
Abstract
Using thermoplastic polymers as substrate material is an attractive approach to develop low-cost, disposable microfluidic devices. This study investigates a simple and rapid polymer replication method of fabricating microchannels by a hot roller embossing process. The hot roller embosser used in this study was modified from a commercially available film laminator, and the roller micromold was fabricated by spin coating an SU-8 layer on a flexible copper sheet. A straight microchannel measuring 5 cm long, 200 μm wide, and 41.4 μm deep was used to evaluate the imprinting performance on cyclic olefin copolymer and polyvinylchloride film. This study also investigates the effects of hot roller embossing temperature, rolling speed, and embossing pressure on the microchannel depth and geometry transfer efficiency.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Using polymer substrate material for microfluidic systems has been widely applied in recent years. Compared with microfluidic chips fabricated on glass, quartz, or silicon substrates developing in early stage, polymer microfluidics offer lower raw material costs and allow using a master mold to replicate inverse microstructures on the substrate for mass production. Polymer materials also provide a wide variety of chemical, optical, and mechanical properties for various application requirements. Because of these advantages, polymer substrates are ideal raw materials for low-cost disposable microfluidic chips in biological applications. The polymer selection and microfabrication methods for polymer microfluidic systems have been summarized well in recent review articles (Becker and Gartner 2008; Becker and Locascio 2002; Tsao and DeVoe 2009). Among the various polymer materials used in microfluidic systems, thermoplastics such as polycarbonate (PC), polymethylmethacrylate (PMMA), polyethylene terephthalate (PET), polyvinylchloride (PVC), and cyclic olefin copolymer (COC) are the most commonly used polymers because of their good mechanical strength, optical transmissivity, chemical resistance, and biological compatibility performance. Researchers have developed a wide variety of thermoplastic replication methods, including hot embossing (Greener et al. 2010; Juang et al. 2002; Li et al. 2008; Martynova et al. 1997) thermoforming (Dreuth and Heiden 1999; Truckenmuller et al. 2002) and injection molding (Attia et al. 2009; McCormick et al. 1997), to fabricate polymer microfluidic chips. Using polymer replicas created by hot embossing is the most widely applied approach. This method usually involves heating the thermoplastic above its glass transition temperature (T g), followed by applying pressure between master mold and thermoplastic for a certain amount of time. The thermoplastic is then cooled below its T g, and the embossed thermoplastic is removed from the master mold. Although hot embossing is the most simple and straightforward thermoplastic replication method, this technique suffers from long thermal cycles (typically more than 10 min), which limits mass production capability. Injection molding is another well-known polymer replication method for composing conventional polymer parts. This method has also been used to fabricate polymer microfluidic devices for mass production purposes. However, because of its comparatively high equipment cost, high operating temperature, high injection pressure, and robust micromold requirements, injection molding is not widely applied in polymer microfluidic fabrication at the laboratory scale.
Recent studies demonstrate a fast and simple reel-to-reel polymer replication method called roller embossing. This process is achieved by transferring the micropatterns to a thin foil from a cylindrical roller mold. UV imprinting (Liu and Chang 2007; Nezuka et al. 2008) is a commonly used roller embossing process. The UV imprinting process exposes the UV-curable resin sheet to UV light to solidify the imprinted resin during the embossing process. Because UV-curable resin is polymerized before release from the roller mold, the UV-curing roller embossing process can achieve good microstructure transfer efficiency with less polymer microstructure deformation. Tens to hundred micrometer feature size can be readily achieved by using this process. A major drawback of this process is that it can only be applied to UV-curable resin, which limits the material selection for application needs. Other studies investigate hot roller embossing for continuous thermoplastic film replication. Instead of using a UV light source, hot roller embossing uses a hot roller to heat the thermoplastic film above its T g, imprints the microstructure onto the thermoplastic film, and releases the imprinted film from the mold. Several types of thermoplastic materials, including poly(methyl methacrylate) (PMMA) (Ng and Wang 2009; Yeo et al. 2010), PET (Ishizawa et al. 2008), PVC (Shan et al. 2010), polystyrene (PS) (Seo et al. 2007), and PC (Velten et al. 2008) have been used in the hot roller embossing process.
Hot roller embossing involves more fabrication challenges than the UV roller embossing process. Recent studies have reported that the imprinted microstructure is correlated to key process parameters such as embossing temperature, roller speed, and roller embossing pressure (Ishizawa et al. 2008; Ng and Wang 2009; Yeo et al. 2009, 2010). It was found that higher process temperature and process pressure are usually required. Other process effects such as microstructure density (Yeo et al. 2010) and line spacing (Shan et al. 2010) effects were also investigated. Another major fabrication challenge in hot roller embossing arises from roller micromold fabrication. Because of the higher temperature and pressure requirements of the hot roller embossing process, a rigid and high-temperature resistance roller mold is required. Therefore, the polydimethylsiloxane (PDMS) soft roller mold (Wu et al. 2009) used in UV roller embossing is not suitable. A commonly used roller mold fabrication method involves electroplating the nickel microstructure onto a flexible metal film and wrapping it onto the cylinder roller to form a robust roller mold (Ishizawa et al. 2008; Ng and Wang 2009; Yeo et al. 2009, 2010). Other methods, such as spin coating liquid crystal polymer (LCP) (Shan et al. 2010) or poly(urethane acrylate) (PUA) (Seo et al. 2007) onto a flexible sheet, are also effective methods for hot roller embossing.
A commercially available film laminator can successfully pattern microstructures. Shan et al. has demonstrated using a roller laminator to create micro-patterns on green ceramic substrates for microelectronic applications (Shan et al. 2008). The experiments in this study used a low-cost, commercially available film laminator for the hot roller embossing process, and fabricated SU-8 microstructures on a flexible thin copper sheet to create roller master mold for continuous polymer microchannel replication in microfluidic applications. The following section presents a discussion on the effects of major hot roller embossing process parameters, including hot roller embossing temperature, rolling speed, and embossing pressure, on imprinting performance.
2 Experimental
2.1 Chemicals and materials
SU-8 3050 and SU-8 developer were purchased from Microchem Corporation (MA, USA). PDMS was purchased from Dow Corning Corporation (Sylgard 184, MI, USA). 2-propanol (IPA, HPLC grade) was purchased from J. T. Baker (NJ, USA). Hydrogen peroxide (H2O2, 31 %, electronic grade) was purchased from BASF Corp. (Ludwigshafen, Germany). The 250 μm-thick COC sheet with a glass transition temperature of 78 °C was received as a free test sample from TOPAS advanced polymers, Inc. (Topas 8007, KY, USA). The 250 μm-thick PVC sheet with a glass transition temperature of 80 °C was purchased from Vinyl Solutions LLC. (SDPC-2S, PA, USA). The COC and PVC test samples were cut into 6 × 6 cm square pieces and cleaned with IPA and DI water, dried with nitrogen blow, and dehydrated in a vacuum oven (VO-27, Paymo Technology Inc. Taiwan) at 85 °C for 2 h before hot roller embossing.
2.2 SU-8 roller master mold fabrication
SU-8 is a UV-curable photoresist with good mechanical and thermal stability that is widely used as a flat micromold for composing polymer microfluidic devices. Although applying a flat master mold is a feasible approach in roller embossing, using a roller mold is essential for continuous imprinting. The experiments in this study involved the fabrication of SU-8 microstructures onto the cylinder roller using the following fabrication procedures. This study used a single straight microchannel measuring 5 cm long and 200 μm wide mask design to evaluate the hot roller embossing performance. To ensure good SU-8 adhesion, the 7 × 7 cm, 300 μm-thick flexible copper sheet was first cleaned with in H2O2/DI water (1:1 v/v) bath for 20 min followed by IPA and DI water rinse and nitrogen blow dry. SU-8 3050 was spin coated onto the copper sheet using a spin coater (General Space Enterprise, GSSP-02A), with 30 s 500 rpm pre-spinning and 50 s 1,800 rpm spinning, followed by pre-baking at 95 °C for 15 min. The SU-8-coated copper sheet was then aligned with mask and exposed to a UV light source (AGL100, M&R Nano Technology Co., Ltd., Taoyuan, Taiwan) for 70 s, followed by post-baking at 95 °C for 15 min. After UV exposure, the mold was immersed in an SU-8 developer for 10 min, and rinsed with IPA and DI water to create SU-8 microstructures on the copper sheet. The resulting SU-8 mold measured approximately 41.4 μm high according to a surface profilometer (Dektak 6 M, Dymek Ltd.). The copper sheet was then tightly wrapped and fixed onto a custom-made 30 mm diameter stainless steel cylinder embossing roller as roller master mold. The SU-8 3050 microstructure layer exhibited better adhesion to the copper sheet surface if the copper sheet is cleaned with H2O2/DI water bath (1:1 v/v) removing surface contamination and oxidation prior to SU-8 coating. SU-8 layer delamination was observed after 50 embossing runs Otherwise, the SU-8 layer will be delaminated within 10–20 embossing runs.
2.3 Cross-section profile characterization via PDMS casting
Microchannel depth measurement using profilometer is a commonly used approach to characterize the hot roller embossing height. However, a stylus-based profilometer may have difficulty recording the microstructure cross-section profile accurately, especially on the bottom corner. Other methods of observing microchannel cross-section, such as directly cutting the thermoplastic film, may also cause debris issues on the microchannel edge, affecting the measurement accuracy under a microscope. This study uses the PDMS microcasting method to characterize the cross-section profile instead of using a surface profilometer and direct dicing. A PDMS mold offers good casting resolution, and is capable of achieving a minimum casting resolution of 40 nm (Ye et al. 2009). This casting accuracy is sufficient to characterize the 200 × 40 μm-sized thermoplastic microchannels used in this study.
PDMS microcasting is a straightforward process that includes several simple steps. First, the PDMS based with curing agent is mixed at a 10:1 volume ratio, and the PDMS mixture is degassed in a vacuum oven at room temperature for 60 min. After degassing, the PDMS mixture is poured onto the embossed thermoplastic film. The vacuum oven is set at 72 °C and vacuum to cast the microchannels. The PDMS mold from the thermoplastic film was peeled off, and the PDMS microchannel castings were diced using a razor blade. The microchannel cross-section images were acquired using an inverted microscope (Nikon Ti-U, Japan). The microchannel cross-section outline profiles were further captured and summarized by AutoCAD to enable simple cross-section profile comparison.
3 Results and discussion
The hot roller embosser presented in this research paper was modified from a commercially available four-roller film laminator (HK-330D, Tailami Ltd.) with a temperature control ranging from 60 to 160 °C and a seven-step-rolling speed controlled from 0.56 to 2.77 cm/s. Figure 1a shows the hot roller embossing experiment, and Fig. 1b shows a schematic illustration of the hot roller embossing process. The hot roller embosser consists of a pair of pre-heating rollers in the front (Fig. 1b, rollers A and B). These rollers pre-heat the thermoplastic film and another pair of embossing rollers in the back (Fig. 1b, rollers C and D) heat and imprint the thermoplastic film. The SU-8 roller mold was installed in embossing roller C (Fig. 1b), and the hot roller embossing pressure was controlled by adjusting the gap between embossing rollers C and D. The embossing pressure was measured using a thin, flexible pressure sensor (FlexiForce® Sensors, Tekscan, Inc., USA). The hot roller embossing starts with feeding the thermoplastic film into the roller. Hot rollers A and B pre-heat the thermoplastic film to ensure sufficient heating before embossing. The thermoplastic film was then transferred to embosser rollers C and D to imprint the microchannel patterns onto the thermoplastic film. After embossing, ~5 s compressed air blow was applied to the thermoplastic film, which was then removed from the roller mold. The embossing temperature, roller speed, and embossing pressure are the three most critical process parameters in hot roller embossing. The following sections discuss their effects on the microchannel depths and the microchannel geometry transfer efficiency of two commonly used thermoplastics (COC and PVC) in the microfluidic devices.

a Hot roller embossing experiment setup b schematic illustration of hot roller embossing process
3.1 Effects of hot roller embossing temperature
This section evaluates the effects of hot roller embossing temperature on the microchannel depth transfer efficiency. This study uses a hot roller embossing temperature ranging from 90 to 160 °C, an embossing pressure of 1.1 MPa, and a rolling speed of 0.56 cm/s to study the embossing temperature effects. Figure 2 presents the experiment results. The microchannel depth transfer efficiency percentage was defined by the embossed microchannel depth divided by the SU-8 micromold height. For the COC film depicted in Fig. 2a, the embossed depth measured from 4.3 ± 0.9 to 13.6 ± 1.7 μm between 90 and 140 °C. When the embossing temperature exceeded the 140 °C threshold, the embossed microchannel depth increased close to the micromold depth of 41.4 μm. An optimized depth transfer efficiency of 101 % (41.9 ± 1.4 μm) was achieved at an embossing temperature of 150 °C. In theory, a polymer is easier to deform when it reach its T g point, as indicated by the experimental results shown in Fig. 2a. When the embossing temperature was set between 90 and 140 °C, only 10–33 % depth transfer efficiency was achieved, and depth variation has less correlation with embossing temperature at this low temperature range. The depth variation in this range may presumably be caused by the experiment errors from the film laminator temperature, speed and pressure control accuracy. When the hot roller embossing temperature set exceeded the 140 °C threshold, the COC film surface surpassed its T g point, and the resulting COC polymer reflowed into the micromold cavities more effectively. Thus, a sharp transition was observed at 140 °C. The overheated COC reflow tended to stick to the roller micromold after heating above 150 °C, resulting in a large microchannel depth variation in the 150–160 °C range.

Effect of hot roller embossing temperature to the microchannel depth on a COC b PVC film. The SU-8 microchannel mold height was 41.4 μm and error bars shown in the figure represent the standard deviation obtained from three different measurements
Similar experimental observations appeared in the embossed PVC film (Fig. 2b). The embossed microchannel depth slightly increased from 5.2 ± 0.3 to 16.5 ± 3.7 μm, with 12.6–39.9 % depth transfer efficiency, respectively, when the embossing temperature increased from 90 to 130 °C. As the embossing temperature increased to 140 °C, a 100 % microchannel depth transfer efficiency (41.7 ± 1.7 μm) was achieved. A large microchannel depth variation was observed as the embossing temperature increased to 150 and 160 °C. This is presumably because the overheated polymer sticks to the micromold, resulting in microchannel depth variation; this is detailed further in the following section. In the conventional hot embossing process, the embossing temperature is normally set at approximately 20 °C higher than the thermoplastic’s T g for optimized embossing performance. In the hot roller embossing process, however, a higher embossing temperature was found because the thermoplastic film must be heated above T g within a short period before entering the embossing rollers. For optimized depth transfer efficiency, the embossing temperature should be set to 150 and 140 °C for COC and PVC films, respectively. These temperatures correspond to 70 and 60 °C higher than their T g points. Compared to COC film, a 10 °C lower embossing temperature is required for PVC film at the same film thickness of 250 μm. This is presumably because PVC has a higher thermal conductivity of approximately 0.19 W/K·m than COC (roughly 0.12 W/K·m). PVC film can be more efficiently embossed at a lower embossing temperature.
In the hot roller embossing process, microchannel distortion may occur after release from the micromold. Thus, this study presents a discussion on the effects of hot embossing temperature on the microchannel cross-section geometry variation, in addition to the microchannel depth transfer efficiency. Figure 3a shows the COC film cross-section profiles at embossing temperatures ranging from 90 to 160 °C. Compared to the SU-8 micromold profile (dash line) shown in the figure, only small geometry transformations appeared from 90 to 140 °C. Increasing the embossing temperature to 150 °C, microchannel transformation approaching SU-8 micromold geometry was achieved. When the embossing temperature increased to 160 °C, the overheated COC microchannel geometry became severely distorted and piled the approximate 20 μm COC material on the top corner. This is presumably because, in hot roller embossing, the polymer film was immediately released from the micromold before the polymer film cooled below T g. Thus, the viscous polymer reflow stuck to the micromold surface and was pulled up during the removal step, creating the microchannel distortion and pile up effects. This also explains the bigger embossing depth variations at high temperatures (Fig. 2). The PVC film cross-section profiles in Fig. 3b indicate that the embossed microchannel depth and cross-section geometry gradually approached the micromold outline (dash line) as the temperature increased from 90 to 140 °C. Pile up effects also became apparent after heating above 140 °C. In the high temperature range of 150 and 160 °C, the microchannel became severely twisted, with a maximum pile up height of approximately 35 μm on the top corner.

Effect of hot roller embossing temperature to cross-section profile on a COC b PVC film
3.2 Effects of hot roller rolling speed
In the hot roller embossing process, a higher rolling speed leads to enhanced production throughput. However, a higher rolling speed reduces the amount of time for transferring heat and pressure to the polymer film surface during hot roller embossing process. Insufficient heating and pressure application may result in incomplete imprints. Therefore, it is necessary to investigate the effects of rolling speed on the microchannel depth and geometry transfer efficiency. The experiments in this study used seven different rolling speeds ranging from 0.56 to 2.77 cm/s, with a 1.1 MPa embossing pressure and optimized embossing temperatures of 150 °C for COC and 140 °C for PVC. Figure 4a shows that a nearly 100 % (41.9 ± 1.4 μm depth) microchannel depth transfer efficiency was achieved at the lowest rolling speed of 0.56 cm/s for the COC film. As rolling speed increased to 0.93 cm/s, the microchannel depth transfer efficiency dropped dramatically to 30 %, creating a 12.3 ± 0.9 μm microchannel depth. The depth transfer efficiency further decreased to only 14 % at the highest rolling speed of 2.77 cm/s. Thus, the embossed depth transfer efficiency decreases as the rolling speed increases. Similar to COC films, the PVC film shown in Fig. 4b displays 100 % (41.7 ± 1.6 μm depth) depth transfer efficiency at 0.56 cm/s. However, the transfer efficiency decreased to 44, 24, 19, 16, 12, and 9 % as the rolling speed increased to 0.93, 1.29, 1.68, 1.98, 2.51, and 2.77 cm/s. The rolling speed-microchannel depth chart displayed in Fig. 4 shows that the microchannel depth transfer efficiency exhibits a decreasing tendency with increasing rolling speed. The lowest rolling speed of 0.56 cm/s is required to optimize depth transfer efficiency of both COC and PVC films.

Effect of rolling speed to the microchannel depth on a COC b PVC film. The SU-8 microchannel mold height was 41.4 μm and error bars shown in the figure represent the standard deviation obtained from three different measurements
Figure 5a shows embossed COC microchannel cross-section profiles corresponding to various rolling speeds. A good microchannel imprint was achieved at the lowest rolling speed of 0.56 cm/s, and a pile up height of approximately 10 μm was created on the top microchannel corner. At 0.93 cm/s, the microchannel depth decreased to approximately 12 μm. At a rolling speed of 1.29 cm/s, the flat-bottom microchannel cross-section profile became parabolic. The embossed microchannel further decreased as the rolling speed increased from 1.29 to 2.77 cm/s. The embossed PVC (Fig. 5b) film displayed a similar phenomenon. Optimized imprint was achieved at 0.56 cm/s, as the microchannel depth decreased at higher roller speeds. The decreasing microchannel trend in both COC and PVC films was due to insufficient heating to soften the polymer surface at higher rolling speeds.

Effect of rolling speed to cross-section profile on a COC b PVC film
3.3 Effects of hot roller embossing pressure
Embossing pressure also plays an important role in microchannel formation. The experiments in this study used seven different embossing pressures (0.28, 0.41, 0.55, 0.69, 0.82, 0.96, and 1.1 MPa) to investigate microchannel depth and geometry transfer efficiency. The optimized rolling speed of 0.56 cm/s with 150 °C (COC) and 140 °C (PVC) embossing temperature were used to study the pressure effects. Figure 6a shows an embossing pressure–depth transfer efficiency chart for embossed COC film. A depth transfer efficiency of only 36.5 % (15.1 ± 0.5 μm) was achieved at 0.28 MPa, and the efficiency increased to 58.6 (24.2 ± 1.6 μm), 44.6 (18.4 ± 0.9 μm), 60.6 (25.1 ± 3.3 μm), 60.6 (25.1 ± 2.7 μm), and 72.7 % (30.1 ± 0.5 μm) for roller pressures of 0.41, 0.55, 0.69, 0.82, and 0.96 MPa, respectively. At1.1 MPa roller pressure, approximately 100 % (41.9 ± 1.3 μm) depth transfer efficiency was achieved. For the PVC film shown in Fig. 6b, microchannel imprinting with a depth <1 μm was created at the lowest 0.28 MPa roller embossing pressure. The microchannel channel depth transfer efficiency increased from 20.4 to 84.0 % as the pressure increased from 0.41 to 0.96 MPa, respectively. The maximum pressure of 1.1 MPa achieved 100 % microchannel transfer efficiency with 41.7 ± 1.6 μm depth.

Effect of embossing pressure to the microchannel depth on a COC b PVC film. The SU-8 microchannel mold height was 41.4 μm and error bars shown in the figure represent the standard deviation obtained from three different measurements
The COC film embossing pressure—cross-section relationship displayed in Fig. 7a shows that the channel depth increased in conjunction with the embossing pressure. A roller pressure greater than 0.28 MPa leads to approximately 4–12 μm pile ups on the microchannel corner. Good microchannel pattern transfer was found at the maximum pressure of 1.1 MPa. The PVC film embossing pressure—cross-section relationship shown in Fig. 7b reveals no pattern transfer at a minimum roller pressure of 0.28 MPa. Microchannel imprints appeared when the roller force exceeded 0.41 MPa, and the embossed depth increased with roller force similar to COC film results.

Effect of embossing pressure to cross-section profile on a COC b PVC film
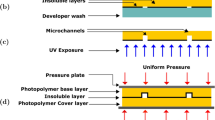
The embossing temperature, rolling speed, and roller embossing pressure experiments above reveal the hot roller embossing temperature (150 °C for COC and 140 °C for PVC), rolling speed (0.56 cm/s), and embossing pressure (1.1 MPa) required for optimal imprinting efficiency. Although good depth and geometry transfer efficiency were achieved in the optimized process condition, we observe two major drawbacks caused by the hot roller embossing process. First, because of the high process temperature in hot roller embossing, the thermoplastic film is subjected to have warpage after embossing for COC and PVC films. Second, polymer pile ups may be created at the microchannel top corner. Especially for COC films, approximately 10 μm pile ups were created under the optimized process conditions. The polymer pile up and warpage defects may affect the post-bonding process and cause failure bonds or microchannel delamination for microfluidic applications. A post-bonding process using a hot roller laminator was performed to further address this concern. Another 250 μm-thick COC cover sheet pre-drilled with inlet and outlet reservoirs was bonded to a hot roller embossed COC microchannel. The bonded COC microchannel cross-section image reveals minimum microchannel deformation or microchannel delamination after the hot roller embossing and bonding process (see supplementary material). The microchannel was connected to a syringe pump (Legato 100, KD Scientific Inc.) and a color dye was injected to test the microchannel sealing. No leakage occurred at a 5.2 ml/h pumping rate. The microchannel scale and pumping flow rate met the requirements of most pressure (Liu et al. 2000; Stroock et al. 2002) or any electrokinetic (Li et al. 2004; Wang et al. 2010) -driven microfluidic devices, suggesting that the hot roller embossing process is a suitable approach to fabricate microchannels for microfluidic applications.
4 Conclusion
This study successfully demonstrates the fabrication of COC and PVC microchannels using hot roller embossing by a modified laminator. The hot roller embossing process cycle was complete within 1 min, creating a rapid polymer replication approach to composing polymer microfluidic devices. The results of this study reveal the optimal parameters of the hot roller embossing process for microchannel depth and cross-section geometry variation. Results show that the hot roller embossing temperature should be set at 60–70 °C above the thermoplastic’s T g point for optimized imprints. The microchannel depth and microchannel transfer efficiency increased as the rolling speed decreased and the embossing pressure increased. Although pile up and warpage defects on the microchannel corner also appeared under optimized process conditions, these defects can be eliminated by the post-bonding process with good bonds and no leakage. Results demonstrate that the hot roller embossing process is a simple, fast, and low-cost method of creating microchannels for microfluidic applications. The proposed approach enables researchers to fabricate polymer microfluidics or emerging card-based lab-on-a-foil (Focke et al. 2010; Lutz et al. 2010; Velten et al. 2008) microfluidic devices.
References
Attia UM, Marson S, Alcock JR (2009) Micro-injection moulding of polymer microfluidic devices. Microfluid Nanofluid 7:1–28
Becker H, Gartner C (2008) Polymer microfabrication technologies for microfluidic systems. Anal Bioanal Chem 390:89–111
Becker H, Locascio LE (2002) Polymer microfluidic devices. Talanta 56:267–287
Dreuth H, Heiden C (1999) Thermoplastic structuring of thin polymer films. Sens Actuators Phys 78:198–204
Focke M, Kosse D, Muller C, Reinecke H, Zengerle R, von Stetten F (2010) Lab-on-a-Foil: microfluidics on thin and flexible films. Lab Chip 10:1365–1386
Greener J, Li W, Ren J, Voicu D, Pakharenko V, Tang T, Kumacheva E (2010) Rapid, cost-efficient fabrication of microfluidic reactors in thermoplastic polymers by combining photolithography and hot embossing. Lab Chip 10:522–524
Ishizawa N, Idei K, Kimura T, Noda D, Hattori T (2008) Resin micromachining by roller hot embossing. Microsyst Technol Micro Nanosyst Inform Storage Process Syst 14:1381–1388
Juang YJ, Lee LJ, Koelling KW (2002) Hot embossing in microfabrication. Part I: experimental. Polym Eng Sci 42:539–550
Li Y, Buch JS, Rosenberger F, DeVoe DL, Lee CS (2004) Integration of isoelectric focusing with parallel sodium dodecyl sulfate gel electrophoresis for multidimensional protein separations in a plastic microfludic network. Anal Chem 76:742–748
Li JM, Liu C, Qiao HC, Zhu LY, Chen G, Dai XD (2008) Hot embossing/bonding of a poly(ethylene terephthalate) (PET) microfluidic chip. J Micromech Microeng 18:015008
Liu SJ, Chang YC (2007) A novel soft-mold roller embossing method for the rapid fabrication of micro-blocks onto glass substrates. J Micromech Microeng 17:172–179
Liu RH, Stremler MA, Sharp KV, Olsen MG, Santiago JG, Adrian RJ, Aref H, Beebe DJ (2000) Passive mixing in a three-dimensional serpentine microchannel. J Microelectromech Syst 9:190–197
Lutz S, Weber P, Focke M, Faltin B, Hoffmann J, Muller C, Mark D, Roth G, Munday P, Armes N, Piepenburg O, Zengerle R, von Stetten F (2010) Microfluidic lab-on-a-foil for nucleic acid analysis based on isothermal recombinase polymerase amplification (RPA). Lab Chip 10:887–893
Martynova L, Locascio LE, Gaitan M, Kramer GW, Christensen RG, MacCrehan WA (1997) Fabrication of plastic microfluid channels by imprinting methods. Anal Chem 69:4783–4789
McCormick RM, Nelson RJ, AlonsoAmigo MG, Benvegnu J, Hooper HH (1997) Microchannel electrophoretic separations of DNA in injection-molded plastic substrates. Anal Chem 69:2626–2630
Nezuka O, Yao DG, Kim BH (2008) Replication of microstructures by roll-to-roll UV-curing embossing. Polym Plast Technol Eng 47:865–873
Ng SH, Wang ZF (2009) Hot roller embossing for microfluidics: process and challenges. Microsyst Technol Micro Nanosyst Inform Storage Process Syst 15:1149–1156
Seo SM, Kim TI, Lee HH (2007) Simple fabrication of nanostructure by continuous rigiflex imprinting. Microelectron Eng 84:567–572
Shan XC, Soh YC, Shi CWP, Tay CK, Chua KM, Lu CW (2008) Large-area patterning of multilayered green ceramic substrates using micro roller embossing. J Micromech Microeng 18:065007
Shan XC, Jin L, Soh YC, Lu CW (2010) A polymer-metal hybrid flexible mould and application for large area hot roller embossing. Microsyst Technol Micro Nanosyst Inform Storage Process Syst 16:1393–1398
Stroock AD, Dertinger SKW, Ajdari A, Mezic I, Stone HA, Whitesides GM (2002) Chaotic mixer for microchannels. Science 295:647–651
Truckenmuller R, Rummler Z, Schaller T, Schomburg K (2002) Low-cost thermoforming of micro fluidic analysis chips. J Micromech Microeng 12:375–379
Tsao CWD, DeVoe DL (2009) Bonding of thermoplastic polymer microfluidics. Microfluid Nanofluid 6:1–16
Velten T, Schuck H, Richter M, Klink G, Bock K, Malek CK, Roth S, Scho H, Bolt PJ (2008) Microfluidics on foil: state of the art and new developments. Proc Inst Mech Eng Part B-J Eng Manuf 222:107–116
Wang Z, Taylor J, Jemere AB, Harrison DJ (2010) Microfluidic devices for electrokinetic sample fractionation. Electrophoresis 31:2575–2583
Wu CD, Lin JF, Fang TH (2009) Molecular dynamics simulations of the roller nanoimprint process: adhesion and other mechanical characteristics. Nanoscale Res Lett 4:913–920
Ye XD, Liu HZ, Ding YC, Li HS, Lu BH (2009) Research on the cast molding process for high quality PDMS molds. Microelectron Eng 86:310–313
Yeo LP, Ng SH, Wang ZF, Wang ZP, de Rooij NF (2009) Micro-fabrication of polymeric devices using hot roller embossing. Microelectron Eng 86:933–936
Yeo LP, Ng SH, Wang ZF, Xia HM, Wang ZP, Thang VS, Zhong ZW, de Rooij NF (2010) Investigation of hot roller embossing for microfluidic devices. J Micromech Microeng 20:015017
Acknowledgments
The authors would like to thank the National Science Council, Taiwan, for financially supporting this research project under Grant #NSC 100-2628-E-008-003. Also, the authors would like thank to Mr. Cheng-Wei Chung and Zhang Zhong-Yao assisting polymer bonding process.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article
Cite this article
Tsao, CW., Chen, TY., Woon, W.Y. et al. Rapid polymer microchannel fabrication by hot roller embossing process. Microsyst Technol 18, 713–722 (2012). https://doi.org/10.1007/s00542-012-1513-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-012-1513-1