
Abstract
This article describes the process chain for replication of submicron structures with varying aspect ratios (AR) up to 6 in polymethylmethacrylate (PMMA) by hot embossing to show the capability of the entire LIGA process to fabricate structures with these dimensions. Therefore a 4.7 μm thick layer of MicroChem 950k PMMA A11 resist was spin-coated on a 2.3 μm Ti/TiO x membrane. It was patterned with X-ray lithography at the electron storage ring ANKA (2.5 GeV and λ c ≈ 0.4 nm) at a dose of 4 kJ/cm3 using a Si3N4 membrane mask with 2 μm thick gold-absorbers. The samples were developed in GG/BDG and resulted in AR of 6–14. Subsequent nickel plating at 52°C resulted in a 200 μm thick nickel tool of 100 mm diameter, which was used to replicate slit-nozzles and columns in PMMA. Closely packed submicron cavities with AR 6 in the nickel shim were filled to 60% during hot embossing.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Motivation
In the past the hot embossing process has been optimized to replicate high aspect ratio (AR) structures with lateral dimensions of several microns (Heckele and Schomburg 2004).
In the course of this work, first studies have been performed to replicate submicron structures with different AR by hot embossing to evaluate the capability of the entire LIGA process (Becker et al. 1986) for the fabrication of structures with these dimensions.
The capability of X-ray lithography for generating submicron structures with high AR in polymethylmethacrylate (PMMA) could be shown recently (Mappes et al. 2007a). These structures were used as templates for plating gold of several microns height and AR up to 12 (Mappes et al. 2007b). However, no activities have been started so far to use the submicron PMMA structures as templates for the creation of solid nickel tools for subsequent replication purposes. With this work the results of first studies in this field are shown by electroplating a nickel shim (Gale 1997; Kim and Mentone 2006) and replicating the structures by hot embossing (Heckele and Schomburg 2004).
Compared to injection molding, hot embossing might be better suited for the replication of submicron structures because of the short flow path of the molten polymer foil into the microcavity. This results in relative low shear velocities and low stress during the filling process. In addition very thin residual layers can be achieved that may serve as a carrier layer of the submicron structures. Thin carrier layers fixed to the substrate-plate also reduce the effect of shrinkage and decrease the risk of damage of filigree submicron structures (Worgull et al. 2006). On the other side reducing the dimensions of the hot embossed structures to the submicron range increases the risk of destroying the structures during demolding.
2 LIGA process for submicron structures
The process steps of fabricating a submicron LIGA device is described in the following and illustrated by Figs. 1, 3, and 5; each figure is a SEM close up to a row of 100 slit nozzles in a fluidic channel of 4.7 μm height and AR 10 of the slit nozzles.

SEM close up to a row of 100 slit-nozzles in 4.7 μm 950k PMMA A11, patterned with X-ray lithography, slit-width 470 ± 20 nm (AR 10)
2.1 X-ray lithography
For comparison to the final device a direct lithographic structure is shown in Fig. 1. The sample was made using an optimized X-ray lithography process at the electron storage ring ANKA at Forschungszentrum Karlsruhe, Germany (Achenbach et al. 2004; Mappes et al. 2007a).
The structure is made out of 4.8 μm thick MicroChem 950k PMMA A11 on a silicon substrate with an additional 1.2 μm polyimide intermediate film as adhesion layer (Achenbach 2004). X-ray lithography was performed at ANKA beamline LITHO 1 operated at 2.5 GeV (λ c ≈ 0.4 nm). A dose of 4 kJ/cm3 was deposited to ensure good development of the structures. Development was done in GG/BDG for 120/5 min followed by rinsing in DI-water with 10 ppm fluorine tenside for 5 min (Mappes et al. 2007a). The slit-width of the nozzles is 470 ± 20 nm, AR 10.
These types of structures were used as templates for additive patterning of several microns gold and AR of more than 12 (Mappes et al. 2007b). To generate a nickel molding tool via electroplating, a silicon wafer with a 2.3 μm thick wet oxidized Ti/TiO x layer as plating base was used as substrate. The roughness of the metal plating base assured the adhesion of the resist by mechanical interlocking of the polymer in the micro-pores of the TiO x . The sample was processed with the same parameters as the one mentioned before.
2.2 Shim production
The PMMA structures described in Sect. 2.1 were used as templates to create a nickel molding tool (Gale 1997; Kim and Mentone 2006). The process steps are schematically shown in Fig. 2.

Process steps to homogeneous electroplate on a Si-substrate with a Ti/TiO x layer and patterned PMMA structures
While the bottom of the cavities in PMMA (Fig. 2(1)) was conducting, it had to be assured that the top surface of the insulating resist areas was electrically connected to the plating base after successful filling of the PMMA cavities in order to assure a homogeneous electroplating (Guttmann et al. 2005). Therefore 20 nm gold was sputtered vertically onto the PMMA structures before starting electroforming (Fig. 2(2)). Electroplating in a Ni bath at 52°C started on the conducting bottom of the voids of the sample (Fig. 2(3)). When the PMMA structures were filled with solid plated nickel (Fig. 2(4)) it conducted the Au layer on top of the isolating PMMA and subsequently nickel plating could continue on the entire surface of the sample (Fig. 2(5)) to form a solid metal plate of 200 μm thickness.
After finishing the electroforming process the Si substrate was removed by KOH etching at 60°C. The Ti layer was etched with HF. Finally, the polymer structures were stripped by plasma etching. Figure 3 shows part of the nickel structures of the shim. The roughness of the top surface is a copy of the rough Ti/TiO x plating base transferred into the nickel during electroforming.

SEM of inverse structure compared to Fig. 1, as part of an electroplated Ni-shim, height 4.7 μm. Surface roughness due to Ti/TiO x plating base
2.3 Hot embossing
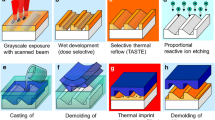
The hot embossing process (Fig. 4) used for replication of submicron structures is characterized by four major steps:
-
1.
Heating of the semi-finished product to molding temperature
-
2.
Isothermal molding by embossing (displacement-controlled and force-controlled)
-
3.
Cooling of the molded part to demolding temperature, with the force being maintained
-
4.
Demolding of the component by opening the tool
Between the tool and the steel plate with a none-polished surface, so called substrate-plate, a polymer foil is positioned. The thickness of the foil exceeds the height of the structures in the tool; the size is comparable to the structured part of the tool. Tool and substrate-plate are heated to the polymer molding temperature under vacuum which in case of submicron structures and PMMA as molding material was choosen to be 170°C. When the constant molding temperature is reached, embossing starts. At a constant embossing rate (in the order of 1 mm/min), tool and substrate-plate are moved toward each other until the pre-set maximum embossing force (40 kN for this particular design) is reached. Then, relative movement between the tool and substrate-plate is controlled by this constant embossing force (packing time, holding time). During this time the plastic material flows under constant force (packing pressure). Due to this movement the thickness of the residual polymer layer decreases with packing time. During this molding process, temperature remains constant. This isothermal embossing under vacuum is required to fill the cavities of the tool completely. Air inclusions or cooling during mold filling may result in an incomplete filling of the microstructures, in particular at high ARs. Upon the expiry of the packing time, cooling of the tool and substrate-plate starts, while the embossing force is maintained. Cooling is continued until the temperature of the molded part drops below the glass transition temperature or melting point of the plastic. When the demolding temperature of the polymer is reached (in our case 95°C), the molded part is demolded from the tool by the opening movement (in the order of 1 mm/min), i.e. the relative movement between tool and substrate-plate. For demolding the adhesion force of the residual layer to the substrate-plate needs to be higher than the force acting to the structures during the demolding process. In this case the demolding movement is transferred homogeneously and vertically to the molded part. It has also to be ensured that the tensile strength of the material is higher compared to the force acting to the structures, otherwise structures will break. Thus, demolding is the most critical process step of hot embossing (Worgull and Heckele 2004).

The hot embossing process: in a first step the polymer foil (semi-fished product) is placed in an evacuated chamber between the embossing tool and the substrate like a sandwich. The embossing tool and the substrate are heated to the molding temperature. In the molding step a force is applied to fill the microstructures of the embossing tool. Then the sandwich is cooled down and the structured polymer foil may be released from the tool
Demolding becomes more importance with the decrease of structure size because of the increasing influence of shrinkage of the polymer. Shrinkage may occur in the range of the structure size and thus increases the risk of damaging in particular free standing structures. The major challenge faced for these dimensions are the increasing importance of shrinkage as a function of the size of the molded area. To reduce the effect of shrinkage the thickness of the polymer foils should be as thin as possible whereas the foil still needs to adhere very well to the substrate-plate. The effect of shrinkage is also a function of the process parameters used in the replication process, in particular the molding force and the molding temperature.
The Ni shim fabricated by the process chain described in Sects. 2.1 and 2.2 was used for evaluating the replication of submicron structures via hot embossing in an approx. 200 μm thin film of PMMA (BASF Lucryl G77Q11). Replicated structures are shown in Fig. 5 The deformation at the edges—so called overdrawn edges—is a consequence of the shrinkage of the polymer.

SEM of a hot embossed structure of Fig. 2 in PMMA (BASF Lucryl G77Q11), slit-width 480 + 40 nm (AR 10). Deformed edges are a result of shrinkage of the residual layer
The overdrawn edges are oriented in the direction to the center of the molded area.
Another effect occurring during replication of free standing submicron structures with high AR is shown in Fig. 6. The right part of Fig. 6 shows a replicated column array fabricated using a Ni-shim with a pin hole array with wall thicknesses of 920 ± 30 nm (Fig. 6 left part). Comparing the height of the surrounding massive frame structure with the column structures it is obvious the densely packed columns are replicated to approx. 60% of their height only.

Left SEM of Ni-shim, height 4.7 μm. Pin hole array with wall thickness 920 ± 30 nm. Right SEM of hot embossed field of (Fig. 5 left) in PMMA (BASF Lucryl G77Q11), height of columns approx. 60% of the surrounding areas (AR 3)
The reduced height of the replicated structures may be caused by incomplete filling of the submicron structures.
The pressure to fill micro-cavities with high ARs increases with a decrease of the cross-section of the cavities. A too low molding force results in an incomplete filling of high structures. In case of larger structures this usually is accompanied by sink marks which can not be identified for these submicron structures.
The effect can also be consequence of resist residues in the structures of the tool after the stripping process or because of tearing of the polymer structures during previous molding experiments.
These preliminary results show the challenge of molding high AR submicron structures by hot embossing. To increase microstructure quality, the process has to be further adapted to reduce shrinkage effects. A modification of the hot embossing machines regarding the adhesion of the residual layer and the fixation of the Ni shim has to be taken into account as well. It has to be ensured that the cavities are residue free. This may require a cleaning process after certain molding steps.
3 Conclusions
With this work it could be demonstrated that X-ray patterned PMMA structures in the submicron range can be used as a template to create a nickel shim by modification of the electroforming process. The nickel shim is suitable to replicate submicron patterns in PMMA with AR 10 and lateral dimensions of 480 + 40 nm. In preliminary experiments for the first time high AR structures in the submicron range have been replicated by hot embossing. The embossed structures still show imperfections which had to be overcome in the future. Thus, it is necessary to further optimize the molding process, to reduce the influence of shrinkage and to make sure that the structures of the molding tool are free of polymer residues. To adapt the process parameters in an effective way a process simulation (Worgull et al. 2003) of hot embossing regarding the requirements of molding submicron structures (Worgull et al. 2006) is undergoing.
References
Achenbach S (2004) Deep sub-micron high aspect ratio polymer structures produced by hard X-ray lithography. Microsyst Technol 10(6–7):493–497. doi:10.1007/s00542-004-0379-2
Achenbach S, Mappes T, Mohr J (2004) Structure quality of high aspect ratio sub-micron polymer structures patterned at the electron storage ring ANKA. J Vac Sci Technol B 22:3196–3201. doi:10.1116/1.1824910
Becker EW, Ehrfeld W, Hagmann P, Maner A, Münchmeyer D (1986) Fabrication of microstructures with high aspect ratios and great structural heights by synchrotron radiation lithography, galvanoforming, and plastic molding (LIGA process). Microelectron Eng 4:35–56
Gale MT (1997) Replication techniques for diffractive optical elements. Microelectron Eng 34(3):321–339. doi:10.1016/S0167-9317(97)00189-5
Guttmann M, Schulz J, Saile V (2005) Lithographic fabrication of mold inserts. In: Baltes H, Brand O, Fedder GK, Hierold C, Korvink JG, Tabata O (eds) Microengineering of metals and ceramics (advanced micro and nanosystems 3). Wiley-VCH, Weinheim, pp 187–219
Heckele M, Schomburg WK (2004) Review on micro molding of thermoplastic polymers. J Micromech Microeng 14:R1–R14. doi:10.1088/0960-1317/14/3/R01
Kim I, Mentone PF (2006) Electroformed nickel stamper for light guide panel in LCD back light unit. Electrochim Acta 52:1805–1809. doi:10.1016/j.electacta.2006.01.083
Mappes T, Achenbach S, Mohr J (2007a) Process conditions in X-ray lithography for the fabrication of devices with sub-micron feature sizes. Microsyst Technol 13:355–360. doi:10.1007/s00542-006-0182-3
Mappes T, Achenbach S, Mohr J (2007b) X-ray lithography for devices with high aspect ratio polymer submicron structures. Microelectron Eng 84(5):1235–1239. doi:10.1016/j.mee.2007.01.154
Worgull M, Heckele M (2004) New aspects of simulation in hot embossing. Microsyst Technol 10:432–437. doi:10.1007/s00542-004-0418-z
Worgull M, Heckele M, Schomburg WK (2003) Analysis of the micro hot embossing process. FZKA-Bericht 6922, Forschungszentrum Karlsruhe GmbH, Karlsruhe
Worgull M, Heckele M, Hétu JF, Kabanemi KK (2006) Modeling and optimization of the hot embossing process for micro- and nanocomponent fabrication. J Microlith, Microfab, Microsyst 5(1):011005. doi:10.1117/1.2176729
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Mappes, T., Worgull, M., Heckele, M. et al. Submicron polymer structures with X-ray lithography and hot embossing. Microsyst Technol 14, 1721–1725 (2008). https://doi.org/10.1007/s00542-007-0499-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-007-0499-6