
Abstract
The environmental conscious manufacturing and climate change made automotive manufacturing organisations to recognise sustainability as a vital concept for survival in the global competitive scenario. Many components of automobiles are manufactured using plastics which play imperative role in ensuring sustainability. This research article deals with the application of Life Cycle Assessment on instrument panel of an electric car which is made of ABS (Acrylonitrile–Butadiene–Styrene). The case study has been conducted in an Indian instrument panel manufacturing plant. First, a life cycle model of ABS sheet which is particularly used in instrument panel manufacturing was built, and the environmental impact assessment of the instrument panel was done using Eco-indicator and CML methodologies. In life cycle perspective, the environmental hot spots have been found out. Later the results have been interpreted based on environmental impact assessment factors. The relative comparison of impact factors at different stages in the life cycle enables the generation of improvement options. The sustainability index of instrument panel before and after implementing Environmental Impact Assessment (EIA) has been computed. The results are statistically validated, and the managerial implications have been derived.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
During the recent years, greenhouse gas emission, which has increased remarkably because of tremendous energy use, has resulted in global warming. In order to prevent the occurrence of global warming, the world community has been striving to assess environmental impacts using tremendous energy. In this effort, the engineers and researchers have been employing a few approaches. One among them is Life Cycle Assessment (LCA). LCA is a process employed to analyse and assess the environmental impacts of a product, process or activity over its whole life cycle. LCA identifies and quantifies energy and materials used and wastes released to the environment, and it assesses the impact of those inputs and outputs. Further, the opportunities for environmental improvements are searched for. LCA considers all the phases of the entire life cycle of the product, namely, extracting and processing raw materials; manufacturing, transportation and distribution; use, re-use and maintenance; recycling and final disposal.
By definition, LCA considers only the environmental issues. In reality, in LCA other issues, like social, economical, political and technical, too are considered. Therefore, LCA must be seen in a broader context. In other words, LCA must be considered as a tool that provides information on the product’s environmental impacts (Soriano and Kaebernick 2000). Currently, LCA considers air, water and soil emissions together with mass and energy requirements. Evaluation of the environmental impacts of these has been included in the scope of LCA projects, albeit the methodology for impact assessment is still developing.
Today, automobile industry is one of the largest users of energy. Hence, the environmental impacts caused by automobile industry are significant. In this context, studies on controlling global warming that arises from the tremendous usage of energy by the automobile sectors are highly warranted. In this context, this article reports a case study on implementing LCA approach in an instrument panel manufacturing organisation. The unique aspect of this case study is that it reports the Environmental Impact Assessment (EIA) of instrument panel of electric cars using two different methods (CML and Eco-indicator 99) to perform EIA and validate the results by sustainability index calculation. Also, the sustainability index of instrument panel of electric cars has been computed. Even though the study was carried out on an instrument panel of an electric car which is considered as eco-friendly, the results revealed that environmental impacts leading to global warming were occurring in the production stage. In this case, environmental impacts of Acrylonitrile–Butadiene–Styrene (ABS) sheet which is used for manufacturing the instrument panel of a car were studied. The research question addressed in this study is that how to assess and validate environmental impact of instrument panel. The results derived from the study enables the contemporary managers to make key decisions such as product/process modifications, so as to minimise the impact to the environment. The sustainability index encompassing the environmental, economic and social improvements has been presented. Besides, the statistical validation of the results was also conducted.
Literature review
The literature was reviewed to study the research carried out about EIA and applications of Eco-indicator and CML methods. These researches are briefly described in the next subsection. In the third subsection, the research gap identified during this literature review is pinpointed.
Literature review on environmental impact assessment
Environmental impact assessment is the process which helps the modern contemporary managers in the process of decision making, and in keeping the environmental low risk through recognising, forecasting, evaluating and justifying technically the probable optimistic and pessimistic impacts of any project over the environment either directly or indirectly considering the biophysical, economical and social aspects too. A search in the literature indicated that more than 8,865 articles reporting the research on environmental impact assessment have appeared. A few articles which adopted different methods in calculating the EIA are described in this study.
Azzone and Noci (1996) proposed a new methodology for assessing environmental impacts of new green products. Those authors presented working structure for the recognition of important assessment criteria to support decision making. Those authors contributed by way of an incorporated technique that includes both substantial and elusive effects into concern and that starts from the available information.
Kaebernick et al. (2003) discussed the concept of introducing environmental requests at each phase of product development, based on a perception towards sustainable manufacturing. Those authors stressed upon the consideration of the environmental needs along with the traditional needs like cost and quality. The authors presented an industrial case study and concluded that the implementation of new context will open up new ventures for any manufacturing organisation.
Rehan and Faisal (2006) proposed a methodical approach methodology called GreenPro-I to measure the environmental threat and collisions associated with the products, processes and services along its lifecycle. Those authors in their article reported the environmental impacts that are caused by a product across its lifecycle phases till the disposal phase.
Kumaran et al. (2001) have proposed the concept called Life Cycle Environmental Cost Analysis (LCECA). Those authors mentioned about the eight eco-costs including both direct and indirect costs in their cost structure identified all along for any product, life cycle from conception to design, raw materials' consumption, processing, delivery, use, recycling and disposal. The authors have also presented an impact assessment tool to measure the Environmental Impact Indices (EII) of any product to verify its environmental friendliness and also to reduce the total eco-cost with the help of green or eco-friendly alternatives in all the stages of the life cycle of the product. The development of suitable cost model and the identification of the feasible alternatives were the hallmarks of this research.
Rao (2008) discussed about the evaluation of environmentally conscious manufacturing programs to calculate the environmentally conscious manufacturing (ECM) programme selection index. The author of the cited study used three multiple attribute decision-making methods for evaluating ECM programs, such as Analytic Hierarchy Process (AHP), the technique for order preference by similarity to an ideal solution (TOPSIS) and the modified TOPSIS method. Further, he concluded that the most valid approach is to select a particular alternative among the given alternatives, through similar valid decision-making methods, and then to decide over the final alternative on the basis of aggregation of the results that have an extreme major optimistic affiliation towards the problem.
Harjula et al. (1996) has mentioned that the re-design suggestions resulting from Design for Assembly analysis are well suited for Design for Disassembly through consideration of environmental parameters and also stated that the significant environmental impact minimisation is possible with maximum financial benefits.
Sakao (2009) emphasised the application of quality engineering in the premature phase of design. He has classified the eco-attributes into offer value and corporate value and discussed their design strategies based on the customer response with respect to Japanese housing industry market in classifying its environmental characteristics.
Hansjoerg et al. (2005) have mentioned that encouraging environmentally conscious design helps in better understanding of sustainability concepts. The author has contributed an idea on carrying out the eco-design approaches over the electronics sector and stressed the importance of taking into account the triple bottom-line (economic, environment and social) of sustainability through collaboration along value chains across regions through cross-functional eco-design team.
Rusinko (2007), in his article, tried to bring out the relationship among explicit environmental manufacturing and competitive manufacturing outcomes and other outcomes from the survey conducted among the U.S. commercial carpet industries. He has concluded that sustainability is the critical crossroad among various factors, such as product design, development and manufacturing. He also suggested to narrow down the focus and to gather more data on those environmental practices that are vigorously associated with competitive outcomes on future research.
Bert (1997) provided a number of alternative and concerns which companies and organisations look for the integration of environmental aspects in product design and realisation. He has discussed about approaches using information management in design tools for reducing the environmental impact.
Literature review on applications of CML and eco-indicator
Eco-Indicator′99 is an analysis method employed to quantify the environmental effects associated with a process or product through the identification and quantification of the resources used and the waste generated. CML focuses on a series of environmental impact categories expressed in terms of emissions to the environment or resource use. It allows to establish an artificial economic value for each unit of environmental impact and to compare the results for different environmental impact categories with each other. During this literature review, as many as 70 articles reporting the application of CML and Eco-indicator were reviewed.
Ortiz et al. (2009a) performed a study on sustainability in construction industry which dealt with recent developments in LCA. In the cited article, CML baseline method has been used for the evaluation of the environmental impacts. The study of environmental assessment by LCA methodology was carried out, and a comparison of the impacts between LCA of building materials and components combinations versus the LCA of the full building life cycle has been done.
Ortiz et al. (2009b) studied sustainability based on life cycle management of residential dwellings on their consumption behaviour over the full life cycle and found that it augments the economic and environmental characteristics using CML baseline method. Those authors used sustainability indicators in the pre-construction and operation phases and also used them to promote and support the adoption of the LCM (Life Cycle Management) within the construction industry.
According to Goedkoop (1996), Eco-Indicator 95 method represents one of the further developments of the environmental theme method. It is based on the balance of facts and the partial stages of classification and characterisation. The authors have specified that 1 death per 1,000,000 inhabitants is equal to 5% surface loss of an intact eco-system.
CinziaBuratti et al. (2010) developed a methodology to improve the environmental indicators and testing with fibre sorghum energy crop. Those authors have mentioned about lack of some important features such as freshwater consumption, nutrient emissions into water and soil erosion, which are necessary in evaluating the environmental aspects. The impact assessment methodology was tested on fibre sorghum crop production, adopting two different agricultural techniques mainly dealing with irrigation management and employing data from experimental fields. Their study showed a more reliable approach to the impact assessment of biomass cultivation phase.
Mark et al. (2008) using Eco-Indicator 99 computed the ecological footprint (EF), over a huge number of products and services to test out the screening indicator for environmental performance. They concluded that the EF of most of the products was subjugated because of the burning up of non-renewable energy and land use.
Gerald et al. (1999) developed an environmentally sound process in the chemical industry by quantifying the environmental impacts with the help of Eco-Indicator 95 method. They have concluded that the work-up procedures were the cause for more environmental impacts than the technology itself.
Koroneos et al. (2008) classified the stock records to impact groups using the Eco-Indicator 95 methodology. The LCA study of the two biomasses to hydrogen systems indicates that the biomass–gasification–electricity–electrolysis route has a better environmental performance compared to the gasification-steam reforming-PSA route.
Bovea and Powell (2006) have evaluated the environmental behaviour of materials in such a way that it can be incorporated directly into a multicriteria decision problem, along with the other design considerations. Their study demonstrated the need to perform a sensitivity analysis when a single environmental score is applied during the process of selecting materials to enhance the environmental performance of products. The idea was to compare the increase that the incorporation of the environmental improvements on the life cycle cost of the product to the additional money that the customer is willing to pay for perceiving environmental benefits.
Kalnes et al. (2006) in their life cycle analyses of the HyLubeTM-refining process quantified the intrinsic benefits of recovering used oils to justify its competency over the other existing techniques.
The framing of LCIA (Life Cycle Impact Assessment) by decision analysis can make an important contribution to the development of LCA. This could promote a more structured and consistent approach to LCA and decision making. Because decision analysis is in essence a systems tool, it is consistent with the systemic intent of LCA (Strandesen et al. 2007).
On the whole, the review of the articles cited in this subsection has revealed that LCA is becoming the preferred methodology for comparing the environmental impacts of competing processes. Another derivation of this literature review exercise is that integration of EIA and sustainability leads to various benefits ranging from improvement in product design and development, generation of robust products, minimizing the environmental impact, etc.
Research gap
Though LCA technique has been used by the researchers for certain purposes, the application of LCA technique, to model the manufacturing plant and product results based on both the CML and Eco-indicator method has not been attempted. In order to contribute towards filling this research gap, the assessment of environmental impact caused during the production of instrument panel of electric car was done in this study.
Case study
In the case study being reported here, LCA was applied on the instrument panel of electric cars. This instrument panel is manufactured from the ABS sheets. These instrument panels are manufactured in a composites and plastics manufacturing industry located in Bangalore city, India. An average cradle-to-gate of ABS sheets used for the manufacture of instrument panel of electric car is considered. The ABS co-polymer production data are not being considered in the study. This study mainly concentrates on the EIA of ABS sheet used for the manufacturing of the instrument panel rather than the product alternatives for the instrument panel. The functional unit is the quantified definition of the function of a product. In this case study, the functional unit is taken as ABS sheet which is used for making the instrument panel assembly and corresponds to a mass of 2.5 kg. In addition to this, the other functions are preventing the inclusion of toxic material entry and emission of other hazardous gas during its manufacturing stage, making the instrument panel recyclable, increasing the life cycle of the instrument panel, ease of disassembly, less material usage and less energy consumption. The LCA was carried out using GaBi 4, the most popular software used for carrying out LCA. The LCA assists in identifying improvement opportunities to enhance environmental aspects of products across their life cycle, decision making in contemporary manufacturing organisations and selection of relevant environmental performance indicators.
Data collection includes gathering of quantitative and qualitative data for the processing of every unit. Some of the data collected include energy, raw material, ancillary and other physical inputs. Based on the gathered data, the model and the necessary flow directions have been created.
Process flow chart of instrument panel
From the gathered data, the process flow chart indicating the steps of manufacturing the instrument panel from ABS sheet was developed. The process flow chart is shown in Fig. 1.

Process flow chart for instrument panel
As shown in the figure, the manufacturer gets the ABS sheet from the supplier, which it undergoes a large number of processes to manufacture the instrument panel. These ABS sheets are manufactured by polymerization of styrene and acrylonitrile on to thermoplastic rubber that is melted with compounds styrene and acrylonitrile. These ABS sheets are made available in different dimensions and are being used in various applications, such as automotive interior and exterior, laboratory equipment, luggage, office accessories, toys, various machine parts and rollers. Polypropylene is the raw material required for manufacturing ABS sheets. Therefore, the process starts with the melting of the polypropylene. The mass of the ABS sheet which is used for manufacturing one instrument panel is 2.5 kg.
Model of process flow in GaBi 4
The model of the overall LCA of ABS sheet was developed using GaBi 4 software. This model is shown in Fig. 2.

Overall process view of instrument panel developed using GaBi 4 software
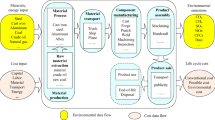
The model was divided into a number of processes. In each process, the inflow and the outflow quantities were mentioned. The flow quantities consisted of, all those that are required to carry out that process. The model developed was divided into four sections: the raw material production phase, actual production phase, use phase and recycling phase. In raw material production phase, the ABS co-polymer resin is manufactured through polymerisation. Later this co-polymer is made into ABS sheet using injection moulding process. For injection moulding process, power is provided separately as a process in the model plan shown in Fig. 4. The ABS sheet is transported using truck to instrument panel manufacturing unit. This is done using a truck which needs diesel as the input. In the actual production phase, the ABS sheet is subjected to a number of processes, namely, dehumidification and vaccum forming, which requires power and compressed air. These are shown as separate processes in Fig. 2. Then in the use phase, the data pertaining to the instrument panel in use such as emissions to air and water are given as the flows. The scrapped instrument panel is the output of this process. Finally, in the ABS recovery process, the recovery method and its conversion to ABS co-polymer are given as flows returning to injection moulding process.
Environmental impact assessment
After building the model, EIA has been conducted using CML and EI 99 methods. The CML (Centrum voor Milieukunde Leiden) 1996 is a collection of impact assessment methods, which limits uncertainties, and group LCI (Life cycle inventory) results in midpoint categories. The data for the impact categories 'CML 1996' are according to the information of the Institute of Environmental Sciences, Leiden University, The Netherlands. The scientific background and guidelines of CML can be found in the literature (Mai 2001 and Dreyer 2003). The EIA results are presented in the next subsection.
Results
The results obtained using CML and Eco-Indicator methodologies are discussed in the following subsections.
Results derived from CML method
The CML gives the output flows from the system to the environment. It includes CO2 emission, overall emissions, and a balance in terms of CO2 equivalents. The CML methodology gives idea about the environmental impacts because of a product or process.
The radar diagram is developed considering all the processes included in instrument panel manufacturing. The radar diagram, shown in Fig. 3 indicates that the highest emissions to air occur during ABS injection moulding and power grid mix processes. The scale of this diagram is shown by the vertical arrow of the ABS injection moulding process, with an interval of 200 units. This suggests that the raw material production phase has got more emissions than other phases. A small amount of emissions occurs during diesel refinery process.

Radar diagram showing the emissions to air during the manufacturing of instrument panel
The graph shown in Fig. 4 indicates that the maximum CO2 emission is occurring during the power grid process which consists of utilisation of power for the manufacturing process. Emissions are visible during ABS recovery phase, and some other emissions also occur because of the conversion of the used product to raw material for the new process. The global warming potential is calculated on the basis of carbon dioxide equivalents (CO2-Eq.) which indicate that the green-house potential of an emission is given in relation to CO2.

CO2 emission at different stages of the product life cycle of the instrument panel
Results derived from eco-indicator method
Eco-indicator gives out details about a series of factors that include acidification/nitrification, eco-toxicity, human health, carcinogenic effects, ozone layer depletion, etc. The results obtained are shown in Fig. 5.

Ozone layer depletion because of manufacturing of instrument panel
The graph shown in Fig. 5 indicates that the maximum ozone layer depletion gases are produced in the dehumidification process followed by the power grid mix. There is no ozone gas emission in other processes. The substances which have a depleting effect on the ozone can be divided into two groups, namely, the fluorine–chlorine–hydrocarbons (CFCs) and the nitrogen oxides (NO X ). The results show that the maximum amount of CFCs and NO X are produced during the dehumidification process.
The graph shown in Fig. 6 indicates that the maximum acidification gases are produced during the dehumidification process followed by the power grid mix process. There is no acidification during other processes. The acidification of soils and waters occurs predominantly because of the transformation of air pollutants into acids. This leads to a decrease in the pH-value of rainwater and fog from 5.6 to 4 and below. This damages the ecosystem, thereby impacting forest dieback. Acidification has direct and indirect damaging effects (such as nutrients being washed out of soils or an increased solubility of metals into soils).

Acidification potential of the instrument panel assembly
The major processes which are contributing towards the climate change are ABS injection moulding, ABS recovery, power grid mix and dehumidification. Among these, the dehumidification process which is a prior treatment for ABS sheet manufacturing contributes the maximum to the climate change.
The above details are shown in Fig. 7. The toxicity of a substance is based on several parameters. Within the limited scope of life cycle analysis, these effects will not be mapped out to such a detailed level. Therefore, the potential toxicity of a substance based on its chemical composition, physical properties, point source of emission and its behaviour is characterised according to its release to the environment.

Human health and climate change because of the manufacturing of instrument panel
Strengths and weaknesses of two approaches
The CML baseline method is incorporated with the problem-oriented (midpoint) approach. In this case several methods are available for impact categories; a baseline indicator is selected, based on the principle of best available practice. Baseline indicators are recommended for simplified studies. According to CML, the most important impact categories are eutrophication and aquatic eco-toxicity. In these two categories, the impacts are more important in the scenario without wastewater treatment plant. This method does not allow us to obtain a single weighted score. However, in the case of the CML method, emissions of these substances have only a marginal effect in comparison to that of heavy metals.
Eco-indicator 99 method does not enable us to evaluate the impacts of eutrophication substances (phosphorus and nitrogen) on aquatic ecosystems. The damage coefficient for eutrophication in Eco-indicator 99 is proportional to the midpoint coefficient in CML. Eco-indicator 99 includes both the science-based impact assessment method for LCA and pragmatic eco-design method. It offers a way to measure various environmental impacts and shows a final result in a single score. The structure of the method is fully consistent with the stipulations of ISO 14042 standard.
Sustainability index
The sustainability index which is a performance measure of sustainable manufacturing practices has been measured by multi-grade fuzzy approach (Vinodh and Chintha 2010). The sustainability assessment model consists of three levels. Column 1 represents sustainability enablers for economic, environmental and social aspects with the major goal of achieving sustainable product development. Column 2 represents sustainability criteria of the three pillars of sustainable development listed in column 1 as enablers, and column 3 represents sustainability attributes with the aim of achieving the criteria to realise the enablers. A five-member expert panel participated in the discussion session for sustainability assessment. The ratings were provided in the scale of 10, and the weights were given in the scale of 0–1, such that the sum of the respective weights of the enablers, criteria and attributes will be equal to one. The ratings and weights as given by the five-member panel of the case study organisation are presented in Table 1.
The sustainability index of an organisation is represented by I, which is the product of overall assessment factor R and overall weight W. The equation for leanness index is given by
The assessment has been divided into five grades since every sustainability index involves fuzzy determination; I = (10, 8, 6, 4, 2) (8–10 represents ‘extremely sustainable’, 6–8 represents ‘sustainable’, 4–6 represents ‘generally sustainable’, 2–4 represents ‘not sustainable’ and less than 2 represents ‘extremely not sustainable’). The calculation pertaining to ‘economic performance’ criterion is shown as follows:
Weights pertaining to ‘economic performance’ criterion: W 12 = (0.3, 0.4, 0.3)
Assessment vector pertaining to ‘economic performance’ criterion is given by
Index pertaining to ‘economic performance’ criterion is given by
Secondary assessment calculation is done for the enabler level and is given by
Weight pertaining to ‘economic sustainability’ enabler is given by
Assessment vector pertaining to ‘economic sustainability’ enabler is given by
Index pertaining to ‘economic sustainability’ enabler is given by
Tertiary assessment calculation is performed to determine the overall index related to sustainability and is found as
Before implementing the EIA methods, the sustainability index is found to be 6.09. After EIA implementation, the sustainability index computed is found to be 7.73.
Statistical validation
In order to conduct a detailed statistical analysis of the feedback of the experts, their responses were entered in Software Package for Social Sciences (SPSS). This package was also employed to conduct 't' test to examine the acceptance of 'Improvement in sustainability after EIA'. The hypothesis got satisfied with a test value of nine which indicates that ‘90 percent improvement in sustainability after the implementation of EIA in practice at 95 per cent confidence interval'. In this case, the Sig (two-tailed) values are greater than 0.05. The results are presented in Table 2.
Managerial implications
A programme was conducted to the top management about EIA. This study helps the managers make decisions over process change or product modification based on the EIA results. Further, the results give an insight to the managers about the environmental hot spots in the product. The study helps the managers develop eco-friendly products, while satisfying the customers.
Conclusion
Environmental awareness and recycling regulations have been compelling many manufacturers to produce and to dispose of products in an environmentally conscious manner (Zhang et al. 1999). Automotive sector is growing at a fast pace, and so efforts must be taken to minimise environmental impacts because of automobile parts. Applying LCA to automotive sector can be very important for achieving sustainable development. In this research, the process flow of instrument panel of electric car has been modelled, and EIA has been done using CML and EI 95 methods. CML method indicated that there existed a considerable quantity of green-house gases emission, and using the EI method it was found that the dehumidification process produces maximum amounts of CFCs and NO X which can deplete the ozone layer. It has been observed that in the whole manufacturing process of instrument panel, the manufacturing phase is the most critical because of the higher environmental burden emitted into the atmosphere. The sustainability index of instrument panel has been computed before and after implementing the EIA methods, which has shown a notable improvement level from 6.09 to 7.73. Also, the improvements have been statistically validated and found to be 90% satisfactory, after the implementation of EIA into practice.
Scope for future research
The LCA model has been implemented on a single product in a single manufacturing organisation. The development of the model for comparison among different products belonging to the same category is useful for sustainability assessment. The LCA methodology can be further developed for an assembly which consists of large number of components. Thus, effective use of LCA enhances the concept of sustainable product development.
References
Azzone G, Noci G (1996) Measuring the environmental performance of new products: an integrated approach. Int J Prod Res 34(11):3055–3078
Bert B (1997) Incorporating environmental issues in product design and realization. Indus Environ 20(1):1–19
Bovea MD, Powell JC (2006) Alternative scenarios to meet the demands of sustainable waste management. J Environ Manage 79(2):115–132
Buratti C, Francesco F, Barbanera M (2010) Life cycle assessment of biomass production: Development of a methodology to improve the environmental indicators and testing with fiber sorghum energy crop. Biomass Bioenergy 34(10):1513–1522
Dreyer (2003) Comparison of three different LCIA methods: EDIP97, CML2001 and eco-indicator 99. Does it matter which one you choose. Int J LCA 8(4):191–200
Gerald J, Oliver Z, Andre W, Hungerbuhler K (1999) Developing environmentally sound processes in the chemical industry: a case study on pharmaceutical intermediates. J Clean Prod 7(2):159–166
Goedkoop M (1996) The eco-indicator 95. Manual for designers, NOH report: 9524, Amersfoort, p 305
Hansjoerg G, Stobbe L, Herbert R, Steves AB (2005) Eco-design and beyond key requirements for a global sustainable development. In: International conference on Asian green electronics, Shanghai, pp 37–41
Harjula T, Rapoza B, Knight WA, Boothroyd G (1996) Design for disassembly and the environment. Ann ClRP 45(7):109–114
Kaebernick H, Kara V, Sun V (2003) Sustainable product development and manufacturing by considering environmental requirements. Robot Comput Integr Manuf 19:461–468
Kalnes TN, Shonnard R, Schuppel A (2006) LCA of a spent lube oil re-refining process. Comput Aided Chem Eng 21:713–718
Koroneos C, Dompros A, Roumbas G (2008) Hydrogen production via biomass gasification—a life cycle assessment approach. Chem Eng Process Process Intensif 47(8):1261–1268
Kumaran DS, Ong SK, Tan RBH, Nee AYC (2001) Environmental life cycle and cost analysis of products. Environ Manage Health 12(3):260–276
Mai (2001) Life cycle assessment—an operational guide to ISO standards. Centre of Environmental Science, Leiden University, Leiden
Mark AJH, Stefanie H, Rolf F, Konrad H, Hendriks AJ (2008) Ecological footprint accounting in the life cycle assessment of products. Ecol Econ 64(4):798–807
Ortiz O, Bonnet C, Bruno JC, Castells F (2009a) Sustainability based on LCM of residential dwellings: a case study in Catalonia, Spain. J Build Environ 44:584–594
Ortiz O, Castells F, Sonnemann G (2009b) Sustainability in the construction industry: a review of recent developments based on LCA. J Constr Build Mater 23:28–39
Rao RV (2008) Evaluation of environmentally conscious manufacturing programs using multiple attribute decision-making methods. J Eng Manuf 222:441–450
Rehan S, Faisal IK (2006) An integrated approach for risk-based life cycle assessment and multi-criteria decision-making. Bus Process Manage J 12(6):770–792
Rusinko CA (2007) Green manufacturing: an evaluation of environmentally sustainable manufacturing practices and their impact on competitive outcomes. IEEE Trans Eng Manage 54(3):445–454
Sakao T (2009) Quality engineering for early stage of environmentally conscious design. TQM J 21(2):182–193
Soriano VJ, Kaebernick H (2000) An approach to simplified environmental assessment by classification of products. In: Proceedings of the seventh CIRP international seminar on life cycle engineering, Tokyo, pp 163–169
Strandesen M, Birkved M, Holm PE, Hauschild MZ (2007) Fate and distribution modelling of metals in life cycle impact assessment. Ecol Model 3:327–338
Vinodh S, Chintha SK (2010) Leanness assessment using multi-grade fuzzy approach. Int J Prod Res 49(2):431–445
Zhang Y, Wang HP, Zhang C (1999) Green QFD-II: a life cycle approach for environmentally conscious manufacturing by integrating LCA and LCC into QFD matrices. Int J Prod Res 37:1075–1091
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Vinodh, S., Jayakrishna, K. & Joy, D. Environmental impact assessment of an automotive component using eco-indicator and CML methodologies. Clean Techn Environ Policy 14, 333–344 (2012). https://doi.org/10.1007/s10098-011-0405-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-011-0405-x