
Abstract
Objective
This study investigated the effect of sintering temperatures on flexural strength, contrast ratio, and grain size of zirconia.
Materials and Methods
Zirconia specimens (Ceramill ZI, Amann Girrbach) were prepared in partially sintered state. Subsequently, the specimens were randomly divided into nine groups and sintered with different final sintering temperatures: 1,300°C, 1,350°C, 1,400°C, 1,450°C, 1,500°C, 1,550°C, 1,600°C, 1,650°C, or 1,700°C with 120 min holding time. Three-point flexural strength (N = 198; n = 22 per group) was measured according to ISO 6872: 2008. The contrast ratio (N = 90; n = 10 per group) was measured according to ISO 2471: 2008. Grain sizes and microstructure of different groups were investigated (N = 9, n = 1 per group) with scanning electron microscope. Data were analyzed using one-way ANOVA with Scheffé test and Weibull statistics (p < 0.05). Pearson correlation coefficient was calculated between either flexural strength or contrast ratio and sintering temperatures.
Results
The highest flexural strength was observed in groups sintered between 1,400°C and 1,550°C. The highest Weibull moduli were obtained for zirconia sintered at 1,400°C and the lowest at 1,700°C. The contrast ratio and the grain size were higher with the higher sintering temperature. The microstructure of the specimens sintered above 1,650°C exhibited defects. Sintering temperatures showed a significant negative correlation with both the flexural strength (r = −0.313, p < 0.001) and the contrast ratio values (r = −0.96, p < 0.001).
Conclusions
The results of this study showed that the increase in sintering temperature increased the contrast ratio, but led to a negative impact on the flexural strength.
Clinical Relevance
Considering the flexural strength values and Weibull moduli, the sintering temperature for the zirconia tested in this study should not exceed 1,550°C.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Zirconia FDPs are successfully used to replace posterior teeth. This success is due to the high flexural strength and fracture toughness of zirconia applied as a framework material [1–3]. Fractures of zirconia frameworks have rarely been reported [4–8]. In contrast, chipping of the veneering ceramic is a frequent complication [4–8]. From a clinical point of view, the stability of the system is of importance consisting of both, the zirconia framework and the veneering ceramic.
In order to decrease the costs, and at the same time to overcome the chipping problem, it has become possible to produce monolithic zirconia FDPs without veneering ceramic. Such zirconia FDPs are esthetically unsuitable due to their high opacity. In ceramics, the translucency is affected by the thickness of the framework and by the crystalline content [9–12]. Sintering parameters have an effect on the crystalline content. It has been shown that the holding time during sintering causes grain growth in the material [13], possibly affecting translucency.
The monoclinic phase is stable up to 1,170°C; above this temperature, it transforms into the tetragonal phase and remains stable up to 2,370°C. The cubic phase of zirconia on the other hand, exists up to the melting point of 2,680°C [14, 15]. The tetragonal form for metastable zirconia could be achieved at room temperature by alloying zirconia with other oxides (stabilizers), such as CaO [16], MgO [17], Y2O3 [18, 19] and CeO2 [20]. Y2O3 is the most widely used stabilizer for dental zirconia [15]. In response to tensile stresses at the crack-tips, the stabilized tetragonal zirconia transforms to the more stable monoclinic phase with a local increase in volume of approximately 4–5% [20]. The toughening mechanism is based on crack-tip shielding under compressive stresses associated with transformation. Cracks with angle of 120° were reported to decrease the fracture toughness [1, 21]. When the microcracked material has a modulus that is different from the bulk ceramic, additional crack-tips may form. In fact, as the cracks grow, to some extent, the toughness does not increase [22]. This phenomenon is determined by crack-wake and crack-tip toughening mechanism [23, 24]. It is this transformation-toughening process which gives zirconia its strength and toughness, exceeding all currently available glass-based ceramics [20]. On the other hand, the size of the transformation zone changes as a function of temperature [25].
CAD/CAM technologies enable milling of zirconia into reconstructions with complex geometries. Two types of zirconia milling processes are currently available: soft-milling (“partially sintered state”) and hard-milling (“full sintered”). Soft-milled frameworks are subsequently sintered to full density. Different sintering parameters may show a strong influence on the properties of the zirconia frameworks.
The aim of this study was to investigate the effect of different sintering temperatures on flexural strength, contrast ratio, and grain size of Y-TZP ceramic. The tested hypotheses were that (a) the increase in final sintering temperature would not decrease the flexural strength and (b) the contrast ratio and the grain size would increase with the increased sintering temperature.
Materials and methods
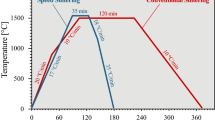
All zirconia (Ceramill ZI, Amann Girrbach, Koblach, Austria, Lot No: FL08-04119) specimens were cut in the partially sintered state using a low-speed diamond saw (Well 3241, Well Diamantdrahtsägen, Mannheim, Germany) and ground to the final dimensions using SiC discs P220, P500, P1200, P2400, and P4000 (ScanDia, Hagen, Germany) in sequence. Specimens were sintered (LHT 02/16, Nabertherm GmbH, Lilienthal/Bremen, Germany) at a heat rate of 8°C/min to the one of the following final sintering temperatures: 1,300°C (group a), 1,350°C (group b), 1,400°C (group c), 1,450°C (group d), 1,500°C (group e), 1,550°C (group f), 1,600°C (group g), 1,650°C (group h), 1,700°C (group i) with 120 min holding time.
Three-point flexural strength
Three-point flexural strength (N = 198; n = 22 per group) was measured according to ISO 6872: 2008 [26]. After sintering procedures, the final dimensions of all specimens were 1.2 mm × 4 mm × 25 mm.
Before the flexural strength test, the dimensions of the specimens were measured with a digital micrometer (Mitutoyo, Andover, England) to an accuracy of 0.01 mm. The specimens were then placed in the appropriate sample holder and loaded in a Universal Testing Machine (Z010, Zwick, Ulm, Germany) at a crosshead speed of 1 mm/min until failure. The specimens were tested dry at room temperature. The flexural strength was calculated according to the following formula:
where σ: flexural strength, N: fracture load (N), l: distance between supports (mm), b: width of the specimen (mm), and d: thickness of the specimen (mm).
Contrast ratio
For contrast ratio measurements, the specimens (N = 90; n = 10) with dimensions of 20 mm × 20 mm × 0.7 mm were produced. After sintering, the specimens had an average thickness of 0.5 ± 0.05 mm. The contrast ratio was measured using a spectrophotometer (CM-2600 d, Konica Minolta, Hannover, Germany) according to ISO 2471: 2008 [27] under the light source of CIE illuminant D65 with color temperature of 6,504 K. The measurement was performed three times in flashing mode for 0.1 s with an interval of 3 s. Subsequently, the software calculated the mean values, where contrast ratios were measured from the luminous reflectance (Y) of the specimens with a black (Y B) and a white background (Y W). In all calculations, “0” value was considered as transparent and “1” as opaque.
Zirconia grain size
After sintering, the surface of all specimens (N = 9, n = 1 per group) was polished up to 1 μm with a diamond suspension (Struers, Ballerup, Denmark) and ultrasonically cleaned in isopropanol. Specimens were then gold-sputtered and surface topography was evaluated under a scanning electron microscope (Carl Zeiss Supra 50 VP FESEM, Carl Zeiss, Oberkochen, Germany) operating at 5 kV with a working distance of 5.5–6.0 mm.
Statistical analysis
The data were analyzed using a statistical software (SPSS Version 19, SPSS INC, Chicago, IL, USA). Initially, the descriptive statistics were computed. One-way ANOVA was used followed by Scheffé post hoc test (α = 0.05) for the analysis of flexural strength and contrast ratio with respect to sintering temperatures. The Pearson correlation coefficient test evaluated the effect of the sintering temperatures on flexural strength and contrast ratio. Furthermore, for the calculation of the Weibull statistics, the least square estimates of the modulus and characteristic flexural strength were computed according to the mean rank plotting. In all tests, p values smaller than 5% were considered statistically significant.
Results
The results of the descriptive statistics (mean, SD, and 95% CI) for the flexural strength test and contrast ratio measurements for each group are presented in Table 1.
Three-point flexural strength
The lowest mean flexural strength was observed in group i, where the sintering temperature was 1,700°C (p < 0.05). Significantly higher flexural strength values (p < 0.05) were observed in groups sintered between 1,400 and 1,550°C (Table 1, Fig. 1). The highest Weibull modulus was obtained with zirconia sintered at 1,400°C and the lowest one at 1,700°C.

Mean flexural strength of zirconia after different sintering temperatures
Contrast ratio
The contrast ratio of zirconia decreased with the increase in sintering temperature (Table 1, Fig. 2). Group a (1,300°C) showed the lowest translucency (p < 0.05), whereas the highest one was observed in group i (1,700°C) (p < 0.05).

Contrast ratios of zirconia after different sintering temperatures
Zirconia grain size
The grain size of zirconia increased with higher sintering temperatures above 1,300°C and with the highest results at 1,700°C (Fig. 3a–i). The specimens with a final sintering temperature above 1,600°C were accompanied by hollow opening in the zirconia microstructure (Fig. 4a–f).

a–i Zirconia grain size after different sintering temperatures (×50,000), a 1,300°C, b 1,350°C, c 1,400°C, d 1,450°C, e 1,500°C, f) 1,550°C, g) 1,600°C, h) 1,650°C, i) 1,700°C

Surface topography of sintered zirconia at a–c) 1,650°C (1st row) and d–f 1,700°C (2st row)
Sintering temperature showed a significant negative correlation with flexural strength (r 2 = −0.313, p < 0.001) and the contrast ratio (r 2 = −0.96, p < 0.001).
Discussion
The highest fracture strength was observed for zirconia sintered between1,400°C and 1,550°C. However, above 1,600°C, the flexural strength decreased significantly, yielding to the rejection of the first hypothesis. Sintering temperatures at 1,300°C and 1,350°C showed the lowest mean flexural strength. The increase in sintering temperature above 1,300°C enlarged grain size and increased contrast ratio. Therefore, the second hypothesis was accepted.
It has frequently been recommended to sinter with higher final sintering temperature for achieving decreased contrast ratio. In this study, the flexural strength of zirconia decreased when sintered above 1,600°C. It has previously been reported that ceramics with lower flexural strength were generally more translucent than those with higher flexural strength [11]. In this study, the grain size of zirconia increased with increasing sintering temperature.
The increased grain size may result in enhanced crack formation [28] The transformation from tetragonal to monoclinic zirconia decreases with tensile stress [14]. Higher sintering temperatures as well as longer sintering time yield larger grain size [18, 29–31]. Today, the available zirconia is generally sintered between 1,350 and 1,600°C. Higher sintering temperatures were found to migrate yttrium to the grain boundaries [30]. The phase diagram shows cubic zirconia at the grain boundaries and depletion within the grain [30]. Uneven distribution of the yttrium-stabilizing ions caused cubic phases which are not desirable [31].
No clinical data are available reporting on the performance of translucent monolithic zirconia. Nevertheless, according to the results of this study, when a compromise needs to be made for the optical and mechanical properties, the sintering temperature should not exceed 1,550°C. With this settings, clinical failures should be avoided.
In this study, a three-point flexural strength test was used to evaluate the mechanical properties of zirconia sintered at different temperatures. The flexural strength data were supported with Weibull distribution in which failure probability can be predicted at any level of stress. Using statistical analyzing program (SPSS 19), only the absolute estimates could be obtained, but information on the 95% CI and the post hoc test for the Weibull parameter was not possible to calculate. Therefore, a statistical comparison between the tested groups was not possible. Sintering temperatures at 1,400°C and 1,550°C presented the highest Weibull modulus, whereas at 1,700°C, the lowest Weibull modulus and the highest translucency were observed.
A limitation of this study was that only one zirconia brand was used. The results may not apply for other zirconia materials with different grain sizes.
Conclusions
-
1.
Zirconia ceramic tested showed the highest flexural strength at final sintering temperatures between 1,400°C and 1,550°C.
-
2.
Contrast ratio of the tested zirconia increased with the increase in final sintering temperatures above 1,300°C.
-
3.
Enlarged grains of the zirconia microstructure were observed with the increase in sintering temperatures above 1,300°C.
-
4.
Sintering temperatures above 1,600°C resulted in grain growth and hollow holes in the zirconia microstructure.
References
Hannink RHJ, Kelly PM, Muddle BC (2000) Transformation toughening in zirconia-containing ceramics. J Am Ceram Soc 83:461–487
Fischer J, Stawarczyk B (2007) Compatibility of machined Ce-TZP/Al2O3 nanocomposite and a veneering ceramic. Dent Mater 23:1500–1505
Aboushelib MN, Feilzer CJ, Feilzer AJ (2008) Evaluation of a high fracture toughness composite ceramic for dental applications. J Prosthodont 17:538–544
Vult von Steyern PV, Carlson P, Nilner K (2005) All-ceramic fixed partial dentures designed according to the DC-Zircon technique. A 2-year clinical study. J Oral Rehabil 32:180–187
Raigrodski AJ, Chiche GJ, Potiket N, Hochstedler JL, Mohamed SE, Billiot S, Mercante DE (2006) The efficacy of posterior three-unit zirconium-oxide-based ceramic fixed partial dental prostheses: a prospective clinical pilot study. J Prosthet Dent 96:237–244
Sailer I, Fehér A, Filser F, Gauckler LJ, Lüthy H, Hämmerle CH (2007) Five-year clinical results of zirconia frameworks for posterior fixed partial dentures. Int J Prosthodont 20:383–388
Edelhoff D, Florian B, Florian W, Johnen C (2008) HIP zirconia fixed partial dentures—clinical results after 3 years of clinical service. Quintessence Int 39:459–471
Schmitt J, Holst S, Wichmann M, Reich S, Gollner M, Hamel J (2009) Zirconia posterior-fixed partial dentures: a prospective clinical 3-year follow-up. Int J Prosthodont 22:597–603
Heffernan MJ, Aguilino SA, Diaz-Arnold AM, Haselton DR, Stanford CM, Vargas MA (2002) Relative translucency of six all-ceramic systems. Part I: core materials. J Prosthet Dent 88:4–9
Kelly JR, Nishimura I, Campbell SD (1996) Ceramics in dentistry: historical roots and current perspectives. J Prosthet Dent 75:18–32
Chen YM, Smales RJ, Yip KH, Sung WJ (2008) Translucency and biaxial flexural strength of four ceramic core materials. Dent Mater 24:1506–1511
Tsukuma K, Kubota Y, Tsukidate T (1984) Thermal and mechanical properties of Y2O3-stabilized tetragonal zirconia polycrystals. In: Clausen N, Ruehle M, Heuer AH (eds) Science and technology of zirconia II. The American Ceramic Society, Columbus, OH, pp 382–390
Matsui K, Yoshida H, Ikuhara Y (2009) Isothermal sintering effect on phase separation and grain growth in yttria-stabilized tetragonal zirconia polycrystal. J Am Ceram Soc 92:467–475
Kisi EH, Howard CJ (1998) Crystal structure of zirconia phases and their inter-relation. Key Eng Mater 153:1–36
Lughi V, Sergo V (2010) Low temperature degradation—aging—of zirconia: a critical review of the relevant aspects in dentistry. Dent Mater 26:807–820
Fassina P, Zaghini N, Bukat A, Piconi C, Greco F, Piantelli S (1992) Yttria and calcia partially stabilized zirconia for biomedical applications. In: Ravagliogli A, Krajewski A (eds) Bioceramics and the human body. Elsevier Applied Science, London and New York, pp 223–229
Garvie RC, Urbani C, Kennedy DR, McNeuer JC (1984) Biocompatibility of magnesia partially stabilized zirconia (mg-PSZ) ceramics. J Mater Sci 19:3224–3228
Chevalier J, Deville S, Munch E, Jullian R, Lair F (2004) Critical effect of cubic phase on aging in 3 mol% yttria-stabilized zirconia ceramics for hip replacement prosthesis. Biomaterials 25:5539–5545
Deville S, Gremillard L, Chevalier J, Fantozzi G (2005) A critical comparison of methods for the determination of the aging sensitivity in biomedical grade yttria-stabilized zirconia. J Biomed Mater Res B Appl Biomater 72:239–245
Studart AR, Filser F, Kocher P, Gauckler LJ (2007) Fatigue of zirconia under cycling loading in water and its implications for the design of dental bridges. Dent Mater 23:106–114
Kelly JR, Denry I (2008) Stabilized zirconia as a structural ceramic: an overview. Dent Mater 24:289–298
Steffen AA, Dauskardt RH, Ritchie RO (1991) Cyclic fatiquelife and crack-growth behavior of microstructurally small cracks in magnesia-partially stabilized zirconia ceramics. J Am Ceram Soc 74:1259–1268
Heuer AH, Lange FF, Swain MV, Evans AG (1986) Transformation toughening: an overview. J Am Ceram Soc 69;i-iv
Marshall DB (1986) Strength characteristics of transformation-toughened zirconia. J Am Ceram Soc 69:173–180
Theunissen GSAM, Bouma JS, Winnubst AJA, Burggraff AJ (1992) Mechanical properties of ultra-fine grained zirconia ceramics. J Mater Sci 1992:4429–4438
ISO 6872: 2008 Dentistry—Ceramic materials
ISO 2471: 2008 Paper and board—determination of opacity (paper backing)—Diffuse reflectance method
Chevalier J, Olagnon C, Fantozzi G (1999) Subcritical crack propagation in 3Y-TZP ceramics: static and cyclic fatigue. J Am Ceram Soc 82:3129–3138
Ruiz L, Readey MJ (1996) Effect of heat-treatment on grain size phase assemblage, and mechanical properties of 3 mol% Y-TZP. J Am Ceram Soc 79:2331–2340
Scott HG (1975) Phase relationships in the zirconia-yttria system. J Mater Sci 10:1527–1535
Denry I, Kelly JR (2008) State of the art of zirconia for dental applications. Dent Mater 24:299–307
Acknowledgment
The authors would like to thank Amann Girrbach for providing the zirconia blanks.
Conflicts of interest
The authors declare no conflicts of interest.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Stawarczyk, B., Özcan, M., Hallmann, L. et al. The effect of zirconia sintering temperature on flexural strength, grain size, and contrast ratio. Clin Oral Invest 17, 269–274 (2013). https://doi.org/10.1007/s00784-012-0692-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00784-012-0692-6