
Abstract
This paper reports fabrication of 2-DOF vibratory gyroscope using SU-8 based UV-LIGA process. The device structure is designed to be symmetrical in order to match the resonance frequencies of drive and sense mode oscillators and also to minimize their relative temperature dependent drift. The overall arrangement is such that the two vibration modes do not affect each other and therefore, mechanical decoupling is achieved which helps in minimizing bias drift. The design is optimized to be compatible with the UV-LIGA process having 10 μm thick electroformed nickel as structural layer. Photolithography to create 11 μm thick SU-8 molds for electroforming sacrificial copper and structural nickel layer is optimized using multiple exposure technique that ensures near vertical side walls. Since the highly cross-linked SU-8 remaining after development is difficult to remove reliably from high aspect ratio structures without damage or alteration to the electroformed metals, a 2.45 GHz MW plasma etching process is developed with CF4/O2 mixes. The fabricated device is checked for off-plane misalignment between the stationary and movable comb fingers using white light interferometry and it is found to be almost negligible. Also, the prototype device is characterized for amplitude and phase spectral responses using Polytec MSA-500 Micro System Analyzer. The drive and sense mode resonance frequencies are observed at 7.3 and 7.1 kHz respectively against the mode matched designed frequency of 7.5 kHz.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Gyroscopes for automotive applications such as traction control system, ride stabilization and roll-over detection require a rotation rate resolution and bias stability of about 0.5 deg/s (Ayazi and Najafi 2001). These specifications can be achieved by using various micromachining processes such as SOI based bulk micromachining (Geiger et al. 2002), silicon-on-glass bulk micromachining (Bernstein et al. 1993), surface micromachining (Alper and Akin 2002), combined surface-bulk micromachining (Lutz et al. 1997). The common features of these technologies are the high-performance at the expense of increased fabrication complexity and limited yield. In addition, monolithic integration of these fabrication processes with CMOS processes are difficult (Alper et al. 2006).
Fabrication of gyroscope with bulk/surface micromachining requires expensive equipments like DRIE, anodic bonder, LPCVD etc. in addition to UV lithography system. On the other hand, UV-LIGA combines UV lithographic patterning of very thick photoresists and electroforming of structural materials into the patterned resist molds. Both UV lithography and electroforming do not need any expensive or special equipment. Movable three dimensional microstructures with a high aspect ratio can be obtained by combining the UV-LIGA process with a sacrificial layer technique (Qu et al. 1998). This process empowers economic mass production of micro-devices with high aspect ratio geometry (Fu and Huang 2007). Furthermore, UV-LIGA allows low temperature processing and hence fabricated device can be integrated with interface circuitry by post-CMOS processing. Some of the UV-LIGA developed gyroscopes that are compatible with standard CMOS processes are reported in (Alper and Akin 2004; Alper et al. 2006).
Considering these advantages of UV-LIGA process, this paper reports fabrication of 2-DOF vibratory gyroscope by SU-8 based UV-LIGA process, to the best of our knowledge, for the first time. SU-8 is chosen to create electroforming molds as it shows excellent resolution in spite of higher thickness and very high optical transmission above 360 nm, which makes it ideally suited for imaging near vertical sidewalls in very thick films (SU-8 2000.5-2015 Data Sheet).
The rest of the paper is organized as follows. Section 2 describes briefly the structure and dynamics of proposed gyroscope. In Sect. 3, fabrication process and challenges faced are discussed. Section 4 presents experimental characterization of fabricated device.
2 Design
2.1 Operation principle and proposed gyroscope structure
The fundamental operation principle of 2-DOF vibratory gyroscopes relies on the sinusoidal coriolis force induced due to the combination of vibration of a proof-mass and an orthogonal angular-rate input. The proof-mass is vibrated along x-axis by applying DC polarization voltage to the proof-mass and AC excitation between the stationary and movable drive fingers. When the gyroscope is subjected to an angular rotation around z-axis, a sinusoidal coriolis force at the frequency of drive-mode oscillation is induced along y-axis and hence, the proof-mass starts vibrating along y-axis. By measuring the amplitude of sense-mode vibration, the applied angular rate can be derived.
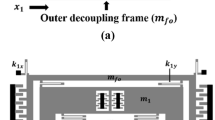
Figure 1 shows the conceptual schematic of the proposed gyroscope structure. The anchors of the structure are located at the outermost corners and connected to the movable drive and sense electrodes with the help of suspension beams. The suspension beams are designed to be symmetrical in order to match the resonance frequencies of drive and sense mode oscillators and also to minimize their relative temperature dependent drift. The overall arrangement is such that the two vibration modes do not affect each other and therefore, mechanical decoupling is achieved which helps in minimizing bias drift (Alper and Akin 2004). To minimize the slide film damping in the structure, the offset over the substrate is increased to 8 μm compared to 2 μm reported in (Alper and Akin 2004). This enables the gyroscope to operate at atmospheric pressure.

Conceptual schematic of proposed gyroscope structure
2.2 Gyroscope dynamics
Figure 2 shows the lumped mass-spring-damper model of the proposed gyroscope structure of Fig. 1. The 2-DOF gyroscope dynamic system is analysed in the non-inertial frame of reference associated with the gyroscope using lagrangian dynamics. Finally, the equations of motion (along the x-axis and y-axis) of the gyroscope subjected to an angular rate Ω about the axis normal to the plane of motion (z-axis) are derived in the inertial frame as

Lumped mass-spring-damper model of the proposed gyroscope structure
where F(t) is the driving force applied to proof-mass m, b x and b y are the damping coefficients of drive and sense direction respectively, k x and k y are the spring constants of drive and sense mode oscillators respectively. The term \(- 2m\varOmega \dot{x}\) in the sense-mode equation is the rotation induced coriolis force, which causes the sense-mode response proportional to the angular rate. While deriving equations of motion, it is assumed that coriolis terms in drive direction and centripetal accelerations are zero. Angular rate Ω is considered to be invariant with time.
The proposed design is optimized to be compatible with UV-LIGA process having 10 μm thick nickel as structural layer. The design parameters are listed in Table 1.
3 Fabrication
The device is fabricated using UV-LIGA process on silicon substrate. Figure 3 indicates the steps involved in three mask fabrication process. The process starts with growth of 1 μm thick thermal oxide on silicon substrate. Then, a 300/2,000 Å thick Ti/Au metallization layer is sputtered and patterned to make contact pads. Again, a 300/2,000 Å thick Ti/Au layer is sputter deposited on the whole substrate surface as seed layer metallization. Following the patterning of a 11 μm thick negative resist SU-8 2010, the 8 μm thick copper sacrificial layer is electroformed using copper sulphate solution on the whole substrate surface except anchor regions. After this, the negative resist is stripped from the substrate surface using PG Remover and Plasma etching. Next, once again 11 μm thick negative resist SU-8 2010 is spin coated and patterned using the structural layer mask. 10 μm thick low-stress nickel is electroformed inside this thick resist mold using nickel sulphamate solution. After this, once again the negative resist is stripped using PG Remover and Plasma etching. Finally, the copper sacrificial layer and Ti/Au layer are etched out selectively.

Fabrication steps of the gyroscope with UV-LIGA process
3.1 SU-8 removal
Negative tone epoxy based photoresist SU-8 is used to create 11 μm thick mold for electroforming sacrificial copper and structural nickel layers as shown in Fig. 4. SU-8 shows excellent resolution in spite of higher thickness and the photolithography process is optimized using multiple exposure technique that ensures near vertical side walls.

a SU-8 mold for electroforming copper sacrificial layer. b SU-8 mold for electroforming nickel structural layer
However, the highly cross-linked epoxy remaining after development is difficult to remove reliably from high aspect ratio structures without damage or alteration to the electroplated metals. We have used N-methyl pyrrolidinone (NMP) based solvent Remover PG for removal of SU-8 which basically peels off the resist from substrate. The result after SU-8 removal in Remover PG is shown in Fig. 5a. Residues of SU-8 are still present at different locations, inside mass perforations and between comb fingers. To remove these residues, a 2.45 GHz MW plasma etching process is developed with CF4/O2 mixes approaching 10 %. The result after plasma removal of SU-8 is shown in Fig. 5b which confirms complete removal of SU-8.

a Result after SU-8 removal in Remover PG. b Result after plasma removal of SU-8 residues
3.2 Fabricated structure
Figure 6a shows the SEM image of one of the fabricated devices. The size of the proof mass is 2.56 mm × 2.56 mm. The thickness of the structural layer is 10 μm. It is clear from the closer SEM image of the device, Fig. 6b, that structure is completely released.

a SEM image of the fabricated device. b Closer SEM image of the fabricated device
To check the off-plane misalignment in the fabricated device, white light interferometry is carried out. The generated image is shown in Fig. 7. It is evident from Fig. 7 that there is no off-plane misalignment between the stationary and movable comb-fingers and hence, residual stress in the structural nickel layer is negligible.

Interferometry image of the fabricated device
4 Experimental characterization
The fabricated prototype is characterized at Centre for Nano Science and Engineering (CeNSE) at Indian Institute of Science, Bangalore, India using Polytec MSA-500 Micro System Analyzer. The stroboscopic video microscopy is used to detect in-plane motion of the device. All measurements are carried out at atmospheric pressure.
An AC voltage signal is generated by an on-board signal generator from MSA-500, which is then fed to the AC power amplifier which gives two 180° phase shifted amplified signals ±v ac . These amplified signals are applied on the fixed comb drives on either side of the gyroscopes using two probes, whereas one probe is used to bias the proof-mass by DC voltage V dc . Finally using the MSA-500 in-plane frequency responses are extracted for both drive and sense mode oscillators. Figures 8 and 9 show the frequency response of the drive mode oscillator and sense mode oscillator respectively. The drive and sense mode resonance frequencies are observed at 7.3 and 7.1 kHz respectively against the mode matched designed frequency of 7.5 kHz.

Frequency response of drive mode oscillator a amplitude plot. b Phase plot

Frequency response of sense mode oscillator a amplitude plot. b Phase plot
This slight mismatch of measured resonance frequencies for the drive and sense modes is due to the fabrication imperfections which affect the geometry of fabricated device. Same reason applies for the mismatch between the experimental and simulated resonance frequencies of drive and sense mode. The other possible reason for deviation of resonance frequencies from designed ones may be due to change in young’s modulus of nickel structural layer during fabrication from the value used for simulations (Luo et al. 2004).
5 Conclusion
A 2-DOF vibratory gyroscope fabricated by SU-8 based UV-LIGA process is presented in this paper. The device structure is designed to be symmetrical and decoupled in order to minimize temperature dependent drift and bias drift respectively. The design is optimized to be compatible with UV-LIGA process having 10 μm thick electroformed nickel as structural layer. Photolithography to create 11 μm thick molds for electroforming sacrificial copper and structural nickel layer is optimized using multiple exposure technique that ensures near vertical side walls. Also, a 2.45 GHz MW plasma etching process is developed with CF4/O2 mixes approaching 10 % in order to remove highly cross-linked SU-8 from high aspect ratio structures without damage or alteration to the electroformed metals. The white light interferometry performed on the gyroscope structure shows almost insignificant off-plane misalignment between the stationary and movable comb fingers that are attached to the proof mass. Also, the prototype device is characterized for amplitude and phase spectral responses using Polytec MSA-500 Micro System Analyzer. The drive and sense mode resonance frequencies are observed at 7.3 and 7.1 kHz against the mode matched designed frequency of 7.5 kHz.
References
Alper SE, Akin T (2002) A symmetric surface micromachined gyroscope with decoupled oscillation modes. Sens Actuators A Phys 97–98:347–358
Alper SE, Akin T (2004) Symmetrical and decoupled nickel microgyroscope on insulating substrate. Sens Actuators A Phys 115(2–3):336–350
Alper SE, Silay KM, Akin T (2006) A low-cost rate-grade nickel microgyroscope. Sens Actuators A Phys 132(1):171–181
Ayazi F, Najafi K (2001) A HARPSS polysilicon vibrating ring gyroscope. IEEE J MEMS 10(2):169–179
Bernstein J, Cho S, King AT, Kourepenis A, Maciel P, Weinberg M (1993) A micromachined comb-drive tuning fork rate gyroscope. Proceedings of IEEE MEMS’93. Fort Lauderdale, FL, pp 143–148
Fu C, Huang H (2007) Different methods for the fabrication of UV-LIGA molds using SU-8 with tapered de-molding angles. Microsyst Technol 13:293–298
Geiger W, Butt WU, Gaißer A, Frech J, Braxmaier M, Link T, Kohne A, Nommensen P, Sandmaier H, Lang W, Sandmaier H (2002) Decoupled microgyros and the design principle DAVED. Sens Actuators A Phys 95(2–3):239–249
Luo JK, Flewitt AJ, Spearing SM, Fleck NA, Milne WI (2004) Young’s modulus of electroplated Ni thin film for MEMS applications. Mater Lett 58(17–18):2306–2309
Lutz M, Golderer W, Gerstenmeier J, Marek J, Maihofer B, Mahler S, Munzel H, Bischof U (1997) A precision yaw rate sensor in silicon micromachining. In: Proceedings of Transducers’97, Chicago, pp 847–850
SU-8 2000.5-2015 Data Sheet. http://microchem.com/pdf/SU-82000DataSheet2000_5thru2015Ver4.pdf
Qu W, Wenzel C, Jahn A, Zeidler D (1998) UV-LIGA: a promising and low-cost variant for microsystem technology. In: Proceedings of the 1998 conference on optoelectronic and microelectronic materials devices, Perth, pp 380–383
Acknowledgments
This research work was supported by Council of Scientific and Industrial Research (CSIR) under 12th 5 year plan. The authors would like to thank following members of CSIR-CEERI, Pilani, Rajasthan, India: Dr. G Eranna and Mr. Ashok Kumar Gupta for providing excellent masks for fabrication; Dr. Jamil Akhtar and Mr. Arvind Kumar Singh for maintaining state-of-the-art gold sputtering facility; Ms. Subha Laxmi, Mr. Dhirendra Kumar and Mr. Supriyo Das for their help in fabrication.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Jain, A., Gopal, R. 2-DOF vibratory gyroscope fabricated by SU-8 based UV-LIGA process. Microsyst Technol 20, 1291–1297 (2014). https://doi.org/10.1007/s00542-013-1986-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-013-1986-6