
Abstract
Our country has a vast territory, and rail transit is very important to the development of our country's national economy. In this paper, key technologies for a digital twin-based shop floor management and control system are investigated, and the concept is designed and implemented. By adding a digital twin between the business management layer and the production execution layer of the traditional workshop management and control system through the fuzzy rule neural network, a new workshop management and control system architecture on the basis of the virtual is formed, enabling intellectual management and control of the workshop. The results of the study found that the integration of the digital twin into the conventional shop floor management and control system led to changes in the composition, processes and information integration of the management and support system. For the purpose of comparing the system scheduling of the high-speed railway on the basis of the vague rule neural network with the traditional method, we made statistics on the system scheduling before and after the transformation. In terms of manufacturing volume, after the output exceeds 200, the speed of the traditional manufacturing method lags behind the fuzzy rule neural network by nearly 50%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
As economic growth and social progress continue, China's urbanization process continues to advance, and the high-speed train has attracted the attention of the whole society. In the urbanization cycle, the development of the high-speed railway has brought convenience in production and life. At the same time, as a typical high-end equipment, high-speed train has high complexity in production and assembly process and long time cycle. Only by continuously improving the dispatching efficiency of high-speed trains can we effectively ensure that the whole vehicle maintains a high level of safety and stability.
Digital Twins (DT), which is the best technical way to upgrade traditional factories into intelligent factories, has been noticed highly by domestic and foreign academics that are involved in this field. The digital twin is the integration of multi-disciplinary, multi-physical, multi-scale and multi-probability simulated processes by leveraging the full range of physics models, browser updates, operational histories and other data. The mailing is completed in the cyberspace, thereby reflecting the entire lifecycle of the respective mechanical equipment. The introduction of DT makes the factory control system more open and more extensible, and the future generations of information technology, such as industrial big data as well as artificial intelligence, can be incorporated easily. At present, the theoretical and technical research on the digital twin-based workshop management and control system is still in its infancy in China, and there is a lack of implementation experience that can be used for reference.
A great deal of research has been done on digital twins by national and international experts, and Lee J believes that digital twins are becoming increasingly popular because of their significant impact in bridging the divide between the natural and Internet worlds. Achieving intelligent production requires cooperation and autonomous interaction between detection, network and computational resources in all production assets, with data collected from physical systems used to output actions and provide foresight services [1]. Schroeder G N uses AutomationML to model product and service designs for digital twin-related services in cyber-physical programs that will produce digital twins in the future. In addition, the module is valuable for data exchange among the various systems linked to digital twins. The research was developed in which office data were formulated and simulated to demonstrate the effect of proximity [2]. Zhang H has developed a digital twin system for self-propelled glass line protection design. The digital duo combines physical modeling with real-time application/process data distribution to create efficient digital models for design in a pre-production phase management system. An analytical analysis system based on the digital twin model was also produced to offer worlds of machine analytics and to provide support in the design and evaluation of system solutions [3]. Many experts have differing views on the relationship between railroad construction and unspoken rules. Ma Z investigates the problem of analyzing the spread of time-varying networks parametrically instability with type 2 (IT2)-based status. The uncertainty of the parameters is controlled by the functions of the lower Member States and the functions of the upper Member States. The initial criteria are represented on a group of Line Matrix Equations (LMI) to ensure the spread of the received system. The first of these contributions is the first active IT2 T-S network with bandwidth delays and time lags [4]. Yucel E focused on filtering sample data from the opaque, time-delayed T-S neural network. The network consists of an opaque object with time delays and a sample of opaque data controllers connected to a closed loop. Arbitrary tables can be introduced to facilitate the stability condition considering the opaque object model and the participation function information of the opaque validator. Recently proposed techniques for limiting inequality analyze performance metrics and, therefore, synthetic neural networks are asymptotically stable [5]. Howe analyzed the reversal pressure created when two high-speed railways met in a tube. The closed form of pressure fluctuations occurs in special cases. The solution was used to design a general procedure for calculating the transient pressure generated by the train with any anterior profile in the tunnel of any cross-section, based on any knowledge of the local asymptomatic flow generated by the train walking alone in the tunnel [6]. Park H is trying to develop a harvester with a tracking system on the train wheels. Environmental tests have confirmed that electric pumping is an excellent way of collecting low frequency vibrational energy. Based on the analysis of the equation and the characteristics of the various ingredients, the optimal ingredient for Inva 42 is known. Institutional stability must be ensured by the FEM. Wind measurements have shown that the properties of narrowband compressors that can operate in specific frequency modes can be confirmation [7]. Li BR proposes fresh foundation for cumulative maintenance (CM) on the basis of cyber-physical systems and improved techniques of artifactual intelligence. The CM systems incorporate smart deeply learning methods and intelligent decision-making technologies and are available to maintenance professionals using cutting-edge equipment. Through case studies, the implications of applying CM for sophisticated devices are explored and the model architecture for CM application is validated. Summarized the application of some CM systems in manufacturing enterprises [8]. Li L introduced a new method for incorporating precautionary maintenance (PM) into usability and cost-based production planning for sophisticated manufacturing systems. The trial findings prove the validity of the presented method, reducing the amount of personnel while ensuring conservation duties. Thus, the suggested approach is conducive to increasing the company's productivity. [9]. These researches offer some implications for the related research in this article. However, because of the small amount of data in the related studies, the variables during the experiments were not fully controlled, which may lead to some errors in the related experiments.
The innovation of this article is that the article discusses that the traditional shop floor administration and controlling systems cannot meet the requirements of the smart factory, and enumerates the shortcomings of the traditional shop floor administration and controlling systems. Secondly, it is a traditional shop floor governance and control system that is re-constructed on the principle of digital twins. The composition, operation process, and collaborative manufacturing of the new workshop management and control system were studied and discussed. Research has been carried out from several parts such as workshop information modeling, simulation information modeling, geometric model lightweight, information integration reference architecture, information integration interface technology, information integration data requirements, etc., and the development and implementation ideas are given.
2 Methods of dispatching problems in high-speed train manufacturing system
2.1 Fuzzy rule neural network
Fuzzy neural networks are the results of the combination of fuzzy theories and neural networks. It pools the strengths of neural networks and fuzzy theories, and combines the benefits of learning, conjunction, identification and message processing into one. In the design of fuzzy neural networks, the establishment of fuzzy rules is the bottleneck of system design, so the research on the combination of neural networks and fuzzy system mostly focuses on the modeling of fuzzy neural networks. The research on the architecture and algorithm of fuzzy neural networks is a hot research topic of scholars at home and abroad, and new fuzzy neural networks models and learning algorithms are constantly emerging. The more complex of the information system or engineering system, the more difficult it is for people to deal with it with precise concepts. Therefore, fuzzy set theory becomes very important. Fuzzy set theory is a summary of classical set management. It can be used to deal with fuzzy concepts and information that have no clear boundaries in the process of human thinking, and identify and judge these concepts and information, and provide people with a powerful mathematical tool for language description. For some concepts that people use a lot in real life with certain meanings but inaccurate expressions, such as concepts that often appear in daily life: “high temperature,” “high slope,” etc., fuzzy mathematics can be a good match. It is described. In the theory of fuzzy sets, the relationship between objects in the universe of discourse and fuzzy sets cannot be described by absolute belonging or absolute non-belonging, but with a degree of membership between 0 and 1, which has fuzzy uncertainty [10]. The moderation functionality for fuzzy rules is illustrated in Fig. 1. The diversity of neuro-fuzzy network structure leads to the diversity of its learning algorithms. The learning of fuzzy neural network mainly includes structure learning and parameter learning.

Membership function of fuzzy rules
For fuzzy sets, the set has no clear boundaries, that is, it gradually changes from “belonging to set A” to “not belonging to set A”. So for a fuzzy set, an element can belong to the set but not belong to the set at the same time, and the boundary is blurred [11]. The membership function is a function that represents the degree of membership of an object x to a set A, that is, the membership function is used \(\mu_{A} (x)\) to represent the degree of x ∈ A, which \(\mu_{A} (x)\) is between [0, 1].
For any given x ∈ X, there is a uniquely determined membership function value \(\mu A(x) \in [0,1]\) corresponding to it, and the fuzzy was shown:
Generally, the expression of fuzzy sets is as follows:
This method of representation is also called Zadeh notation. It can also be expressed in ordinal notation:
Or, using vector notation:
We introduce several of the most common fuzzy membership functions. Membership degree is a fuzzy evaluative functional conception: Fuzzy integrated valuation is a very efficient multi-factorial decision-making approach for the integrated valuation of things that are influenced by multiple elements. It is distinguished by the fact that the evaluation findings are not definitely affirmative or negative, but are expressed as a fuzzy set.
-
(1)
The triangular fuzzy membership function is described:
$${\text{traingle}}\;(n,x,y,z) = \left\{ {\begin{array}{*{20}l} {0,} \hfill & {n \le x} \hfill \\ {(n - x)/(y - x),} \hfill & {x \le n < y} \hfill \\ {\left( {z - x} \right)/(z - y),} \hfill & {y \le n \le z} \hfill \\ {0,} \hfill & {z < n} \hfill \\ \end{array} } \right.$$(5) -
(2)
The trapezoidal fuzzy is shown as follows:
$${\text{trapezoid}}\;(n,x,y,z,g) = \left\{ {\begin{array}{*{20}l} {0,} \hfill & {n \le x} \hfill \\ {\left( {n - x} \right)/(y - x),} \hfill & {x \le n < y} \hfill \\ {1,} \hfill & {y \le n \le z} \hfill \\ {(y - x)/(g - z),} \hfill & {z \le x \le g} \hfill \\ \end{array} } \right.$$(6) -
(3)
The Gaussian fuzzy membership function is described
$${\text{gaussian}}\;(n,z,\sigma ) = e^{{ - \frac{{1(n - z)^{2} }}{{2*\sigma^{2} }}}}$$(7) -
(4)
The sigmoid fuzzy is described by two parameters (a, c), a controls the slope at the intersection x = c:
$${\text{sig}}\;(n,x,z) = \frac{1}{{1 + \exp \left[ { - x(n - z)} \right]}}$$(8) -
(5)
The bell fuzzy membership has defined by three arguments (a, b, c), where b is usually a positive number:
$${\text{bell}}\;(n,x,y,z) = \frac{1}{{1 + \left| {\frac{n - z}{x}} \right|^{2y} }}$$(9)
The condition of the fuzzy rule is the input of the fuzzy neural networks model. By establishing the mapping relationship, the conclusion of the fuzzy rule is the model output [12]. When the deterministic sample is known (rather than the fuzzy rule), the deterministic sample needs to be fuzzified, and the membership degree of the corresponding sample and the defined fuzzy set of values is calculated to form the condition of different values and membership degrees. To address the problems existing in the present construction approaches of fuzzy membership functions, a method for constructing fuzzy membership functions is proposed. The membership function is obtained through using the discrete data using the least sum of squares method. The fuzzy rules of the corresponding are conclusions [13].
An architecture of the fuzzy neural network model with four layers is shown in Fig. 2.

Fuzzy neural network model
The Gaussian function is the function used by the membership function:
Each output represents the credibility of the sample input to the rule. The output form is:
The fourth layer is the output layer. The output is the sum of the product of the weight and the credibility of each neuron. The definition of weight is given by Takagi–Sugeno model, as follows:
This is the subsequent section of the fuzzy rules. The form of the output this layer is:
In order to achieve adaptive learning, ANFIS dynamically adjusts these parameters during the training process, so that the mapping relationship between input data and output data described by the network is more accurate [14, 15].
2.2 Digital twin
The traditional workshop scheduling situation is not ideal, there is no real-time information sharing technology, and there are still some deficiencies in intelligence. Although the traditional shop floor control system has a complete system architecture and functions, it is not enough to meet the requirements of smart factory for shop floor control system in terms of intelligence [16]. Therefore, it is necessary to study how to introduce digital dual-core and form a new type of laboratory managing and controlling system. The introduction of digital twins will inevitably lead to changes in the composition, operating procedures and production methods of the laboratory control system [17]. We also research as well as provided solutions to one of the main technical issues facing the management system development in the Digital Twin Lab.
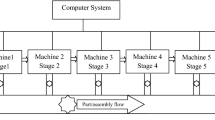
Smart factories must be able to perform intelligent activities in the production process [18, 19]. However, traditional laboratories have many shortcomings. We have described the structure of traditional laboratories. As shown in Fig. 3:

Traditional workshop structure
The architecture digital twins is mainly to add digital twins and production big data to the workshop management. With digital twins as the center, the company management-level software system with ERP as the core and the manufacturing execution management system are used as the core. The core factory-level (or workshop-level) software system, as well as the simulation analysis system and production big data are effectively connected to form a new workshop management and control system architecture with a digital twin as an intelligent brain [20]. The new type centered on digital twins is no longer a traditional hierarchical structure, but a star-shaped structure with digital twins as the core. The star-shaped structure is more open and easier to expand. This is a new generation of information technology. It is convenient to integrate into the workshop managing and controlling system [21]. The new shop floor on the basis of the digital twin is shown in picture 4. The digital twin workshop is a two-way realistic mapping and real-time engagement between the manual and vertical workshops, facilitated by a fresh generation of IT and fabrication technologies. Realize the integration and fusion of all factors, all processes, and all operational figures of manual workshops, digital workshops, and workshop service systems. Driven by workshop twin data, iteratively runs workshop production factor management, production activity planning, and production process control among physical workshops, virtual workshops, and workshop service systems. Therefore, a new shop floor operational model with optimized work floor productivity and management containment is achieved, provided that certain objectives and restrictions are met (Fig. 4).

Digital twin new workshop
Generally, the back propagation algorithm is used to adjust the weights. The back propagation algorithm needs to derive the activation function. The results are as follows:
The training pattern comes back with a frame-level label for the training data, where each pose of the movement sequence is labelled at the posture stage, which is the status level in the pattern [22]. The most probable path point among all singular routes is:
For each new time corresponding to a fresh phase in the operation. Then, the recursive equation for the timing points is the following:
Group the data \(X_{i}\) to be categorized into c fuzzy division sets, find the aggregation center under each fuzzy partition, initialize a membership matrix U with a random number in the range of [0, 1], and any element in the matrix \(u_{ij}\) satisfies the condition:
\(u_{ij}\) denotes the level \(X_{i}\) of membership of \(v_{i}\) the cluster centers, and calculates each cluster center \(v_{j}\):
Calculate the cost function. The algorithm stops, and the cost function is:
Update the membership matrix U, and then return to the step:
Based on the status of the concealed level cell, the equation to reverse the visible level cell is:
The digital twin is the core of the smart factory laboratory. All production activities in the laboratory are information modeling, simulation analysis and verification in the digital twin [23]. In the manufacturing process, with the digital dual core transmitting manufacturing instructions to the MES, the MES coordinates the on-site control center to realize production activities and receives information from the MES and the MES in real time, thus forming a closed loop of intelligent control [24].
2.3 High-speed train manufacturing
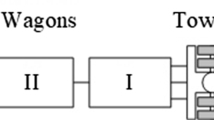
At present, the focus of high-speed railway workshop scheduling is bogie production line. The high-speed locomotive bogie assembly intelligent workshop module is established, which combines the traditional manufacturing methods of high-speed locomotive bogie with intelligent manufacturing technology, and constructs the high-speed locomotive bogie assembly intelligent workshop under the framework of intelligent management system, intelligent standard system, intelligent equipment system and intelligent network system at the top level of intelligent manufacturing [25]. It mainly includes the application and implementation of intelligent technology of gearbox intelligent assembly production line, wheel set intelligent assembly production line, wheel set coating intelligent production line, axle box intelligent assembly production line, wheel disc assembly production line and hollow shaft intelligent production line. Moreover, the pilot intelligent workshop is equipped with intelligent logistics production system, intelligent manufacturing central monitoring system, design process manufacturing integrated service system and production auxiliary system, which can better manage and control the intelligent workshop and achieve the existing mode of digital intelligent workshop.
For dispatching in train manufacturing, considering that the data formats of different simulation analysis systems are not uniform at present, and the simulation analysis model and data in the digital twin are standardized by the enterprise, it is usually necessary to carry out secondary development on the simulation analysis system to achieve conversion of enterprise standard data and simulation analysis system's own data format. On the basis of studying and mastering the structure and composition of the simulation system, the system is developed for the second time, and the simulation model of the hybrid power system and its controller model of a specific vehicle that the simulation system does not have is established. And according to the special cycle driving conditions, the simulation and analysis of the fuel economy performance were carried out by using the model. The information integration interface is shown in Fig. 5:

Information interface integration diagram
Since the digital twin already contains a great deal of basic data of the manual workshop, there is no need to re-construct this part of the data during the construction of the various systems of the physical workshop. This also ensures that the entire workshop has a single data source, avoids duplication of data entry, and causes the future the problem of data inconsistency during the operation of the physical workshop. For example, the digital twin has nearly included models of workshops, production lines, and production equipment, which can be directly provided to the MES (Manufacturing Execution System), without the need to model the factory during the MES construction.
Among them, the high-speed railway operation scheduling system consists of six functional subsystems: transportation planning, operation management, vehicle management, power supply management, passenger service and comprehensive maintenance.
Various departments are connected through a dedicated network to transmit the information required for various productions. The dispatching station directly commands the operation of the train, and the motor train base, crew base, maintenance base, etc. are controlled departments, and work according to the arrangement of the dispatching station. In general, the dispatching center only monitors the work of each dispatching station, and coordinates the business across the dispatching stations. In special cases, the dispatching center can also take over the work of the dispatching station and directly command the train operation.
3 Dispatching experiment and results of high-speed train manufacturing system
3.1 High-speed train manufacturing
This article uses Unity3d 5.2.2f1 as the model rendering engine to compare multiple indicators before and after the lightweight model. The model file chooses Unity general FBX format. Take a large-scale workshop model as an example, including public professional pipelines, various instruments and equipment, and a total of more than 3000 models. The experimental findings are presented in Table 1.
As can be seen from the table, the light-weight version has a frame rate increase of about 47.8% and a 50% reduction in loading time due to the reduction of the number of faces and the number of vertices.
Because of the general fuzzy neural network mode, if the number of elements in the fuzzy set corresponding to each variable xi is ln, for n inputs, there are all possible rules ln, the number is very large, it is difficult to judge clustering based on subtraction. The fuzzy neural network mode is better than the general fuzzy neural network mode. In order to compare and analyze the models, we conduct variable analysis on the neural network parameters in different stages, and select three input quantities to model and cluster the variables. The selected input quantities are constructed based on the fuzzy neural network model. The findings are presented in Table 2:
Compare the models under different clustering parameters, as shown in Table 3:
The layout of the warehouse should be combined with the process layout of the final assembly production line, and follow the principles of the shortest logistics route, the least detour, and the least cross-interference. Therefore, in response to this problem, this article redesigned the entire transportation route. With 3 AGV trolleys, the number of trolleys used can be further increased or reduced according to production needs. Due to the need to achieve straight forward and backward, the AGV trolley adopts a four-wheel drive mode, that is, both front and rear wheels can be driven. At the same time, the battery pack material trolley was designed and manufactured, and the AGV trolley carried the material trolley to form a transfer platform. The dimensions of the trolley are presented in Table 4:
We have made enough improvements to the production line and compared the time required before and after the reclaiming. The result is shown in Fig. 6:

Time-consuming reclaiming before and after improvement
3.2 Manufacturing system scheduling changes
In order to compare the high-speed trains on the basis of the fuzzy rule-based neural networks with the system scheduling under the traditional method, we made statistics on the system scheduling before and after the transformation, and compared their production time, production efficiency, scrap during production, and the enthusiasm of employees in manufacturing. We first compare the production time of the two approaches, and the finding are presented in Fig. 7:

Production speed comparison
As can be seen from the figure, in the traditional method, the production speed can reach a relatively fast speed in the early stage, which is not much different from the production speed of the method in this article, but as the amount of production increases, the time required for the traditional method is rising. Trend and the growth rate is relatively fast, but this article has maintained a relatively stable production speed under the transformation of the neural network based on fuzzy rules. After the output exceeds 200, the speed of the traditional manufacturing method lags behind the method of this paper by nearly 50%.
We compare the production efficiency of the two methods. We make statistics on the two methods for one month to make it easier to compare the efficiency differences between the two methods. The results are shown in Fig. 8:

Comparison of efficiency of production methods
The results in the figure can verify the comparison of the two methods. In this month’s time statistics, in the first 7 days, the difference between the two methods is not big, but as time changes, the traditional method and this article are based on fuzzy. The production efficiency between the regular methods gradually increases. Between 15 and 30 days, the efficiency of the traditional method is getting lower and lower. Although the efficiency of the method in this paper has declined to a certain extent, it can remain stable overall.
Of course, for the scheduling system, production time and manufacturing efficiency are not the only criteria. It is also an important reference indicator to ensure the accuracy of scheduling during the scheduling process. Therefore, we have made statistics on the accuracy of these two methods. The result is shown in Fig. 9:

Accuracy of different methods
From the comparison in the figure, it can be found that under the transformation of the fuzzy rule neural networks, the probability of the scheduling error of the manufacturing system is only about 0.005. The transformation of fuzzy rule neural network for system scheduling can effectively improve the efficiency of manufacturing system scheduling.
For manufacturing system scheduling, workers are the first experience object. Therefore, we have also investigated and understood the manufacturing workers, and calculated their enthusiasm at work. The results are shown in Fig. 10:

Comparison of workers' enthusiasm
It can be seen from Fig. 10 that when comparing the enthusiasm of the workers under the two methods, it can be found that under the traditional method, the enthusiasm of the workers is not high, and only about 20% think that the work is attractive. More than 50% of the workers under the regular neural network think that the job is attractive. This also shows that this article is very effective in the transformation of manufacturing system scheduling based on fuzzy rule neural network.
4 Discuss
4.1 Fuzzy rule neural network
Fuzzy rules neural networks use neural network learning mechanisms to automatically extract rules from input and output data. It not only has the function of adapting to artificial neural network learning, but also has fuzzy processing control and description, judgment and decision-making of fuzzy information-this function is also for this reason. The difference between it and the artificial neural network is that the artificial neural network describes the system through weights, and describes the system through fuzzy language rules generated by adaptive extraction.
The improvement of the fuzzy neural networks in this article mainly focuses on improving the hierarchy of fuzzy rules, namely extracting rules and simplifying the structure of rules. Applying subtraction, taking cluster m as the number of rules, the number of knots in the second level network is equivalent to the count of rows, and at the same time using cluster centers obtained by clustering to improve the membership function, which can effectively change the unnecessary rules and cumbersome architecture of traditional vague nerve networks.
This paper introduces the steps and ideas of using fuzzy rules of the vague nerve networks model and the structure of the fuzzy neural network mode; secondly, using the comprehensive evaluation data of e-commerce development level to realize the fuzzy neural network model on the basis of rule reduction, in order to better explain the establishment of fuzzy. For the rationality and superiority of the neural network model, this paper also compares the traditional network model with it, and in order to make a better comparison, this paper only selects 4 indicators for modeling and obtains a satisfactory result.
4.2 Digital twin
This article builds a new shop floor control system by adding a digital twin between the business management and production executive level of the traditional shop floor control system, and provides solutions for the composition, process, information integration and collaborative manufacturing of the new shop floor control system. With the help of the industrial data analysis, virtual manufacturing and production simulation analysis functions of the digital twin, the smart management and control of the workshop is realized.
Through theoretical research, the idea of realizing digital twin is given from the aspects of digital twin information integration interface, workshop information modeling, simulation information modeling, etc., and the research results are tested through project practice. At present, the geometric models of the workshop information model created by modeling tools are huge, which seriously affects the user experience of the shop floor control system on basis of digital twins. Through continuous exploration and summary in the project, a suitable geometric model is found to be lightweight. The solution, the lightweight geometric model does not affect the use effect and significantly improves the user experience.
The workshop management and control system on basis of the digital twin must not only enable the smart management and control of the workshop, but also adapt to the changing process technology in the future, and try to achieve "software-defined process and software-defined control". Therefore, this paper adopts a moderately advanced information technology. The core part of the system was designed. Considering that the implementation of the system requires multi-disciplinary and multi-team collaborative work, this article builds a cloud-based multi-team collaborative work environment, and a digital twin-based visual system joint debugging platform, which provides convenience for collaborative work between teams, but also realized the parallelization of system implementation.
5 Conclusion
In this paper, through comparative experiments, the scheduling system is transformed through digital twin and fuzzy rule neural network, and the core part of the workshop managing and controlling system on basis of digital twin is designed according to the research results. The research results are tested through the implementation and operation of the project. The comprehensive evaluation model of e-commerce development water based on vague nerve networks realizes the reduction of fuzzy rules with the aid of subtractive clustering, so that the evaluation process has a higher efficiency, and the evaluation test results maintain a higher accuracy rate. A digital twin is added between the business management layer and the production execution layer of the traditional workshop management and control system through the fuzzy rule neural network, forming a virtual reality-based workshop management and control system architecture to realize intelligent management and control of the workshop. At the same time, in terms of manufacturing volume, after the output exceeds 200 units, the speed of the traditional manufacturing method lags behind the fuzzy rule neural network by nearly 50%. Of course, there are some problems in the research of this article. Firstly, due to the limited research time, the research time span of this article is insufficient. Only one month's changes are compared, and there are certain shortcomings; secondly, the design and realization of this article during the test of the project, it was found that the current data collection technology cannot well support the further development of the digital twin. In-depth research will be carried out in this area in the future. Finally, due to the lack of corresponding standards for the implementation of digital twins in industrial enterprises at present, in the future, we will continue our in-depth study of the relevant concepts and techniques of democratic twins, and strive to compile reference standards for the implementation of digital twins in enterprises based on project practice.
Data availability
No data were used to support this study.
References
Lee J (2020) Integration of digital twin and deep learning in cyber-physical systems: towards smart manufacturing. 38(8):901–910. https://www.sciencedirect.com/science/article/abs/pii/S2213846319300264
Schroeder GN, Steinmetz C, Pereira CE et al (2016) Digital twin data modeling with automationML and a communication methodology for data exchange. IFAC-PapersOnLine 49(30):12–17
Zhang H, Liu Q, Chen X et al (2017) A digital twin-based approach for designing and multi-objective optimization of hollow glass production line. IEEE Access 2017(5):26901–26911
Ma Z, Sun G, Liu D et al (2016) Dissipativity analysis for discrete-time fuzzy neural networks with leakage and time-varying delays. Neurocomputing 175(JAN.29PT.A):579–584
Yucel E, Ali MS, Gunasekaran N et al (2016) Sampled-data filtering of Takagi-Sugeno fuzzy neural networks with interval time-varying delays. Fuzzy Sets Syst 316(JUN.1):69–81
Howe MS (2018) Pressure transients generated when high-speed trains pass in a tunnel. IMA J Appl Math 65(3):315–334
Park H, Kim J (2016) Electromagnetic induction energy harvester for high-speed railroad applications. Int J Precis Eng Manuf Green Technol 3(1):41–48
Li BR, Wang Y, Dai GH et al (2019) Framework and case study of cognitive maintenance in Industry 4.0. Front Inf Technol Electron Eng 20(11):1493–1504
Li L, Wang Y, Lin KY (2021) Preventive maintenance scheduling optimization based on opportunistic production-maintenance synchronization. J Intell Manuf 32(2):545–558
Pham BT, Bui DT et al (2016) Rotation forest fuzzy rule-based classifier ensemble for spatial prediction of landslides using GIS. Nat Hazards 83(1):97–127
Rubaai A, Young P (2016) Hardware/software implementation of fuzzy-neural-network self-learning control methods for brushless DC motor drives. IEEE Trans Ind Appl 52(1):414–424
Acikgoz H, Coteli R, Ustundag M et al (2018) Robust control of current controlled pwm rectifiers using type-2 fuzzy neural networks for unity power factor operation. J Electr Eng Technol 13(2):822–828
Ebrahimi A, Fritsching U, Heuser M et al (2020) A digital twin approach to predict and compensate distortion in a high pressure die casting (HPDC) process chain. Procedia Manuf 52(7):144–149
Jafari MA, Zaidan E, Ghofrani A et al (2020) Improving building energy footprint and asset performance using digital twin technology. IFAC-PapersOnLine 53(3):386–391
Xu K, Zeng J, Wei L (2019) An analysis of the self-excited torsional vibration of high-speed train drive system. J Mech Sci Technol 33(3):1149–1158
Kim JS, Park NG, Lee HW (2016) Vibration analysis of a planetary gear system based on the transfer matrix method. J Mech Sci Technol 30(2):611–621
Dong MG, Liu B, Jing C (2020) A many-objective evolutionary algorithm based on decomposition with dynamic resource allocation for irregular optimization. Front Inf Technol Electron Eng 21(8):1171–1190
Bill P (2016) Speed up damage assessment: assembly and dispatch of resources during outage events. Electr Today 29(4):8–10
Zhuang H, Li W, Yin Y et al (2018) Collaborative analysis of dispatch systems between high-speed and conventional rail. Xinan Jiaotong Daxue Xuebao/J Southwest Jiaotong Univ 53(3):467–473
Hembroff CC, Arbuthnott KD, Kratzig GP (2018) Emergency response driver training: dual-task decrements of dispatch communication. Transp Res Part F Traffic Psychol Behav 59(PT.A):222–235
Tan L, Wang H, Yang C et al (2017) A multi-objective optimization method based on discrete bacterial algorithm for environmental/economic power dispatch. Nat Comput 16(4):549–565
Zhang Y, Qin N, Huang D et al (2019) Fault diagnosis of high-speed train bogie based on deep neural network. IFAC-PapersOnLine 52(24):135–139
Alvarez-Sanjaime O, Cantos-Sanchez P, Moner-Colonques R et al (2016) Rail access charges and internal competition in high speed trains. Transp Policy 49(jul.):184–195
Wang C, Mao P, Mao Y et al (2016) Research on scheduling and optimization under uncertain conditions in panel block production line in shipbuilding. Int J Nav Archit Ocean Eng 8(4):398–408
Liu LL, Wan X, Gao Z et al (2019) Research on modelling and optimization of hot rolling scheduling. J Ambient Intell Humaniz Comput 10(3):1201–1216
Acknowledgements
This work was undertaken with the support of Science and Technology Nova Plan of Beijing City Fengtai District 2020-kjxx202006, and Beijing Nova Program (Z211100002121140).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares that there are no conflicts of interest regarding the publication of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Peng, F., Zheng, L. Fuzzy rule-based neural network for high-speed train manufacturing system scheduling problem. Neural Comput & Applic 35, 2077–2088 (2023). https://doi.org/10.1007/s00521-022-07190-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00521-022-07190-9