
Abstract
This paper presents a novel micro fabrication for formaldehyde gas sensors to enhance sensitivity and detection resolution capabilities. Therefore, two different types of fabrication sequences of gas sensors were considered, different positions of micro heaters and sensing layers to compare the effects of different areas of the sensing layers contact with the surrounding gas. The MEMS-based formaldehyde gas sensor consists of a quartz substrate, a thin-film NiO/Al2O3 sensing layer, an integrated Pt micro-hotplate, and Pt inter-digitized electrodes (IDEs) to measure the resistance variation of sensing layers caused by formaldehyde oxidation at the oxide surface. This abstract offers comparisons of the characteristics of sensors in different areas of the sensing layers contacting the surrounding gas as well as those to decrease the thickness of the sensing layer and deposits of the sensing layer using co-sputtering technology with NiO/Al2O3 to improve the sensitivity limits of the sensors. The experimental data indicated that increasing the area of the sensing layer that contacts with the surrounding gas and decreasing the thickness of the sensing layer in the sputtering process and then co-sputtered NiO/Al2O3 sensing layers, significantly enhanced the sensing characteristics of the developed formaldehyde sensor.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Formaldehyde is a colorless, strong-smelling gas which is also flammable due to the vapors of the formalin solutions at room temperature (40 wt% formaldehyde, 12.5 wt% methanol and 47.5 wt% water), and has been a suspected carcinogen material. The Formaldehyde vapors can cause varying effects to human health depending on the air concentration. It can cause discomfort and irritation to the eyes, nose and throat at a level of about 0.5–2 ppm; increased levels from about 3 to 5 ppm will cause tearing of the eyes, difficulty breathing, burning of nose and throat, coughing and heavy tearing of eyes; further increases to 10–20 ppm will cause severe respiratory tract injury leading to pulmonary edema and pneumonitis at a level of about 25–30 ppm; the creation of Immediate Danger to Life and Health (IDLH) is achieved above 100 ppm (Occupational Safety and Health Administration 2006). A concentration of 0.08 ppm is the maximum allowable indoor formaldehyde concentration as recommended by the World Health Organization (WHO 2001).
It is well known that formaldehyde is used in the manufacture of melamine, polyacetal, and phenolic resins. Phenol formaldehyde resins are used in the production of plywood, particleboard, foam insulation, and a wide variety of molded or extruded plastic items. Formaldehyde is also used as a preservative, a hardening and reducing agent, a corrosion inhibitor, a sterilizing agent, and in embalming fluids. Indoor sources include upholstery, permanent press fabrics, carpets, pesticide formulations, and cardboard and paper products. Outdoor sources include emissions from fuel combustion (motor vehicles), industrial fuel combustion (power generators), oil refining processes, and other uses (copper plating, incinerators, etc.).
The methods of detection for formaldehyde gas may be divided into three main categories: GC/MS, optical detection devices, and MEMS based gas sensors. Gas chromatography–mass spectrometry (GC–MS) is a method that combines the features of gas–liquid chromatography and mass spectrometry to identify different substances within a test sample. Although it provides high sensitivity and selectivity, the drawbacks of high preventive costs and ponderous uses cannot be ignored. Numerous researchers have studied optical sensor with formaldehyde quantification applications (Mine et al. 1997; Friedfeld and Fraser 2000). Even though the optical sensors are capable of simultaneous samplings and have instantaneous analyzing time, the associated optical arrangements tend to be rather bulky and elaborate. In the last decade, emerging MEMS and micro-machining techniques have led to the development of miniaturized sensing instrumentation that is capable of accessing information at a micro scale level. Most important, the functionality and reliability of these micro sensors can be increased through their integration with mature, logic IC technology or with other sensors.
Recently, a NiO thin-film formaldehyde gas sensor, created by dipping alumina substrates in a nickel acetylacetoneate solution to form thin NiO films of a thickness of 0.5 μm has be proposed by Dirksen et al. (2001). It was found that the conductivity of these films changed as the formaldehyde concentration was varied at temperatures ranging from 400 to 600°C. At approximately 3 μm, the sintered grain size was rather large and was therefore expected to reduce the sensitivity of the device, however, a linear formaldehyde sensitivity of 0.825 mV ppm−1 was attained at a temperature of 600°C. Although the sensor demonstrated a high sensitivity, its detection limit was 50 ppm, far higher than the prescribed “maximum permissible long-term exposure” limit of 0.1 ppm. Furthermore, the proposed sensor lacked an integrated heating device capable of maintaining the optimal working temperature of 600°C. Therefore, the sensor operation required the use of an external heater, which not only increased the bulk of the sensor arrangement, but also increased its power consumption. As a means of overcoming this problem, Lee et al. (2005, 2006) proposed two types of the formaldehyde gas sensors integrated with a Pt micro-heater and Pt inter-digitized electrodes (IDEs) above the NiO sensing layer with different substrates and structures to measure the resistance variation of the sensing layers caused by formaldehyde oxidation at the oxide surface. However, because most of the sensing area of the formaldehyde gas sensor is covered by Pt micro-heaters and IDES, it cannot effectively accelerate formaldehyde oxidation to occur and this varied the conductivity of the sensing layer. For this reason, this study developed a new process for the fabrication of an MEMS-based formaldehyde sensing device comprising of a micro heater and electrodes with Pt resistance heaters and a sputtered NiO/Al2O3 layer. The experimental data indicated that by decreasing the thickness of the sensing layer in the sputtering process and increasing the area of the sensing layer contacting with the surrounding gas and co-sputtered NiO/Al2O3 sensing layer, significantly increased the sensitivities of the gas sensor and improved its lowest detection limit capabilities.
2 Design
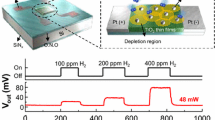
In this study, the proposed sensor integrated a sensing layer, a heating device, and electrodes on the substrate. The micro heater is integrated into the sensor to provide instantaneous and precise temperature control capabilities (Lee et al. 2002). The electrodes were fabricated to connect resistance meters for measuring variations of the electrical conductibility of the sensing layer. The grain size of the NiO/Al2O3 thin film is very nearly at the nanometer level, and therefore both the sensitivity and the lowest sensing limit of the device are enhanced due to the enlarged area of the catalyst grains contacting with the surrounding gas.
This study compares the effect of different areas of the sensing layers contacting with the surrounding gas; two types of different fabrication sequences were presented with micro heaters and sensing layers, as shown in Fig. 1. The sensing layer of type A was preceded by a micro heater to deposition by a sputtering system; the sensing layer of type B was fabricated with the micro heater between the sensing layer and the substrate. Table 1 shows the details of designs in this study where we compared the characteristics of sensors with type A and type B sensing layers, it also shows our attempted decrease of the thickness of the sensing layer and deposition of the sensing layer by “co-sputtering” with NiO/Al2O3 to improve the sensitivity and the lowest sensing limit of the sensor.

Schematic illustration of benzene sensor with different micro heater positions
3 Fabrication
The gas sensors of this study were fabricated by using quartz material as the substrate. Figure 2 presents a schematic illustration of the fabrication process of type A and type B. As shown in Fig. 2a, type A, a NiO sensing layer was prepared using an RF magnetron sputtering system with a NiO target of 99.98% purity (Jiang et al. 2002). The oxide was sputtered on substrates, which were placed at a distance of 11.4 cm from the NiO target. Sputtering was performed under gas pressure of 0.01 T with the target maintained at a constant RF power of 200 W. The reactive sputter gas was an even mixture of argon (50%) and pure oxygen gas (50%). The substrate temperature during sputtering was 400°C (Lu et al. 2002). Prior to deposit, the chamber was pumped to a background pressure of 10–6 T for 1 h and a pre-sputtering process was performed for 10 min to clean the target surface and remove any possible traces of contamination. To control the thin film thickness, the deposition time was 10 h. The deposition cycle NiO thin films were found to have thickness of approximately 1,500 Å. A thin layer of Cr (0.02 μm) was then deposited as an adhesive layer for the subsequent electro-beam evaporation of a Pt layer of 0.2 μm thickness. A standard lift-off process was employed to pattern the Pt/Cr layer to form a micro heater and the electrodes on the NiO sensing layer. The resistance of the heater was designed to be 30 Ω. As shown in Fig. 2b, type B, electron-beam evaporation and lift-off procedures were then repeated to deposit and shape Pt micro heaters and electrodes. Then a NiO sensing layer was sputter-depositioned.

Schematic illustration of the simplified fabrication process of type A and type B
As shown in Fig. 3a and b, the SEM images of the NiO and NiO/Al2O3 thin film were acquired after the sputtering deposition, respectively. The deposited film was covered by a compact granular structure with grains sized from 100 to 300 nm in diameter. Fine grains and nanometer level compact structured sensing layers could benefit from the sensing performances obtained in this study.

SEM images showing the micrometer grain size of sputtered NiO thin films and b co-sputtered NiO/Al2O3 thin films
4 Results and discussion
The diffraction pattern of the NiO/Al2O3 sensing layer was observed using an XRD measurement system (XRD-6000, Shimadzu, Japan). The heating performance of the micro-hotplate was investigated using an IR thermometer (PT-3LF, OPTEX, Japan). The sensing performance of the device was characterized in a test chamber by using an LCR meter (LCR 819, GW Instek, Taiwan) to record the signal responses generated by the formaldehyde concentration variations.
As shown in Fig. 4, in order to compare the effect of substrate temperatures and different areas of the sensing layers, contacting with the surrounding gas, presented two types of different fabrication sequences with micro heaters and sensing layers to measure the resistance variations by formaldehyde gas oxidation at different work temperatures. The slopes of the plotted lines representing the sensitivity of the device and were found to be −0.137 Ω ppm−1 at 280°C, −0.12 Ω ppm−1 at 215°C, and −0.104 Ω ppm−1 at 150°C, respectively. The lowest detection limit of the type A1500 sensor was determined to be 1.2 ppm at 280°C. As shown in Fig. 5, a linear dependency was also observed between the resistance and the formaldehyde concentration at different sensor temperatures. The sensitivity of the type B1500 were found to be −0.335 Ω ppm−1 at 300°C, −0.293 Ω ppm−1 at 250°C, and −0.181 Ω ppm−1 at 180°C, respectively. The lowest detection limit of the type B1500 sensor was determined to be 0.8 ppm at 280°C. From the results obtained from types A1500 and B1500, it is clear to see that the working temperature of the substrate increases as the sensitivity of the sensor increases. The area of the sensing layer contacting with the surrounding gas of type B is larger than type A, this greater area increases the sensitivity level and improves the lowest detection limits from 1.20 to 0.8 ppm

Experimental results of type A1500 sensors at different work temperatures: a 280°C diamond, b 215°C square and c 150°C triangle

Experimental results of type B1500 sensors at different work temperatures: a 300°C diamond, b 250°C square and c 180°C triangle
To achieve higher sensitivity and better characteristics, a sensing layer thickness of approximately 500 Å for the type B fabrication was applied and deposited the sensing layer using co-sputtering technology with NiO/Al2O3 to compare the results of different sensing layer thicknesses and different materials of the sensing layers. Figures 6 and 7 show X-ray diffraction analysis (XRD) for sensing layers of type B500-NiO and type B500-NiO/Al2O3, respectively. In Figs. 6 and 7, we can clearly see the peak of NiO and Pt. However, we cannot find any peak for Al2O3 in Fig. 7, even though we deposited the sensing layer of B500-NiO/Al2O3 by using the co-sputtering technology with NiO/Al2O3. The Al2O3 of the sensing layer of B500-NiO/Al2O3 is amorphous alumina (Chiu and Dai 2006). In Figs. 8 and 9, the lowest detection limit of type B500-NiO and B500-NiO/Al2O3 were determined, respectively. We can see the sensing layer of NiO/Al2O3 improved the lowest detection limit from 0.7 ppm to 40 ppb.

XRD diffraction patterns of NiO thin film

XRD diffraction patterns of NiO/Al2O3 thin film

The lowest detection limits of the sensor type B500-NiO

The lowest detection limits of the sensor type B500-NiO/Al2O3
Although improvements of the lowest detection limit were achieved by using the co-sputtering process with NiO/Al2O3, the selectivity of the sensor was also reduced, as shown in Figs. 10 and 11. In Fig. 10 we see a higher selectivity over a wide formaldehyde concentration, as well as increases in the presence of interfering species such as acetone, ethanol and methanol. However, Fig. 11 indicates the selectivity of type B500-NiO/Al2O3 was reduced by the sensing layer of NiO/Al2O3.

The selectivity of the sensor type B500-NiO

The selectivity of the sensor type B500-NiO/Al2O3
In conventional gas detectors, the time required for formaldehyde concentration measurement can vary from hours to days. However, a requirement exists for sensors with a real-time gas detection and measurement capability. Figures 12 and 13 present the timed responses of the gas sensors developed in this study. The average time constants of the proposed formaldehyde gas sensor were determined to be 7 and 6 s for type B500-NiO and B500-NiO/Al2O3 sensor at a micro-heater temperature of 300°C.

Response transient of the formaldehyde gas sensor for type B500-NiO

Response transient of the formaldehyde gas sensor for type B500-NiO/Al2O3
5 Conclusions
This study has successfully demonstrated a novel self-heating formaldehyde gas sensor based on a thin film of NiO sensing layers. A new fabrication process has been developed in which the Pt micro-heater and electrodes are deposited directly on the substrate and the NiO thin film is deposited above on the micro heater to serve as sensing layer. Pt electrodes are formed below the sensing layer to measure the electrical conductivity changes caused by formaldehyde oxidation on the oxide surface. The experimental data indicated that increasing the area of the sensing layer contacting with the surrounding gas and decreasing the thickness of the sensing layer in the sputtering process, significantly increased the sensitivities of the gas sensor and improved its lowest detection limit capabilities (0.7 ppm). Although we can further improve the lowest detection limit by co-sputtering with NiO/Al2O3 (40 ppb), it needs to be considered that selectivity will be reduced. The integrated micro heater simplifies the experimental set-up and can be realized using a simple fabrication process. The presented micro-fabricated formaldehyde gas sensor with a self-heating NiO/Al2O3 thin film is suitable not only for industrial process monitoring but for safeguarding human health.
Abbreviations
- IDLH:
-
Immediate danger to life and health
- WHO:
-
World Health Organization
- GC–MS:
-
Gas chromatography–mass spectrometry
- MEMS:
-
Micro-electro-mechanical-systems
- IDEs:
-
Inter-digitized electrodes
- SEM:
-
Scanning electron microscope
- XRD:
-
X-ray diffraction analysis
References
Chiu KF, Dai CC (2006) Bias sputter deposited Ni/Al2O3 cermet thin films for gas flow sensors. Thin Solid Films 513:374–379
Dirksen JA, Duval K, Ring TA (2001) NiO thin-film formaldehyde gas sensor. Sens Actuators B Chem 80:106–115
Friedfeld S, Fraser M (2000) Field intercomparison of a novel optical sensor for formaldehyde quantification. Geophys Res Lett 27(14):2093
Jiang SR, Yan PX, Feng BX, Cai XM, Wang J (2002) The response of a NiOx thin film to a step potential and its electrochromic mechanism. Mater Chem Phys 77:384–389
Lee CY, Chiang CM, Chou PC, Fu LM, Lin CH (2005) A novel microfabricated formaldehyde gas sensor with NiO thin film. In: Sensors for Industry Conference 2005, pp 1–5
Lee CY, Chiang CM, Wang YH, Ma RH (2006) A self-heating gas sensor with integrated NiO thin-film for formaldehyde detection. Sens Actuators B Chem 122:503–510
Lee CY, Lee GB, Liu HH, Huang FC (2002) MEMS-based temperature control systems for PCR applications. Int J Non-linear Sci Numer Simul 3:177
Lu YM, Hwang WS, Yang JS (2002) Effects of substrate temperature on the resistivity of non-stoichiometric sputtered NiOx films. Surf Coat Technol 155:231–235
Mine Y, Melander N, Richter D, Lancaster DG, Petrov KP, Curl RF, Tittel FK (1997) Detection of formaldehyde using mid-infrared difference-frequency generation. Appl Phys B 65:771
Occupational Safety and Health Administration (2006) OSHA Standards, 29 CFR 1910.1048
World Health Organization (Regional Office for Europe) (2001) WHO air quality guidelines, 2nd edn. WHO, Copenhagen
Acknowledgments
The authors would like to thank the financial support provided by the National Science Council in Taiwan (NSC 95-2211-E-212-058 and NSC 95-2218-E-006-022).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article
Cite this article
Wang, YH., Lee, CY., Lin, CH. et al. Enhanced sensing characteristics in MEMS-based formaldehyde gas sensors. Microsyst Technol 14, 995–1000 (2008). https://doi.org/10.1007/s00542-007-0460-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-007-0460-8