
Abstract
In this work, a micro punching equipment was designed and assembled for punching components with micro hole array. Micro hole array in 800 μm scale was punched successfully on blanked parts using this equipment. Punch experiments under different punch conditions were conducted to explore the effect laws of cavity depth, punch force and punch speed on punching process and quality of punched holes. To improve the process performance of the developed equipment, an ultrasonic vibration module was designed and assembled to the existing system based on its function of softening materials, the equipment’s process parameter scope such as cavity depth was optimized then. The results in this work proved the practicability of the developed micro punching equipment for punching components with micro hole array, the influence mechanism of punching conditions on punching process, and the optimization function of ultrasonic vibration on micro punching process, which could be useful in improving machining efficiency and cost of punch fabrication.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Components with micro hole arrays are in great demand in various fields, such as medical apparatus and instruments, aeronautical facility, IC circuit manufacturing and so on. Micro machining methods like micro-EDM (Liu et al. 2005; Masuzawa et al. 1989), ECDM (Yang et al. 2001; Mochimaru et al. 2012), micro drilling (Cheong et al. 1999; Kim et al. 2009), laser micro-hole machining (Kasaai et al. 2001; Tönshoff et al. 1993) and electrochemical drilling (Sen and Shan 2004; Zhu et al. 2009) were applied to realize the fabrication of micro holes. However, high cost, low production efficiency and limited material requirement restricted these methods from being widely used. On the contrast, micro punching was extensively adopted due to its simple technological process, low cost, high production efficiency and accuracy (Joo et al. 2001, 2005; Geigerl et al. 2001; Yi et al. 2006; Chern et al. 2006; Kolleck et al. 2011; Xu et al. 2014; Chern and Wang 2007).
Conventional punching methods require precision alignment of punch and die to finish the punching process of micro hole array, which increased the operation difficulties and cost of tool fabrication. Thus, the punching process using a flexible tool of elastomer pad instead of the metal tool, which is just like the Guerin process or rubber pad forming (Altan et al. 1983), has been proposed to solve the above align issue. Commonly, flexible punching equipment utilize a metal tool as terrace die, an array raised shape need to be machined on the working face of the metal punch, which requires a precision machining process like micro-EDM and causes high cost and low machining efficiency. However, when the metal tool is utilized as concave die, the machining process will be so easy that even micro milling and so on methods could be applied.
In this paper, a micro punching equipment combining elastomer pad as terrace die and metal punch as concave die was designed and assembled to realize the fabrication of components with micro-hole array. In the punching process, the interaction between the elastomer pad and the metal tool would complete the cutting action to form micro holes in array. Arrays of micro circular and square holes with a scale of 800 μm were punched successfully on brass foils under different process parameters. Besides, an ultrasonic vibration device was developed to improve the punching performance of the micro punching equipment base on its softening effect on materials (Wen et al. 2011).
2 Process and equipment design
The developed micro punching equipment (Fig. 1) consists of four sub modules: (A) ultrasonic vibration module, (B) punch module, (C) mold base module, (D) die module. The photograph of the assembled equipment is displayed in Fig. 2.

Structure schematic of the micro punching equipment

Photograph of the micro punching equipment
In the punching process, the horizontal alignment between the punch and the die container hole of the die module is crucial. A prepared mold base was re-machined to obtain interference fit with the ultrasonic vibration module and the die module respectively to realize the precise alignment between the punch and the die container. Additionally, an air compressor which serves as the power unit and a pneumatic actuator which serves as the executive structure were selected to drive the punching equipment to complete the punch action. For ultrasonic vibration module, a full-bridge supersonic generator (power) of VGT series was chosen as the energy unit for its stable performance.
2.1 Process design
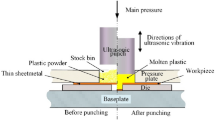
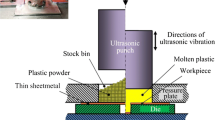
The punching process of the developed micro-punching equipment mainly contain two steps: one is the rigid punching step conducted by the cylindrical face of the punch (terrace die) and the container die hole (concave die), another is the flexible punching step implemented by the micro hole array (concave die) on the punch front end face (PFEF) and the elastomer pad (terrace die) in the die container. The schematic diagram of the tooling set shown in Fig. 3a consists of a metal punch with micro-hole array, a cylindrical container die, a punch holder and an elastomer pad. Before the punch action, strip was laid on the flat top surface of the container die. The elastomer pad was placed inside the container die to have an interference fit and supported from the bottom and up by the punch holder, which was mounted to the lower surface of the container die and tightened by four screws to bear the punching force during the flexible punching step.

Schematic diagram of punching process: a punch tooling set, b 1st rigid punching step, c 2nd flexible punching step
When the punch action is executed, the punch moves downward with a designated punch speed and punch force driven by the pneumatic actuator. The rigid punch step takes firstly as the PFEF contact with the brass foil, the circle blade of the PFEF blanks the brass foil with the container die hole (concave die). After this punch step, a circular part would be obtained and move downwards with a speed carried by the PFEF as shown in Fig. 3b. The flexible punch step takes after the direct contact between the circular part and the elastomer pad. At this step, micro-hole array would be punched on the circular part by the micro-hole array (concave die) on the PFEF and the elastomer pad (terrace die) as shown in Fig. 3c.
Polyurethane rubber was selected as the material of the elastomer pad for its high level of resolution and tear strength. In order to explore the influence rule of punch force and punch speed on the quality of blanked parts, punch experiments under five punch forces and five punch speed were conducted. Additionally, different micro hole cavity depths (MHCD) on the PFEF were designated to figure out the effect laws of cavity depth on punching process.
2.2 Ultrasonic module
Ultrasonic vibration is known to be able to soften materials (Wen et al. 2011) during traditional machining process. In our work, ultrasonic vibration was proposed for the first time to assist flexible punching process. The ultrasonic module in the developed micro punching equipment mainly consists of two parts: the ultrasonic transducer and the ultrasonic horn. Lang Wan transducer was selected to generate ultrasonic vibration for its optimized designation and more stable performance. The typical structure of Lang Wan transducer consist of front and back cover plate, electrode, insulation tube, piezoelectric ceramics and fastening bolt (Fig. 4).

Typical structure of Lang Wan transducer
The size of the piezoelectric ceramic of the Lang Wan transducer was designated base on the propagation velocity of ultrasonic wave along the ceramic and the operating frequency. The quantity of piezoelectric ceramics could be calculated by the below equations:
where D represents the external diameter of the piezoelectric ceramic, mm; λ represents the wave length of ultrasonic wave along the ceramic, m; c is the propagation velocity of ultrasonic wave along the ceramic, m/s; f is the operating frequency of the Lang Wan transducer, f = 40,000 Hz; n represents the quantity of piezoelectric ceramics; P is the input power of the transducer, W; P d is the power capacity of the ceramic material, W/(m3 Hz); V is the volume of single ceramic, m3.
The ultrasonic horn served as an amplifying device to accumulate energy to make the vibration velocity and amplitude of the punch meet the processing requirement using the micro punching equipment. Conical horn is designated base on the size of the transducer, the size of the punch, the required operating frequency and amplitude (Fig. 5).

Structure schematic of ultrasonic horn
2.3 Punch design and fabrication
SKD11 was selected as the punch material for its good tenacity and high temperature fatigue resistance, the punch was grinded into a step-like cylindrical structure (Fig. 6a). To explore the influence rule of cavity depth on punching process, a triangular array of micro circular holes with different depths was fabricated on the PFEF using micro-milling technique (Fig. 6b).

Structure schematic of punch tip: a punch structure, b micro hole array on PFEF, cavity depth of the top, the left and the right hole is 200, 300 and 400 μm respectively
3 Results and discussion
In our research, the MHCD, the punch force and the punch speed showed different degrees of effect on the punched hole’s quality. In order to explore the accurate influence rule of these parameters, punch experiments under different punch conditions were conducted.
3.1 Results under different punch conditions
The MHCD had a great impact on the forming process of the punched hole array from our experiment results. Using the prepared punch as shown in Fig. 6b, punch experiments under same punch speed and punch force were executed for five times. Each cavity on the PFEF achieved five punch results during the experiments. The punch results as shown in Fig. 7 were listed in Table 1, where × means punch failure and ○ means punch success.

Photograph of punched micro hole by different cavity depths: a inlet 200 μm cavity depth, b inlet 400 μm cavity depth, c inlet 300 μm cavity depth, d outlet 200 μm cavity depth, e outlet 400 μm cavity depth, f outlet 300 μm cavity depth
From the punch results, we can infer that 200 μm depth and 400 μm depth are not appropriate for punching 50 μm thick brass foil. As illustrated in Fig. 8, for a certain thickness of brass foil, when the ratio of MHCD to the sheet thickness t is too small for the punching process (Fig. 8a), the deformation of brass foil is too little to tear along the cavity blade. However, when the ratio is too large (Fig. 8b), the squeezed polyurethane rubber was unable to contact with the bottom surface of the hole cavity and brass foil tear along one side and was pressed on the other side wall of the hole cavity by the squeezed polyurethane rubber. Only when the ratio is proper (Fig. 8c), the squeezed polyurethane rubber would press brass foil on the bottom surface of the hole cavity to apply a pull on the brass foil against the cavity blade, then a micro hole would be punched successfully on the strip.

Deformation mechanism of brass foil in micro hole cavity: a 200 μm cavity depth, b 400 μm cavity depth, c 300 μm cavity depth
In our case, 300 μm is the proper MHCD, punch experiments under 300 μm MHCD were taken to study the effect laws of punch force and punch speed on the quality of punched holes such as hole diameter and taper. Five punch forces were adopted under a given punch speed, punched hole diameter is displayed to have an increasing trend with the increase of punch force (Fig. 9a), this is properly because the enlarge action of the increasing punch force on the edge of the punched holes. While punch speed seemed to have little impact on the punched hole diameter (Fig. 9b), indicating that the instantaneous impact force brought by punch speed was not very crucial in the enlarge action on the punched holes. However, the taper of the punched holes, which is in direct proportion to the subtract of inlet diameter and outlet diameter, is found to first increased and then decreased with an increasing punch speed under a certain punch force and be in great agreement with the rollover depth’s variation trend as shown in Fig. 10. This phenomenon implied that the difference value between inlet diameter and outlet diameter is determined by the rollover depth in the cross section of punched hole. And the rollover depth’s variation trend indicate that the proportion of elastic deformation in micro blanking process increased firstly then decreased as the punch speed increased.

Punched inlet and outlet hole diameter change with punch conditions: a with punch force, b with punch speed

Taper and rollover depth of punched hole: a taper and rollover depth under different punch speed, b SEM of cross section under punch speed around 120 mm/s, c SEM of cross section under punch speed around 140 mm/s
Additionally, special-shaped hole such as square hole was verified to be coincident with the forming phenomenon of circular hole and punched successfully using our micro punching equipment as shown in Fig. 11.

Punched micro square hole: a inlet view, b outlet view
3.2 Ultrasonic punch results
As designed in our micro punching equipment, the validity of the ultrasonic module was tested using Doppler laser measuring instrument after it was assembled to the upper mold base. The testing result (Fig. 12) showed that the punch, which was fixed on the amplitude transformer, got an amplitude of nearly 3 μm bi-directionally at a vibrational frequency of 40 kHz and an input power of 250 W. This parameter was supposed to be highly effective in blanking 50 μm thick brass foil.

Test result of ultrasonic module by Doppler laser measuring instrument
After the ultrasonic module was assembled to our micro punching equipment, the punch experiment was conducted again with ultrasonic vibration assist, the punch results were displayed in Fig. 13. The micro holes, which were unable to be punched out under 200 μm and 400 μm cavity depth in the previous experiment, were punched successfully with ultrasonic vibration assist. The material soften effect of ultrasonic vibration played a key role in the punching process for 200 μm cavity depth, while the ultrasonic vibration also brought a repeated pull on the brass foil against the cavity blade for 400 μm cavity depth. The ultrasonic vibration’s function of broadening the punching parameter scope using our micro punching equipment is supposed to be significant in improving machining efficiency and cost of die. For example, milling a 200 μm cavity is much easier than 400 μm cavity, which would cause a more serious tool wear.

Photograph of Punched part with ultrasonic vibration assist: a inlet view, b outlet view
4 Conclusion
In our study, micro hole array in 800 μm scale was punched successfully on blanked parts using our developed equipment. To explore the effect laws of punch conditions on punching process, punch experiments were conducted under different punch conditions. The influence mechanism of cavity depth on punching process was discussed base on experiment results and 300 μm cavity depth was proved to be the proper depth for punching 50 μm thick brass foil. Also, the enlarge action of punch force on the edge of punched hole and the varying pattern of elastic deformation’s proportion during micro blanking process, which increased first then decreased with an increasing punch speed, were both verified base on the experimental analysis. These effect laws could be utilized to control diameter and rollover depth of punched hole by adjusting punch force and punch speed. To improve the process performance of the developed micro punching equipment, an ultrasonic module was designed and assembled to the existing system. Micro holes, which were unable to be punched under 200 and 400 μm cavity depth in the previous experiment, were punched successfully with ultrasonic vibration assist. This ultrasonic vibration’s function of broadening process parameter scope is supposed to be useful in improving machining efficiency and cost of die.
References
Altan T, Oh SI, Gegel G (1983) Metal forming fundamentals and applications. American Society for Metal, Metals Park
Cheong MS, Cho DW, Ehmann KF (1999) Identification and control for micro-drilling productivity enhancement. Int J Mach Tools Manuf 39:1539–1561
Chern GL, Wang SD (2007) Punching of noncircular micro-holes and development of micro-forming. Precis Eng 31:210–217
Chern GL, Wu YJE, Liu SF (2006) Development of a micro-punching machine and study on the influence of vibration machining in micro-EDM. J Mater Process Technol 180:102–109
Geigerl M, Kleine M, Eckstein R, Tieslerl N, Engel U (2001) Microforming. CIRP Ann Manuf Technol 50:445–459
Joo BY, Oh SI, Jeon BH (2001) Development of micro punching system. CIRP Ann Manuf Technol 50:191–194
Joo B, Rhim S, Oh SI (2005) Micro-hole fabrication by mechanical punching process. J Mater Process Technol 170:593–601
Kasaai MR, Lagacé S, Boudreau D et al (2001) Creation of micro-holes on glass surface by femtosecond laser through the ejection of molten material. J Non Cryst Solids 292:202–209
Kim DW, Lee YS, Park MS, Chu CN (2009) Tool life improvement by peck drilling and thrust force monitoring during deep-micro-hole drilling of steel. Int J Mach Tools Manuf 49:246–255
Kolleck R, Vollmer R, Veit R (2011) Investigation of a combined micro-forming and punching process for the realization of tight geometrical tolerances of conically formed hole patterns. CIRP Ann Manuf Technol 60:331–334
Liu H, Yan B, Huang F, Qiu K (2005) A study on the characterization of high nickel alloy micro-holes using micro-EDM and their applications. J Mater Process Technol 169:418–426
Masuzawa T, Tsukamoto J, Fujino M (1989) Drilling of deep microholes by EDM. CIRP Ann Manuf Technol 38:195–198
Mochimaru Y, Ota M, Yamaguchi K (2012) Micro hole processing using electro-chemical discharge machining. J Adv Mech Des Syst 6:949–957
Sen M, Shan HS (2004) A review of electrochemical macro- to micro-hole drilling processes. Int J Mach Tools Manuf 45:137–152
Tönshoff HK, Hesse D, Mommsen J (1993) Micromachining using excimer lasers. CIRP Ann Manuf Technol 42:247–251
Wen T, Wei L, Chen X, Pei C (2011) Effects of ultrasonic vibration on plastic deformation of AZ31 during the tensile process. Int J Miner Metall Mater 18:70–76
Xu J, Guo B, Shan D, Wang Z, Li M, Fei X (2014) Micro-punching process of stainless steel foil with micro-die fabricated by micro-EDM. Microsyst Technol 20:83–89
Yang CT, Ho SS, Yan BH (2001) Micro hole machining of borosilicate glass through electrochemical discharge machining (ECDM). Key Eng Mater 196:149–166
Yi SM, Joo BY, Park SM, Chong CN, Oh SI (2006) Mechanical punching of 15 μm size hole. Microsyst Technol 12:877–882
Zhu D, Qu NS, Li HS, Zeng YB, Li DL, Qian SQ (2009) Electrochemical micromachining of microstructures of micro hole and dimple array. CIRP Ann Manuf Technol 58:177–180
Acknowledgments
This work was supported by National Science and Technology Major Projects of China (Grant No. 2013ZX04001-091-1).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Sun, J., Zhou, S., Yang, X. et al. Polyurethane-rubber punching process for micro-hole arrays. Microsyst Technol 23, 2943–2950 (2017). https://doi.org/10.1007/s00542-016-3089-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-016-3089-7