
Abstract
This paper reports the highest etch depth of annealed Pyrex glass achieved by wet etching in highly concentrated HF solution, using a low stress chromium–gold with assistance of photoresist as masking layer. The strategies to achieve that are: increasing the etch rate of glass and simultaneously increasing the resistance of Cr/Au mask in the etchant. By annealing the Pyrex glass and using a highly concentrated HF acid, a high etch rate can be obtained. Furthermore, a method to achieve a good resistance of the Cr/Au masking layer in the etching solution is to control the residual stress and to increase the thickness of Au deposition up to 1 μm. In addition, the presence of a hard baked photoresist can improve the etching performance. As a result, a 500-μm thick Pyrex glass wafer was etched through.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Glass is a widely used material in MEMS and biochip device fabrication. The classical piezoresistive pressure sensor chip is, in general, bonded on a glass substrate that reduces the stress induced during the packaging process (Madou 2002). The first accelerometer reported by Roylance and Angell (1978) had the mechanical movable parts in sealed cavities and uses the bulk micromachined glass to control the damping and to prevent breakdown. A microgyroscope vacuum-sealed between two structured glasses at wafer level is presented by Fujita et al. (2000). A micro-XY-stage actuator using a glass is reported by Kim and Kim (2002). For RF-MEMS, glass is an excellent substrate due to its electrical isolation properties. Most bio-chips are fabricated on the glass substrate due to its optical transparency and bio-compatibility: a micro flow cells for single molecule handling of DNA such presented by Rusu et al. (2001), micro injectors for DNA mass spectrometry (Luginbuhl et al. 1999), microPCR devices for DNA amplification (Obeid et al. 2003) or bioanalytical devices such capillary electrophoresis (Simpson et al. 1998).
Glass used in MEMS devices need to meet several important requirements: micromachinable using patterning and etching process, bondable to silicon, similar thermal coefficient of expansion (TCE) to silicon to avoid thermal stress.
2 Etching techniques
There are three major groups of technique used for glass etching: mechanical, dry and wet. Mechanical methods include traditional drilling, ultrasonic drilling, electrochemical discharge or powder blasting. However, smooth surfaces cannot be generated using such methods. Dry etching technique of glass had been reported by Li et al. (2002) using SF6. However, the etching rate is relatively low. The masking layer depends on the application and on the “thermal budget” of the fabrication process of the device. Photoresist is very often used as mask layer (Stjernström and Roeraade 1998; Grosse et al. 2001), but its area of application is limited (up to 30 μm). A very commonly used mask is Cr/Au (Bien et al. 2003; Shoji et al. 1997), where Cr layer is used to improve the adhesion of gold to glass. Bu et al. (2004) reported etching through 500 μm-thick glass wafer using a multilayer of metal, Cr/Au/Cr/Au, in combination with a thick SPR220-7 photoresist, by etching from both sides of the wafer. Another very commonly used mask material for glass etching is silicon, deposited by different methods: PECVD (amorphous silicon) (Bien et al. 2003; Iliescu et al. 2005), LPCVD (polysilicon) (Bien et al. 2003; Grettilat et al. 1997) or even bulk silicon (Corman et al. 1998).
The maximum reported depth was 320 μm by Bien et al. (2003) with a mask of polished polysilicon (1.5 μm) and SU-8 (50 μm) as etching mask.
3 Experiments, materials and conditions
The main problems of wet etching are the pinholes and notching defects on edges that can be observed after a certain etch time, as a result of interaction between etchant and mask. These defects limit the etch depth of glass. Another phenomenon with implication on the depth of the etching process is the deposition of different residual products, during the etching process, on the generated surfaces. These products reduced the etch rate and can increase non-uniformity and roughness of the generated surfaces. An example is shown in Fig. 1, where the variation of etch rate with depth for three different glasses (Corning 7740, Hoya-SD2 and soda lime) is presented. As can be observed, only Corning 7740 has a constant etch rate, while two glasses have as upper limit of etch depth up to 250 μm. The reason for this phenomenon is the large amount of Al2O3 (about 20%) in Hoya glasses and CaO (8.8%), MgO (4%) for soda lime glasses. These oxides give insoluble products after reacting with HF as CaF2, MgF2 or AlF3. Comparably the amount of oxides that gives insoluble products for Pyrex glasses is very low (only 2% Al2O3). This also explains the better uniformity of the process in Pyrex glass. For this reason we chose Corning 7740 for our experiment. The thickness of the glasses was 500 μm.

Etch depth versus etch time for different glasses
The technique used for stress characterization of the layers deposited on glass was described by Iliescu et al. (2005). This technique consists of deposition of a thin reflective layer (50 nm chromium) on both sides of the wafer. This layer will improve the reflection of the laser beam of the stress measurement equipment and will allow the measurement of the initial curvature of the wafer. The stress induced by the deposition on one side of the wafer is compensated by the stress introduced by the same Cr layer on the opposite surface.
The experiment was performed both on unannealed and annealed glass wafers (at 560°C in a N2 environment for 6 h). The wafers were first cleaned in piranha solution (H2SO4/H2O2 2/1), then rinsed in DI water and spun-dried. Before sputtering the wafers were baked in an oven at 120°C for 30 min. For patterning of Cr/Au mask, positive photoresist AZ7220 (from Clariant) and wet Cr and Au etchant were used. The thickness of photoresist layer was 2 μm. A hard baking process on a hot plate at 140°C for 10 min was performed.
The etching of the glass wafers was performed in a sealed Teflon container with a slow magnetic stirring. A silicon wafer was bonded to the glass wafer using wax to protect the side of the glass wafer uncovered by masking layer.
4 Etch rate
An important factor in deep wet etching of glass is the etch rate. In some cases of wet process the selectivity of the etching, (defined as the ratio of the etch rate of masking layer to the etch rate of materials to be processed) is the preferred parameter of the process. In wet etching of glass some materials used as masking layers (mainly silicon and gold) are inert in the HF-based etchant, the etching process being limited by the defects of the masking layer and the penetration of the etchant through these defects. For this reason a fast etch rate of glass will lead to a deeper etching while the defect generation will maintain at the same rate each time.
The main solution used for glass etching is based on HF. The etch rate is a characteristic for each type of glass, especially due to different oxides and different composition used during fabrication. The etch rate is determined by the concentration of HF enchants. To achieve a high etch rate, a standard concentration of 49% should be used. Figure 2 presents the influence of HF concentration on the etch rate for Corning 7740 Pyrex glass. It should be noted that by increasing the HF concentration from 40 to 49% a rapid increase of etch rate of 50–60% can be achieved (4.4–7.6 μm/min for non-annealed glass). At the same time no major difference in the resistance of mask in the etchant was observed.

Etch rate versus HF concentration for annealed and unannealed glass wafers Corning 7740
Annealing process has a strong influence on the etch rate of glasses. Each type of glasses has its optimum annealing point. The annealing influence is also presented in Fig. 2. A similar variation was noted, but the increase in the etch rate was from 9.1 to 14.3 μm/min when the HF concentration was increased from 40 to 49%. We can conclude that annealing is an important process not only for the reductions of the internal stress, but also for increasing the etch rate.
Other methods tested, for increasing the etch rate, were: warming the solution at 40–50°C and using ultrasonic for agitation. The first method was tested in a sealed Teflon container warmed in hot water at the above-mentioned temperature. The increasing of etch rate was significant (about twice). However, this method is not recommended to be used for safety reasons. By applying ultrasonic agitation we also noticed increases of the etch rate, but the resistance of the masking layer in the etchant is drastically reduced.
5 Cr/Au masking layer
The metal mask used in the glass microfabrication process has some attractive advantages: low temperature deposition process, easy patterning of the layer by lithography and wet etching solutions and easy removal of the mask after glass etching. One of the most commonly metal masks is Cr/Au because Au is an inert material in HF solutions while Cr is used to enhance the adhesion of Au to glass. Cr/Au masking layer was characterized by measuring the time being necessary for the etchant to produce defects (pinholes). In this way the results can be easy extended for other types of glasses. Glass annealing processes have no influence on Cr/Au mask.
The average of the resulting stress in the chromium layer, deposited by sputtering with CVT equipment, P=200 W, deposition rate 3.2 A/s was about 1 GPa tensile. After subsequent sputtering deposition of 400 nm Au the high stress was compensated to a range between 250 and 300 MPa. It should be mentioned that the stress magnitude is highly dependent on the deposition method, process parameters and equipment. The result of 15 min etching of glass in a 49% HF solution using Cr/Au mask (50 nm/400 nm) is presented in Fig. 3 (Cr/Au mask was removed). It can be observed that small pinholes and notching defects are generated on protected surface and on the edges. The generated defects are due to the high tensile stress induced in the Cr/Au mask. The tensile stress combined with small nonuniformity of masking layer that acts like a “stress concentrator” can create creeps in the masking layer. HF solution can penetrate, during etching time, through these creeps and create pinholes under the masking layer. This can explain why pinholes start to appear on the glass surface after etching for more than 15 min in HF solution. If the etching continues for another 10 min the pinholes become larger and breakage of the mask can be observed. The image is presented in Fig. 4. The bending of the masking layer in the under-etched region indicated the high tensile stress value. The cracks of Cr/Au mask in these regions are also caused by the high value of stress and/or the gradient of stress. The breakage of the mask as well as the gradient of stress of the edges can be the main causes for notching defects on the edges. We observed that this defect is typical for etching process using masks with a high residual tensile stress. No notching defects on the edges were observed when experiment was performed with PECVD amorphous silicon as masking layer (Iliescu et al. 2005).

Optical image of 100 μm deep channels etched in glass using a Cr/Au mask with tensile stress of 250–300 MPa

Typical defects after deep etching of glass with high tensile stress
A low stress was obtained using e-beam deposition (CHA equipment, deposition rate 7.5 A/s, U=10 KV). The stress value 120 MPa tensile was quite constant when the thickness of gold was increased from 400 to 1,200 nm. In order to reduce the stress we anneal the samples at 250°C. No marked effect was observed. The stress value increased up to 250 MPa (tensile) and then became constant. Annealing at higher temperatures can deteriorate the resistance of mask in the etching solution due to the diffusion of gold in chromium during the annealing.
The thickness of Au layer can also have an influence on the etching results. For thin gold layer of 400 nm the penetration of HF solution through generated creeps was observed after 15 min of glass etching while a thicker gold layer of 1.2 μm thick supports the process for more than 45 min. Photoresist mask used for Cr/Au mask patterning, if it is hard baked, can also improve the performance of the masking layer. In normal conditions, the photoresist mask in highly concentrated HF solution can sustain for 3 min. If the photoresist mask is deposited and hard baked on the Cr/Au mask, the photoresist will penetrate and fill the cracks generated by the tensile stress in the Cr/Au layer. During etching, the photoresist is peeled off from the Cr/Au surface by the HF etchant, but the photoresist inside these cracks will be very slowly removed due to either small contact surface with etchant or the increased adhesion forces on the channel walls of the cracks. According to our experience the addition of the hard baked photoresist mask coated over Cr/Au layer can improve the resistance of the mask in the etchant for more than 15–20 min. Improvement in the etching process when the thickness of the mask is increased was also reported Bu et al. (2004). In their experiment a double deposition Cr/Au (60 nm/400 nm) and photoresist SPR220-7 was used. They attribute the improvement of the process to the covering of the small defects of the masking layer.
The roughness of the surface can play also an important role, from our experiments, the resistance of Cr/Au + photoresist layer was limited to around 20 min. We can conclude that stress induced in the masking layer, the thickness of the gold layer and the hard baking of photoresist play an important role for deep wet etching of glass using Cr/Au mask.
6 Results, conclusions and applications
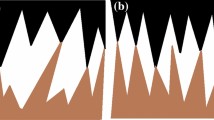
The findings presented were used to fabricate channels and holes in glass wafers. In Fig. 5a, a 200-μm deep glass channel was etched in HF 49% for 30 min using Cr/Au mask only on unannealed glass wafers. The optical image (performed through the glass wafer for better observation of the defects) shows a very good definition of the edges of channel. No notching defects were observed on the edges. The mask layer released by under-etching due to the isotropy of the process looks good, without cracks or breakage that confirm a low stress value of Cr/Au mask. In Fig. 5b a square hole of 50×50 μm2 was etched under the same conditions and shows a clean surface without pinholes.

Optical image of a 200 μm deep channel (a) and hole (b) etch with a Cr/Au mask, viewed through the glass from the backside
For the results presented in Fig. 6a, b the etching was done in 49% HF solution using magnetic stirring for 40 min. In Fig. 6a, a top view image of the masking layer with intersection of two channels and two etched holes is presented. No damage of the masking layer was observed. The bending of mask inside the etched channel confirms the tensile stress of masking layer. The integrity of the mask (no damage of the mask was observed) confirms that the masking layer had a low stress. Figure 6b presents the same intersection after the removal of the masking layer. The good quality of the wet etching process was confirmed: very good definition of sidewalls and sharp edges. The isotropy of the wet etching process was around 1:1, in both cases. All the results confirm the good quality of the masking layer and etching process.

Optical picture of intersection of two channels and holes performed by wet etching in 49% HF solution (250 μm depth) using Cr/Au masking layer, with the masking layer (a) and after removing the masking layer (b)
Figure 7 presents a hole of diameter of 700 μm etched through a 500 μm Pyrex glass wafer Corning 7740 (annealed). The etching was performed in the same HF solution in a Teflon beaker with magnetic stirring for 45 min. No defect was observed after removal of the Cr/Au mask.

Cross section view of through etched hole with a Cr/Au/ photoresist mask for an annealed glass (Corning 7740)
This paper reported the deep wet glass etching of up to 500 μm using a Cr/Au mask and photoresist. The main factors to achieve deep wet etching of glass are: high HF concentration of the etching solution, annealing of the glass, selection of glasses that present a constant etch rate, low stress masking layer and good quality of the adhesion layer which does not have chromium oxide contamination. The quality of glass etching can be improved by keeping the hard baked photoresist layer used for metal mask patterning.
References
Bien DCS, Rainey PV, Mitchel SJM, Gamble HS (2003) Characterization of masking materials for deep glass micromachining. J Micromech Microeng 13:S34–S40
Bu M, Melvin T, Ensell GJ, Wilkinson JS, Evans AGR (2004) A new masking technology for deep glass etching and its microfluidic application. Sens Actuators A 115(2–3):476–482
Corman T, Enokson P, Stemme G (1998) Deep wet etching of borosilicate glass using anodically bonded silicon substrate as mask. J Micromech Microeng 8:84–87
Fujita T, Maenaka K, Mizuno T, Matsuoka T, Kojima T, Oshima T, Maeda M (2000) Disk-shaped bulk micromachined gyroscope with vacuum sealing. Sens Actuators A 82(1–3):198–204
Grettilat MA, Paoletti F, Thiebaud P, Roth S, Kondelka-Hep M, de Rooij NF (1997) A new fabrication method for borosilicate glass capillary tubes with lateral inlets and outlets. Sens Actuators A 60:219–222
Grosse A, Grewe M, Fouckhardt H (2001) Deep wet etching of fused silica glass for hallow capillary optical leaky waveguides in microfluidic devices. J Micromech Microeng 11:257–262
Iliescu C, Miao J, Tay FEH (2005) Stress control in masking layers for deep wet micromachining of Pyrex glass. Sens Actuators A 117(2):286–292
Kim C, Kim Y (2002) Micro XY-stage using silicon on a glass substrate. J Micromech Microeng 12:103–107
Li X, Abe T, Esashi M (2002) Fabrication of high-density electrical feed-throughs by deep- reactive-ion etching of Pyrex glass. J Microelectromech Syst 1(6):625–630
Luginbuhl Ph, Indermuhle PF, Gretillat MA, Willemin F, de Rooij NF, Gerber D, Gervasio G, Vuilleumier JL, Twerenbold D, Duggelin M, Guggenheim R (1999) Micromachined injector for DNA mass spectrometry. In: Proceedings on Transducers’99, pp 1130–1133
Madou MJ (2002) Fundamentals of microfabrication, 2nd edn. CRC Press, Boca Raton
Obeid PJ, Christopoulos TK, Crabtree HJ, Backhouse CJ (2003) Microfabricated device for DNA and RNA amplification by continuous-flow polymerase chain reaction and reverse transcription-polymerase chain reaction with cycle number selection. Anal Chem 75:288–295
Roylance L, Angell J (1978) A miniature integrated circuit accelerometer. In: Solid state circuits conference, pp 220–221
Rusu C, van’t Oever R, de Boer MJ, Jansen HV, Berenschot JW, Bennink ML, Kanger JS, de Grooth BG, Elwenspoek M, Greve J, Brugger J, van den Berg A (2001) Direct integration of micromachined pipettes in a flow channel for single DNA molecule study by optical tweezers. J Microelectromech Syst 10:238–246
Shoji S, Kikuchi H, Torigoe H (1997) Low-temperature anodic bonding using lithium aluminosilicate-β-quartz glass ceramic. Sens Actuators A 64:95–100
Simpson PC, Woolley AT, Mathies RA (1998) Microfabrication technology for the production of capillary array electrophoresis chips. Biomed Microdevice 1(1):7–25
Stjernström M, Roeraade J (1998) Method for fabrication of microfluidic systems in glass. J Micromech Microeng 8:33–38
Acknowledgement
This project is funded by the Institute of Bioengineering and Nanotechnology, Agency for Science, Technology and Research (IBN/04-R44007-OOE).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Tay, F.E.H., Iliescu, C., Jing, J. et al. Defect-free wet etching through pyrex glass using Cr/Au mask. Microsyst Technol 12, 935–939 (2006). https://doi.org/10.1007/s00542-006-0116-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-006-0116-0