
Abstract
A simple microfabrication process to make an uncooled aluminum/silicon dioxide bi-material microcantilever infrared (IR) detector using silicon bulk micromachining technology is presented in this work. This detector is based on high banding of the microcantilever due to the large dissimilar in thermal expansion coefficients between the two materials. It consists of a 1 μm SiO2 layer deposited by 200 nm thin Al layer. Since no sacrificial layer is used in this process, complexity related to releasing sacrificial layer is avoided. Moreover Al is protected in Si etchant using dual-doped tetramethyl ammonium hydroxide. The other advantage of this process is that only three masks are used with four photolithography process. Thermal and thermal mechanical behaviors of this structure are obtained using finite element analysis, and the maximum temperature and displacement at the end of cantilever at 100 pW/μm2 absorbed IR power density on top surface are 7.82°K and 1.924 μm, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Infrared detectors are widely used in industrial (Vigni and Cocchi 2013), commercial (Correa et al. 2012), security surveillance (Zhu et al. 2013), medical (Oh et al. 2012) and military applications (Gray et al. 2013). Photon detectors and thermal detectors are two types of IR detectors in 8–12 μm range. High sensitive photo detectors require large and high cost cooling system to reduce temperature about 70 K at acceptable thermal noise level (Razeghi et al. 2013; Kruse 1995). Thermal IR detectors generate heat by absorbing IR radiation (Wang et al. 2013). Many different kinds of these detectors have been studied and suggested, and researchers have been recently driven toward uncooled micro electromechanical system (MEMS) IR detector due to their simplicity, low cost and working at the ambient temperature. Pyroelectrics (Xu et al. 2012; Fujitsuka et al. 1998), Thermopiles (Szentpali et al. 2012; Schieferdecker et al. 1995), Bolometers (Wang et al. 2012; Dobrzafiski et al. 1997) and Microcantilevers (Cheng et al. 2013a) are among these types of uncooled detectors.
In the past years, suspended micromechanical IR detectors structures have been introduced by using a bi-material effect in MEMS technologies, since they don’t need electrical wiring to suspend structure. Moreover these kinds of detectors have low noise characteristic and high sensitivity due to the absence of shot noise and higher thermal isolation (Cheng et al. 2013a). The basic function of this detector depends on the bi-material microcantilever deformation due to mismatch of thermal expansion coefficients between two different materials by absorption of IR energy. Bending can simply be measured by using piezoresistive (Li et al. 2011), optical (Cheng et al. 2009), or capacitive methods (Cao et al. 2009). Gold/silicon nitride (Au/SiNx) structure using low chemical vapor deposition is the basic structure which is widely used by most of the researchers, due to its high uniformity and compatibility with silicon processing (Zhao et al. 2012; Cheng et al. 2013b).
SiO2 has lower thermal conductivity and lower coefficient of thermal expansion compare to SiNx. On the other hand, Al has larger thermal expansion coefficient than Au. As a result, Al/SiO2 structure is more suitable than Au/SiNx, Al/SiNx and Au/SiO2 structures for IR detection (Kwon et al. 2007; Grbovic et al. 2008a).
High sensitivity in cantilever displacement due to variation in temperature in Al/SiO2 structures makes it a good candidate for microcantilever IR detector. However, high stress and incompatibility with KOH, EDP and TMAH silicon etchant are the biggest challenge to construct Al/SiO2 structure using bulk micromachining technique (Biswas et al. 2006).
Recently, Hunter and Maurer (2006, 2007) and Kwon et al. (2007, 2008, 2009) introduced Al/SiO2 structure by using surface micromachining with sacrificial layer technique. On the other hand, Grbovic et al. (2008a, b, 2009) introduced other Al/SiO2 structure using bulk micromachining technology with CHF3–O2 deep reactive ion etching process. They improved micromechanical IR detectors performance and proved the possibility of its process fabrication.
The aim of this paper is to investigate the feasibility of fabricating suspend Al/SiO2 uncooled bi-material IR detector using a simple fabrication process based on silicon bulk micromachining technique with wet releasing process.
2 Detector operation
The IR bi-material microcantilever detector consists of two thin films which are deposited, etched and released to construct the willing form with MEMS technologies. The two chosen materials must meet following basic requirement: (Su and Duan 2011; Dong et al. 2007; Li 2004).
-
(1)
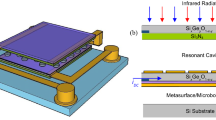
The IR radiation in the range of 8–14 μm should be absorbed by one of the two materials, and the other material should have a high IR reflection coefficient;
-
(2)
The difference of mismatch in thermal expansion coefficients between the two materials should be maximized;
-
(3)
One of the layers should have low thermal conductivity;
-
(4)
Both materials should have a similar Young’s module;
-
(5)
Silicon etchant must not affect the two materials.
In this work, SiO2 and Al layer are selected to form bi-material cantilever structure. SiO2 can be used to absorb IR radiation in the 8–14 μm range. Physical properties of SiO2 and Al are compared to SiNx and Au as shown in Table 1. As it can be seen in this table, CTE of SiO2 and Al are 0.41 × 10−6 and 23.1 × 10−6 K−1, respectively. When the IR radiation is absorbed in Al/SiO2 structure, large bending of microcantilever is formed compared to Si3N4 and Au structure due to higher mismatch of CTE between SiO2 and Al. On the other hand, thermal conductivity of SiO2 (i.e. 1.1 × 106 pW/μm K) is lower than Si3N4 (i.e. 2.9 × 107 pW/μm K), which helps to increase the thermal displacement in cantilever.
Of course, thermal conductivity and expansion coefficient of polymers make them the ideal materials to construct IR microcantilever detector. However they suffer from high natural stresses (Zhao et al. 2002).
Figure 1 shows the schematic diagram of a top view of the designed uncooled IR microcantilever detector pixel structure. One end of microcantilever is fixed mechanically and the other end is free to move with any changes in force or stress. The pixel structure is divided to four important elements: main frame, an IR absorber/deformation structure, two bi-materials bending legs and two thermal isolation legs. The operation of this detector is as follow:

Schematic diagram of a top view of the uncooled IR microcantilever detector with three-folded legs structure. Absorber red area is 100 × 70 μm2, and blue bi-material legs length and total bluish thermal isolation legs length with 10 μm width are 90 and 270 μm, respectively
-
(1)
Main frame of SiO2 is used as a supporting structure for the detectors.
-
(2)
The IR absorber area (100 × 70 μm) is composed of SiO2 and an Al layer. To increase the absorption of IR energy no etching hole is considered for this area. Due to the reflection of the incident IR flux by thin Al mirror in the absorber, the absorption of IR radiations is increased. The IR absorber also includes the bi-material structure to increase the thermo-mechanical bending.
-
(3)
The two bi-materials legs (90 × 10 μm each) also consist of SiO2 and Al layers with the same IR absorber connecting to IR absorber. Heat produced from the IR absorber is directly conducted to the bi-material arms due to temperature difference between them. Then the arms and the IR absorber simultaneously bend by bi-material effect owing to the differential stress in the large mismatch CTE between bi-layers. The detector displacement can be maximized due to elongation of the bi-material region extended to the IR absorber area. Hence, the heat energy is converted to mechanical displacement. This bending can consequently be measured by readout system.
-
(4)
The two-fold thermal isolation support legs (90 × 10 μm each) as shown in Fig. 1. It consists of SiO2 layer which is connected to bi-material legs. Due to the high thermal resistivity of SiO2 and increasing the total length of legs, this isolation legs reduce the heat convection from bi-material area to main frame. As a result the detector temperature is increased and so more displacement of bi-material legs is achieved.
3 Thermal and thermomechanical analysis
The free end of bi-material legs is bended due to large differences between CTE values. Thermodynamic analysis can be given the relation between detector displacement, ΔZ and temperature variation of sensitive area, ΔT as follow (Datskos et al. 2004):
where L is the length of the bi-material parts, t 1 is the thickness of Al layer, α 1 and α 2 are CTE of Al and SiO2 layers, respectively, and K is introduced by the following equation (Datskos et al. 2004):
Here x = t 1 /t 2 is the ratio between Al and SiO2 thicknesses and n = E 1 /E 2 is the ratio of Al and SiO2 Young’s modulus. To obtain displacement of the detector, the variation of detector temperature due to absorbed IR power flux should be calculated.
The detector temperature is analyzed when the detector is in thermal equilibrium with surroundings area. The ΔT can be expressed by the heat flow equation (Kruse 1996).
where, C is the heat capacity of pixel sensitive area, G Total is the total thermal conduction between the detector structure and the surroundings region, P is the incident power on the pixel, η is the absorption efficiency, W s is the absorbed IR density and A ab is IR absorbed area. In this equation, the heat capacity of pixel sensitive area is C = ρ.V.c in which, ρ is the density of the material, V is the volume of the film and c is the specific heat capacity (Jiao et al. 2006). The temperature rise ΔT can approximately be calculated along the bi-material region by using Eq. (3) considering uniform temperature distribution assumption (Paul W. Kruse 1996):
W s is the absorbed IR density on the detector and can be expressed as (Wang et al. 2006):
In which η is IR absorption efficiency, τ 0 is optical transmission efficiency, F is f number of the optics, (dP/dT) λ1−λ2 is the IR target power emission rate per unit area within 8–14 μm wavelength range at 300°K and ΔTs is the blackbody target temperature change. The value used for η, τ0, ΔTs, (dP/dT)λ1−λ2, and f is shown in Table 2.
The maximum temperature of detector is obtained when the G Total is minimized to its lowest value. The G Total is composed of three independent main parts (Zhao 2002): the air thermal conductance G air , the thermal radiative conductance G rad and the thermal leg’s conductance G leg .
where the air thermal conductance G air is approximately 10−10 W/K in vacuum chamber (Datskos et al. 2004). Since this value is much lower than G Total (1.14 × 10− W/K), this term can be eliminated. So Eq. (6) can be rewritten as:
G rad is the thermal conductance of radiation between the detector and its environments, which is given as (Datskos et al. 2004):
In which σ is the Stefan–Boltzmann constant (5.67 × 10−8 Wm−2 K−4), ε Al (0.01) and \(\varepsilon_{{SiO_{2} }}\) (0.781) are Al and SiO 2 emissivity, respectively, and T is the element temperature (~298°K). The calculated value for G rad is 3.39 × 10−8 W/K. G leg is the thermal leg’s conductance between the detector and the substrate, and can be calculated from:
where \(k_{{SiO_{2} }}\) and k Al are the thermal conductivity coefficient of the SiO 2 and Al legs material, respectively, \(A_{{SiO_{2} }}\) and A Al are the cross-section areas of the SiO2 and Al legs, respectively and L is one of the folded lengths of the legs. The calculated value for G leg is 8.06 × 10−8 W/K. It is obvious that a low k material and longer thermal isolation legs with a small cross section area is needed to reduce G leg . Calculation parameters of this design are shown in Table 2.
4 Simulation
The thermal and thermal–mechanical behaviors of the microcantilever detector are modeled and simulated using ANSYS finite element analysis software. The maximum temperature change of the detector and temperature distributions of the device under an applied IR power density are simulated by using Brick 20Node 90 thermal solid element. Then, the maximum mechanical deformation of the cantilever system under temperature change is simulated by using SOLID95 thermal-structural element (Wang et al. 2006).
A meshed model is shown in Fig. 2. Al layer thickness is chosen on a smaller solid element size in vertical dimension. The ratio dimensions between vertical and horizontal is chosen as 4 to 1, to trade off between simulation accuracy and calculation time. The element size is also increased step by step to reduce the calculation time.

The meshed model of the microcantilever IR detector is shown in two reigns with step by step increasing element size. Ratio dimensions between vertical and horizontal are 4 to 1
The movement and the temperature at the end of isolation legs are set at 0 and 25 °C, respectively. Constant heat flux is set at 100 pW/μm2 under the IR absorption on the top surface of the plate as boundary conditions, and air conduction and convection heat loss are ignored. The thermal and mechanical properties of some material used for bi-material cantilever and details of the detector dimensions used in FEA simulations are provided in Tables 1 and 3, respectively.
Figure 3 shows the temperature simulation result. As it is shown in this Figure, the maximum temperature difference between the detector and its substrate is about 7.82°K. This value is in agreement with the calculation. This figure also shows that distribution of the temperature linearly decreases on thermal isolation arms; and is nearly uniform on bi-material arms and IR absorber due to higher thermal conductivity of Al compare to SiO2. The simulated result of the detector deflection is shown in Fig. 4, as it is shown in this Figure, the maximum bending is about 1.924 nm. This value is in agreement with the calculation results. It also shows that the SiO2 isolation arms are not bended.

FEM simulation result of 7.82°K temperature variation distributions under incident radiation of 100 pW/μm2 on top of surface the plate

FEM simulation result of 1.924 µm maximum deflection of the detector due to temperature variation of Fig. 3
5 Microfabrication process
Comparing to the pervious reported works on SiO2/Al bi-material cantilever (Hunter and Maurer 2006, 2007; Kwon et al. 2007, 2008, 2009; Grbovic et al. 2008a, b, 2009), the presented microfabrication process in this work is simplified by avoiding the sacrificial layer process by means of using silicon bulk micromachining technologies and a wet releasing process. Fabrication of the implemented IR uncooled detector involves four photolithographic processes with 3 masks. The microfabrication process typically consists of thirteen steps: growing of the SiO2 layer on the substrate, evaporation of the chromium (Cr) film in front side, patterning of backside SiO2 layer, etching of silicon, patterning the front side Cr layer, repeating the Si etching, removing of SiO2 layer, removing Cr layer, growing a new SiO2 on the substrate, patterning of front side SiO2 layer, evaporation of the Al film and liftoff, removing of the residual Si with dual-doped TMAH and releasing of the structure.
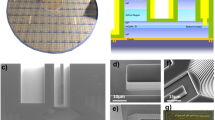
Figure 5 shows the basic fabrication steps used to implement the simple microfabrication IR uncooled detector in this work. 485 μm thick single-side-polished p-type (100) silicon wafer is used in this process. The wafer is cleaned by RCA cleaning process. First a 2 μm thick silicon dioxide is thermally grown on double-side substrate by means of wet oxidation process, then 400 nm thick Cr layer is then evaporated on top of the SiO2 on front side of wafer using thermal evaporation. This Cr layer is used for SiO2 patterning and extra protection of SiO2 during the subsequence etching of Si in TMAH. Cr deposition is followed by 1 h annealing at 400 °C at 5 sccm Argon flow pressure. As seen in part (c) of this figure, a square window is opened on the back side of SiO2 using standard lithography process by buffered hydrofluoric acid (BOE) etching. Subsequently the silicon substrate is etched using commercially available TMAH (25 %, Merck, Germany) at 90 °C for 6 h to make 60 μm thin membrane (Brida et al. 2000). Double-side lithography is used to pattern the front side and backside square windows. Cr is then etched by Ammonium Cerium (IV) Nitrate ((NH4)2Ce(NO3)6) diluted with DI water for 60 s. This step is shown in part (d) of Fig. 5.

Fabrication process of the microcantilever-based IR detector: a growing of the 2 μm thick SiO2 mask layer on the substrate, b evaporation of the 400 nm thick Cr mask layer on the SiO2 in front side, c patterning of backside SiO2 layer by BOE etchant, d etching of Si using TMAH etchant to make 60 μm thin membrane, e double-side lithography technique used to pattern in front side Cr layer, f continuing the silicon etching again to observe red thin film membrane, g removing of SiO2 layer using BOE etchant, h removing Cr layer completely, i growing 1 μm thick SiO2 basic structure layer on front-side, j patterning of in front side SiO2 layer, k evaporation of 200 nm thick Al film on front-side and patterned by liftoff process, l removing of residual Si with dual-doped TMAH and m release of the structure using a low temperature wet releasing process
Backside silicon substrate etching is again continued by immersion in TMAH (25 %) until red thin film membrane is observed. The SiO2 layer is then removed completely using BOE for 40 min. This process is practiced because the previously grown SiO2 had lost its quality during different thermal and chemical process. Following this step, Cr is removed completely by Cr etchant using aqueous (NH4)2Ce(NO3)6 for 60 s as shown in Fig. 5h. A fresh 1 μm thick silicon dioxide layer is then thermally grown on front-side substrate to make basic structure by the wet oxidation process, for 4 h at 1,050 °C. The SiO2 structure is then patterned on front-side of silicon substrate with photolithography technique employing wet etching technique by BOE etchant for 25 min. To finalize the fabrication process, a 200 nm thick Al layer is evaporated on the front side of wafer using thermal deposition on top of the SiO2 to define bi-material. This layer is then patterned by a lift-off technique.
Then after, the Si substrate is etched using a silicon doped solution in TMAH (5 %) for 2 h at 80 °C. The silicon doped solution in TMAH (5 %) is prepared by dilution of commercially available TMAH 25 wt% water solutions. Amorphous silicon (15 g/l) is then dissolved in TMAH (5 %) for Al passivation. Before immersion of substrate in the Si etchant, native oxide is removed by using Hydrofluoric acid (2 % HF) etchant for a short time and immediately rinsed in DI water to prevent damage on Al patterns (Biswas et al. 2006). (Please observe Fig. 5l). Finally, the detector is released in dual-doped TMAH using a low temperature wet release process. The substrate is immersed in DI water for 5 min to dilute the dual-doped TMAH. The substrate is again immersed for 5 min to another fresh DI water to insure that no residual TMAH is on the detector. Then, the substrate is immersed in acetone for 5 min to dissolve the DI water. The substrate is again immersed for 5 min to another fresh acetone to insure that the acetone and water are replaced completely. Next, the substrate is slowly released in the acetone. Releasing process is accomplished at room temperature, with no drying process to make sure that the structure is not damaged, and the substrate is vertically immersed and released in the dilution (Fig. 5m).
6 Experimental results
The following optical and electron microscopy images show the various steps which have been performed in the fabrication of these devices. Figure 6 shows the results of back-side etching using TMAH etching process. A smooth bottom of the crater indicates the successful etching of the silicon without hillock formation. The collapsed edges of the etching crater are the masking layer which has been damaged during the handling for SEM specimen preparation.

SEM image of back side membrane
Figure 7 shows an optical image of the device after aluminum patterning has been carried out. The difference in the color of the side-bars is due to the different materials used for these structures. Arrow in this figure points at bi-material regions.

Optical image of Al patterning. Arrows show the presence of two different layers in the side-bars
Figure 8 shows the top and front views SEM images of the fabricated SiO2/Al microcantilever uncooled IR detector, respectively. While in part (a) one can observe the free standing of the cantilever, the more detailed view of part (b) shows the formation of double-layered structure where two parallel plates are pointed at with an arrow.

Top view SEM images of the fabricated micro-cantilever detector. The structure is fully suspended and aluminum legs are visible. b Front of view SEM images of the fabricated microcantilever detector. The presence of double layer is clearly observed in this figure
Figure 9 shows the cross-section of SiO2 leg. The thickness of the layer is found to be around 1.3 μm which is close to the original value set by the deposition of the oxide layer. And finally the bending of detector due to changing of temperature is shown in Fig. 10. In this figure, the fully suspended structure is bent upon exposure to an external thermal signal.

SEM images of cross-section SiO2 leg. The thickness of the layer is around 1.3 μm in accordance with the deposited oxide

Bending of detector due to changing of temperature. This is a suitable reaction of the sensor upon heating by an external signal
7 Conclusion
In this paper, a simple microfabrication process to fabricate a suspended Al/SiO2 uncooled bi-material microcantilever IR detector using silicon bulk micromachining technology and wet releasing process has been introduced. Fabrication is formed by using the membrane structure. The process consists of four photolithographic processes with 3 masks. The main advantage of this fabrication process is that no sacrificial layer is used, and so the complexity of releasing sacrificial layer is avoided. It is shown that Al layer in this structure could be protected during Si etching process using dual-doped TMAH etchant. In addition, Al layer is also acting as a mirror for IR incident radiation in the absorbing area and as a result improves the IR absorption. Since, no etching hole is needed in this structure; the absorption is even more increased. It is also shown that using bi-material over the whole absorbing area as well as bi-material legs, helps to increase the displacement of microcantilever. The detector displacement is also maximized due to temperature variation and extension of the bi-material region to the IR absorber area.
Abbreviations
- FEA:
-
Finite element analysis
- IR:
-
Infrared
- TMAH:
-
Tetramethyl ammonium hydroxide
- MEMS:
-
Micro electromechanical system
- SEM:
-
Scanning electron microscope
- CTE:
-
Thermal expansion coefficients
- Al:
-
Aluminum
- Au:
-
Gold
- BOE:
-
Buffered hydrofluoric acid
- Cr:
-
Chromium
- DI:
-
De-ionized
- HF:
-
Hydrofluoric acid
- Si:
-
Silicon
- SiNx :
-
Silicon nitride
- SiO2 :
-
Silicon dioxide
- A :
-
Cross-section area of leg
- A ab :
-
IR absorbed area
- L :
-
One of the folded lengths of leg
- t 1 :
-
Thickness of Al layer
- t 2 :
-
Thickness of SiO2 layer
- T :
-
Element temperature
- ΔT:
-
Temperature rise
- ΔT s :
-
Blackbody target temperature change
- G Total :
-
Total thermal conduction between the detector structure and the surroundings regain
- G air :
-
Air thermal conductance
- G rad :
-
Thermal radiative conductance
- G leg :
-
Thermal leg’s conductance
- V :
-
Volume of film
- W s :
-
Absorbed IR power density
- n :
-
Ratio of Al and SiO2 Young’s modulus
- x :
-
Al and SiO2 thickness ratio
- c :
-
Heat capacity
- σ :
-
Stefan–Boltzmann constant
- ρ :
-
Density of the material
- ε Al :
-
Al emissivity
- \(\varepsilon_{{SiO_{2} }}\) :
-
SiO 2 emissivity
- k :
-
Thermal conductivity coefficient
- η :
-
IR absorption efficiency
- τ 0 :
-
Optical transmission efficiency
- F :
-
f number of the optics
- (dP/dT) λ1−λ2 :
-
IR target power emission rate per unit area within 8–14 μm wavelength range
- α 1 :
-
CTE of Al layer
- α 2 :
-
CTE of SiO2 layer
References
Biswas K, Das S, Maurya DK, Kal S, Lahiri SK (2006) Bulk micromachining of silicon in TMAH-based etchants for aluminum passivation and smooth surface. Microelectron J 37:321–327. doi:10.1016/j.mejo.2005.05.013
Brida S, Faes A, Guarnieri V, Giacomozzi F, Margesin B, Paranjape M, Pignatel GU, Zen M (2000) Microstructures etched in doped TMAH solutions. Microelectron Eng 53:547–551. doi:10.1016/j.mejo.2005.05.013
Cao J, Chen Z, Lu W, Zhang Y, Lei K, Zhao B (2009) Design of readout circuit for microcantilever-based ripple uncooled infrared focal plane arrays. Proceedings of SPIE, International Symposium on Photoelectronic Detection and Imaging 7383: 73834J doi:10.1117/12.836710
Cheng T, Zhang Q-C, Jiao B-B, Chen D-P, Wu X-P (2009) Analysis of optical readout sensitivity for uncooled infrared detector. Chinese Phys Lett 26(12):124206. doi:10.1088/0256-307X/26/12/124206
Cheng G, Zhao Y, Dong L, Hui M, Yu X, Liu X (2013a) Short-wave infrared, medium-wave infrared, and long-wave infrared imaging study for optical readout microcantilever array infrared sensing system. Opt Eng 52(2):0264031–0264037. doi:10.1117/1.OE.52.2.026403
Cheng G, Zhao Y, Dong L, Hui M, Yu X, Liu X (2013b) The tolerable target temperature for bi-material microcantilever array infrared imaging. Opt Laser Technol 45:545–550. doi:10.1016/j.optlastec.2012.05.034
Correa M, Hermosilla G, Verschae R, Ruiz-del-Solar J (2012) Human detection and identification by robots using thermal and visual information in domestic environments. J Intell Robot Syst 66:223–243. doi:10.1007/s10846-011-9612-2
Datskos PG, Lavrik NV, Rajic S (2004) Performance of uncooled microcantilever thermal detectors. Rev Sci Instrum 75:1134–1148. doi:10.1063/1.1667257
Dobrzafiski L, Nossarzewska-Odowska E, Nowak Z, Piotrowski J (1997) Micromachined silicon bolometers as detectors of soft X-ray, ultraviolet, visible and infrared radiation. Sens Actuators A 60:154–159. doi:10.1016/s0924-4247(97)01512-4
Dong F, Zhang Q, Chen D, Pan L, Guo Z, Wang W, Duan Z, Wu X (2007) An uncooled optically readable infrared imaging detector. Sens Actuators A 133:236–242. doi:10.1016/j.sna.2006.04.031
Fujitsuka N, Sakata J, Miyachi Y, Mizuno K, Ohtsuka K, Taga Y, Tabata O (1998) Monolithic pyroelectric infrared image sensor using PVDF thin film. Sens Actuators A 66:237–243. doi:10.1109/sensor.1997.635451
Gray GJ, Aouf N, Richardson M, Butters B, Walmsley R (2013) Countermeasure effectiveness against an intelligent imaging infrared anti-ship missile. Opt Eng 52(2):026401–026410. doi:10.1117/1.OE.52.2.026401
Grbovic D, Lavrik NV, Rajic S, Datskos PG (2008a) Arrays of SiO2 substrate-free micromechanical uncooled infrared and terahertz detectors. J Appl Phys 104:05450801–05450807. doi:10.1063/1.2959574
Grbovic D, Rajic S, Lavrik NV, Datskos PG (2008b) Progress with MEMS based UGS (IR/THz). Proceedings of SPIE, Unattended Ground, Sea, and Air Sensor Technologies and Applications X 6963: 69631701–69631711 doi:10.1117/12.786633
Grbovic D, Karunasiri G, Rajic S, Datskos PG (2009) Fabrication of Bi-material MEMS detector arrays for THz imaging. Proceedings of SPIE, Terahertz Physics, Devices, and Systems III 7311: 7311081–73110807 doi:10.1117/12.818317
Hunter SR, Maurer G (2006) High sensitivity Uncooled microcantilever infrared imaging arrays. Proceedings of SPIE, Infrared Technology and Applications XXXII 6206: 62061j1–62061j13. doi:10.117/12.726316
Hunter SR, Maurer G (2007) High sensitivity 25 μm and 50 μm pitch microcantilever IR imaging arrays. Proceedings of SPIE, Infrared Technology and Applications XXXIII 6542:65421F1-65421F13. doi:10.117/12.664727
Jiao B, Chen D, Li C, Shi S, Ye T, Zhang Q, Guo Z, Dong F, Miao Z (2006) Design of a novel uncooled infrared focal plane array. Proceedings of the 1st IEEE International Conference on Nano/Micro Engineered and Molecular Systems pp 430–433. doi:10.1109/NEMS.2006.334792
Kruse PW (1995) A comparison of the limits to the performance of thermal and photon detector imaging arrays. Infrared Phys Technol 36(5):869–882. doi:10.1016/1350-4495(95)00014-p
Kruse PW (1996) Uncooled infrared imaging arrays and systems. vol. 47
Kwon IW, Kim JE, Hwang CH, Kim TK, Lee YS, Lee HC (2007) A high fill-factor uncooled infrared detector with thermo-mechanical bimaterial structure. Proceedings of SPIE, Infrared Technology and Applications XXXIII 6542: 65421O1–65421O10 doi:10.1117/12.719207
Kwon IW, Kim JE, Hwang CH, Kim TK, Lee YS, Lee HC (2008) A high fill-factor uncooled infrared detector with low noise characteristic. Proceedings of SPIE, Infrared Technology and Applications XXXIV 6940:694014 01-694014 01. doi: 10.1117/12.780506
Kwon IW, Son HJ, Kim DS, Hwang CH, Lee YS, Yu BG, Lee HC (2009) A cantilever-type uncooled infrared detector with high fill-factor and low-noise characteristic. Electron Device Lett 30:635–637. doi:10.1109/LED.2009.2013221
Li B (2004) Design and simulation of an uncooled double-cantilever micro bolometer with the potential for ~mK NETD. Sens Actuators A 112:351–359. doi:10.1016/j.sna.2004.01.031
Li Y, Zheng Q, Hu Y, Xu Y (2011) Micromachined piezoresistive accelerometers based on an asymmetrically gapped cantilever. J Microelectromech Syst 20(1):83–94. doi:10.1109/JMEMS.2010.2100024
Oh SJ, Huh Y-M, Suh J-S, Choi J, Haam S, Son J-H (2012) Cancer diagnosis by terahertz molecular imaging technique. J Infrared Milli Terahz Waves 33:74–81. doi:10.1007/s10762-011-9847-9
Razeghi M, Haddadi A, Hoang AM, Huang EK, Chen G, Bogdanov S, Darvish SR, Callewaert F, McClintock R (2013) Advances in antimonide-based type-II super lattices for infrared detection and imaging at canter for quantum devices. Infrared Phys Technol. doi:10.1016/j.infrared.2012.12.008
Schieferdecker J, Quad R, Holzenkampfer E, Schulze M (1995) Infrared thermopile sensors with high sensitivity and very low temperature coefficient. Sens Actuators A 46(47):422–427. doi:10.1016/0924-4247(94)00934-A
Su B, Duan G (2011) A high sensitivity THz Detector. Proceedings of SPIE, International Symposium on Photoelectronic Detection and Imaging: Terahertz Wave Technologies and Applications 8195: 81951K1–81951K7 doi:10.1117/12.900992
Szentpali B, Matyi G, Furjes P, Laszlo E, Battistig G, Barsony I, Karolyi G, Berceli T (2012) Thermopile-based THz antenna. Microsyst Technol 18:849–856. doi:10.1007/s00542-011-1387-7
Vigni ML, Cocchi M (2013) Near infrared spectroscopy and multivariate analysis to evaluate wheat flour doughs leavening and bread properties. Anal Chim Acta 764:17–23. doi:10.1016/j.aca.2012.12.018
Wang W, Upadhyay V, Munoz C, Bumgarner J, Edwards O (2006) FEA Simulation, design and fabrication of uncooled MEMS capacitive thermal detector for infrared FPA imaging. Proceedings of SPIE, Infrared Technology and Applications XXXII 6206: 62061L1–62061L12. doi:10.1117/12.665080
Wang B, Lai J, Zhao E, Hu H, Chen S (2012) Research on VOx uncooled infrared bolometer based on porous silicon. Front Optoelectron 5(3):292–297. doi:10.1007/s12200-012-0224-7
Wang B, Lai J, Li H, Hu H, Chen S (2013) Nanostructured vanadium oxide thin film with high TCR at room temperature for microbolometer. Infrared Phys Technol 57:8–13. doi:10.1016/j.infrared.2012.10.006
Xu Z, Yan D, Xiao D, Yu P, Zhu J (2012) Temperature field and residual stress analysis of multilayer pyroelectric thin film. Ceram Int 38:981–985. doi:10.1016/j.ceramint.2011.08.019
Zhao Y (2002) Optomechanical uncooled infrared imaging system. Dissertation, UC, Berkeley
Zhao Y, Mao M, Horowitz R, Majumdar A, Varesi J, Norton P, Kitching J (2002) Optomechanical uncooled infrared imaging system: design, microfabrication, and performance. J Microelectromech Syst 11:136–146. doi:10.1109/84.993448
Zhao A-D, Zheng Y-J, Yu X-M (2012) Imaging and characteristics of a bimaterial microcantilever FPA fabricated using bulk silicon processes. Chinese Phys Lett 29(5):058502. doi:10.1088/0256-307X/29/5/058502
Zhu D-Q, Shen W-T, Cai G-B, Ke W-N (2013) Numerical simulation and experimental study of factors influencing the optical characteristics of a spatial target. Appl Therm Eng 50:749–762. doi:10.1016/j.applthermaleng.2012.08.017
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Abdollahi, H., Hajghassem, H. & Mohajerzadeh, S. Simple fabrication of an uncooled Al/SiO2 microcantilever IR detector based on bulk micromachining. Microsyst Technol 20, 387–396 (2014). https://doi.org/10.1007/s00542-013-1854-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-013-1854-4