
Abstract
A graduated microlens array is presented in this paper. The proposed device has the same aperture microlens with a gradually increasing sag in the substrate. The design produces gradual decrease in the focal length and intensity when the light passes through the graduated microlens array. This paper presents a new graduated microlens array fabrication method that uses a variable printing gap in the UV lithography process. This method can precisely control the geometric profile of each microlens array without using the thermal reflow process. The angles between the mask and photoresist were placed at 5°, 8°, 10°, 15°, and 20° using a fixture designed in this study. The mask patterns were ellipses with an isosceles triangle arrangement to compensate for the partial geometry.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Liquid crystal displays, mobile phone panels, and personal digital accessories require light sources. These light sources must be made brighter and longer lasting while reducing the device power consumption, size, and weight. While both inorganic and organic light emitting diodes (referred to as LEDs and OLEDs, respectively) are used in device displays, only a small fraction of the light generated in these devices can escape due to the total internal reflection in the high refractive index substrate. Enhancement of the outcoming light efficiency was achieved using an ordered array of microlenses (Moller and Forrest 2002). They showed that a microlens array increased the external quantum efficiency of OLEDs by a factor of at least 1.5, resulting in a considerable decrease in power consumption for a particular emission intensity. The integrated microlens array also provides interesting applications for various fields such as enhancing the illumination brightness and simplifying light-guide module construction. In a laptop display, a 25% increase in light output was reported when using this microlens technology (Ezell 2001). Other micro-optical functions and devices, such as focal plane optical concentration, optical efficiency enhancements, color separation, beam shaping, and miniature optical scanning, have shown potential for this technology. Micro-manufacturing technology allows compact and mini-features to be fabricated. Micro-electro-mechanical system (MEMS) technology offers a wide range of applications for the military, industrial, and consumer markets. Numerous academic and research institutions have been involved in the development of MEMS technology and commercial products. Component miniaturization is a common objective in electro-optical systems. Miniaturizing devices using micro-optics promise to revolutionize many electro-optical systems—from video cameras, video phones, compact disk data storage, robotic vision, optical scanners, and high-definition projection displays (Motamedi 1994). Higher accuracy and lower microlens fabrication costs are needed to meet the rapid growth of these commercial devices.
Micro-scale refractive lenses offer several important features: significantly reduced wavelength sensitivity compared to diffractive optics (necessary for broadband applications), the possibility of very large numerical apertures, and high light efficiency (Sinzinger and Jahns 1999). Several fabrication techniques have been applied to refractive microlens fabrication processes. One way to fabricate refractive microlenses is by melting cylindrical photoresist posts (Hutley 1990). This is known as microlens reflow processing. The photoresist cylinders are formed first using a lithographic process and heated above the photoresist glass temperature. Surface tension causes the photoresist cylinders to assume a spherical shape. The focal lengths of the resulting microlenses depend on the surface on which the resist is reflowed and the contact angle between the resist and the surface. By using a resist base layer, it is possible to obtain small contact angles and thereby relatively long focal lengths (Schilling et al. 2000). The reflow process produces large microlens arrays. This process is extraordinary compared to conventional macro-optic fabrication methods. In very large-scale integration-based processing techniques, coherent refractive microlens arrays are made on a silicon surface using a combination of lithography and reactive ion etching (RIE) techniques (Matamedi et al. 1991). Multi-level photoresist mask patterning and sequential RIE are used to form binary optic-microlens arrays.
A laser writing system for continuous-relief micro-optical element fabrication in photoresist was described by Gale et al. (1994). The photoresist-coated substrate was exposed using x–y raster scanning under a focused HeCd laser beam (λ = 442 nm), synchronously programmable controlled in intensity to write two-dimensional exposed patterns. Further development of three-dimensional (3-D) micro-structures with analogous topology using excimer laser (λ = 248 nm) ablation produced versatile micro-optic applications (Zimmer et al. 1996). Microlens arrays with lateral dimensions from 10 to 1,000 μm and profile heights up to 10 μm were fabricated using this technique. An optimal gray scale mask is necessary to produce fine roughness. Micro-optics printing technology offers printing a number of droplets onto a substrate and forming circular microlens arrays (Cox et al. 2001). Microlenses ranging in diameter from 20 μm to 5 mm have been fabricated. The piezoelectric actuator-based and drop-on-demand mode of ink-jet printing was developed to control different fluid volumes. Liquid droplets were dispensed onto a substrate to form refractive microlens arrays.
Using deep X-ray lithography to fabricate micro-optical components shows great mass production potential (Gottert and Mohr 1991). Lee et al. (2002) used the modified LIGA process to fabricate microlenses by melting the deep X-ray irradiated pattern in a PMMA substrate. Micro-optical components of any desired shape with smooth and vertical sidewalls, lateral dimensions in the micrometer range, and heights up to several hundred micrometers can be achieved. Following a molding process (either injection molding or hot embossing), optical component mass production can be achieved (Yang et al. 2001). The microlens array mold or mold inserts play an important role in the mass production molding process. This replication process promises the desired profile as final products.
A considerably less expensive option is to use an UV exposure tool. The UV radiation is limited by aerial image degradation as the image propagates through the thick photoresist layer. In addition to diffraction, run-out from uncollimated light or absorption in the photoresist easily dominates the aerial image problems in thick films (Dentinger et al. 2002). The proximity printing resolution is influenced mainly by the exposure geometry, resist properties, and light diffraction. Diffraction-induced exposure variations reduce the imaging capabilities in proximity printing. However, it is possible to construct a thick resist with a 3-D structure (Henke et al. 1990). The thermal reflow process can be eliminated in microlens array fabrication. The cycle time and thermal budget in the fabrication process can therefore be reduced. This new microlens array fabrication method using UV proximity printing generates uniform hemispherical microlens arrays (Lin et al. 2003). Variable sag is required in light-guide plates with microlens arrays. A similar geometry involves varied prisms for the light-guide plate resulting in the luminance rising 20% (Tanaka 2003). Thus, a research target to provide variable microlens sags for the light-guide plate fabrication will be useful.
2 Experimental method
2.1 Exposure characteristics
Lithographic exposure operations using the proximity mode are in the near field or Fresnel diffraction regime. The diffraction pattern resulting from the light passing through the mask directly impacts onto the photoresist surface because there is no lens between the photoresist and mask. The created aerial image therefore depends on the near field diffraction pattern. Because of the diffraction effects, the light bends away from the aperture edges and produces partial exposure outside the aperture edges. Although the contact mode can minimize these effects by reducing the gap to zero, the gap is not strictly zero in practice because the top surface of the photoresist is not perfectly flat.
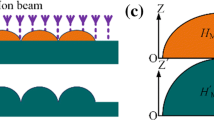
Figure 1 shows the intensity distribution at the photoresist surface as the light passes through the two adjacent apertures. It shows a smooth and convex surface profile. The two aperture edges surrounding the photoresist are exposed repetitively, causing high intensity and forming a convex edge at the bottom. The samples can be developed using a dose and the remaining photoresist microstructures formed after the development process. As the gap spacing increases between the mask and photoresist, the aerial image quality produced on the photoresist surface will strongly degrade due to the diffraction effects (Plummer 2000). That is, the intensity distribution range becomes wider and the relative light intensity becomes weaker at some point for one aperture exposure. With two and two more aperture exposure, the repetitive exposure area on the two aperture edges is extended and causes the micro-structural valley level to rise. The convex structure also becomes flatter. The aperture exposure arranged using the array produces a complicated 3-D light intensity distribution on the photoresist. This subject is worthy of further exploration. The final microstructure geometry can be determined using the resulting intensity distribution after exposure and development. As studied previously, this proximity printing method can generate different microlens arrays using a variable gap. Changing the mask gap size at the same exposure technique, a microlens array with gradual sags in a plane can be fabricated.

Light intensity distribution in photoresist exposed using two adjacent apertures
2.2 Experiment design
Microlens array fabrication using proximity printing was reported in our previous study (Lin et al. 2003). The printing gap between the mask and photoresist substrate should be twice the designed pattern or greater. This will produce the desired microlens curvature profile. The microlens sag after development was less than the initial photoresist thickness because of the diffractive exposure effect. As the printing gap between the photoresist and mask gradually increased, the height and sternness of the microlens at the lateral sideline became thinner and flatter. A small printing gap is not suitable for microlens array fabrication because the light intensity distribution in the photoresist will have insufficient diffraction to produce spherical structures. Printing gaps ranging from 240 to 840 μm using the same pattern on the mask can generate microlens arrays in photoresist with various curvature radii, focal lengths, and numerical apertures.
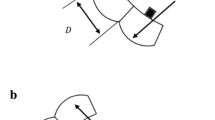
According to the result, different curvature radii, focal lengths, and numerical apertures of microlens array can use a tilted mask in the lithography process. To give the microlens array a round profile, the mask pattern must be modified instead of using round shapes. The pattern illustration is shown in Fig. 2. Round patterns are changed into ellipses. The long axis, a, of the ellipse is adjusted to the mask tilt angle, θ. The short axis, b, does not affect the final microlens dimension. Figure 3 shows the geometric relations for each element. L is the mask length, H is the height to tilt the mask, and microlens aperture diameter is d, it is equal to b. The long axis, a, is related to the tilted angle, θ, expressed in Eq. 1. H has the relation to L and θ using Eq. 2.

Illustration of the pattern design on the mask for microlens array with graduated sags fabrication, the aperture diameter 80 μm and equal pitch distance 120 μm were designed

Schematic of the microlens array with graduated sags fabrication using UV proximity printing
3 Fabrication process
Desired patterns are transferred from the designed mask in the lithographic process. In this experiment, a plastic mask was fabricated using laser writing onto a polyethylene terephthalate (PET) used for print circuit boards. The layout pattern on the plastic mask is illustrated in Fig. 2. Five mask patterns for five tilt angles are designed. They are expected to have the same microlens aperture diameter 80 μm. The upper and lower rows were arranged in equidistance. Round patterns were laid out in an ortho-triangle on the PET-based mask. Polycarbonate (PC) sheets 2 mm thick were used as the substrate. To increase the adhesive force between the photoresist and substrate, the PC substrate was coated first with a thin layer of HMDS. The PC substrate was then spun with a layer of negative photoresist (JSR THB-120N) 35 μm thick. The spin condition was 1,100 rpm for 20 s. Prebaking in a convection oven at 90°C for 3 min is a required procedure. This removes the excess solvent from the photoresist and produces a slightly hardened photoresist surface. The mask was not stuck onto the substrate. The sample was exposed through the plastic mask using a UV mask aligner (EVG620). This aligner had soft, hard contact, or proximity exposure modes with near ultra-violet wavelength 350–450 nm and lamp power range from 200 to 500 W. A slice of glass was inserted between the photoresist and mask to create a gap. Exposure was then conducted for about 16 s. The exposure process is shown in Fig. 4. After exposure, dipping into the developer for 3 min and cleaning with deionized water, the 3-D array was completed. Five tilt angles were used to place the mask in the lithography process: 5°, 8°, 10°, 15°, and 20°. The related dimensions are shown in Table 1. The microlens array variations in the samples were observed and the optimal gap range determined. Optical microscopy (OM) and scanning electron microscopy (SEM) were used to measure the resulting microlens structure characteristics.

Illustration of the experimental setup
4 Results and discussion
4.1 Proximity printing gap size effect
According to the experimental results, three photoresist micro-structural profiles were classified after development using different gap sizes. A flat top microlens array was formed using a printing gap of less than 240 μm while the mask tilted 5°. Figure 5 shows the flat top microlens array using OM observation. Adjusting the printing gap between 240 and 840 μm with the mask tilted 5°, microlens arrays with hemispheres were formed, as shown in Fig. 6. Using a printing gap larger than 840 μm with the mask tilted 5°, the top view is blurred as observed using OM shown in Fig. 7. This result coincides with the previously studied result (Lin et al. 2003). A SEM microlens array with a gradual sag micrograph with a 240 μm printing gap is shown in Fig. 8. The microlens surface is quite smooth and every microlens has a compact arrangement. The microlens surface morphology measured using an atomic force microscope is shown in Fig. 9. The average microlens surface roughness (Ra) was 2.1 nm at a 5 × 5 μm measurement area on the microlens top surface.

Optical microscopy photograph of microlens array in photoresist with gradual sags using the printing gap sizes less than 240 μm

Optical microscopy photograph of microlens array in photoresist with graduated sags using the printing gap size ranged between 240 and 840 μm

Optical microscopy photographs of photoresist microlens array with graduated sags using a printing gap size larger than 840 μm

Microlens array with gradual sags micrograph fabricated by using a 240 μm printing gap, low spatial resolution resulted in the obscure image

Surface roughness of the microlens array measured by atomic force microscope
4.2 Parameters of microlens array with gradual sags
Five microlens arrays with gradual sags using five titled angles were measured using a 3-D surface profiler, as shown in Fig. 10. Four adjacent microlenses were calculated using linear regression to determine their individual sags. According to the basic geometrical consideration, the radius of curvature (R c) was calculated using Eq. 3. The focal length was calculated using Eq. 4. The microlens focal length was obtained using the photoresist material (JSR) with a refractive index (n) 1.7 (Courtesy of Japanese Synthetic Rubber Company). Table 2 shows microlens sags and their focal lengths. Microlens array with gradual sags can be observed from these four adjacent samples. The increased mask tilt angle results in a steep variation on microlens sags and related focal lengths.


three-dimensional surface profiles and their cross sectional views of microlens arrays in photoresist with graduated sags using various mask tilted angles: (a) 5°, (b) 8°, (c) 10°, (d) 15°, and (e) 20°
5 Conclusion
Microlens arrays with gradual sags using the UV proximity printing method were successfully realized. A large mask tilt angle results in high varied sags and shorter microlens array focal lengths. This result may provide an alternative technique for advanced light-guide plate fabrication and other potential micro-optical applications in the future.
References
Courtesy of Japanese Synthetic Rubber Company
Cox WR, Chen T, Hayes D (2001) Micro-optics fabrication by ink-jet printing. Opt Photonics News 12(6):32–35
Dentinger PM et al (2002) High aspect ratio patterning with a proximity ultraviolet source. Microelectron Eng 61:1001–1007
Ezell B (2001) Making microlens backlights grow up. Inf Disp 5:42–45
Gale MT, Rossi M, Pedersen J, Schutz H (1994) Fabrication of continuous-relief micro-optical elements by direct laser writing in photoresists. Opt Eng 22(11):3556–3566
Gottert J, Mohr J (1991) Characterization of micro-optical components fabricated by deep-etch x-ray lithography. SPIE: Micro-Optics II 1506:170–178
Henke W, Schwalm R, Weiss M, Pelka J (1990) Diffraction effects in submicron contact or proximity printing. Microelectron Eng 10:73–89
Hutley MC (1990) Optical techniques for the generation of microlens arrays. J Mod Opt 37:253–265
Lee S-K, Lee K-C, Lee SS (2002) A simple method for microlens fabrication by the modified LIGA process. J Micromech Microeng 12:334–340
Lin C-P, Yang H, Chao C-K (2003) A new microlens array fabrication method using UV proximity printing. J Micromech Microeng 13:748–757
Matamedi ME, Griswold MP, Knowlden RE (1991) Silicon microlenses for enhanced optical coupling to silicon focal planes. Proc SPIE 1544:22–32
Moller S, Forrest SR (2002) Improved light out-coming in organic light emitting diodes employing ordered microlens arrays. J Appl Phys 91(5):3324–3327
Motamedi ME (1994) Micro-opto-electro-mechanical system. Opt Eng 33(11):3505–3517
Plummer JD (2000) Silicon VLSI technology. Prentice Hall, pp 208–234
Schilling A, Merz R, Ossmann C, Herzig HP (2000) Surface profiles of reflow microlenses under the influence of surface tension and gravity. Opt Eng 39(8):2171–2176
Sinzinger S, Jahns J (1999) Microoptics. Wiley-VCH Verlag GmbH, Weinheim, pp 85–103
Tanaka A (2003) Fujitsu Kasei technology yield thin displays, 2-way brightness, Display Devices vol. Fall: 27–31
Yang H, Pan C-T, Chou M-C (2001) Ultra-fine machining tool/molds by LIGA technology. J Micromech Microeng 11:94–99
Zimmer K, Hirsch D, Bigl F (1996) Excimer laser machining for the fabrication of analogous microstructures. Appl Surface Sci 96–98:425–429
Acknowledgments
This work was supported by the National Science Council (series no. NSC92-2212-E-005-005) of Taiwan, R.O.C. Thanks are due to G. Marso Electronics Inc. (GME) for their cell phone panel module knowledge input to generate research interests.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Yang, H., Chao, CK., Lin, TH. et al. Fabrication of microlens array with graduated sags using UV proximity printing method. Microsyst Technol 12, 82–90 (2005). https://doi.org/10.1007/s00542-005-0025-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-005-0025-7