
Abstract
Polymer gears pose major advantages, like noiseless operation, resistive against corrosion, low weight, ability to damp vibrations, ease of manufacturability, and ability to operate without lubrication like in printers, household appliances, etc. In order to enhance mechanical properties of gear materials, various reinforcing materials are added such as glass and carbon fibers. The orientation of these fibers and distribution are critical parameters at the microstructural level for polymer reinforced with short fibers, which defines the strength and life of gears. The geometric accuracy and precision of molded gears are improved by the injection molding technique. The fiber orientation prediction is a new and novel aspect for high performance and life, as these injection-molded gears have complex patterns of fiber orientation. This also affects material properties such as elastic modulus, strength, and gear geometrical dimensional properties shrinkage and warpage. In this present work, an attempt is made to develop 3D symmetric spur gear tooth geometry using Autodesk Fusion 360. The injection molding parameters such as fiber orientation tensor, volumetric shrinkage at ejection, weld lines, deflection, and confidence in filling are studied for modeled gear having symmetric teeth profile for unreinforced and 20%, 30%, 40%, 50%, and 60% glass fiber–reinforced nylon 6/6 (PA66) by using Autodesk Moldflow Adviser 2017. The result obtained from mold simulation tool indicates that fiber orientation tensor for varying glass fiber contents was close to unity. The volumetric shrinkage considerably reduced from unreinforced PA66 to glass-reinforced PA66.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Composites can be regarded as a combination of two or more materials to overcome a weakness in one material by strength along with reducing the weight of the material. This type of combination makes the composite materials to exhibit properties distinctly different from those of the individual materials used to make the composite. The major advantages of composites include lower material cost, low cycle time for manufacturing, and possibility of recycling after intended span of usage. As the composites gain prominence, the reinforcement which goes into the substrate is the focus of researchers. The reinforcement material will play a pivotal role in defining the overall strength of the structure. In this regard, fiber-related properties such as fiber material, orientation, and aspect ratio, and thermal, chemical, mechanical, and characteristic properties are playing a vital role. Among these many parameters, fiber orientation for polymer-based composite has come to the forefront in recent times. Moldflow software (Moldflow Corporation, Framingham, MA) is used for distributing the fiber orientation for printer nozzle with various internal geometries for arriving at the optimal design. The work demonstrates convergent nozzle geometry results in better fiber alignment in comparison to divergent design nozzle [1]. The nozzle geometry extrusion work continued with Heller et al., by including fiber orientation for short section polymer composite. COMSOL (Comsol Inc., Burlington, MA) software was considered for solving the case of fiber orientation [2]. Recently, Heller et al. demonstrated the influence of polymer composite bead for a 2D planar flow model [3]. Thermal structural properties of the same 2D planar for fiber orientation used the homogenized method [4] where elastic constants and coefficient of thermal expansion were observed. In continuation to the work, polymer rheological properties were extracted for the same component [5]. Some of the works with fiber orientation have been successfully achieved at geometrically weak sections such as notches, fillets, holes, and weldment [6, 7]. Load bearing capacity of a component is decided based on the component’s geometrical structure with its critical junctions; this has made researchers study the effect of fiber orientation at notches, fillets, and many more critical regions [8,9,10,11,12]. The effect of anisotropy of notches was studied with novel methodology under a local fiber orientation. However, the work did focus on how the notch radius and fiber orientation will depend on the strength of the fatigue-based notch model [13].
The fiber orientation heavily relies on molten metal flow while manufacturing along with rheological characteristics such as viscosity and visco-elastic properties, and processing variables such as injection temperature and pressure with geometrical shape and size [14]. These are currently the thrust areas in which advanced simulation packages such as Moldflow, Materials Studio, J-OCTA, ANSYS, and many more software are used by researchers striving for better correlations. Fiber orientation has a major effect on the mechanical properties; it directly depends on the fiber alignment, vertical to the substrate or horizontal to the substrate (perpendicular to the substrate or parallel to the matrix) [15]. The values which have a slight reduction in their properties with perpendicular case as the parallel condition enhanced the load bearing capabilities [16]. Many authors have said that fibers orientated in the direction of loading drastically improved the magnitude of the material response (increase in Young’s modulus or decrease in creep resistance); this has led to decrease in time dependency of a composite [17,18,19,20]. The aim of the current work is to design and develop a experimental and simulation study of a symmetric spur gear using Moldflow Adviser, and identify through the root cause analysis for fiber orientation by exploring alternative ways and arriving at an optimal solution, to finally compare the results with an experimental model.
Methods
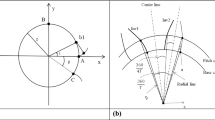
The current work is initiated with the development of a computer-aided design model using Autodesk Fusion 360 software version 2017 as in Fig. 1. A symmetric spur gear tooth geometry for the same pressure angles on the drive side and coast side is generated with the support of Autodesk Fusion 360. For this work, glass fiber is considered the reinforcing material and substrate/matrix as nylon 6/6. Parameters considered while developing the spur gear are highlighted in Table 1.

3-D gear model
Furthermore, the work focuses on the embedding glass fibers into the holding matrix from 20 to 60% in steps of 10%. The solid model is imported in Autodesk Moldflow Adviser 2017 R software for composite analysis. The effects of fiber orientation, concentration of fibers, type of matrix, and temperature were the study areas.
Material and methods
From the material library of Autodesk Moldflow Adviser 2017 R, equivalent materials are Zytel 101 NC010, Akulon, R624-GS4U BK2989, Zytel 70G30HSL BK039B, MRGF1518 BK, Akulon S223-HG0 Natl, and PDX-R 98372 EES Natural. Furthermore, basic mechanical properties are showcased in Table 2.
Estimation of module and number of tooth to avoid interference and undercutting
The module of a gear is one of the major and determining parameters of the gear. To generate gear profile, it is required to estimate the minimum value of module to transmit a power of 15 kW at a rated speed of 1000 rpm. The minimum number of teeth on pinion to mate with a rack without interference and undercutting = 18, module = 2 mm [21]. In Table 3, gear tooth parameters for different pressure angles on coast and drive sides are presented.
Spur gears with symmetric profiles are generated using Eq. (1). The Cartesian coordinate (xi, yi) of gear profile at any radius ri is given by:
Where,
rpStandard pitch radius
riAt any radius
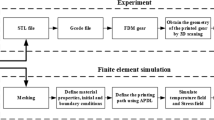
The Cartesian coordinate (xi, yi) values of gear profile at any radius ri are obtained from Eq. (1) using Microsoft Excel. The Cartesian coordinate (xi, yi) values are imported in Auto CAD 2018 and the gear profile is created. The gear profile is imported in Autodesk Fusion 360 for 3D modeling of gear. Furthermore, the 3D gear model can be imported to a finite element analysis tool.
Percentages of glass fiber procurement along with trade name and coding were depicted in Table 4.
Simulation study
As Industry Internet of Things (IIOT) gains importance in the twenty-first century, one among the nine modules which will rule the world is simulation. The study of simulation has become quite obvious in most of the applications. In case of gear composite analysis, the following conditions were considered.
Molding conditions
Three symmetrical pin-point gates are used; melt temperature and machine injection pressure selected to achieve successful filling of mold are as shown in Table 2. These symmetrical pin-point gates help gears achieve uniform filling of mold and fiber orientation.
Fiber orientation
Due to the use of three pin-point gates and location of these gates, the molten materials meet at three different regions. Moreover, these regions form weldment lines. Figure 2 shows regions of formation of weldment lines and Fig. 3 shows formation of weldment lines. The formation of weldment lines is also seen for gears simulated for varying percentages of glass fiber reinforcing nylon 6/6.

Regions of formation of weldment lines

Formation of weldment lines
In the tooth region, most of the fibers are oriented along the profile of the gear tooth as shown in Fig. 4.

Fibers oriented along gear tooth profile
Since glass fibers are oriented in the radial direction, for 20% glass fiber–reinforced nylon 6/6, less shrinkage of 5.33% is observed at the tip circle of the gear. However, in some regions like hub shown in Fig. 5, more shrinkage of 11.40% is observed because of non-alignment in fibers. This observation almost remains the same for gears simulated by varying percentages of glass fiber reinforcing nylon 6/6.

Volumetric shrinkage for 20% glass fiber–reinforced Nylon 6/6
Effect of shrinkage on face width of gear
Since nylon 6/6 is semi-crystalline in nature, this causes higher shrinkage than amorphous materials. The volumetric shrinkage is non-uniform across the section of gear; the deviation in face width dimensions of gear for varying percentages of glass reinforcement is compared with that of unreinforced nylon. Table 5 shows face width deviation of gear for different materials.
Results and discussion
Test gears and molding conditions
The details about the gear dimensions are shown in Table 1. Three symmetrical pin-point gates, which causes symmetric melt flow as shown in Fig. 6, are considered for injection molding of the unreinforced and 20%, 30%, 40%, 50%, and 60% glass fiber–reinforced gears. Fill, pack, and wrap analysis is conducted on the modeled gear having symmetric and asymmetric teeth profiles for unreinforced and 20%, 30%, 40%, 50%, and 60% glass fiber–reinforced nylon 6/6 (PA66). The results obtained from the analysis such as fill time, weld lines, fiber orientation tensor, injection pressure, volumetric shrinkage at ejection, deflection, and warpage for unreinforced and 20%, 30%, 40%, 50%, and 60% glass fiber–reinforced nylon 6/6 (PA66) are shown in Table 6.

Three symmetrical pin-point gates for model gear
Fiber orientation
The mechanical and thermal properties of fiber–reinforced composites depend strongly on the orientation patterns of the fibers. So, the study on the fiber orientation plays a very important role in the study. The average orientation of reinforced fibers in the molded gear for the selected gear geometry and injection point is shown in Fig. 7 (a–e).

(a–e) Average fiber orientation tensor for 20–20°, 20%, 30%, 40%, 50%, 60% glass fiber–reinforced PA66 respectively
The anisotropy parameter varies between 0 and 1: 1 indicates the perfect alignment of the fibers parallel to the reference direction, and 0 indicates the perfect perpendicular alignment to the reference direction [22]. At the injection point, due to the pin-point gate, fibers are spreading outward from the injection point. The use of three pin-point gates and location of these gates, resulted in the molten material to meet at three different regions. The average fiber orientation tensor for different gear profiles and varying percentages of glass fiber ranges from 0.6 to 0.7. It is also observed that fiber orientation near the tooth region is uniform throughout the gear. The fibers near the weld lines are oriented along the flow direction.
Volumetric shrinkage
In general, the semi-crystalline nature of nylon 6/6 material causes higher shrinkage than an amorphous material. The molecular structure of a semi-crystalline material allows the polymer chains to align in an ordered manner as the polymer molecules cool. This alignment imparts directional shrinkage [22]. It is observed from Fig. 8 (a–f) for unreinforced and reinforced gears that shrinkage across the section is not uniform. The maximum percentages of volumetric shrinkage for unreinforced and glass fiber–reinforced gears are 12.36 and 10.04%, respectively. Inclusion of increasing glass fiber content in PA66 resin reduces the volumetric shrinkage of the gears [23]. It is also seen that for unreinforced and reinforced gears, shrinkage at the gear tooth tip is less. However, more shrinkage is observed in the case of hub and bore section as shown in Fig. 8a. The same type of variation is seen for different glass fiber contents. The simulation study will hold good if the percentage of error is varying in range of less than 5% [24, 25] for structural and less than 20% for composite matrix [26].

(a–f) The volumetric shrinkage for 20–20°, unreinforced, and 20%, 30%, 40%, 50%, 60% glass fiber–reinforced Nylon 6/6 gear
The study revealed an effect of volumetric shrinkage of unreinforced PA66 and glass-reinforced PA66 molded gear. Major dimensions of gear such as tip circle diameter, face width, and bore diameter were measured using a gear tooth flange micrometer with 1-mm accuracy. For both reinforced and unreinforced test gears, five gears, and each gear parameter, three measurements extracted at different positions and the mean value are considered for analysis.
The effects of volumetric shrinkage on major gear dimensions of unreinforced and glass–reinforced PA66 gears are shown in Fig. 9.

Variation in gear dimensions in unreinforced PA66 and glass fiber–reinforced PA66 gears
In the case of glass fiber–reinforced gears, all the measured parameters indicate less deviation than unreinforced gears due to the reduced shrinkage by the presence of glass fibers. However, for the same gear material PA 66 unreinforced and reinforced PA66, each measured parameter shows a deviation from the design value due to the difference in fiber orientations.
When fibers are oriented in the radial direction along the tooth of the gear, less shrinkage is observed at tip circle diameter of gears [23]. Hence, the deviation of tip circle diameter for reinforced PA66 gear from designed values is less in comparison with unreinforced PA66 gear. The region that is located near injection points contributes to less shrinkage due to more packing pressure. Therefore, bore diameter shows less deviation. However, molded gears with reinforcement show less deviation for critical dimensions of gears.
It is also seen that for unreinforced and reinforced gears, shrinkage at the gear tooth tip is less. However, more shrinkage is observed in the case of hub and bore section as shown in Fig. 8a. The same type of variation is seen for different glass fiber contents. The simulation study will hold good if the percentage of error is varying in range of less than 5% [24, 25] for structural and less than 20% for composite matrix [26, 27].
Simulation with ANSYS Workbench
The current trend of Industry Internet of Things (IIOT) has further demonstrated the importance of simulation precisely with solvers such as ANSYS, ABAQUS, NASTRAN, LS-DYNA, RADIOS, and OptiStruct [28]. A symmetric spur gear CAD model is converted to neutral file form of STEP and imported into ANSYS Workbench platform [29]. The details of simulation were discussed in the future aspects.
Geometry
From Fig. 10, it is inferred that the whole spur gear follows the axi-symmetric boundary condition. This makes the CAE model more simple and easier to solve considering a single tooth for analysis.

CAD model imported in ANSYS platform with unit gear tooth
Contact generation
Figure 11 illustrates the contact generation between the glass fiber and PA66 substrate. For the optimal case of volume fraction, the simulation model was developed with the assumption that the material behaves in an isotropic manner, with all the fibers oriented outward to the tooth profile. Each of these fibers was created with bonded contact (similar to welding condition or permanent joint). The contact behavior is maintained with “pure penalty approach” as these fibers will not penetrate the substrate; they are physically separate and bonded together with adjusting to touch condition [30, 31].

Mesh generation inside/outside the gear tooth
Mesh generation
Figure 12 depicts a wireframe model with fibers, and the adjacent image covers the full mesh structure with “Tetrahedron” element in ANSYS; it depicts SOLID 187 [32] with 10-node element for second-order condition. The details about nodes and elements were highlighted in Fig. 12.

Mesh generation inside/outside the gear tooth
Loads and boundary conditions
From Fig. 13, it is inferred that the unit gear tooth is subjected to a load of 7.96 kN, and notation A shows the entity is fixed at a particular location. On either side of the tooth, frictionless support is considered which means its symmetric boundary conditions as well as the number of teeth are still available on both sides.

Loads and boundary conditions for the gear tooth
Total deformation
Figure 14 presents the results with fiber and without fiber conditions. The correlation did illustrate the variation with fiber and without fiber conditions. The fibers were able to reduce the deformation in the case of with fiber and it reduces the deformation rate by nearly 20% [33]. This will have an impact on increasing the fatigue life of the gear tooth and durability of each tooth for long life. Checking the convergence criteria used the H-type and P-type methods focusing on element size and element order.

Mesh generation inside/outside the gear tooth
Conclusions
From the present study:
-
Symmetric spur gear tooth profile can be easily generated by using the equations presented in earlier chapters. Later involute profiles can be used to create 3D model of gears and illustrated for finite element analysis.
-
Fiber orientation, volumetric shrinkage for unreinforced PA66 and glass–reinforced PA66 molded gear, and major dimensions of gear such as tip circle diameter, face width, and bore diameter were measured, and deviations of these parameters from designed values are studied. The result obtained from mold simulation tool indicates that fiber orientation tensor for different glass fiber contents in PA66 gear profiles was found close to unity.
-
Inclusion of glass fibers in PA66 resin decreases the overall volumetric shrinkage in molded gears. The presence of glass fiber gear leads to less deviation of involute gear profile of reinforced gear when compared to unreinforced gears.
-
The finite element analysis illustrates a reduction of 20% deformation from without fiber case to with fiber case. This will definitely increase the durability and life of the entire gear.
References
Nixon J, Dryer B, Chiu D, Lempert I, Bigio DI (2014) Three parameter analysis of fiber orientation in fused deposition modeling geometries. Annu. Tech. Conf. - ANTEC Conf. Proc. Jan. 2:985–995
Heller BP, Smith DE, Jack DA (2016) Effects of extrudate swell and nozzle geometry on fiber orientation in fused filament fabrication nozzle flow. Addit. Manuf 12:252–264
Heller Blake P, Smith Douglas E, Jack DA (2019) Planar deposition flow modeling of fiber filled composites in large area additive manufacturing. Addit. Manuf. 25:227–238
Russell T, Heller B, Jack DA, Smith DE (2018) Prediction of the fiber orientation state and the resulting structural and thermal properties of fiber reinforced additive manufactured composites fabricated using the big area additive manufacturing process. J. Compos. Sci. 2(2):26
Wang Z, Smith DE (2018) Rheology effects on predicted fiber orientation and elastic properties in large scale polymer composite additive manufacturing. J. Compos. Sci. 2(1):10
Nienhaus R, Kurzbeck S. Influence of notches on the fatigue behaviour of short fibre reinforced polyamide considering environmental temperature. In: ECCM (Hg.) 2014-16th European conference of composite
A. Mösenbacher, C. Guster, G. Pinter, W. Eichlseder, Investigation of concepts describing the influence of stress concentration on the fatigue behaviour of short glass fibre reinforced polyamide. In: ECCM, editor. ECCM 2012 - European conference of composite materials; 2012
Bernasconi A, Cosmi F, Zappa E (2010) Combined effect of notches and fibre orientation on fatigue behaviour of short fibre reinforced polyamide. Strain 46(5):435–445
Bernasconi A, Conrado E, Hine P (2015) An experimental investigation of the combined influence of notch size and fibre orientation on the fatigue strength of a short glass fibre reinforced polyamide 6. Polym. Test. 47:12–21. https://doi.org/10.1016/j.polymertesting.2015.08.002
Belmonte E, de Monte M, Riedel T, Quaresimin M (2016) Local microstructure and stress distributions at the crack initiation site in a short fiber reinforced polyamide under fatigue loading. Polym. Test. 54:250–259. https://doi.org/10.1016/j.polymertesting.2016.06.013
Belmonte E, de Monte M, Hoffmann C-J, Quaresimin M (2017) Damage mechanisms in a short glass fiber reinforced polyamide under fatigue loading. Int. J. Fatigue 94:145–157. https://doi.org/10.1016/j.ijfatigue.2016.09.008
Sonsino CM, Moosbrugger E (2008) Fatigue design of highly loaded short-glass-fibre reinforced polyamide parts in engine compartments. Int. J. Fatigue 30(7):1279–1288. https://doi.org/10.1016/j.ijfatigue.2007.08.017
Stadlera G, Primetzhofer A, Pinter G, Grün F (2020) Investigation of fibre orientation and notch support of short glass fibre reinforced thermoplastics. Int. J. Fatigue 131:105284
McNally D (1977) Short fiber orientation and its effect on the properties of thermoplastic composit material. Polym.-Plast. Technol. Eng. 8(2):101–154
M. Nicri, D. Notta-Cuvier, F. Lauro, F. Chaari, B. Zouari, Y. Maalej, A viscoelasticviscoplastic model for short-fibre reinforced polymers with complex fibre orientations, EPJ Web Conf. 94 (2015)
Notta-Cuvier D, Nicri M, Lauro F, Dalille R, Chaari F, Robache F, Haugou G, Maalej Y (2016) Coupled influence of strain rate and heterogeneous fibre orientation on the mechanical behaviour of short-glass-fibre reinforced polypropylene. Mech. Mater. 100:186–197
Bartilsson H, Franzen B, Klason C, Kubat A, Kitano T (1992) The influence of procession on fiber orientation and creep in short carbon-fiber reinforced low density polyethylene and polycarbonate. Polym. Compos. 13(2):121–132
Obaid N, Kortschot MT, Sain M (2018) Predicting the stress relaxation behavior of glass-fiber reinforced polypropylene composites. Compos. Sci. Technol. 161:85–91
Pipes RB, Mccullough RL, Taggart DG (1982) Behavior of discontinuous fiber composites: fiber orientation. Polym. Compos. 3(1):34–39
Papanicolaou GC, Zaoutsos SP, Kontou EA (2004) Fiber orientation dependence of continuous carbo/epoxy composites nonlinear viscoelastic behavior. Compos. Sci. Technol. 64(16):2535–2545
Crippa G, Davoli P (1995) Comparative fatigue resistance of fiber reinforced nylon 6 gears. J. Mech. Des. 117:193–198
Senthilvelan S, Gnanamoorthy R (2008) Influence of reinforcement on composite gear metrology. Mech. Mach. Theory 43:1198–1209
Senthilvelan S, Gnanamoorthy R (2006) Fiber reinforcement in injection molded nylon 6/6 spur gear. Appl. Compos. Mater. 13:237–248
Arun Y Patil, N. R. Banapurmath, Jayachandra S.Y., B.B. Kotturshettar, Ashok S Shettar, G. D. Basavaraj, R. Keshavamurthy, T. M. YunusKhan, Shridhar Mathad, Experimental and simulation studies on waste vegetable peels as bio-composite fillers for light duty applications, Arabian Journal of Engineering Science, Springer-Nature publications, IF:1.518,03 June, 2019. https://doi.org/10.1007/s13369-019-03951-2
Patil AY, Umbrajkar Hrishikesh N, Basavaraj G, Krishnaraja D, Kodancha G, Chalageri GR (2018) Influence of bio-degradable natural fiber embedded in polymer matrix, Elsevier. Mater. Today Proc. 5:7532–7540
Shankar A, Hallad NR, Banapurmath VP, Ajarekar VS, Patil AY, Godi MT, Shettar AS (2018) Graphene reinforced natural fiber nanocomposites for structural applications. IOP Conf. Series: Materials Science and Engineering, IOP Publishing 376:012072. https://doi.org/10.1088/1757-899X/376/1/012072
Arun Y. Patil, N. R. Banapurmath, Shivangi U S, Feasibility study of epoxy coated poly lactic acid as a sustainable replacement for river sand, Journal of Cleaner Production, Elsevier publications, IF: 7.05, Accepted. (Scopus and Web of Science) Volume 267, 10 September 2020, 121750. https://doi.org/10.1016/j.jclepro.2020.121750
Arun Y. Patil, N. R. Banapurmath, B B Kotturshettar, Lekha K, Roseline M, Limpet teeth-based polymer nanocomposite: a novel alternative biomaterial for denture base application, Elsevier, Chapter, In book: Fiber-reinforced nanocomposites: fundamentals and applications, 2020, DOI:https://doi.org/10.1016/B978-0-12-819904-6.00022-0
Poornakanta H, Kadam K, Pawar D, Medar K, Makandar I, Patil AY, Kotturshettar BB (2018) Optimization of sluice gate under fatigue life subjected for forced vibration by fluid flow. J. Mech. Eng. – Strojnícky časopis, De Gruyter 68(3):129–142 (Scopus and Google Scholar)
Shankar A Hallad, Nagaraj R Banapurmath, Arun Y Patil, Anand M Hunashyal and Ashok S Shettar, Studies on the effect of multi-walled carbon nano tube–reinforced polymer based nano-composites using finite element analysis software tool, J Nano Eng Nano Syst, SAGE Publications, 10.1177, 13, 2015. (Web of Science)
Anirudh Kohli, Ishwar S, Charan M J, C M Adarsha, Arun Y Patil, Basvaraja B Kotturshettar, Design and simulation study of pineapple leaf reinforced fiber glass as an alternative material for prosthetic limb, 9th to 10th 2020, ICMSMT 2020, Coimbatore, India
D N Yashasvi, Jatin Badkar, Jyoti Kalburgi, Kartik Koppalkar, Khushi Purohit, Arun Y. Patil, Gururaj Fattepur, Basavaraj B Kotturshettar, Simulation study on mechanical properties of a sustainable alternative material for electric cable cover, 2020, ICMSMT 2020, Coimbatore, India
Prithviraj Kandekar, Akshay Acharaya, Aakash Chatta, Anup Kamat, Arun Y. Patil, Ashok S Shettar, A feasibility study of plastic as an alternative to air package in performance vehicle, 2020, ICMSMT 2020, Coimbatore, India
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Development of 3D symmetric spur gear physical model
• Glass fiber reinforcement study from 20 to 60% in steps of 10
• To predict the orientation and alignment of fiber using Mold flow adviser 2017
• Identification of weld lines, shrinkage, and warpage in a simulation model
Rights and permissions
About this article

Cite this article
Dhaduti, S.C., Sarganachari, S.G., Patil, A.Y. et al. Prediction of injection molding parameters for symmetric spur gear. J Mol Model 26, 302 (2020). https://doi.org/10.1007/s00894-020-04560-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00894-020-04560-9