
Abstract
Copper metallizations used in modern power semiconductors have to withstand cyclic thermo-mechanical loading over the full operational life-time. Hence, detailed knowledge about the microstructural changes is required to better understand ongoing fatigue mechanisms and specifically to enable improvement of the fabrication process. Therefore, a microstructural characterization method was applied which combines a site-specific analysis using atomic force microscopy (AFM) and electron backscatter diffraction (EBSD) throughout thermal cycling. Studying the same surface area with AFM and EBSD enables a determination of global microstructural parameters, such as surface roughness, grain size, and grain boundary characteristics with cycling, and hence exhibits a great potential for universal microstructural analysis regardless of the loading process. We report about combining topographical and crystallographic information by tracking the identical surface area. Our observations indicate diffusional mass transport at grain boundaries, quantified by height profile evolution, grain growth, and twin boundary migration.
Zusammenfassung
Kupfermetallisierungen, welche in modernen Hochleistungshalbleitern eingesetzt werden, müssen zyklischen thermomechanischen Belastungen während der Einsatzzeit standhalten. Ein detailliertes Wissen über die mikrostrukturellen Änderungen ist notwendig, um ein besseres Verständnis über die ablaufenden Ermüdungsmechanismen zu erhalten und eine gezielte Verbesserung des Fabrikationsprozesses zu ermöglichen. Daher wurde eine mikrostrukturelle Charaktersierungsmethode angewendet, welche eine ortsspezifische Analyse mittels Elektronen-Rückstreu-Beugung (EBSD) und Rasterkraftmikroskopie (AFM) während des thermischen Zyklierprozesses kombiniert. Die Untersuchung des identen Oberflächenausschnitts mit AFM und EBSD ermöglicht es, globale Aussagen über die Schichtrauigkeit, Korngröße und Korngrenzcharakteristiken mit fortlaufender Zyklenanzahl zu treffen, was großes Potential als universell einsetzbare mikrostrukturelle Analysemethode unabhängig vom jeweiligen Belastungsregime zeigt. Die Kombination topographischer und kristallographischer Informationen auf demselben Oberflächenabschnitt erlaubt zusätzlich die Untersuchung spezieller mikrostruktureller Bestandteile während des Zyklierprozesses, beispielsweise diffusionsgesteuerten Massentransport an den Korngrenzen, quantifiziert durch Höhenprofilevolutionen sowie Kornwachstum und Zwillingskorngrenzbewegung.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
For modern power semiconductor switches, the key requirements of high current capabilities, high breakthrough voltages, high heat conductivity, and high switching frequencies are constantly increasing [1]. In current and future power semiconductors, short power pulses during switching operations lead to temporal temperature rise in the device. These short thermal spikes induce thermal stresses due to different thermal expansion coefficients of the various material layers [2–4]. High temperatures and stresses can cause materials to deform plastically, which generates changes in the microstructure and the interface integrity, which leads to degradation in the performance or even failure of the device [5, 6].
With its excellent thermal and electrical properties, copper is the material of choice for metallization layers in the semiconductor industry [7, 8]. Previous studies already used electron backscatter diffraction (EBSD) or atomic force microscopy (AFM) for microstructural characterisation of microelectronic thin films [9, 10]. In this contribution a novel tracking technique is presented whereby the same area on the sample was monitored using AFM and EBSD throughout thermal cycling. This enables the correlation between microstructural and topographical evolution of the copper films as a function of cycle number.
2 Experimental
For thermal cycling and subsequent microstructural investigations, electrodeposited copper films with 5 µm thickness on (100) Silicon substrate were used.
To experimentally simulate the thermal load caused by a power pulse, the specimens were thermally cycled using an IRF 10 (Behr GmbH, Düsseldorf, Germany) infrared furnace. The heating was performed by a set of strong quartz lamps heating up the samples indirectly inside sample carriers. To avoid oxidation of the copper surface, a constant gas flow of N2/H2 (95 vol % N2) gas mixture of about 1l/min was used during cycling. To adjust the parameters in terms of heating and cooling, an external type K thermocouple was brazed onto an extra sample to determine the actual time-temperature data during thermal cycling. Equilibrium conditions for a thermal cycle were reached after about 10 heating cycles (see Fig. 1a).

(a) Sample temperature during thermal cycling using an infrared furnace. After about ten cycles, an equilibrium state is reached, (b) Schematic drawing of the marking technique, showing Vickers indents and scanning areas
To examine the microstructural evolution of the copper film, a site-specific tracking technique was used (Fig. 1b). Using a Vickers hardness indenter, three indents were made to define the area of investigation. The central scanning area was marked with two indents (distance: 400 µm), and the third was used as an orientation indent to define the particular scanning direction for the EBSD scan. For the EBSD scans, the settings of 20 kV acceleration voltage and 120 µm aperture size were used.
Throughout the thermal cycling process, the marked area was investigated with a Dimension 3100 AFM (Bruker Inc., Billerica, USA) and EBSD using a LEO 1525 (Zeiss Inc., Oberkochen, Germany) scanning electron microscope (SEM). The scanned areas of the AFM images were between 30 × 30 µm2 and 50 × 50 µm2 with a scan resolution of 512 lines. A further analysis of the AFM scans was performed using Gwyddion 2.36 software [11]. The scan size for the EBSD was between 100 × 100 µm2 and 150 × 150 µm2, with a step size of 0.2–0.3 µm. The EBSD data analysis was performed using TSL OIM Analysis 5 software. For all scans, a confidence index clean-up with a threshold value of 0.07 was performed. To allow microstructural characterisation after several thousand thermal cycles, the specimens were treated with acetic acid after thermal cycling. Hereby, the samples were put into a 100 vol % acetic acid at 35–40 °C for about 3 min. This selectively etches copper oxide to ensure a high quality surface for EBSD analysis. The actual copper surface is not affected by this etching process [12]. Furthermore, focused ion beam (FIB)-cross-sectioning with a LEO 1540 (Zeiss Inc., Oberkochen, Germany) was used to examine through-thickness diffusion mechanisms. After cutting a large trench with a high ion current of 20 nA, fine subsequent polishing steps with 1 nA and 100 pA resulted in a good quality cross-section of the highly cycled copper film.
3 Results and Discussion
The initial copper film microstructure revealed a root mean square (RMS) roughness of about 14 nm and 2.76 ± 0.88 µm grain diameter, including twin boundaries.
In Figure 2 the capabilities of specific topographical tracking using AFM as an analytical tool for the ongoing cycling process is shown. Figures 2a, b, and c illustrate the topographical evolution of a 30 µm by 30 µm area of the copper film after 1000, 1500, and 2000 cycles, respectively. Two specific microstructural features were closely examined. Profile 1 indicates a cross-section of a small grain which is increasing in height and broadening in the lateral direction with on-going cycling (2d). As indicated by the arrows, Profile 2 displays the broadening of a formed hill at a grain boundary and the formation of a smaller hill with increasing cycle number indicating diffusional mass transport (2e). The RMS roughness increases from 57 nm at 1000 cycles up to 115 nm at 2000 cycles.

Site specific topographical evolution of thermally cycled copper samples. (a–c) AFM height images after 1000, 1500, and 2000 cycles. (d–e) Topographical evolution of the two selected structural features indicated as Profile 1 and Profile 2
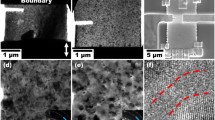
Figure 3 shows the site-specific tracking of the evolving microstructure using EBSD. Figures 3a, b, and c illustrate the microstructural evolution after 0, 1000, and 2500 cycles using inverse pole figures. The image quality presenting the quality of the diffraction patterns is shown as a grey-scale overlay, and ∑3 grain boundaries are indicated by black lines. As a result of the increasing roughness formed at grain boundaries and by grains growing in the out of plane direction, fewer points can be identified in the EBSD scanning due to diffuse scattering. This results in black spots in the overlaid image quality (Fig 3b, c). There is a notable difference in grain size when 0 cycles are compared to 2500 cycles. The circles highlight three distinctive features of the site-specific EBSD method. Twin boundary migration can be observed in the centre feature (middle circle). After 2500 cycles, the total twin boundary length within the grain is distinctively reduced compared to the as-received state [13]. Figure 3d corroborates this statement, since the grain diameter (including twins as grain boundary) increases from 2.8 ± 0.88 to 3.8 ± 1.22 µm, and the fractional twin boundary length decreases from 1.05 ± 0.08 to 0.76 ± 0.04 µm/µm2.

Site specific microstructural evolution using EBSD. (a–c) Inverse pol figure images of the same sample area after 0, 1000, and 2500 cycles. (d) Increase of grain size and decrease of twin boundary length of the tracked area with proceeding cycle number
To underline the advanced tracking technique capabilities, Fig. 4 highlights the potential of combining topographical and crystallographic information. Figures 4a, b, and c contain the topographical evolution and corresponding RMS roughness after 100, 500, and 1000 cycles, respectively, matched by EBSD data from the scan area (Fig. 4d, e, and f). It can be seen that, even after 100 cycles, a distinct uprising between neighbouring grains takes place (Fig. 4b, c). The profile evolution of a heavily purple twinned grain with an approximate orientation of (112) (Fig. 4d) shows a growth in height about 400 nm from 100 to 500 cycles (Fig. 4g), and the profiles indicate mass transport at the two grain boundaries seen by the formation of the two valleys (increase from 500 to 1000 cycles). In the EBSD images, the selected grain is also growing in the lateral direction. Furthermore, the diminishing of a twinned sub-grain is highlighted (small circle). A FIB cross-section after 3000 cycles displays voids that formed within grains and at grain boundaries, confirming that a significant proportion of the profile evolution is due to diffusional processes (Fig. 4h).

Combined tracking of thermally cycled copper films. (a–c) AFM height images for 100, 500, and 1000 cycles and (d–f) the corresponding EBSD images of the same scan area, with the inverse pole figure colour code given in (h). (g) Height evolution of the large circled twinned grain. (i) FIB cross section of a copper film after 3000 cycles indicating void formation
4 Summary and Outlook
We show that specific sample areas can be tracked by AFM and EBSD imaging throughout thermo-mechanical cycling. The tracking method successfully combines topographical and crystallographic evolution of the same surface area to enable a better interpretation of microstructural changes. This correlation allows a link between the microstructure and the surface evolution for any kind of mechanical loading. The site specific tracking method enables the precise determination of global structural parameters, such as roughness, average grain size, and grain boundary characteristics. Furthermore, grain boundary migration, reduction of sub-grains, and diffusional mass transport along certain grain boundaries were observed.
Since this site-specific tracking technique represents a universal method, experimental conditions can easily be extended. For example, different temperature ranges during the thermal fatigue experiments will result in an entirely different surface evolution. Using this tracking method will allow the study of shear band formation or any other surface damage, which is then correlated with the crystallographic parameters in a non-destructive manner.
References
Bose, B. K.: Evaluation of Modern Power Semiconductor Devices and Future Trends of Converters, Industry Applications, IEEE Transactions on, 28 (1992), no. 2, 403–413
Nix, W. D.: Mechanical Properties of Thin Films, Metallurgical transactions A, 20 (1989), no. 11, 2217–2245.
Vinci, R.; Zielinski, E.; Bravman, J.: Thermal Strain and Stress in Copper Thin Films, Thin Solid Films, 262 (1995), no. 1, 142–153
Flinn, P. A.; Gardner, D. S.; Nix, W. D.: Measurement and Interpretation of Stress in Aluminum-Based Metallization as a Function of Thermal History, Electron Devices, IEEE Transactions on, 34 (1987), no. 3, 689–699
Zhang, G. P.; Volkert, C. A.; Schwaiger, R.; Mönig, R.; Kraft, O.: Fatigue and Thermal Fatigue Damage Analysis of Thin Metal Films, Microelectronics Reliability, 47 (2007), no. 12, 2007–2013
Evans, A. G.; Hutchinson, J. W.: The Thermomechanical Integrity of Thin Films and Multilayers, Acta Metallurgica et Materialia, 43 (1995), no. 7, 2507–2530
Robl, W.; Melzl, M.; Weidgans, B.; Hofmann, R.; Stecher, M.: Last Metal Copper Metallization for Power Devices, Semiconductor Manufacturing, IEEE Transactions on, 21 (2008), no. 3, 358–362
Lloyd, J. R.; Clemens, J.; Snede, R.: Copper Metallization Reliability, Microelectronics Reliability, 39 (1999), no. 11, 1595–1602
Heinz, W.; Dehm, G.: Grain Resolved Orientation Changes and Texture Evolution in a Thermally Strained Al Film on Si Substrate, Surface and Coatings Technology, 206 (2011), no. 7, 1850–1854.
Lita, A. E.; Sanchez Jr, J. E.: Characterization of Surface Structure in Sputtered Al Films: Correlation to Microstructure Evolution, Journal of applied physics, 85 (1999), no. 2, 876–882
Necˇas, D.; Klapetek, P.: Gwyddion: An Open-Source Software for Spm Data Analysis [In English], Central European Journal of Physics, 10 (2012/02/01 2012), no. 1, 181–188
Chavez, K.; Hess, D.: A Novel Method of Etching Copper Oxide Using Acetic Acid, Journal of The Electrochemical Society, 148 (2001), no. 11, G640-G643
Field, D. P.; True, B. W.; Lillo, T. M.; Flinn, J. E.: Observation of Twin Boundary Migration in Copper During Deformation, Materials Science and Engineering: A, 372 (2004), no. 1–2, 173–179
Acknowledgements
The work was performed in the project EPPL, financially supported by grants from Austria, Germany, The Netherlands, France, Italy, Portugal, and the ENIAC Joint Undertaking (ENIAC JU Grant Agreement no. 325608). This project is co-funded within the programme “Forschung, Innovation und Technologie für Informationstechnologie” by the Austrian Ministry for Transport, Innovation and Technology.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bigl, S., Wurster, S., Cordill, M. et al. Site Specific Microstructural Evolution of Thermo-mechanically Fatigued Copper Films. Berg Huettenmaenn Monatsh 160, 235–239 (2015). https://doi.org/10.1007/s00501-015-0355-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-015-0355-4
Keywords
- Atomic force microscopy (AFM)
- Electron backscatter diffraction (EBSD)
- Cu films
- Thermo-mechanical behaviour
- Microstructural evolution
- Twin boundary migration