market demand
With equal objectives to maximise EP, Eqs. 1–7, 9–11 and 14–17 are solved globally with parameters in Tables 3, 4, 5, 6 and 7. The optimum pathway configuration for this case study is showed in Fig. 5; while, Table 9 summarises the optimal solution of Scenario 2. As shown, the average EP is targeted as US$5.90 billion per two concurrent years. The average EP is obtained by the product of probability distribution equivalent to one over three per metric with addition of EP of the concurrent years. The EP parameters are assumed to be an approximate equal to projected timeline of 2015–2020 as market trends continuously increase and decrease with time. With trend conditions where the cost of raw biomass feedstock is increased as compared to the selling price per product, therefore, the maximum EP reduces. This has resulted in a lower EP as compared to Scenario 1. Figure 5 shows the optimum pathway configuration for Scenario 2.

Optimum pathway configuration for Scenario 2
Overall, the highest yield from the optimised three sets of metrics is bioethanol of values 38.4, 44.7 and 49.8 million tonne per two concurrent years from 2000 to 2005. This is due to the relatively high demand of ethanol ranging from 0.3 to 0.75 million tonne per year (see Table 5). The configured network optimised production of biogasoline is from 0.03 to 0.09 million tonne; biochar is from 15.2 to 19.7 million tonne; acetate is from 2.61 to 3.39 million tonne; FAEE is from 7.85 to 10.2 million tonne and FT-diesel is from 0.0028 to 0.0083 million tonne per two concurrent years.
Sensitivity analysis
The above robust solution to all two scenarios are further investigated with a sensitivity analysis of EP towards the cost of raw biomass feedstock and the prices of biofuels, for the purpose of enabling stakeholder evaluation of the key drivers of the overall EP of the proposed model. Although robust optimisation is developed to handle uncertainties, however, it will not be able to determine the key drivers which affect the overall solution. The key drivers can only be determined via sensitivity analysis; therefore, sensitivity analysis is conducted in this work. Effects of changes in costs of raw biomass feedstock and prices of biofuels on the overall EP are assessed by varying the cost and price parameters by a 10 % decrease and increase. The mentioned analysis is known as one-way sensitivity analysis because only one parameter is changed at one time to locate the variations of EP. The percentages of change in the overall EP are illustrated graphically by a radar chart, represented by Figs. 6 and 7 for Scenario 1 and 2, respectively.

Radar diagram for Scenario 1

Radar diagram for Scenario 2
Upon analysing the radar chart for the effect of changes in costs of raw biomass feedstock, the overall EP is mostly sensitive to a small change in palm biomass cost in both scenarios. In both Scenarios 1 and 2, it is noted that the overall EP rose and fell by 15.74 and 50.34 %, respectively, for the 10 % changes in the cost of palm biomass. This is due to the highest availability of palm biomass for the proposed model (at the range of 34.60–47.40 million tonne per year). It could be seen from Table 4 that the available supply of palm biomass far outweighed that of the other raw biomass feedstock. The solved model inputs all the palm biomass supply into an integrated biorefinery system in order to maximise production rate of biofuels. Hence, a 10 % change in palm biomass cost largely affects the total cost of the raw biomass feedstock supply in the Eq. 17 as well as the overall EP. Similarly as the available tonnage supplies of other raw biomass feedstock are less (i.e. less than 8 million tonne per year) than that of palm biomass, fluctuations in the raw biomass feedstock cost excluding palm biomass will barely influence the cost term of the Eq. 17, and thus a slight change to the overall EP. The overall EP with a ±10 % change in prices of MSW, wood waste, sugar cane bagasse, and rice husk are negligible. The differences in overall EP changes among these four types of raw biomass feedstocks are due to the differences in their available supplies.
In examining the radar chart for the effect of changes in market prices of biofuels, it is noted that the overall EP is tremendously sensitive to a small change in bioethanol market price. A variation of ±10 % in bioethanol market price results in a ±29.35, and ±53 % change in the overall EP, for Scenarios 1 and 2, respectively. Note that such significant sensitivity is observed because the market price of bioethanol is the highest among the other four (i.e. US$1,098.67 per tonne for the base case); the proposed model tended to produce bioethanol only with all amounts of raw biomass feedstock in order to maximise the overall EP. Therefore, due to the highest bioethanol flow rate, a 10 % change in bioethanol market price would significantly affect the revenue (Eq. 17), and so, affect the overall EP. The overall EP with a ±10 % change in prices of other products (e.g. FT-diesel, Biogasoline, MSW, wood waste, sugar cane bagasse etc.) only affected the overall EP by not more than 0.1 %. The production of FT-diesel, FAME, FAEE and biogasoline are merely to meet the demand specifications. Hence, the overall EP had negligible effects due to their low production rate.
The above sensitivity analysis dictated the importance of the availability of raw biomass feedstock and the market prices of biofuels to conceptual design of an integrated biorefinery. Biorefining industries may focus their research and development on enhancing the availability of biomass feedstock and the production of high-value biofuels in order to improve the overall economic profitability. Other than that, stakeholders must constantly be attentive to the deviations in economic trends to sustain the desired economic profitability.
Conclusion
In this work, a graphical representation IBPM and a robust optimisation model were presented to serve as a systematic approach for synthesis of an integrated biorefinery. The uncertainties in biofuel(s) market demands, raw biomass feedstock supply and economic evaluation of both products and feedstock are considered in the generic model to provide a more robust and practical analysis of the problem. Manipulation of probability bounded constraints enables decision makers to make flexible choices in projecting the design parameters of an integrated biorefinery. In future work, the proposed model can be extended to be more flexible, creating preferences towards specific pathways. In addition, integration of heuristics in biorefinery synthesis will also be considered. Meanwhile, it is noted that the presented generic model can be adapted to different objective functions for more detailed analyses.
Abbreviations
- Btu:
-
British thermal units
- C n H m O p :
-
C—carbon atom, H—hydrogen atom, O—oxygen atom
- CRPM:
-
Chemical reaction pathway map
- DEE:
-
Diethyl ether
- DME:
-
Dimethyl ether
- DTBG:
-
Di-tert-butyl ether of glycerol
- ETBE:
-
Ethyl-tert-butyl ether
- FAEE:
-
Fatty acid ethyl esters
- FAME:
-
Fatty acid methyl esters
- FT diesel:
-
Fischer–Tropsch diesel
- HMF:
-
Hydroxymethylfurfural
- IBPM:
-
Integrated biorefinery pathway map
- MINLP:
-
Mixed-integer non-linear programming
- MSW:
-
Municipal solid waste
- RMG:
-
Renewable methane gas
- RNFA:
-
Reaction network flux analysis
- TTBG:
-
Tri-tert-butyl ether of glycerol
- 2015EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2015
- 2016EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2016
- 2017EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2017
- 2018EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2018
- 2019EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2019
- 2020EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2020
- 2015/2016EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2015 or 2016
- 2018/2019EP:
-
EP achieved under the portfolio of raw biomass feedstock supply in year 2018 or 2019
- b :
-
Index for processing technology on biogas platform
- c :
-
Index for processing technology on carbon-rich chains platform
- i :
-
Index for raw biomass feedstock
- j :
-
Index for bioprecursor
- h :
-
Index for biorefinery platform
- k :
-
Index for intermediate
- k′:
-
Index for intermediate other than k
- l 1 :
-
Index for first reactant in the same processing technology w
- l 2 :
-
Index for second reactant in the same processing technology w
- n :
-
Index for special case
- p :
-
Index for final product
- q :
-
Index for uncertainty set
- s :
-
Index for processing technology on sugar platform
- t :
-
Index for processing technology on thermochemical platform
- v :
-
Index for conversion operators
- w :
-
Index for same processing technology
- \( C_{i}^{\text{Bio}} \) :
-
Cost of raw biomass feedstock i
- \( C_{p}^{\text{Fresh}} \) :
-
Purchase price of product p
- \( C_{p}^{\text{Prod}} \) :
-
Market price of the final product p
- \( F_{i}^{\text{Available}} \) :
-
Available supply raw biomass feedstock i
- \( F_{i}^{\text{Demand}} \) :
-
Market demand of product p
- n 1 :
-
Total number of components in raw biomass feedstock layer in Fig. 1
Fig. 1 
Superstructure of the Robust MINLP model
- n 2 :
-
Total number of components in bioprecursor layer in Fig. 1
- n 3 :
-
Total number of components in intermediate layer in Fig. 1
- n 4 :
-
Total number of components in secondary intermediate layer in Fig. 1
- n 5 :
-
Total number of components in product layer in Fig. 1
- n 6 :
-
Total number of components in conversion layer in Fig. 1
- \( x_{ij} \) :
-
Conversion of raw biomass feedstock i to bioprecursor j
- \( x_{sk} ,x_{{sk^{\prime}}} \) :
-
Yield of chemical reaction in conversion operators of sugar platform
- \( x_{tk} ,x_{{tk^{\prime}}} \) :
-
Yield of chemical reaction in conversion operators of thermochemical platform
- \( x_{bk} ,x_{{bk^{\prime}}} \) :
-
Yield of chemical reaction in conversion operators of biogas platform
- \( x_{ck} ,x_{{ck^{\prime}}} \) :
-
Yield of chemical reaction in conversion operators of carbon-rich chains platform
- z :
-
Very small real number close to 0
- \( \alpha \) :
-
Probability of occurrence
- \( \alpha_{q} \) :
-
Probability of occurrence of different uncertainty sets q
- EP:
-
Economic potential
- \( F_{i}^{\text{Bio}} \) :
-
Flow rate of raw biomass feedstock i
- \( F_{j}^{\text{Comp}} \) :
-
Flow rate of bioprecursor j
- \( F_{h}^{\text{Plat}} \) :
-
Flow rate of biorefinery platform h
- \( F_{k}^{\text{Int}} \) :
-
Flow rate of intermediate k
- \( F_{p}^{\text{Prod}} \) :
-
Flow rate of final product p
- \( F_{p}^{\text{Fresh}} \) :
-
Flow rate of fresh product p to be purchased
- \( f_{ij} \) :
-
Splitting of raw biomass feedstock i to bioprecursor j
- \( f_{jh} \) :
-
Splitting of bioprecursor j to biorefinery platform h
- \( f_{hs} \) :
-
Splitting of component from platform h to initial feed of processing technology s
- \( f_{ht} \) :
-
Splitting of component from platform h to initial feed of processing technology t
- \( f_{hb} \) :
-
Splitting of component from platform h to initial feed of processing technology b
- \( f_{hc} \) :
-
Splitting of component from platform h to initial feed of processing technology c
- \( f_{ks} \) :
-
Splitting of intermediate k to initial feed of processing technology s
- \( f_{kt} \) :
-
Splitting of intermediate k to initial feed of processing technology t
- \( f_{kb} \) :
-
Splitting of intermediate k to initial feed of processing technology b
- \( f_{kc} \) :
-
Splitting of intermediate k to initial feed of processing technology c
- \( f_{{k^{\prime}s}} \) :
-
Splitting of intermediate k′ to initial feed of processing technology s
- \( f_{{k^{\prime}t}} \) :
-
Splitting of intermediate k′ to initial feed of processing technology t
- \( f_{{k^{\prime}b}} \) :
-
Splitting of intermediate k′ to initial feed of processing technology b
- \( f_{{k^{\prime}c}} \) :
-
Splitting of intermediate k′ to initial feed of processing technology c
- \( f_{lw}^{1} \) :
-
Flow rate of first reactant l 1 in the same processing technology w
- \( f_{lw}^{2} \) :
-
Flow rate of second reactant l 2 in the same processing technology w
- \( f_{lw}^{{2^{\prime}}} \) :
-
Available flow rate of second reactant l 2 in the same processing technology w
- R ll′ :
-
Flow ratio of second reactant l 2 to first reactant l 1 in the same processing technology w
- \( I_{n} \) :
-
0–1 binary variable

References
Al-Qahtani K, Elkamel A (2008) Multisite facility network integration design and coordination: an application to the refining industry. Comput Chem Eng 32:2189–2202
Bao B, Ng DKS, Tay DHS, Jimenez-Gutierrez A, El-Halwagi MM (2011) A shortcut method for the preliminary synthesis of process-technology pathways: an optimization approach and application for the conceptual design of integrated biorefineries. Comput Chem Eng 35:1374–1383
Barnard TM, Leadbeater NE, Boucher MB, Stencel LM, Wilhite BA (2007) Continuous-flow preparation of biodiesel using microwave heating. Energy Fuels 21:1777–1781
Chemmangattuvalappil NG, Ng DKS (2013) A systematic methodology for optimal product design in an integrated biorefinery. In: 23rd European symposium on computer aided process engineering (ESCAPE 23), Lappeenranta
Chen Z, Yan Y, Elnashaie SSEH (2003) Novel circulating fast fluidized-bed membrane reformer for efficient production of hydrogen from steam reforming of methane. Chem Eng Sci 58:4335–4349
Chen G, Zhang X, Guo CY, Yuan G (2010) Manganese-promoted Rh supported on a modified SBA-15 molecular sieve for ethanol synthesis from syngas, Effect of manganese loading. C R Chim 13:1384–1390
Chynoweth DP, Owens JM, Legrand R (2001) Renewable methane from anaerobic digestion of biomass. Renew Energy 22:1–8
Ciferno JP, Marano JJ (2002) Benchmarking biomass gasification technologies for fuels, chemicals and hydrogen production. www.netl.doe.gov/technologies/coalpower/gasification/pubs/pdf/BMassGasFinal.pdf Accessed 30 Dec 2009
Demirbas MF (2009) Biorefineries for biofuel upgrading: a critical review. Appl Energy 86:S151–S161
Douglas JM (1985) A hierarchical decision procedure for process synthesis. AIChE J 31:353–362
Dry ME (1996) Practical and theoretical aspects of catalytic Fischer–Tropsch process. Chem Eng Catal 138:319–344
El-Halwagi MM (2006) Process systems engineering: process integration. Academic Press, Elsevier Inc, San Diego
Energy Information Administration (EIA) (2009) Report on international energy outlook 2010. U.S. Energy Information Administration independent statistics and analysis. http://www.eia.gov. Accessed 5 Nov 2010
Energy Information Administration (EIA) (2010) Report on international energy outlook 2010. U.S. Energy Information Administration independent statistics and analysis. http://www.eia.gov. Accessed 5 Nov 2010
Favre E, Bounaceur R, Roizard D (2009) Biogas, membranes and carbon dioxide capture. J Membr Sci 328:11–14
Fernando S, Adhikari S, Chandrapal C, Murali N (2006) Biorefineries: current status, challenges, and future direction. Energy Fuels 20:1727–1737
Gau CY, Schrage LE (2003) Implementation and testing of a branch and bound based method for deterministic global optimisation: operations research applications. In: Floudas CA, Pardalos PM (eds) Frontiers in global optimisation. Kluwer, Dordrecht, pp 1–20
Harun R, Danquah MK (2010) Influence of acid pre-treatment on microalgal biomass for bioethanol production. Process Biochem 46:304–309
Hechinger M, Voll A, Marquardt W (2010) Towards an integrated design of biofuels and their production pathways. Comput Chem Eng 34:1909–1918
International Energy Agency (IEA) (2008) Report on world energy outlook 2008. OECD/IEA (2008). http://www.worldenergyoutlook.org/media/weowebsite/2008-1994/WEO2008.pdf. Accessed 5 Nov 2010
Ji-Hyun K, Min JP, Sun JK, Oh-Shim J, Kwang-Deog J (2004) DME synthesis from synthesis gas on the admixed catalysts of Cu/ZnO/Al2O3 and ZSM-5. Appl Catal 264:37–41
Kan T, Xiong JX, Li XL, Ye TQ, Yuan LX, Torimoto Y, Yamamoto M, Li QX (2010) High efficient production of hydrogen from crude bio-oil via an integrative process between gasification and current-enhanced catalytic steam reforming. Int J Hydrogen Energy 35:518–532
Kasivisvanathan H, Ng RTL, Tay DHS, Ng DKS (2012) Fuzzy optimisation for retrofitting a palm oil mill into a sustainable palm oil-based integrated biorefinery. Chem Eng J 200–202:694–709
Kasivisvanathan H, Barilea IDU, Ng DKS, Tan RR (2013) Optimal operational adjustment in multi-functional energy systems in response to process inoperability. Appl Energy 102:492–500
Kim M, Yan S, Salley SO, Ng KYS (2010) Competitive transesterification of soybean oil with mixed methanol/ethanol over heterogeneous catalysts. Bioresour Technol 101:4409–4414
Kokossis AC, Yang A (2010) The use of systems technologies and a systematic approach for the synthesis and the design of future biorefineries. Comput Chem Eng 34(9):1397–1405
Krár M, Kovács S, Kalló D, Hancsók J (2010) Fuel purpose hydrotreating of sunflower oil on CoMo/Al2O3 catalyst. Bioresour Technol 101:9287–9293
Kwak BS, Kim J, Kang M (2010) Hydrogen production from ethanol steam reforming over core-shell structured Ni x O y -, Fe x O y -, and Co x O y -Pd catalysts. Int J Hydrogen Energy 35:11829–11843
Leiras A, Elkamel A, Hamacher S (2010a) Strategic planning of integrated multirefinery networks: a robust optimization approach based on the degree of conservatism. Ind Eng Chem Res 49:9970–9977
Leiras A, Elkamel A, Hamacher S (2010b) Petroleum refinery operational planning using robust optimization. Eng Optim 12:1119–1131
Lindo Systems, Inc. (2010) Lingo: the modelling language and optimizer. Lindo Systems, Inc, Chicago
Mansoornejad B, Chambost V, Stuart P (2010) Integrating product portfolio design and supply chain design for the forest biorefinery. Comput Chem Eng 34:1497–1506
Mariano AP, Costa CBB, Angelis DF, Maugeri F, Atala DIP, Wolf MR, Maciel FR (2010) Optimisation of a continuous flash fermentation for butanol production using the response surface methodology. Chem Eng Res Des 88:562–571
Martin M, Grossmann IE (2012) On the systematic synthesis of sustainable biorefineries. Ind Eng Chem Res. doi:10.1021/ie2030213
Melero JA, Vicente G, Morales G, Paniagua M, Moreno JM, Roldán R, Ezquerro A, Pérez C (2008) Acid-catalyzed etherification of bio-glycerol and isobutylene over sulfonic mesostructured silicas. Chem Eng Catal 346:44–51
Munasinghe PC, Khanal SK (2010) Biomass-derived syngas fermentation into biofuels: opportunities and challenges. Bioresour Technol 101:5013–5022
National Renewable Energy Laboratory (2002) The biomass economy. Biorefineries, JA-810-31967. http://www.nrel.gov/research_review/pdfs/2002/31967b.pdf. Accessed 5 Nov 2010
Ng DKS (2010) Automated targeting for synthesis of an integrated biorefinery. Chem Eng J 162:67–74
Ng DKS, Bao B, El-Halwagi MM (2009a) Reaction pathway synthesis for integrated biorefineries. In: 23rd symposium of Malaysia chemical engineer (SOMCHE 2009) in conjunction with the 3rd international conference on chemical and bioprocess engineering (ICCBPE 2009), Sabah (in proceeding)
Ng DKS, Foo DCY, Tan RR (2009b) Automated targeting technique for single-component resource conservation networks—part 1: direct reuse/recycle. Ind Eng Chem Res 48(16):7637–7646
Ng DKS, Foo DCY, Tan RR (2009c) Automated targeting technique for single-component resource conservation networks—part 2: single pass and partitioning waste interception systems. Ind Eng Chem Res 48(16):7647–7661
Ng DKS, Foo DCY, Tan RR, El-Halwagi MM (2010) Automated targeting technique for concentration- and property-based total resource conservation network. Comput Chem Eng 34:825–845
Ng RTL, Tay DHS, Ng DKS (2012) simultaneous process synthesis, heat and power integration in a sustainable integrated biorefinery. Energy Fuels 26(12):7316–7330
Paolo DF, Carlo B, Martino P, Fausto P (2004) Prediction of syngas quality for two-stage gasification of selected waste feedstocks. Waste Manag (Oxf) 24:633–639
Peter A (2009) Biomass pyrolysis processes: review of scope, control and variability. UKBRC Working Paper 5. http://www.geos.ed.ac.uk/sccs/biochar/documents/WP5.pdf. Accessed 1 Nov 2010
Pham V, El-Halwagi M (2012) Process synthesis and optimization of biorefinery configurations. AIChE J 58:1212–1221
Pompeo F, Santori G, Nichio NN (2010) Hydrogen and/or syngas from steam reforming of glycerol; study of platinum catalysts. Int J Hydrogen Energy 35:8912–8920
Pöschl M, Ward S, Owende P (2010) Evaluation of energy efficiency of various biogas production and utilization pathways. Appl Energy 87:3305–3321
Sammons NE Jr, Yuan W, Eden M, Aksoy B, Cullinan H (2008) Optimal biorefinery product allocation by combining process and economic modelling. Chem Eng Res Des 86(7):800–808
Shabbir Z, Tay DHS, Ng DKS (2012) A hybrid optimisation model for the synthesis of sustainable integrated biorefinery. Chem Eng Res Des 90:1568–1581
Struis RPWJ, Stucki S, Wiedorn M (1996) A membrane reactor for methanol synthesis. J Membr Sci 113:93–100
Tan RR, Jo-ann BB, Aviso KB, Culaba AB (2009) A fuzzy multiple-objective approach to the optimization of bioenergy system footprints. Chem Eng Res Des 87:1162–1170
Tay DHS, Ng DKS (2012) Multiple-cascade automated targeting for synthesis of a gasification-based integrated biorefinery. J Clean Prod 34:38–48
Tay DHS, Kheireddine H, Ng DKS, El-Halwagi MM, Tan RR (2011a) Conceptual synthesis of gasification-based biorefineries via thermodynamic equilibrium optimization models. Ind Eng Chem Res 50(18):10681–10695
Tay DHS, Sammons NE Jr, Ng DKS, Eden MR (2011b) Fuzzy optimization approach for the synthesis of a sustainable integrated biorefinery. Ind Eng Chem Res 50:1652–1665
Tay DHS, Kheireddine H, Ng DKS, El-Halwagi MM (2011c) Synthesis of an integrated biorefinery via the C–H–O ternary diagram. Clean Technol Environ Policy 13(4):567–579
Tay DHS, Ng DKS, Tan RR (2012) Robust optimization approach for synthesis of integrated biorefineries with supply and demand uncertainties. Environ Prog Sustain Energy. doi:10.1002/ep.10632
Thananatthanachon T, Rauchfuss TB (2010) Efficient production of the liquid fuel 2,5-dimethylfuran from fructose using formic acid as a reagent. Angew Chem Int Ed 49:6616–6618
Tramoy P (2008) Review on the biofuel market. Market and business intelligence. http://www.lifescience-online.com/article.html?a=1016andportalPage=Lifescience+Today.Articles. Accessed 10 Jan 2011
Varisli D, Dogu T, Dogu G (2007) Ethylene and diethyl-ether production by dehydration reaction of ethanol over different heteropolyacid catalysts. Chem Eng Sci 62:5349–5352
Voll A, Marquardt W (2012) Reaction network flux analysis: optimization-based evaluation of reaction pathways for biorenewables processing. AlChE J 58:1788–1801
Yang BL, Yang SB, Yao R (2000) Synthesis of ethyl tert-butyl ether from tert-butyl alcohol and ethanol on strong acid cation-exchange resins. React Funct Polym 44:167–175
Yang F, Liu Q, Bai X, Du Y (2011) Conversion of biomass into 5-hydroxymethylfurfural using solid acid catalyst. Bioresour Technol 102:3424–3429
Zhang WD, Liu BS, Zhan YP, Tian YL (2009) Syngas production via CO2 reforming of methane over Sm2O3/La2O3-supported Ni catalyst. Ind Eng Chem Res 48:7498–7504
Acknowledgments
The financial support from University of Nottingham Research Committee through New Researcher Fund (NRF 5021/A2RL32) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Tang, M.C., Chin, M.W.S., Lim, K.M. et al. Systematic approach for conceptual design of an integrated biorefinery with uncertainties. Clean Techn Environ Policy 15, 783–799 (2013). https://doi.org/10.1007/s10098-013-0582-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-013-0582-x