
Abstract
The liquid crystal display (LCD) needs the back light module (BLM) for the light source. The light guide plate (LGP) is the main component of BLM to spread light source to the whole LCD surface and requires for the generation trend of lightweight, easy to carry, and bendable for LCD. In this article, we have demonstrated the fabrication of flexible LGP using CO2 laser LIGA-like technology which includes the laser ablation of micro-groove polymethylmethacrylate (PMMA) master mold, pouring polydimethylsiloxane (PDMS) to the mold and casting the micro-groove microstructure for flexible LGP application. Different laser powers and micro-groove pitches were used to ablate the PMMA mold with varied groove depths and taper angles. Optical microscope was used to examine the morphology and profile of the final bendable LGP microstructure. Under the varied laser power of 1–12 W, the mean taper angles of PMMA micro-grooves ranged from 28° to 70° and the etching depths were from 44.5 to 281.8 μm. The flexible PDMS LGP had good microstructure duplication after casting. The optical uniformity and luminance of flexible LGP was concerned with structure of micro-grooves and measured using BM9 luminance meter. The maximal light uniformity and average luminance of LGP at some microstructure reaches 75 % and 119 cd/m2, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The back light module (BLM) is an important component of liquid crystal display (LCD) and includes three primary parts of the optic thin films, the light guide plate (LGP) and the light source (Chien and Chen 2009; Huang et al. 2008). The LGP can redistribute illumination of light source to the front display and the BLM go into the development of lightweight, easy carrying, and bendable panel for future LCD application with the enhanced luminous efficiency and uniformity. It is noted that the microstructure of LGP can affect the luminous efficiency and uniformity of BLM. Varied LGP microstructure are conventionally fabricated by photolithography (Huang et al. 2008; Lee et al. 2008; Chung and Hong 2007), hot-embossing (Park et al. 2007; Chung et al. 2010a) and injection molding (Chiang et al. 2009; Lin et al. 2008) which are involved in the complex steps and long duration. Another knife tool micromachining (Yost et al. 1997; Lee et al. 2004; Xie et al. 2011) is one of common processing for V-groove manufacturing. However, different taper profiles need many types of Diamond head such as sharp, bevel and round angles to accomplish it. Recently, laser machining (Nielsen and Balling 2006; Tan and Venkatakrishnan 2007; Chung and Wu 2007) techniques have been widely applied to microstructure fabrication, which has advantages of direct processing, simple operating and inexpensive equipment. Especially, low-cost CO2 laser (Chung et al. 2005, 2010b; Nayak et al. 2008) has been used for microstructure machining on polymer and glass materials for microfludic chip application (Klank et al. 2002; Chung and Lin 2011; Hong et al. 2010). But less publication have presented for the application of flexible LGP. In this article, the CO2 laser LIGA-like technology has been demonstrated for the flexible LGP fabrication. It includes the integration of producing the microstructure of polymethylmethacrylate (PMMA) master mold, casting polydimethylsiloxane (PDMS) on the mold and peeling it to obtain a flexible LGP together with four LED as light source. The taper angles of microstructure affect luminous efficiency and uniformity and can be controlled by varied laser processing parameters. The relationship between microstructure formation and optics property for a flexible LGP application is also discussed.
2 Experimental procedures
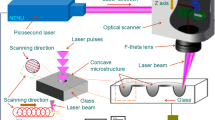
The commercial available air-cooled CO2 laser equipment (VL-200, Universal Laser system Inc., USA) with a maximum laser power of 30 W was used for the fabrication of PMMA mold microstructure. The CO2 laser has a wavelength of 10.6 μm and a TEM00 output of beam with a good quality of M2 value of 1.4 ± 0.2, which is generated from a sealed-off, RF excited, slab design and a multi-pass, free space resonator. The maximum laser scanning speed was 1,140 mm/s and the largest working area was 409 × 304 mm2. The focal length of the lens is about 38.1 mm and the smallest beam spot size of the commercial product after standard verification could reach 76 μm which is defined as the diameter at which the intensity drop to 1/e2 of their axial values. A constant scanning speed of 114 mm/s was used at varied laser powers from 1 to 12 W to obtain the different depth and taper angle of micro V-grooves onto the PMMA substrate. Figure 1 shows the schematic diagram of the LGP pattern design with different pitches of V-grooves among four regions of the PMMA substrate plate. The region one with the largest pitch is the closest to the LED light sources while the region four far away the light source has the smallest pitch. The common pitch difference between two adjacent regions is 100 μm. Taking the 600 ~ 300 μm LGP pattern for example, the pitches in four regions are 600, 500, 400 and 300 μm, respectively. Three kinds of LGP pattern are designed as 600 ~ 300 μm, 800 ~ 500 μm and 1,000 ~ 700 μm for studying the feature size influence on the LGP optic performance. As the PMMA mold was fabricated, PDMS was poured onto the mold. The PDMS solution and curing agent (Dow Corning Corp., USA) were completely mixed with a weight ratio of 10:1 onto the PMMA model and pumped under vacuum to remove air bubbles within the PDMS solution. The solution was cured at 80 °C for 40 min and then peeled off from the PMMA mold to get the PDMS flexible LGP. The morphology and profile of the laser machined PMMA micro-grooves and the duplicate PDMS microstructure were examined by an optical microscope (OM, OLYMPUS BX51M, Japan). The illumination of flexible LGP in bending shape after LED lighting was examined. The luminance and uniformity of the flat PDMS LGP were measured by BM9 luminance meter. The uniformity (U) of luminance was calculated by 9-point method using equation as U = L min /L max , where L min is the minimum luminance and L max is the maximum luminance.

Schematic diagram of the LGP pattern design with different pitches of V-grooves among 4 regions of the PMMA substrate plate. The region 1 with the largest pitch is the closest to the LED light sources while the region 4 far away the light source has the smallest pitch
3 Results and discussion
Figure 2a shows the schematic Gaussian distribution of laser power versus position using the low and high laser power irradiation which may affect microstructure profile formation as shown in the optical micrographs of Fig. 2b, c, respectively. The depth of V-groove microstructure increases with the laser power and the profile of the structure is similar to Gaussian-like type. Also, the higher laser power leads to a bigger taper angle and ablation depth. Compared to the conventional cutter fabricated V-groove microstructure in need of a few of varied cutters for the different heights and taper angles, the laser processing only controls the laser power and the scanning speed to fabricate the microstructure of various depth and taper angle. Figure 3 shows the relationship between the laser power and taper angle of PMMA mold at a scanning speed of 114 mm/s and laser powers of 1–12 W and the corresponding cast PDMS microstructure. As mentioned in Fig. 2, the taper angle increases with laser power and nearly reach a maximum angle at high enough laser power due to the penetration effect. Regarding the taper angles of flexible PDMS microstructure after casting, it is close to those of PMMA master mold with little deviation. It indicates that the casting process is feasible for the pattern of rigid PMMA mold transferred to flexible one. In quantitative analysis, the mean taper angle increasing with laser powers as Gaussian function varies from 28° to 70° corresponding to laser power from 1 to 12 W. In details, as the varied laser powers of 1, 2, 4, 6, 8, and 10 W lead to the mean taper angles of the PMMA micro-groove around 28°, 42°, 56°, 64°, 65°, 70° and 70°, respectively. As the laser power is more than 8 W, the angle is about 65° ~ 70° due to the increased depth. Figure 4 shows the microgroove height of PMMA mold as a function of laser power of 1–12 W at a scanning speed of 114 mm/s as well as the corresponding cast PDMS microstructure. It indicates that the depths of both PMMA and PDMS are very close. The mean ablation depth of PMMA mold increases with laser power and varies from 44.5 μm at 1 W to 281.8 μm at 12 W. Although the duplicate PDMS height at 12 W is little lower than that of PMMA at 12 W, it is because the PDMS filling does not reach the bottom of deep groove. However, too high taper angle or depth is not good for the LGP performance.

a The schematic Gaussian-like distribution of laser power versus position using the low and high laser power irradiation; optical micrographs of microstructure profile formation at b low power and c high power of laser irradiation

The relationship between the laser power and taper angle of PMMA mold at a scanning speed of 114 mm/s and laser powers of 1–12 W and the corresponding cast PDMS microstructure

The height of microgroove of PMMA mold as a function of laser power at a scanning speed of 114 mm/s and laser power of 1–12 W as well as the corresponding cast PDMS microstructure
Figure 5 shows the demonstrated illumination performance of our flexible LGP fabricated by CO2 laser LIGA-like process: (a) for the test sample packaged with LED light sources before lighting, and (b–d) for the sample after lighting at the varied distortion or bending for proving the feasibility of flexible LGP. Four LED lamps are located at the one side of the LGP and separated equally are used as light source. Each LED lamp is 40 μcd and surface-mount device type. There are no standard for the light source of the flexible LGP so far, therefore we can not compare with other products. However, we can see the illumination of flexible PDMS LGP goes bright lighting in the varied bending shapes. In order to identify the effect of taper angle and pitch size of microstructures on the illumination performance, the average luminance and uniformity of flat PDMS LGP are measured from three kinds of patterns of 600 ~ 300 μm, 800 ~ 500 μm and 1,000 ~ 700 μm as shown in Figs. 6 and 7, respectively. In Fig. 6, the average luminance of the flexible LGP is concerned with the taper angle and pitch dimension. The average luminance increases with decreasing pitch and a maximum luminance occurs at taper angle around 40°. The average luminance of PDMS LGP with the small 600 ~ 300 μm pitches is 119 cd/m2, which is much higher than the other two patterns of large pitches. It is because the structure destroys the total reflectance of LGP for the enhanced illuminating brightness. In Fig. 7, the uniformity of the flexible LGP is also related to the taper angle and pitch dimension. Roughly, the LGP uniformity decreases with increasing taper angle and with decreasing pitch. The good uniformity among three patterns occurs at taper angle of around 28° and the highest uniformity of 75 % is obtained at the 1,000 ~ 700 μm LGP. Comparing Figs. 6 and 7, an enhanced LGP performance can be optimized the taper angle between 28° ~ 40° and the groove pitch design for good uniformity and high luminance. The CO2 laser LIGA-like technology is a fast, cheap and efficient method for fabricating the patterned microstructure for the flexible LGP application in future.

The illumination demonstration of the flexible LGP fabricated by CO2 laser LIGA-like process: a for the test sample package with LED light sources before lighting, and b–d for the sample after lighting at the varied distortion or bending

The relationship between average luminance of the flexible light guide plate and the taper angle at varied pitch dimension

The relationship between the uniformity of the flexible light guide plate and the taper angle at varied pitch dimension
4 Conclusions
Fabrication of the flexible LGP has been successfully demonstrated by means of CO2 laser LIGA-like technology including the laser ablated microstructure of PMMA mold and PDMS casting process. Three kinds of PMMA patterns were fabricated on the pitches of 600 ~ 300 μm, 800 ~ 500 μm and 1,000 ~ 700 μm. Compared to conventional methods of photolithography, knife tool machining, hot-embossing and injection, the CO2 laser processing and PDMS casting have advantages of fast fabrication, cheap equipment, easy integration and no knife wear and wastage. The mean taper angle and groove depth of PMMA roughly increase with laser power and can be effectively duplicated to PDMS microstructure. The average luminance and uniformity of the flexible PDMS LGP is concerned with the taper angle and pitch dimension. The average luminance increases with decreasing pitch and a maximum luminance of 119 cd/m2 occurs at taper angle around 40°. The LGP uniformity decreases with increasing taper angle and good uniformity of 75 % occurs at taper angle around 28°. The LGP performance with good uniformity and high luminance can be enhanced by mean of the taper angle between 28 ~ 40° and optimized the groove pitch with the assistance of design software.
References
Chiang MH, Chen CC, Kuo CFJ (2009) The high response and high efficiency velocity control of a hydraulic injection molding machine using a variable rotational speed electro-hydraulic pump-controlled system. Int J Adv Manuf Technol 43:841–851
Chien HC, Chen ZP (2009) The study of integrated LED-backlight plate fabricated by micromachining technique. Microsyst Technol 15:383–389
Chung CK, Hong YZ (2007) Fabrication and analysis the reflowed microlens arrays using JSR THB-130 N photoresist. Microsyst Technol 13:523–530
Chung CK, Lin SL (2011) On the fabrication of minimizing bulges and reducing the feature dimensions of microchannels using novel CO2 laser micromachining. J Micromech Microeng 21:065023
Chung CK, Wu MY (2007) A hybrid CO2 laser processing for silicon etching. Opt Express 15:7269–7274
Chung CK, Lin YC, Huang GR (2005) Bulge formation and improvement of the polymer in CO2 laser micromachining. J Micromech Microeng 15:1878–1884
Chung CK, Chang HC, Shih TR, Lin SL, Hsiao EJ, Chen YS, Chang EC, Chen CC, Lin CC (2010a) Water-assisted CO2 laser ablated glass and modified thermal bonding for capillary-driven bio-fluidic application. Biomed Microdevices 12:107–114
Chung CK, Sher KL, Syu YJ, Cheng CC (2010b) Fabrication of cone-like microstructure using UV LIGA-like for light guide plate application. Microsyst Technol 16:1619–1624
Hong TF, Ju WJ, Wu MC, Tai CH, Tsai CH, Fu LM (2010) Rapid prototyping of PMMA microfluidic chips utilizing a CO2 laser. Microfluid Nanofluid 9:1125–1133
Huang YJ, Chang TL, Chou HP, Lin CH (2008) A novel fabrication method for forming inclined groove-based microstructures using optical elements. Jpn J Appl Phys 46:5287–5290
Klank H, Kutter JP, Geschke O (2002) CO2-laser micromachining and back-end processing for rapid production of PMMA-based microfluidic system. Lab Chip 2:242–246
Lee JH, Park SR, Yang SH, Kim YS (2004) Fabrication of a V-groove on the optical fiber connector using a miniaturized machine tool. J Mater Process Technol 155–156:1716–1722
Lee JH, Choi WS, Lee KH, Yoon JB (2008) A simple and effective fabrication method for various 3D microstructures: backside 3D diffuser lithography. J Micromech Microeng 18:125015 (p 7)
Lin TH, Isayev AI, Mehranpour M (2008) Luminance of injection-molded V-groove light guide plates. Polym Eng Sci 48:1615–1623
Nayak NC, Lam YC, Yue CY, Shinha AT (2008) CO2-laser micromachining of PMMA: the effect of polymer molecular weight. J Micromech Microeng 18:095020
Nielsen CS, Balling P (2006) Deep drilling of metals with ultrashort laser pulses: a two-stage process. J Appl Phys 99:093101
Park SR, Kwon OJ, Shin D, Song SH (2007) Grating micro-dot patterned light guide plates for LED backlights. Opt Express 15:2888–2899
Tan B, Venkatakrishnan K (2007) Nd-YAG laser microvia drilling for interconnection application. J Micromech Microeng 17:1511–1517
Xie J, Zhuo YW, Tan TW (2011) Experimental study on fabrication and evaluation of micro pyramid-structured silicon surface using a V-tip of diamond grinding wheel. Precision Eng 35:173–182
Yost FG, Rye RR, Mann JA Jr (1997) Solder wetting kinetics in narrow V-groove. Acta Mater 45:5337–5345
Acknowledgments
This work is partial sponsored by National Science Council (NSC) under contract No. NSC 95-2221-E006-047-MY3 and 98-2221-E-006-052-MY3. Great thanks are paid to the Center for Micro/Nano Science and Technology (CMNST) at National Cheng Kung University, National Nano Device Laboratories (NDL) and National Center for High-performing Computing (NCHC) for the access of process, computation and analysis equipments.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Chung, C.K., Syu, Y.J., Wang, H.Y. et al. Fabrication of flexible light guide plate using CO2 laser LIGA-like technology. Microsyst Technol 19, 439–443 (2013). https://doi.org/10.1007/s00542-012-1665-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-012-1665-z