
Abstract
For SLM to become suitable for series production, its productivity and, thereby, process speed have to be increased. One possibility to achieve this is by increasing laser power and adapting the process parameters (beam diameter, laser power, scanning velocity, and more) accordingly (High Power SLM). This adaption of the process parameters, however, leads to a significant change in the cooling and solidification conditions in the melt pool: The microstructure and the resulting mechanical properties are significantly changed. For this reason, it is necessary to investigate the influence of the HP-SLM process on the resulting material properties. The results show the investigation of a process window with up to 2kW laser power for the nickel-based alloy IN718, which is a material frequently used for high temperature applications in the turbomachinery branch. Here, the extent to which different process parameters influence the achievable productivity is analysed. Afterwards, the microstructure (grain size and orientation) and the mechanical properties (tensile tests) are examined for selected process windows. In the end, a correlation between process parameters, microstructure, and mechanical properties is conducted.
Zusammenfassung
Der Einsatz der SLM-Technologie in der Serienfertigung bedingt eine Steigerung der Produktivität und damit einhergehend eine Beschleunigung der Prozessgeschwindigkeit. Eine Möglichkeit, dieses Ziel zu erreichen, ist der Einsatz gesteigerter Laserleistungen und die Anpassung der Verfahrensparameter (Laserstrahldurchmesser, Laserleistung, Scangeschwindigkeit und mehr). Dadurch wird eine Veränderung der Erstarrungsbedingungen im Schmelzbad erreicht, was sich wiederum auf die entstehende Mikrostruktur und das Gefüge auswirkt. Aus diesem Grund ist es notwendig, den Einfluss der HP-SLM Prozessführung auf die resultierenden Materialeigenschaften grundlegend zu untersuchen. Die vorgestellten Ergebnisse beinhalten die Entwicklung einer SLM-Prozessführung mit Laserleistungen von bis zu PL≤2kW für den im Turbomaschinebau sehr häufig verwendeten Werkstoff IN718. Außerdem wird der Einfluss der angepassten Verfahrensparameter auf die Produktivität (Theoretische Aufbaurate) untersucht. Auf der Grundlage der Untersuchungen der Mikrostruktur und des Gefüges (Korngröße und -orientierung) wird eine Korrelation zwischen HP-SLM Prozessführung, Mikrostruktur und Gefüge und mechanischen Kennwerten erarbeitet.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
During the last few years, the additive manufacturing technology Selective Laser Melting (SLM), developed at Fraunhofer ILT, has evolved from a manufacturing technology for prototypes and small batches into a production technology for functional parts [1]. The metal AM sector and especially the powder metal-based AM technology SLM have grown in size significantly, which can be seen in the considerable increase from approx. 202 metal AM systems sold to industry and research entities in 2012 to 808 in 2015 [2].
In particular, the turbomachinery branch can make good use of the geometrical freedom the SLM technology offers, which is based on layer-by-layer production to produce parts with additional integrated functions, lower weight, or monolithic design. [3–5].
Additionally, increasing productivity is one of the most important ways to enable SLM technology to reach series production with higher lot sizes. According to the current state of the art, there are two principles commonly applied in commercial SLM machines that can increase the theoretical build-up rate for the SLM process [6].
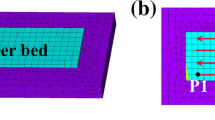
The first principle, called “Parallelisation”, uses up to four fibre-laser sources in parallel within the SLM process. When this principle is applied, the theoretical build-up rate can be increased linearly by the number of laser sources used (Figure 1 left). The second principle to increase the theoretical build-up rate, called High-Power SLM, uses increased laser power (PL ≤1 kW) and adapts the following process parameters accordingly: laser beam diameter ds, hatch distance ∆ys, layer thickness Ds, and scanning velocity vscan (Figure 1 right). Increasing the laser power and keeping the beam diameter stable increases the intensity in the interaction zone between powder material and laser. Here a stable and reproducible process is not possible. In order to prevent these effects, the beam diameter must be increased to decrease the intensity in the interaction zone [7, 8].

Principles to increase the theoretical build-up rate of the SLM process (Right: Parallelization | Left: High Power SLM with skin-core strategy)
The increased beam diameter, however, impairs both the surface roughness and detail resolution. To rectify this, the skin-core strategy can be employed, whereby two different laser beam diameters are used, one for the skin and one for the core of a component [9].
An increased beam diameter can be used to lower especially the scanning velocity, which results in a significant change of the cooling and solidification behaviour in the SLM process. This behaviour directly influences the component’s microstructure and the mechanical properties.
2 State of the Art
To date, there is a limited number of research activities exploring the use of higher laser power to increase the theoretical build-up rate, which is calculated as the product of hatch distance ∆ys, layer thickness Ds, and scanning velocity vscan [16].
Initial investigations dealing with the use of increased laser power for SLM were carried out by Schleifenbaum [1]. In his work, a laboratory system with an integrated 1kW laser source was designed and built. Based on this laboratory machine, Schleifenbaum developed the process for the austenitic steel 1.4404 (X2CrNiMo17-12-2) and the hot-working steel 1.2343 (X37CrMoV5-1). It could be observed that, when the beam diameter (ds≈1100µm) was increased and the process parameters were adapted, the theoretical build-up rate could be increased by up to Vth=21mm3/s to manufacture test samples with an average density > 99% [9].
Further research in the field of HP-SLM was done by Buchbinder, who investigated the influence of increased laser power by up to PL≤1kW on the material properties of the aluminium casting alloy AlSi10Mg [10]. The results show that PL=1kW laser power can significantly increase the theoretical build-up rate (Vth=20mm3/s) without needing to increase the beam diameter (ds≈200µm) [11].
A number of investigations deal with the process development for the nickel-based alloy IN718 and with the resulting material properties [12–14]. Amato et al. examined the influence of different heat treatment strategies on the microstructure and the mechanical properties at static load for IN718 processed with a maximum laser power of PL≤400W. The investigations show that the test specimens have columnar grains with preferred orientation in the build-up direction. These results can also be observed from the other investigations carried out by Wang et al. and Jia et al. [13, 14]. During solidification in the SLM process, the heat flow is directed from the interaction zone between powder and laser to the substrate (parallel to the build-up direction), which can explain these results.
The mechanical properties in these investigations were determined with tensile tests according to different heat treatment strategies. The heat treatment strategies differ in the temperature and time cycles as well as in the number of annealing steps. For selected test specimens, a hot isostatic pressing (HIP) was done before solution annealing. An overview about the mechanical properties with regard to the process parameters for IN718 manufactured by SLM with laser power PL≤400 is given in Table 1 [12–14].
The analyses show that currently there are no investigations for processing IN718 with increased laser power and adapted process parameters with respect to achievable theoretical build-up rate. In addition, no investigations exist which examine how increased laser power and adapted process parameters influence the resulting material properties.
3 Methodology
The investigations were conducted using the SLM machine SLM280HL (SLM Solutions). The machine is equipped with two laser sources, a single-mode fibre laser with a maximum laser power PL≤400W (beamway 1) and a multimode fibre laser with a maximum laser power PL≤2kW. The beam diameter for beamway 1 is ds1 = 80µm and ds2=730µm for beamway 2. The machine allows the active fibre to be changed during the process by using a beam-switching unit [15].
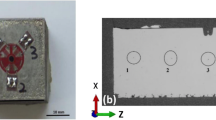
The density of the test samples (20x20x20mm3) was measured by light microscopy. The average density of the test cubes has to be ≥99.5%, a limiting condition for parts manufactured with SLM. For each test sample, five density measurements were made and the values averaged (see Figure 2). Additionally, the standard deviation has been calculated.

Dimension and shape of test samples used for process development and testing of mechanical properties
In order for the process windows to be be evaluated, the theoretical build-up rate and the volume energy are calculated. The theoretical build-up rate is an estimation of the manufactured volume per time by the use of the values independent of a machine: scanning velocity, hatch distance, and layer thickness, as seen in Equation 1. The theoretical build-up rate Vth can be used as a reference value of the productivity of the SLM process.
In order to quantify the efficiency of the SLM process, one uses the volume energy, calculated by the product of employed laser power and theoretical build-up rate (Equation 2). This value describes how efficient the laser power used is transferred into an increased theoretical build-up rate.
4 Results
4.1 Process Development
For the development of a HP-SLM process window, beamway 2 with a beam diameter ds≈730µm and increased laser power (PL≤2kW) was employed to manufacture test samples as seen in Figure 2. For a laser power of PL=1 kW, cubic test cubes with a density ≥99.5% can be produced with a layer thickness of Ds=90µm (vscan=350mm/s) and Ds=150µm (vscan=250mm/s) (see Figure 3). The theoretical build-up rate can be calculated to Vth=15.75mm3/s (Ds=90µm) and Vth=18.75mm3/s, which is a significant increase compared to the theoretical build-up rate achieved for the conventional SLM process VTh=3-4mm3/s (see Table 1).
When the volume energy for the two process windows is taken into account, an increase of the layer thickness and a reduction of the scanning velocity leads to an increased theoretical build-up rate, and a lower volume energy is needed (EV,Ds=90µm=63,5J/mm3 | EV,Ds=150µm=53.3J/mm3).
Subsequently, the laser power was increased up to PL=1.5kW and PL=2kW, and the layer thickness was constant at Ds=150µm. The results show that, when the laser power is increased, the scanning velocity can be increased by up to vscan=300mm/s (PL=1.5kW) and vscan=400mm/s (PL=2kW), which, in turn, leads to theoretical build-up rates of Vth=22.5mm3/s and Vth=30mm3/s (see Figure 4). The volume energy is calculated to Ev= 66.7J/mm3 for a laser power of PL=1.5kW and PL=2kW. In comparison to PL=1kW at Ds=150µm, the theoretical build-up rate can be increased, but the volume energy decreases, which means that the increased laser power cannot be transferred proportionally into an increased theoretical build-up rate.

Cross-sections of test cubes manufactured by HP-SLM according to scanning velocity (beamway 2 | Ds=90+150µm | PL=1-2kW)

Theoretical build-up rate and volume energy for state of the art and HP-SLM process
These results could be explained by the appearance of spatters from the increased laser power. Due to the increased beam diameter and the reduced scanning velocity, the interaction time between laser and powder material is significantly increased, although the intensity for beamway 2 at PL=1kW (I1kW, BW2= 2,46 103 W/mm2) is an order of magnitude smaller in comparison to the beamway used according to the state of the art (I300W≈5,4 104 W/mm2). Nevertheless, the number of spatters and the size of spatters increase. These spatters are deposited on the molten layer and have a size between 50 - 200µm. Therefore, these spatters are not completely melted in the following scanning step, thus resulting in bonding errors. Nevertheless, increased laser power and adaption of the process parameters scanning velocity vscan as well as layer thickness Ds can be used to significantly increase the theoretical build-up rate for IN718.
4.2 Microstructure
After process windows for HP-SLM were developed, the microstructure was investigated. Therefore, the grain size, shape, and orientation for the process windows were investigated by EBSD. The results are illustrated in Figure 5. It can be observed that small grains exist with a diameter of dK= 25µm for the SLM process according to the state of the art. These grains grow over two to ten layers and are elongated in the build-up direction. Most of the grains have an angle of 35 - 40° according to build-up direction. In comparison, for test cubes generated with HP-SLM at PL=1kW at Ds=90µm, the EBSD shows grains with a diameter of dK=97µm. The grains grow over the whole height of the test cube and are strictly directed in the build-up direction.

Results of the EBSD analysis for state-of-the art SLM process (PL=300W) and HP-SLM process (PL=1kW| Ds=90µm|vscan=350mm/s)
These results can be explained by the cooling and solidification conditions. For SLM according to the state of the art (PL=300W), the scanning velocity is much higher (vscan=1600mm/s) than with HP-SLM (vscan=300-600mm/s). In addition, the melt pool shape differs significantly between conventional SLM and HP-SLM. Both facts are directly influenced by the cooling and solidification rates, both of which in turn directly influence the refinement and the morphology of the microstructure [11]. In order to prove these assumptions, temperature field calculations for these process windows were necessary.
4.3 Mechanical Properties
After the microstructure was examined, the mechanical properties at static load were investigated for the two process windows (PL=300W | PL=1kW, Ds=90µm). Therefore, ten bars per process window with cylindrical shape, as seen in Figure 2, were manufactured with an inclination angle of 90° to the substrate and then cut to final dimensions. Afterwards, one half of the test specimens were heat treated according to AMS 5662 with an additional hipping process before the solution annealing (T=965°C, t=1h, p=2000bar). The results for the tensile tests are shown in Figure 6.

Mechanical properties for SLM-manufactured test specimens according to employed process parameters and heat treatment
The mechanical properties for process window 1 after SLM process (PL=300W) show a tensile strength of Rm= 983N/mm2 and a yield strength Rp0.2=632N/mm2 with a breaking elongation of A=22.8%. In contrast, the mechanical properties for HP-SLM (PL=1kW, Ds=90µm) show slightly reduced tensile strength of Rm= 930N/mm2 and yield strength Rp0.2=549N/mm2. But the breaking elongation (A=26.4%) is higher in comparison to conventional SLM (A=22.8%).
After heat treatment, the tensile strength and yield strength had increased and the breaking elongation was lower. For conventional SLM a tensile strength of Rm=1391N/mm2, a yield strength of Rp0.2=1150N/mm2 at A=14.9% can be observed. For HP-SLM manufactured tensile specimens (PL=1kW, Ds=90µm), the tensile strength is in the same range (Rm=1340N/mm2) as well as the yield strength (Rp0.2=1136N/mm2). Thus, both process windows show values that exceed the requirements for heat-treated and forged IN718 [17]. The requirements demand a tensile strength of Rm=241 - 1275N/mm2, a yield strength of Rp0.2=862N/mm2, and a breaking elongation of A=6 - 12%. Only the breaking elongation for the HP-SLM manufactured test specimen does not exceed the requirements but is within the given range between A=6 - 12%.
These results show that the nickel-based alloy IN718 can be manufactured by HP-SLM with increased laser power PL≤2kW and that the resulting mechanical properties are comparable to conventionally manufactured IN718. Furthermore, for the SLM state of the art process (PL=300W) the mechanical properties are higher than for conventionally manufactured IN718.
5 Summary and Conclusion
The initial investigations for HP-SLM with laser power PL≤2kW presented above contain the process development, analysis of the microstructure, and the mechanical properties for the nickel-based alloy IN718. The results prove that the theoretical build-up rate can be significantly increased from Vth=3.84mm3/s to Vth=30mm3/s by using increased laser power and adapted process parameters, such as scanning velocity and layer thickness.
Furthermore, the volume energy is used to quantify the process efficiency of the SLM process. The results for HP-SLM show that an increase of the layer thickness and a reduction of the scanning velocity decrease process efficiency.
In addition, the grain size, shape, and orientation show significant differences between conventional SLM and HP-SLM.
The mechanical properties according to heat treatment were investigated for conventional SLM and HP-SLM. When HP-SLM is used along with heat treatment, tensile strengths, yield strengths, and breaking elongations can be achieved that fulfill the requirements for conventionally manufactured IN718.
References
Schleifenbaum, J. H.: Verfahren und Maschine zur individualisierten Produktion mit High Power Selective Laser Melting, Dissertation, RWTH Aachen, Shaker Verlag, 2011
Wohlers, T.: Wohlers Report 2016 –3D Printing and Additve Manufacturing – State of the industry – Annual worldwide progress report, Fort Collins, Colorado (USA), Wohlers Associate INC., 2016
Dusel, K. H.: Einsatz von RP-Technologien im Workflow bei der MTU Aero Engines, MTU Aero Engines, Informationsblatt der MTU Aero Engines, 2013
EOS GmbH Electro Optical Systems: Information auf der Hompage: http://www.eos.info/presse/kundenreferenzen/siemens (26.06.2015)
GE Aviation: Information auf der Homepage: http://www.gereports.com/post/91763815095/worlds-first-plant-to-print-jet-engine-nozzles-in/ (26.06.2015)
Poprawe, R.; Hinke, C.; Bremen, S.; Meiners, W.; Schrage, J.; Merkt, S.: SLM Production Systems: Recent Developments, in: Brecher, C. (ed.): Process Development, Machine Concepts and Component Design, Advances in Production Technology, Springer, Springer International Publishing, 2015, pp 49-65
Schleifenbaum, J. H.: Individualized production by means of high power Selective Laser Melting, CIRP Journal of Manufacturing Science and Technology, 2 (2010), no. 3, pp. 161-169
Bremen, S.; Buchbinder, D.; Meiners, W.; Wissenbach, K.: Selective Laser Melting – A Manufacturing Method for Series Production?, Proceedings, DDMC, 2012
Schleifenbaum, H.; Diatlov, A.; Hinke, C.; Bültmann; Voswinckel H.: Direct Photonic Production: Towards High Speed Additive Manufacturing of Individualized Goods, Production Engineering – Research and Development, 5 (2011), no. 4, pp. 359-371
Buchbinder, D.; Schleifenbaum, H.; Heidrich, S.; Meiners, W.; Bültmann, J.: High Power Selective Laser Melting (HP-SLM) of aluminium parts, Proceedings of LIM conference, 2011
Buchbinder, D.: Selective Laser Melting von Aluminiumgusslegierungen, Dissertation RWTH Aachen, Shaker Verlag, 2013
Amato, K. N.; Gaytan, S. M.; Murr, L. E.; Martinez, E. Shindo, P. W. Hernandez, J.; Collins, S.; Medina, F.: Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting, Journal Acta Materialia, 60 (2012), pp 2229–2239
Jia, Q.; Gu, D.: Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties, Journal of Alloys and Compounds, 585 (2014), pp. 713–721
Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zheng, X.: The microstructure and mechanical properties of deposited-IN718 by selective laser melting, Journal of Alloys and Compounds, 513 (2012), pp 518 – 523
SLM Solutions GmbH: Information auf der Hompage: http://www.slm-solutions.de/produkte/maschinen/slmr280hl (27.06.2016)
Meiners, W.: Direktes selektives Laser-Sintern einkomponentiger metallischer Werkstoffe, Dissertation, RWTH Aachen, Shaker Verlag, 1999
Special Metals Coporation, Datenblatt Inconel 718: http://www.specialmetals.com/documents/Inconel%20alloy%20718.pdf (11.07.2016)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bremen, S., Meiners, W., Wissenbach, K. et al. Correlation of the High Power SLM Process with Resulting Material Properties for IN718. Berg Huettenmaenn Monatsh 162, 179–187 (2017). https://doi.org/10.1007/s00501-017-0589-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-017-0589-4
Keywords
- Selective Laser Melting (SLM)
- High Power Selective Laser Melting (HP-SLM)
- Productivity
- Process efficiency
- Inconel 718 (IN718)
- Theoretical build-up rate
- Material properties IN718