
Abstract
The production of thin aluminium-steel clad strips by means of twin-roll casting is one of the prospective trends in the development of sheet production. The main advantages of twin-roll casting are low specific energy and resource consumption. Besides this, the resulting compound has a high bonding strength owing to the presence of a continuous thin layer of intermetallic phases having an approximate thickness of 3 µm at the interface of the two metals. At the same time, the quality of the clad strip depends on the microstructure and properties of the aluminium layer formed directly from a melt. A deformation immediately following the solidification of the metal between the two rotated, internally water-cooled rolls has a substantial influence on this aluminium layer. Due to the complexity of observing the processes occurring in the melt pool, a numerical simulation became one of the main methods for their investigation. Simulation is widely used to describe the process of twin-roll casting of monomaterial strips, but so far it has not been used for to comprehensively analyse the process of twin-roll casting of clad strips. In the present paper, a two-dimentional finite-element simulation of the system “clad strip—water-cooled rolls” using the ANSYS software is proposed. A joint analysis is carried out of the heat transfer, viscous flow of aluminium melt, its solidification and deformation resulting in the temperature distribution in the cast metal as well as in the tool. The dependences of the deformation strain and outlet temperature of the clad strip on the main technological process parameters; obtained by numerical simulation, are shown.
Zusammenfassung
Die Herstellung von dünnen Aluminium-Stahl-Verbundbändern mittels des Zwei-Rollen-Gießverfahrens ist einer der Trends in der zukünftigen Entwicklung der Blechproduktion. Die wesentlichen Vorteile des Zwei-Rollen-Bandgießens sind geringe spezifische Energie-und Ressourcenverbräuche. Die mit dem Verfahren erzeugten Verbunde haben eine hohe Haftfestigkeit aufgrund der Entstehung auf der Kontaktfläche zwischen beiden Materialien einer kontinuierlichen dünnen Schicht von intermetallischen Phasen mit einer Dicke von ca 3 µm. Die Qualität der plattierten Bänder hängt von den Eigenschaften der dickeren Aluminiumschicht ab, die sich direkt aus der Schmelze bildet. Der entscheidende Einfluss auf die Mikrostruktur des Aluminiums hat die Umformung des gerade erstarrten Metalls zwischen den zwei rotierenden innenwassergekühlten Gießrollen. Da eine direkte Beobachtung des Prozessverlaufs zu komplex ist, hat sich die numerische Simulation zu einer Hauptmethode zur Erstarrungszonenanalyse entwickelt. Die Simulation wird häufig verwendet, um den Prozess des Bandgießens von Monometallen zu beschreiben, bisher jedoch nicht für eine umfassende Prozessanalyse zur Herstellung von Verbundbändern. In der vorliegenden Arbeit wird die zweidimensionale Finite-Elemente Simulation eines Systems „Verbundband – wassergekühlten Walzen“ mittels ANSYS Software vorgestellt. Es wird eine gemeinsame Analyse der Wärmeübertragung, des viskosen Werkstofffließens, der Erstarrung und Umformung des Aluminiums vorgenommen. Aus der numerischen Simulation resultieren die Temperaturverteilungen im Verbundband sowie im Werkzeug. Die mittels der FE-Analyse ermittelten Abhängigkeiten des Umformgrades und der Austrittstemperatur des Verbundbands von den wichtigsten technologischen Prozessparametern sind hier präsentiert worden.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The production of aluminium-steel clad strips allows one to obtain a product with a new combination of properties having its constituents separately. In particular, it exhibits high strength, ductility and rigidity, low specific weight and high corrosion resistance. Such clad strips are used in various fields of lightweight and high-tech engineering, as well as in mass production [1].
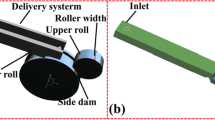
One of the novel development directions in sheet production technology is manufacturing of clad strips direct from a melt using twin-roll casters. This method is already used for the production of thin strips using similar types of materials with approximate melting points; such as various aluminium alloys, aluminium-magnesium, etc [2, 3]. The feasibility of continuously producing aluminium-steel clad strips with uniform properties by means of twin-roll casting has been demonstrated by Grydin et al. [4]. In the described experiment, the solid steel strip is fed into a twin roll caster together with the liquid aluminium melt (See Fig. 1). After the complete solidification of the aluminium, the bimetallic compound is formed at the mold outlet and possesses a diffusion bonding between the aluminium and steel layers. The high bond strength is provided by the presence of the uniform layer of the intermetallic phases having a thickness of about 3 µm. This layer is formed under the influence of both high temperature at the interface of the materials and also high compressive stresses from the roll separating force. In addition to the bonding of the two metals, hot deformation of the aluminium layer also occurs, whereas the steel strip undergoes only a minor strain.

Principal schematic of the twin-roll casting of aluminium-steel clad strips: 1 water-cooled rolls sleeves, 2 steel strip, 3 melt, 4 semi-solid metal, 5 solidified clad strip, 6 kissing point; L s solidification zone length, L d deformation zone length, L t total metal pool length, H 0 strip thickness prior to deformation, H thickness of the finished clad strip, R roll radii, α pool contact angle
Mechanical properties of the clad strips depend on the quality of the bond as well as the strength characteristics of each of its layers [5, 6]. It is known that monometallic strips of aluminium and its alloys in the as-cast state often do not meet the requirements of the standards in terms of strength and ductility, and require a subsequent heat treatment and metal forming processing. A low level of mechanical properties is caused by a high content of unrecrystallised or partially recrystallized grain structures in the cast strips which is due to insufficient deformation strain in the twin-roll caster. This disadvantage is eliminated with the secondary recrystallization during hot rolling or cold rolling together with softening annealing [7, 8]. In the case of clad strips production, the possibility for the subsequent processing of the cast structure is limited for several reasons. The main reason is that the temperature of heat treatment often goes beyond the temperature for initiating the growth of intermetallic phases [9]. On exceeding the 10 μm thickness of the intermetallic phases’ layer, a reduction in the strip bond strength occurs [10]. The likelihood of clad strip delamination due to high plastic strain during rolling also reduces the possibilities of employing rolling for reworking the clad strip’s microstructure.
Due to this, a reasonable method for obtaining twin-roll cast clad strips having high quality mechanical properties and predictable microstructures involving minimum subsequent treatment is to increase the strain and stimulate the recrystallization of aluminium directly in the mold.
A higher strain at twin-roll casting ensures that the cast dendritic microstructure of aluminium, which formed initially during the metal’s solidification, is reworked and acquires a deformed character. This process increases the ductility and, in some cases, the strength of the strips and also improves their surface quality [11]. Nevertheless, the maximum separating force in the mold is limited by the relatively low stiffness of the assembled casting rolls and the entire mill.
Providing preferred conditions for the steady-state formation of the thin clad strips by means of twin-roll casting allows one to obtain a flat product with the desired microstructure and the corresponding high level of mechanical properties without any further processing of the material.
During the twin-roll casting, the metal undergoes a transformation from the liquid to the solid state in a solidification zone and a deformation strain in a deformation zone. The stability of the continuous twin-roll casting process depends on the length of the deformation zone. On technologically implementing the process, insufficient length of the deformation zone can lead to a loss of stability of the strip formation due to only minor fluctuations of its parameters. On the other hand, the excessive length of the deformation zone increases the roll separating force. In combination with high temperatures, this increased force leads to a rapid wear of the roll sleeves. Besides this, the high separating force reduces the productivity of the twin-roll casters and provokes the formation of defects in the strips [12, 13]. The value of plastic strain in the immediately solidified material during twin-roll casting is directly related to the deformation zone length and can be calculated, for example, using the formula obtained by Westengen and Nes [14]. In terms of process stability, the minimum value of reduction, known from the literature, is 20…30 % [11]. The experimentally determined relationships between the main parameters of the twin-roll casting process and the productivity of the caster, using the example of an AA 5182 alloy, are shown in the study [12].
During the twin-roll casting, it is not possible to immediately observe the solidified and deformed material located between the rotated rolls. The metal pool is hidden from the top by the melt nozzle, the rolls and side-weirs obscure the other sides. Hence, a direct deformation strain measurement for twin-roll casting is complex. With regard to this, the methods of mathematical and numerical simulation, in particular using the finite element method, are widely employed to describe the metal flow and its solidification in the twin-roll caster. The most common tools for simulating twin-roll casting processes are customized mathematical models [15–19] as well as commercial software [20–23]. To describe the processes of solidification and deformation of the metal in the mold, a number of researchers use ANSYS software from Ansys Inc. that incorporates CFX, Fluent and Flotran modules to simulate the dynamical flow of liquids. The software’s advantage is its ability to calculate the temperature field in the pool zone taking into account the metal flow. In this case, the metal is represented as a viscous fluid. The implementation of ANSYS software for simulaion of the twin-roll casting process is already known for monometallic strips of magnesium [24, 25], steel [26, 27], and aluminium and its alloys [28, 29]. For these materials, the relationships between the main process parameters of twin-roll casting and thermal-strain state in the metal in the pool zone are obtained.
In most cases, the metal in the pool zone is analysed separately from the internally water-cooled rolls, and in some cases, 2d flat modeling is employed using an additional symmetry condition. At the same time, the process of twin-roll casting of aluminium-steel clad strips is characterized by asymmetric conditions of heat transfer from the melt to the tool due to the presence of an additional thermal resistance at the contact between the steel strip and one of the rolls. It is necessary to consider the uneven heating of the tool and to provide the coupled thermal analyse for both layers of the clad strip as well as for the rolls’ sleeves. Here, the influence of the process parameters on the thermal-strain conditions during the clad strip’s formation can widely differ from that for the monometallic strips. Such comprehensive numerical process analyses of twin-roll casting of clad strips are not known in literature.
The aim of this work is to obtain, by means of numerical simulation, the dependences between the main process parameters of the twin-roll casting of thin aluminium-steel clad strips and the thermal-strain conditions in the metal pool which affect the quality of the finished product.
2 Technological parameters of the twin-roll casting process
The factors directly influencing the strip formation from the melt in a twin-roll caster can be divided into three groups: constructional, geometrical and operational.
Constructional factors are characterized by solutions incorporated in the design of the equipment and do not allow rapid changes during the machine’s operation. The most important of these factors is the size of the rolls sleeves that defines the type of product and the productivity of the caster. On the one hand, the sleeves must be thin enough to provide an efficient heat transfer from the melt in the pool zone to the roll’s internal coolant. On the other hand, their thickness must be sufficient to ensure sufficient roll stiffness and to reduce its elastic deformation that leads to a reduction in the strip thickness’ accuracy. For the present analysis, it was suggested using the dimensions of the laboratory twin-roll caster, developed jointly by Chair of Metal Forming of NmetAU, the Institute of Materials Science of Leibniz Universität Hanover and Chair of the Materials Science of University of Paderborn [30]. The laboratory caster has two rolls having major diameters of 370 mm and a 200 mm barrel length. The thickness of the rolls’ sleeves is 15 mm. The rolls are cooled with water over their entire inside surfaces.
Operational factors include a set of parameters whose rapid change allows the strip formation process and its quality to be controlled. The melt inlet temperature and the speed of the caster rolls rotation were chosen as variable process parameters that characterize the twin-roll casting conditions. The suitable values of superheat above the liquidus temperature for aluminium prior to casting were experimentally found to lie in the range from 5 to 40 °C. The selection of the strip exit velocity is based on the capabilities of the laboratory unit and was analysed in the range between 3 and 8 m/min.
In terms of impact on the structure and properties of cast strips, the most important geometric parameter is the total length L t (See Fig. 1) of the solidification zone. This characteristic affects the thermal balance conditions during the metal’s solidification, the temperature in the rolls sleeves at the thermal steady state of the twin-roll casting process, the stresses arising from the deformation of the fully solidified metal and its strain. To the other geometric parameters also relate the gap between the rolls H, determining the finished clad strip thickness, and the thickness of the steel strip Hs. The strip thicknesses that can be produced using laboratory twin-roll caster range from 1 to 5 mm.
The ranges of variation of the above mentioned process parameters as well as their basic values, used in the numerical simulation, are given in Table 1. The basic process parameters correspond to the experimentally evaluated conditions of continuous clad strip formation.
3 Numerical modeling of the twin-roll casting of clad strips
The numerical finite element model was developed for theoretically analysing the individual influence of twin-roll casting process parameters on the thermal-strain conditions occuring during the formation of clad strips directly from the melt. The model was interpreted using ANSYTM software with an activated FLOTRAN-module and integrated user APDL (Ansys Parametric Design Language) subroutines.
To reduce the computational time, the metal pool and sleeves were simplified and represented as a two-dimensional flat model. Hence, a slight change in the temperature and the flow velocity distribution along the roll barrel is not considered. The sleeves as well as the steel strip fed into the metal pool are assumed as absolutely rigid and the effect of their elastic deformation on the roll gap size is not taken into account. Owing to its minor influence, the deformation heating of the metal during its forming in the deformation zone is also not considered.
The heat transfer coefficient is assumed constant along the entire length of the contact zones between the strip and the rolls. The melt flow is presumed to be laminar. The selected values of the heat transfer coefficient were based on experimental and theoretical investigations of twin-roll casting of monometallic aluminium strips [21, 31, 32]. Based on the temperature measurements carried out during experiments on twin-roll casting of clad strips [33], the heat transfer coefficient at the contact between steel strip and mold adopted a 1/4 of the value of that for the direct contact between aluminium layer and a roll. Such an effect specifies the asymmetry of the solidification front across the pool width. Thus, the heat transfer coefficient at the contact border between melt and roll is 12,000 W/m2K and that between the steel strip and roll is 3,000 W/m2K.
On the inner side or the rolls’ sleeves, the heat transfer to the coolant is set using the convective boundary conditions. Taking into account the high turbulence appearing as a result of the mutual influence of axial water inlet and the rolls rotation, the heat transfer coefficient value is set to 10,000 W/(m2·K). The coolant temperature was assumed to be equal to 20 °C.
The aluminium melt is represented as a viscous fluid with variable properties, depending on the material temperature, as well as with a different viscosity in the solid and liquid states. Such a formulation allows one to accurately describethe flow rate of the liquid melt and plastic flow of the solidified metal during plastic deformation. The properties of aluminium in the solid and liquid states as well as of the other materials used during the modeling are shown in Table 2.
The temperature distribution in the metal pool and rolls’ sleeves was obtained as a result of the coupled analyse of the metal flow and heat transfering from the pool through the water-cooled rolls and the steel strip to the coolant. The results of the simulation using the base parameters are shown in Fig. 2.

Temperature field (a) and solidification front shape (b), obtained by numerical simulation: 1 casting rolls, 2 steel substrate, 3 aluminium melt, 4 solidification front, 5 kissing point, 6 clad strip. L s solidification zone length, L d deformation zone length
As can be seen, the isotherms in the solidification zone have a characteristic arrow shape. From the side of the aluminium’s contact with a sleeve, the isotherms are virtually identical to those in the monometallic strips [18, 19, 34]. However, on the opposite strip side, where the heat transfer through the steel strip is substantially lower, the growth of the aluminium shell occurs at a considerably slower rate. Hence, the solidification front shape significantly differs from that which can be observed during the twin-roll casting of the monometallic strips, and the position of the kissing point is relatively low. Accordingly, the length of the deformation zone is shorter than that for the twin-roll casting of monometallic strips under similar conditions.
To check the model’s sufficiency and accuracy, the results of the numerical simulation were compared with those from the experimental tests obtained by similar twin-roll casting process parameters. Since the direct measurement of the deformation zone length is complicated, the comparison was carried out using the information about the temperature evolution over the metal pool length. This data was derived from a thermocouple which was mounted on the steel strip, moving through the metal pool during the twin-roll casting experimental procedure. The corresponding diagram of temperature change at the contact point between steel strip and aluminium layer was also based on the results of the numerical simulation. Both temperature curves are given in Fig. 3.

Comparison of the temperature evolution at the contact point between steel strip and aluminium over the metal pool length, obtained using numerical simulation (solid line) and experimental procedure (dotted line)
As can be seen from the diagram in Fig. 3, the differences between the measured and calculated metal inlet and outlet temperatures are minor and the curve trajectories are very similar. Thus, the results of the numerical simulation demonstrate sufficient accuracy and the maximum error in the computations does not exceed 6 %.
The deformation zone length L d (See Fig. 1) is a specific parameter characterizing the deformation conditions during twin-roll casting. The temperature distribution in the material is used to determine the length of the deformation zone during a steady-state stage of the process. Isotherms in the aluminium, corresponding to its melting temperature, traverse from the left and right sides of the water-cooled sleeves and form the solidification front. The point of intersection of these isotherms; the kissing point (See Fig. 2), is considered as the onset of the deformation zone. The end of the deformation zone is located at the strip’s outlet from the rolls’ gap.
A series of numerical simulations was performed for the respective base and varied parameters listed in Table 1. To evaluate the individual influence of each parameter, the five series of computations were conducted,where one parameter is varied and remaining four are held constant. The non-varied parameters were assigned the base values.
As a result of a series of numerical simulation, the temperature distribution in the metal pool, steel strip and sleeves were obtained for different values of twin-roll casting parameters. Based on the temperature field, the position and shape of solidification front was obtained for every combination of the modeling parameters. Typical examples of the solidification front shapes for the boundary values of a few variable parameters are shown in Figs. 4 and 5.

Shape of solidification front obtained by numerical simulation with the different casting speeds, V: a − 3 m/min. b − 8 m/min

Shape of solidification front obtained by numerical simulation with the different melt pool lengths, L t : a − 25 mm. b − 65 mm
The simulation series showed that the model adequately responds to changes in the parameters of the twin-roll casting process. Thus, the deformation zone length decreases in comparison to the base value by increasing the melt inlet temperature, the casting speed (Fig. 4), the strip thickness, and vice versa. Dependence of the deformation zone length on the total metal pool length (Fig. 5) is more complex, as will be discussed below. Changing the steel strip thickness has a very small effect and is almost imperceptible.
For a correct comparison of simulation results, the geometric parameters were normalised to a dimensionless form. Thus, the specific length of the deformation zone l d represents the ratio of the deformation zone to the total pool length (L d /L t ). Specific pool length l t equals the ratio of total pool length to the roll diameter (L t /2. R). The specific thickness of the steel layer h s is represented as the ratio of thickness of the steel and aluminium layers in the finished strip (H s /H al ), and the specific thickness of the formed strip h is defined by dividing its thickness by the total length of the melt pool (H/L t ) (see Fig. 1).
The deformation zone length can be related to the plastic strain ε in the clad strip between the rotating rolls. In the case of twin-roll casting of aluminium-steel clad strips, the strain in the steel layer is insignificant due to the much higher yield strength of steel compared to that of aluminium at the casting temperature. Hence, the plastic strain is concentrated in the aluminium layer and can be calculated using the following Eq. 1:
4 Dependences of thermal-strain conditions during clad strip formation on the twin-roll casting parameters
The summarized results of the theoretical analysis of the dependence of the specific deformation zone length and strip outlet temperature on the operational process parameters are depicted in the diagram in the Fig. 6. These parameters are the melt inlet temperature and casting speed.

Dependence of the specific deformation zone length (solid line) and strip outlet temperature (dotted line) on the operational parameters of twin-roll casting: a melt inlet temperature T. b casting speed V
The trajectories of the curves in Fig. 6 shows that the dependence of the deformation zone length on the melt inlet temperature and on the casting speed are, for the most part, approximately linear for the analysed range. Such dependence can be explained by the influence exerted by the increased contact time between melt and the mold surface on the strip formation with decreasing casting speed.
In contrast to this, the dependence of the strip outlet temperature on the operational parameters is nonlinear. The rise in the strip outlet temperature decreases with increasing temperature due to the increase in the heat flux from the metal to the coolant, which is directly related to the temperature difference between them. The lower strip outlet temperatures at the decreased velocities can also be explained by the increase in contact time between the strip and the rolls, which encourages more intensive cooling.
The next series of numerical analyses were devoted to establishing the dependence between the specific deformation zone length and the strip outlet temperature on the geometrical parameters of twin-roll casting. Thus, the variable parameters were the total length of the melt pool, the steel strip thickness and the finished clad strip thickness. A summary of the results of the analyses based on temperature distribution and solidification front shape are presented in the graphs depicted in Fig. 7.

Dependence of the specific deformation zone length (solid line) and strip outlet temperature (dotted line) on the geometrical parameters of twin-roll casting: a specific total pool length l d . b specific clad strip thickness h. c specific steel strip thickness h s
Increase in the total pool length leads to an increase in the absolute length of the deformation zone. However, the specific length of the solidification zone also increases, as illustrated by the reduction in the specific deformation zone length with increasing melt pool level (See Fig. 7a). This dependence has a character which closely approximates a hyperbolic function. This may be associated with a significant increase in metal volume as well as with its mass due to a longer melt pool, which can have a great influence on the temperature field when using rolls with relatively small radii. At the same time, the strip outlet temperature also decreases with increasing melt pool length due to increased contact time between the strip and the sleeves.
Reducing the total strip thickness; which means reducing the thickness of the aluminium layer, leads to a linear increase in the specific deformation zone length and a decrease in the strip outlet temperature. Such an effect is associated with a linear decrease in the volume of metal in the pool leading therefore to its earlier solidification.
No significant influence of the steel strip thickness on the specific deformation zone length is observed. This is due to the fact that the thicker steel strip creates a slightly larger resistance to the heat transfer from the melt to the roll due to the comparatively high thermal conductivity of steel. At the same time, during the thicker strip‘s warming from an inlet to the process temperatures it consumes more heat from the melt pool.
5 Regression analysis and discussion
Based on the results of the numerical simulation of the twin-roll casting process, it is possible to determine the empirical relationships characterizing the dependences between the specific deformation zone length and the operational and geometrical process parameters considered here. Obtaining plain clad products possessing a certain microstructure and mechanical properties is one of the most urgent tasks of modern metallurgy. In this case, the optimization criterion can provide a value of the plastic strain, determined by the deformation zone length.
It is obvious that the productivity of twin-roll casting units must be maximized. Implementing this postulate by keeping the strip’s dimensions constant requires an increase in the roll’s rotational speed and therefore in the casting speed. On the other hand, the increase in the casting speed requires an increase in the overall melt pool length, which increases the thermal load on the mold. In addition to this, the effect of increasing the melt pool length on the strips’ deformation strain during twin-roll casting lowers by big pool lengths (See Fig. 7a). As can be seen from the graphs in Fig. 6, the melt inlet temperature is one of the most influencing factors on the deformation zone length. However, its reduction close to the aluminium melting point can lead to premature solidification of the metal and to its sticking in the feeder or to uneven spreading across the roll barrel. A higher temperature also provides stronger fusion of the aluminium to the steel strip at their initial contact point.
The impact of each analysed factor on the objective function; the specific deformation zone length, is considered to be independent. To simplify the computations, the influence of slight variations in the steel strip thickness are not taken into account and the thickness value is kept to the base level of H s = 0.5 mm. The correlation analysis of numerical simulation results was carried out using the commercial software DataFit v.9 from Oakdale Engineering Company. The analysis resulted in the following regression Eq. 2:
The values of coefficients a i are given in Table 3.
Coefficient of determination of the Eq. 2 using the coefficients given in Table 3 is 0.996. The maximum error of the computation using the functional relationship in the observed range of twin-roll casting parameters variation does not exceed 1 %. Thus, it is possible to determine the specific deformation zone length and therefore the strain in the aluminium layer, as a function of the total melt pool length, the final strip thickness, the melt inlet temperature and the casting speed.
Analysis of the expression (2) by means of linear optimization methods allows one to obtain the process parameters which correspond to the optimal strip production conditions. Additional necessary conditions limiting this analysis are melt inlet temperature, which is determined by the design of twin-roll caster, and the minimum plastic strain set of, for example, 50 %, which ensures the formation of a continuous band with a satisfactory microstructure. The casting speed was set equal to the base value of 5 m/min as well as to 8 m/min; the maximum possible for the laboratory twin-roll caster.
Example results for the total pool length, defined by Eq. 2, combined with a linear optimization are shown in Table 4. The obtained pool lengths provide the preset deformation conditions for producing the aluminium-steel clad strips having different thicknesses using the laboratory twin-roll caster.
The results of the optimization analyse obtained for thick strips at higher melt inlet temperatures demonstrated that the pool length cannot be reached using the laboratory caster and is therefore unacceptable. Hence, the input data was corrected in terms of decreasing the casting speed which will also reduce the heat load on the rolls.
Thus, the numerical simulation allows one to predict the thermal-strain conditions for forming aluminium-steel clad strips using the laboratory twin-roll caster. The computed temperature at the contact point of the aluminium and steel layers, which cannot be measured directly during the continuous process without affecting the strip’s quality, allows one to predict the intensity of the formation of intermetallic phases’ layer. The optimum thickness of this layer has an immediate influence on the bond strength of the clad strip. Data on the strain in the aluminium layer allows one to predict its microstructure and to select the optimal conditions for further processing of the twin-roll cast strip. It should be noted that by varying each process parameter, an increase in strip reduction is accompanied by a decrease in strip outlet temperature and vice versa.
Using regression analyses allows one to sufficiently reliable determine the optimal process parameters of twin-roll casting using any criteria. Most of the influencing factors, which can be set prior to starting the casting process as well as those adjusted during its operation, are taken into account.
6 Conclusions
A comprehensive analysis is carried out of the impact of operational and geometrical parameters of twin-roll casting on the thermal-strain conditions of aluminium-steel clad strips formation by means of finite-element numerical simulation using ANSYS software. Based on the simulation results, the quantitative dependences are determined for the deformation zone length and the strip outlet temperature on the technological twin-roll casting parameters such as melt inlet temperature, casting speed, total pool length and finished strip thickness. This information allows one to predict the deformation strain of the aluminium layer as well as the thermal conditions of diffusional bonding that characterize the aluminium-steel clad strip quality. Using the obtained functional relationship in conjunction with optimization methods affords the possibility of setting process parameter combinations for providing the required plastic strain.
Abbreviations
- a 1–10 :
-
Regression equation coefficients [−]
- D :
-
Roll diameter [mm]
- H :
-
Resulting clad strip thickness [mm]
- H 0 :
-
Clad strip thickness prior to deformation in mold [mm]
- H s :
-
Steel strip thickness [mm]
- h :
-
Specific clad strip thickness [−]
- h al :
-
Specific aluminium layer thickness [−]
- h s :
-
Specific steel layer thickness [−]
- L d :
-
Deformation zone length [mm]
- L s :
-
Solidification zone length [mm]
- L t :
-
Total pool length [mm]
- l d :
-
Specific deformation zone length [−]
- l t :
-
Specific melt pool length [−]
- R :
-
Roll radii [mm]
- T :
-
Melt inlet temperature [°C]
- V :
-
Casting speed [m/min]
- α :
-
Pool contact angle [Rad]
- ε :
-
Plastic strain [%]
References
Stahl-Alu-Hybrid-platine ist serienreif (2011) Blech Rohre Profile 1–2:8
Haga T, Nakamura R, Kumai S, Watari H (2009) Clad strip casting by a twin roll caster. Mater Sci Eng 37:117–124
Bae JH, Rao AKP, Kim KH, Kim NJ (2011) Cladding of Mg alloy with Al by twin-roll casting. Scripta Materialia 64:836–839
Grydin O, Gerstein G, Nürnberger F, Schaper M, Danchenko V (2013) Twin-roll casting of aluminium–steel clad strips. J Manuf Process 15:501–507
Kawase BH, Makimoto M, Takagi K, Ishida Y, Tanaka T (1983) Development of aluminium-clad steel sheet by roll-bonding. Transactions ISIJ 23:628–632
Schloegl CM, Planitzer C, Harrer O, Buchmayr B (2011) Herstellung und Umformbarkeit walzplattierter Magnesium (AZ31)—Aluminium (1050)—Verbunde. BHM 156(7):249–254. doi:10.1007/s00501-011-0003-6
Grydin O, Schaper M, Danchenko V (2011) Twin-roll casting of high-strength age-hardened aluminium alloys. Metall Min Ind 3(7):7–16
Zhou SX, Zhong J, Mao D, Funke P (2003) Experimental study on material properties of hot rolled and continuously cast aluminium strips in cold rolling. JOMPT 134:363–373
Manesh HD, Taheri AK (2003) Bond strength and formability of an aluminum-clad steel sheet. J Alloy Compd 361:138–143
Mukae S, Nishio K, Kato M, Inoue T, Sumitomo K (1995) Effect of heat treatment on bond characteristics of aluminium clad steel: Production and characteristics of vacuum roll bonded clad materials. Weld Int 9(5):384–389
Ferry M (2006) Direct strip casting of metals and alloys. Woodhead Publishing Limited, Cambridge
Yun M et al (1991) An experimental investigation of the effect of strip thickness, metallostatic head and tip setback on the productivity of a twin-roll caster. Cast Metals IV(2):108–111
Yun M, Lokyer S, Hunt JD (2000) Twin roll casting of aluminium alloys. Mater Sci Eng A 280:116–123
Westengen H, Nes E (1984) Twin-roll casting of aluminium, The occurrence of structure, Inhomogeneities and defects in As-Cast strips. Light Metals. TMS Proceedings: 1111–1127
Cruchaga MA, Celentano DJ, Lewis RW (2003) Modelling of twin-roll strip casting processes. Commun Numer Meth Engng 19:623–635
Bae JW, Kang CG, Kang SB (2007) Mathematical model for the twin roll type strip continuous casting of magnesium alloy considering thermal flow phenomena. JOMPT 191:251–255
Cao GM, Li ZY, Liu ZY, Wu D, Wang GD, Liu XH (2008) Numerical simulation of molten pool and control strategy of kiss point in a twin-roll strip casting process. Acta metallurgica sinica 21(6):459–468
Gjerkeš H, Hartman S, Vertnik R, Šarler B (2007) Temperature field at the twin-roll casting of aluminium alloys: computational model and measurements. WIT Trans Modelling Simul 46:35–44
Zhao H, Li P, He L (2011) Coupled analysis of temperature and flow during twin-roll casting of magnesium alloy strip. JMPT 211:1197–1202
Miehe A, Gross U (2012) Modelling of heat transfer and solidification processes in horizontal TRC of magnesium alloy AZ31. IOP Conf. Series: Mater Sci Eng 33:12–17. doi:10.1088/1757-899X/33/1/012017
Saxena A, Sahai Y (2002) Modeling of fluid flow and heat transfer in twin roll casting of aluminium alloys. Mater Trans 43(2):206–213
Sarioglu K, Thevoz P (2003) Simulation of solidification process used in twin roll casting. Light metals. TMS Warrendale Proceedings: 747–752
Hazadzadeh A, Wells M, Essadiqi E (2012) Mathematical modeling of the twin roll casting process for AZ31 magnesium alloy—effect on the strip thickness. Mg2012: 9th International Conference on Magnesium Alloys and their Applications: 177–182
Ju DY, Hu XD, Zhao HY (2009) Inelastic behavior and numerical analysis in twin-roll casting process of AZ31 alloy. Arch Mech Warszawa 61(3–4):229–239
Hu XD, Ju DY, Zhao HY (2012) Thermal flow simulation of twin-roll casting magnesium alloy. J Shanghai Jiaotong Univ (Sci) 17(4):479–483. doi:10.1007/s12204-012-1309-6
Liu L et al (2014) 3D numerical simulation on thermal flow coupling field of stainless steel during twin-roll casting. JMEPEG 23:39–48. doi:10.1007/s11665-013-0749-y
Fang Y et al (2009) Numerical simulation of the temperature fields of stainless steel with different roller parameters during twin-roll strip casting. Int J Min Metall Mater 16(3):304–308
Sahoo S, Kumar A, Dhindaw BK, Ghosh S (2013) Modeling and experimental validation of rapid cooling and solidification during high-speed twin-roll strip casting of Al-33 wt pct Cu. Metall Mater Trans B 4(43):915–924
Stolbchenko M (2013) The influence of initial temperature and rolling speed on the deformation parameters at the twin-roll casting of high-strength aluminium-alloyed strips. Materials working by pressure 3(36):173–179
Grydin O, Ogins’kyy Y, Danchenko V, Bach FW (2010) Experimental twin-roll casting equipment for production of thin strips. Metall Min Ind 2(5):348–354
Bondarenko S, Grydin O, Stolbchenko M, Schaper M (2013) Determination of the heat transfer coefficient in the metal-roll system at twin-roll casting of aluminium alloys. Metal Cast Ukraine 5:3–8
Guthrie RIL, Isac M, Kim JS, Tavares RP (2000) Measurements, simulations, and analyses of instantaneous heat fluxes from solidifying steels to the surfacesof twin roll casters and of aluminum to plasma-coated metal substrates. Metall Mater Trans B. Process Metallurgy and Materials Processing Science 31(5):1031–1047
Khvist V, Stolbchenko M, Grydin A, Samsonenko A, Golovko Ð (2013) Influence of temperature-rate modes of twin roll casting on the formation of bimetallic aluminium-steel bands in the twin-roll crystallizer. Materials working by pressure 3(36):180–184
Zeng J, Koitzsch R, Pfeifer H, Friedrich B (2009) Numerical simulation of the twin-roll casting process of magnesium alloy strip. JOMPT 209:2321–2328
Acknowledgments
The authors would like to thank the German Research Foundation (DFG) for their financial support for the work carried out here within the scope of the project SCHA 1484/21-1 “Manufacturing of the aluminium-steel compound by means of twin-roll casting”.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Stolbchenko, M., Grydin, O., Samsonenko, A. et al. Numerical analysis of the twin-roll casting of thin aluminium-steel clad strips. Forsch Ingenieurwes 78, 121–130 (2014). https://doi.org/10.1007/s10010-014-0182-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-014-0182-x