
Abstract
A new method for producing microlens array with large sag heights is proposed for integrated fluorescence microfluidic detection systems. Three steps in this production technique are included for concave microlens array formations to be integrated into microfluidic systems. First, using the photoresist SU-8 to produce hexagonal microchannel array is required. Second, UV curable glue is injected into the hexagonal microchannel array. Third, the surplus glue is rotated by a spinner at high velocity and exposed to a UV lamp to harden the glue. The micro concave lens molds are then finished and ready to produce convex microlens in poly methsiloxane (PDMS) material. This convex microlens in PDMS can be used for detecting fluorescence in microfluidic channels because a convex microlens plays the light convergence role for optical fiber detection.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
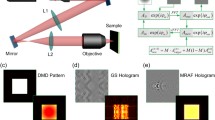
The integrated fluorescent microfluidic detection is a convenient method using few specimens in bio-assays. It provides a very sensitive detection method for optical spectrum emitting from fluorescence. The detection consists of a light source, filter, beam splitter, and optical detection component. Refractive optical elements are basically required in this system, especially for integrated micro-optical parts (Roulet et al. 2001). Refractive microlens arrays and chromium aperture arrays are applied in the system. The integrated microlens array is a very important part in charge coupled devices (CCDs), auto-focus modules, copiers and optical fiber interconnects (Peter et al. 2002; Borrelli et al. 1985). Microlens arrays can be produced using various methods such as electron-beam lithography, photolithographic etching, hot embossing and thermal reflow.
Micro-scale refractive lenses offer several important features: significantly reduced wavelength sensitivity compared to diffractive optics (necessary for broadband applications), the possibility of very large numerical apertures and high light efficiency (Sinzinger and Jahns 1999). Several techniques have been applied to refractive microlens production processes. One way to produce refractive microlenses is by melting cylindrical photoresist posts (Hutley 2000). This is known as microlens reflow processing. The photoresist cylinders are formed first using a lithographic process and heated above the photoresist glass temperature. Surface tension causes the photoresist cylinders to assume a spherical shape. The focal lengths of the resulting microlenses depend on the surface on which the resist is reflowed and the contact angle between the resist and the surface. By using a resist base layer it is possible to obtain small contact angles and thereby relatively long focal lengths (Schilling et al. 2000). The thermal reflow technique is commonly used in refractive microlens arrays production by melting cylindrical resist posts onto the substrate. The material surface is melted once the heating temperature moves above the material glass temperature. Surface tension effects on the melted material surface result in a semi-spherical profile. The focal lengths of the resulting microlenses depend upon the surface on which the photoresist is reflowed and the contact angle between the photoresist and substrate surface. Using a photoresist base layer it is possible to obtain small contact angles and thereby relatively long focal lengths. This method is suitable for making lenses with larger apertures. The advantages of the thermal reflow technique include less material and lower facility requirement costs, a simpler technique and easier control. The reflow process produces large microlens arrays. This process is far superior to conventional macro-optic production methods. In very large scale integration (VLSI) based processing techniques, coherent refractive microlens arrays are made on a silicon surface using a combination of lithography and reactive ion etching (RIE) techniques (Matamedi et al. 1991). Multi-level photoresist mask patterning and sequential RIE are used to form binary optic-microlens arrays.
Using deep x-ray lithography to fabricate micro-optical components shows great mass production potential (Goettert and Mohr 2002). Lee et al. 2002) used the modified LIGA process to fabricate microlenses by melting the deep x-ray irradiated pattern in a PMMA substrate. Micro-optical components of any desired shape with smooth and vertical sidewalls, lateral dimensions in the micrometer range, and heights up to several hundred micrometers can be achieved. Following a molding process (either injection molding or hot embossing), optical component mass production can be achieved (Yang et al. 2001). Another microlens arrays production method was developed using a modified LIGA process (Lee et al. 2002). The microlens array mold or mold inserts play an important role in the mass production molding process. This replication process promises the desired profiles as final products.
New microlens array production using a UV proximity printing method was designed by our research group (Lin et al. 2003). It used a slice to control the gap size, resulting in microlens array formation in the resist. However, this method was limited to round microlens arrays and low sag heights and it may be difficult to integrate into microsystems. A bio-compatible material was developed and allowed for replication of microfluidic applications (Chabinyc et al. 2001). They constructed a prototype microfluidic device in poly dimethsiloxane (PDMS) with an integrated optical detection system.
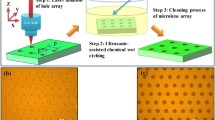
The new production method of concave microlens array can provide high sag heights and be replicated into convex microlens arrays for microsystems. The hexagonal microchannel array mold is formed using a lithography process. Liquid UV curable material is then injected into the mold. Capillary force and the surface tension effect of liquid UV curable material result in a concave profile in the mold. The surplus glue can be rotated by a spinner at high velocity and exposed to a UV lamp to harden the glue for fabricating concave microlens array. The rotational speed and the related centrifugal force effect on the concave microlens profile will be examined. Bio-compatible and optical PDMS material is injected into the concave microlens array to replicate a convex microlens array; it can then be integrated into a fluorescence microfluidic detection system. The fluorescence microfluidic detection system will use optical fiber as a light transmitter and a low temperature resist bonding method to integrate each component. A convex microlens can provide the maximum optical sensitivity for detection purposes.
2 Experimental method
Concave and convex microlens arrays are interchangeable in the replication process. Once the prototype of the microlens array is completed, several replication methods can be applied. Figure 1 shows the concept of a replication process. In this study, convex microlens arrays will be replicated on concave mold microlens array formations. Figure 2 illustrates the replication process in addition to the lens pattern design. Figure 2a and b are the lithography process used to generate microchannel arrays in photoresist. A suitable photoresist for the molding process has to be considered. Figure 2c and d show that liquid UV curable material is then injected into the microchannel array. The substrate of the microchannel array was rotated at high speed. Capillary force and surface tension effect of liquid UV curable material result in concave profiles on the substrate. The surplus glue can be rotated at high speed by a spinner and exposed using a UV lamp to harden the UV glue for producing concave microlens arrays. PDMS or UV curable glue may be used as replicated materials in convex lens arrays for optical applications in Fig. 2e and f. Three research topics are involved here. Patterning microchannel arrays in thick resist in SU-8 has to be studied with controllable parameters. Injecting UV curable glue as filling into microchannel arrays is another critical issue. The replicating process in selecting suitable materials has to be considered for the molding process.

Schematic of concave microlens array replication process

Illustration of microlens array replication process in concave and convex profiles
3 Production process
In this experiment, hexagonal microchannel arrays are transferred from the designed mask in the lithographic process. The hexagonal microchannel sizes (100, 75 μm) and various pitches of the hexagonal microchannel (5, 10, 15, 20 μm) are patterned on the glass mask. The layout pattern on the glass mask is illustrated in Fig. 3. A silicon wafer was used as the substrate. The silicon wafer substrate was then rotated at 3,000 rpm for 30 s with a layer of negative photoresist (SU-8) 110 μm thick. Prebaking in a convection oven at 95°C for 30 min is a required procedure. This removes the excess solvent from the photoresist and produces a slightly hardened photoresist surface. The sample was exposed through the glass mask using a UV mask aligner (EVG620). This aligner had soft/ hard contact exposure modes with NUV (near ultra-violet) wavelengths of 350–400 nm, and 520 mJ lamp power. The three-dimensional array was completed after UV exposure, a dip into the developer for 25 min, and cleaning with deionized (DI) water.

Illustration of hexagonal micro-channel (100 μm in diagonal) on the glass mask
UV curable glue (Optical Adhesive 71 from Norland Inc.) was injected into the hexagonal microchannel array to produce micro concave lens molds. The silicon wafer was drawn out on a HMDS vacuum spin coating device. The UV curable glue was entirely absorbed, and exhausted air bubbles in hexagonal microchannels. Different rotational speeds (5,500, 5,000, 4,500 rpm) were utilized. The surplus glue can be rotated by the spinner. A UV lamp was used to harden the UV glue for 10 min. The micro concave lens molds were now completed. The other replication process for convex lens array can be followed.
4 Result and discussion
Different hexagonal microchannel arrays using the lithographic process were produced. Figure 4 shows the diagonal 100 μm hexagonal microchannel array by using SEM observation. The various rotational speeds of a hexagonal microchannel array mold can be utilized. The hexagonal microchannel array molds were rotated at a speed of 5,500 rpm in diagonal 100 μm and pitch 5 μm of the hexagonal microchannel in Fig. 4. Figure 5 shows the SEM micrograph of the concave microlens array in UV glue after the hardening process. Its actual surface profile compared with the theoretical spherical curve is shown in Fig. 6. It demonstrates that the deviation in the micro concave lens compared with the theoretical sphere is quite small.

SEM micrograph of the hexagonal microchannel array (100 μm in diagonal)

SEM micrograph of the hexagonal microchannel array mold in UV glue

The cross sectional view of diagonal 100 μm hexagonal micro-channel measured by surface profiler
Various rotational speeds resulting in different concave lens sag heights were measured as shown in Fig. 7. Microchannel sizes of 100 and 75 μm in diagonal were investigated. A larger aperture in the microchannel may be generated from a large(r) open channel. The rotational speed represents the centrifugal force in the UV glue and the curve profile of the microlens. The rotational speed of 5,500 rpm can generate a higher concave lens sag mold. The 5 μm wall of a hexagonal micro-channel results in a deeper concave profile. The hexagonal microchannel size of 100 μm in diagonal has a higher concave lens sag than the channel size of 75 μm at the same rotational speed. PDMS is an optical transparent material used for replication. It is injected into the concave microlens array and subjected to a hardening process in an oven. The result is shown in Fig. 8. Figure 8a is the SEM micrograph of a hexagonal microlens array at 100 μm in diagonal. Figure 8b shows a convex microlens array with a cat-eye on the lens surface by an OM observation. Thus, a convex microlens array in PDMS can be produced in the described process for the integrated fluorescence detection system.

Different sag heights resulted from various spin speeds and wall thicknesses: microchannel size a 100 μm in diagonal and b 75 μm in diagonal

Convex microlens array in PDMS; a SEM micrograph of hexagonal microlens array 100 μm in diagonal, b OM observation
5 Conclusion
By injecting UV curable glue into a hexagonal microchannel array, the surplus glue can be rotated at high speed by a spinner and exposed to a UV lamp to harden the UV glue, thus producing the micro concave lens molds. The main parameters including rotational speed, hexagonal microchannel size and pitches affecting the concave lens sag heights were examined. A large hexagonal microchannel size and a higher rotational speed can generate a higher concave lens sag mold. Then, a shorter wall of the hexagonal microchannel results in a deeper concave profile. The convex microlens in PDMS can provide the maximum optical sensitivity for the purpose of detection.
References
Borrelli NF, et al (1985) Photolytic technique for producing microlenses in photosensitive glass. Appl Opt 24:2520
Chabinyc ML, et al (2001) An integrated fluorescence detection system in poly(dimethylsiloxane) for microfluidic applications. Anal Chem 73(18):4491–4498
Goettert J, Mohr J (2002) Characterization of micro-optical components fabricated by deep-etch x-ray lithography. SPIE Micro-Opt II 1506:170–178
Hutley MC (2000) Optical techniques for the generation of microlens arrays. J Mod Opt 37:253–265
Lee S-K, et al (2002) A simple method for microlens fabrication by the modified LIGA process. J Micromech Microeng 12:334–340
Lin C-P, et al. (2003) A new microlens array fabrication method using UV proximity printing. J Micromech Microeng 13:748–757
Matamedi ME, et al (1991) Silicon microlenses for enhanced optical coupling to silicon focal planes. Proc SPIE 1544:22–32
Peter YA, et al (2002) Microoptical fiber switch for a large number of interconnects: optical design considerations and experimental realizations using microlens arrays. IEEE J sel Top Quantum Electron 8(1):46–57
Roulet JC, et al (2001) Fabrication of multilayer systems combining microfluidic and mcirooptical elements for fluorescence detection. J MEMS 10(4):482–491
Schilling A, et al (2000) Surface profiles of reflow microlenses under the influence of surface tension and gravity. Opt Eng 39(8):2171–2176
Sinzinger S, Jahns J (1999) Microoptics. WILEY-VCH Verlag GmbH, Weinheim pp 85–103
Yang H, et al (2001) Ultra-fine machining tool/molds by LIGA technology. J. Micromech Microeng 11:94–99
Acknowledgement
This work was supported by the National Science Council (series no. 93-2212-E-005-006) of Taiwan.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Yang, H., Shyu, R.F. & Huang, JW. New production method of convex microlens arrays for integrated fluorescence microfluidic detection systems. Microsyst Technol 12, 907–912 (2006). https://doi.org/10.1007/s00542-006-0121-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-006-0121-3