
Abstract
Fermentation of xylose-rich and glucose-rich bagasse hydrolysates, obtained from the two-stage acid hydrolysis was studied using the thermotolerant yeast Kluyveromyces sp. IIPE453. The yeast could grow on xylose-rich hydrolysate at 50 °C with the dry cell weight, cell mass yield and maximum specific growth rate of 5.35 g l−1, 0.58 g g−1 and 0.13 h−1, respectively. The yeast was found to be very promising for ethanol as well as xylitol production from the sugars obtained from the lignocellulosic biomass. Batch fermentations of xylose-rich and glucose-rich hydrolysates yielded 0.61 g g−1 xylitol and 0.43 g g−1 ethanol in the broth, respectively based on the sugars present in the hydrolysate. Overall ethanol yield of 165 g (210 ml) and 183 g xylitol per kg of bagasse was obtained, when bagasse hydrolysate was used as a substrate. Utilization of both the glucose and xylose sugars makes the process most economical by producing both ethanol and xylitol based on biorefinery concept. On validating the experimental data of ethanol fermentation, the modified Luong kinetic model for product inhibition as well as inhibition due to inhibitory compounds present in hydrolysate, the model was found to be the best fit for ethanol formation from bagasse hydrolysate using Kluyveromyces sp. IIPE453.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The consequences of extensive uses of fossil fuels have raised severe problems including the issues of depletion of energy resources in the near future, increase in prices and global climate change [1, 2]. Lignocellulosic biomass has the potential to be used as the feedstock for the production of biofuels. These biomasses include forest residue such as wood; agricultural residues such as sugarcane bagasse, corn cob, corn stover, wheat and rice straws; industrial residues such as pulp and paper processing waste, lignin from pulp and paper mills; municipal solid wastes; and energy crops such as switch grass, sweet sorghum, poplar, willow, etc. [3–5]. The nature and availability of lignocellulosic feedstocks in different regions of the world depend on the climate and other environmental factors, agricultural practices and technological development [6]. Several benefits such as large scale availability of biomass at a cheaper cost, environmentally benign bioprocessing to produce ethanol, national energy security, competitive alcohol-based downstream chemicals, enhanced production, macroeconomic benefits for rural communities and the society at large, have given a fillip to biomass-based bioethanol production worldwide [7]. In this context, lignocellulosic biomass is a favorable feedstock for ethanol production based on life cycle analysis of the carbon neutral processes [8]. Ethanol has numerous advantages, especially as a transport fuel, to improve the quality of urban air in association with the reduction in the emissions of greenhouse gasses, nitrogen oxides and hydrocarbons.
Lignocellulose-based ethanol production involves mixed sugar fermentation in the presence of inhibitory compounds such as low-molecular-weight organic acids, furan derivatives (furfural and 5-hydroxymethyl furfural, HMF), phenolics and inorganic compounds released during pretreatment and/or hydrolysis of the raw material [9–11]. However, fermentation of pentose sugars produced by saccharification of lignocellulosic biomass such as xylose, arabinose, etc. to ethanol has limitations to the well-known ethanologens such as Saccharomyces cerevisiae or Zymomonas mobilis due to their metabolic inefficiency. Therefore, these pentose sugars can be utilized for useful by-products such as xylitol based on biorefinery concept to make the process economical.
Xylitol is a naturally-occurring 5-carbon polyol sweetener, which is sugar alcohol of polyol family. It is found in fruits and vegetables and produced in the human body during normal metabolism [12]. It has the same sweetness and one-third of the energy content (i.e. 2.4 kcal g−1) of sucrose [13, 14]. It has unique pharmacological properties such as prevention of tooth decay and ear infection in children; it is used as a sugar substitute for diabetic patients and in parenteral application to trauma patients [15, 16]. A number of yeasts and molds can produce xylitol from xylose because they possess the enzyme xylose reductase. Candida boidinii [12], Candida guilliermondii [13], Candida tropicalis [15], Candida magnolia [16], Debaryomyces hansenii [17] and Pichia stipitis [18] are some of the yeasts with xylitol production capability.
Thermophilic/thermotolerant microorganisms and thermostable enzymes have been of great scientific interest for several decades, principally concerning their potential industrial applications due to their stability at high temperatures [19]. Thermophiles have distinct advantages over mesophiles for ethanol production in terms of increased solubility of substrates, improved mass transfer due to decreased viscosity, increased diffusion rates, high bioconversion rates, ability to use a variety of inexpensive biomass feedstocks, low risk of contamination and in situ product recovery [19, 20].
In the present paper, the growth of thermotolerant yeast Kluyveromyces sp. IIPE453 (MTCC 5314) and fermentation of bagasse hydrolysate to ethanol and xylitol at 50 °C are reported. The yeast strain could grow efficiently on xylose-rich feed of bagasse hydrolysate aerobically and fermented the same feed to xylitol anaerobically. Ethanol was efficiently produced from the glucose-rich stream of bagasse hydrolysate using the pre-grown thermotolerant yeast cells on xylose-rich substrate. The kinetic parameters have been evaluated and simulated the existing kinetic models for the best-fit of the experimental data of ethanol fermentation.
Materials and methods
Preparation of bagasse hydrolysate
Sugarcane bagasse was hydrolyzed to fermentable sugars by acid hydrolysis in two stages that resulted in xylose-rich stream in first stage and glucose-rich in second stage [21]. The xylose-rich stream was obtained by employing sulfuric acid concentration of 8 % (w/w) and temperature of 100 °C for 90 min with solid to liquid ratio 1:4, and the glucose-rich stream was obtained by employing sulfuric acid concentration of 40 % (w/w) and temperature of 80 °C for 90 min with solid to liquid ratio 1:4. The acid from hydrolysate was separated using ion-exchange chromatography and recycled back for fresh hydrolysis. The acid-free product recovered from the first-stage acid hydrolysate were xylose-rich, containing total reducing sugar concentration of 24.8 ± 1.2 g l−1 comprising of 22.3 ± 1.0 g l−1 xylose, 2.5 ± 0.2 g l−1 glucose and furfural 250 ± 9 mg l−1, whereas, acid-free product recovered from the second-stage hydrolysate were glucose-rich containing total reducing sugar concentration of 35 ± 1.9 g l−1 comprising 32 ± 1.7 g l−1 glucose, 3 ± 0.2 g l−1 xylose and furfural 140 ± 7 mg l−1.
Growth conditions
The thermotolerant yeast Kluyveromyces sp. IIPE453 (MTCC 5314), isolated from soil samples, was optimized for its growth and fermentation conditions by Kumar et al. [22]. The thermotolerant yeast was grown in a Bioflow-110 bioreactor (New Brunswick, USA) (5L working volume) under aerobic conditions at a temperature of 50 °C and pH 5.0. The xylose-rich hydrolysate was used for the growth of yeast. The salt medium (SM) for growth, in g l−1, di-sodium hydrogen ortho phosphate, 0.15; potassium di-hydrogen ortho phosphate, 0.15; ammonium sulfate, 2.0; yeast extract, 1.0, was prepared in xylose-rich hydrolysate. After supplementing media composition, some precipitation formed which was removed by vacuum filtration using 0.2 µm Whatman GF/C filter paper. 1 M phosphoric acid and 1 M NaOH were used as acid and base, respectively, to maintain the pH. The dissolved oxygen (DO) was controlled at 40 % by agitation and aeration rate of 1 vvm.
Fermentation conditions
The fermentation was carried out in a Bioflow-110 bioreactor (New Brunswick, USA) (2L working volume) under anaerobic conditions at a temperature of 50 °C and pH 5.0. The xylose-rich and glucose-rich hydrolysates were used for fermentation, separately for xylitol and ethanol production, respectively. The fermentation medium, same as the growth medium except ammonium sulfate, 1.0 g l−1, was prepared in the hydrolysate. After supplementing media composition, some solid precipitate formed which was removed by vacuum filtration using 0.2 µm Whatman GF/C filter paper. The yeast Kluyveromyces sp. IIPE453 does not grow in anaerobic condition [22]. Therefore, the fermentation medium was inoculated with the yeast cells grown in xylose-rich hydrolysate under aerobic condition. The initial dry cell weight (DCW) ranging from 2 to 3 g l−1 was maintained in the broth. 1M phosphoric acid and 1 M NaOH were used as acid and base, respectively, to maintain the pH. All the experiments were conducted in duplicates and the average values are reported in the manuscript.
Analytical methods
The sugars (glucose and xylose) and xylitol were analyzed by HPLC using high performance carbohydrate column (Waters) at 30 °C with acetonitrile and water mixture (75:25) as a mobile carrier at a flow rate of 1.4 ml min−1 and detected by a Waters 2,414 refractive index detector. Ethanol was analyzed by a gas chromatograph using Ashco Neon II Gas Analyzer with a 2 m long and 1/8″ dia Porapak-QS column with mesh range 80/100. Sample was injected at an inlet temperature of 220 °C, oven temperature of 150 °C and flame ionization detector temperature of 250 °C using nitrogen gas as a carrier. Furfural and hydroxymethyl furfural were measured by a double beam UV–VIS spectrophotometer 2,600 at 277 nm.
DCW was determined in the broth by centrifuging 1 ml of broth in pre-dry weighed Eppendorf tube using Eppendorf centrifuge 5,415 C at 10,000 rpm for 5 min, followed by washing twice with distilled water (DW) and drying in a vacuum oven at 70 °C to a constant weight.
Kinetic model
Ethanol fermentation is governed by the specificity of the microorganisms and the metabolic regulations, which are dependent on the process parameters. Hence, the monitoring of the growth of microbial cells and fermentation, the cell behavior towards the substrate and the product, particularly on their concentration and the role of cells in the overall productivity of the process, need careful studies. A functional relationship between specific growth rate (μ) and the rate limiting substrate concentration (S) is generally expressed by Monod-type equation:
where, μ m is the maximum specific growth rate, and K S is the value of the rate limiting substrate concentration at which the specific growth rate is half of its maximum value, generally referred to as the saturation constant.
In most of the processes, high concentrations of substrate and/or product often lead to inhibitory effects. The Eq. (1) does not incorporate the inhibitions due to either substrate or product or both. Therefore, the proposed kinetics can be modified in terms of both, the substrate and the product inhibition and combined with death rate and cell maintenance. The yeast strain Kluyveromyces sp. IIPE453 does not allow its growth in anaerobic conditions [22]. Therefore, the rate of cell mass formation (r x ), product formation (r p ) and substrate consumption (r s ) for fermentation without any growth is related to the cell concentration (X), product concentration (P) and substrate concentration (S) as follows [23]:
where, K′ d is the specific death rate (h−1); ν is the specific product formation rate (g g−1 h−1); K′ CM is the maintenance coefficient (h−1); Y′ P/S is the yield coefficient [product formation per unit substrate consumed (g g−1)].
For mixed product formation, the rate of cell mass formation will be the same, whereas, the rate of product formation will depend on specific production rate. Under such conditions, the rate of substrate consumption can be defined as follows:
where, subscripts 1 and 2 show the product yield coefficient, specific product formation rate and maximum specific product formation rate for mixed product formation.
Ethanol fermentation with sugary substrates generally experiences inhibition to growth of cells from the substrate (feed) and ethanol (product). Several inhibition models have been proposed by various researchers for either substrate or product inhibition or both. On validating experimental data with existing kinetic models for product and/or substrate inhibition, Luong model for product inhibition was found to be the best fit for ethanol formation using Kluyveromyces sp. IIPE453 on glucose [23].
where, νm is the maximum specific ethanol production rate (h−1); K’ P is the ethanol inhibition constant (g l−1) and α is the empirical exponent.
The initial parameters for fermentation ν and Y′ P/S can be calculated from the experimental data. Further, the parameters ν m , K′ d, K′ CM and Y’ P/S can be calculated from Eqs. (2)–(6) and parameters νm and K′ P can be calculated using the Luong model Eq. (7) using the Newton’s method (Solver, Microsoft Excel 2003, Microsoft Corporation, USA) by minimizing the sum of the squares of deviations between experimental and calculated data.
Estimation of model parameters
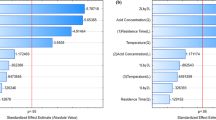
The difference between the model generated values and the corresponding experimental data was minimized using various error estimates including minimization of the weighted sum of squares of residuals (SSWR), the mean standard deviation (\(\overline{\Delta }_{j}\)), the variance of error of residues (S j), an error statistic (λ), and the root mean square error (RMSE) [23].
Results and discussion
The thermotolerant yeast Kluyveromyces sp. IIPE453 (MTCC 5314) showed the growth and ethanol fermentation efficiencies on a wide range of substrates such as glucose, xylose, mannose, galactose, arabinose, sucrose and cellobiose at high temperatures i.e. 50 °C [22]. The yeast strain was also able to convert the sugars present in the sugarcane bagasse hydrolysate, sugarcane juice, molasses, mahua flower extract, and their mixtures to ethanol efficiently [21]. The yeast showed the high cell mass yield 0.43 g g−1 on xylose as compared to 0.20 g g−1 on glucose, whereas, ethanol yield was found to be 0.46 g g−1 on glucose as compared to 0.1 g g−1 on xylose. Apart from ethanol, xylitol could also be produced from xylose with a yield of 0.65 g g−1 [22]. On the basis of the growth and fermentation studies on pure glucose and xylose, the xylose-rich sugar stream was used for the growth of yeast strain Kluyveromyces sp. IIPE453 and xylitol production, whereas, the glucose-rich stream was used for ethanol production in this study.
Growth of Kluyveromyces sp. IIPE453 on bagasse hydrolysate
The yeast strain Kluyveromyces sp. IIPE453 was grown on xylose-rich bagasse hydrolysate, obtained from first-stage acid hydrolysis. The initial sugar concentration in the medium was maintained at 15 ± 0.7 g l−1 by diluting it with distilled water. The furfural concentration was found to be 150 ± 5 mg l−1 after dilution. The strain grew efficiently on xylose-rich bagasse hydrolysate. The exponential phase started after 2 h, and ended at 18 h (Fig. 1). The stationary phase of cell growth reached at 18 h and the decay phase reached at 22 h. The maximum cell mass concentration of 5.35 ± 0.25 g l−1 was obtained with total sugar consumption of 9.04 ± 0.4 g l−1 with a yield of 0.58 g g−1 and the maximum specific growth rate of 0.13 h−1 in 18 h. The same yeast during its growth on pure xylose at a initial concentration of 20 g l−1 showed the maximum cell mass concentration of 7.9 ± 0.3 g l−1 with a yield of 0.43 g g−1 and the maximum specific growth rate of 0.34 h−1 [22]. The cell mass yield was higher on bagasse hydrolysate as compared to pure xylose, whereas the specific growth rate was higher on pure xylose. It indicates the formation of other metabolites such as acetic acid, xylitol, etc. in the case of pure xylose. The specific growth rate of the yeast on bagasse hydrolysate may be low due to presence of some inhibitory compounds such as furfural and 5-hydroxylmethyl furfural (HMF). Govindaswamy and Vane [24] reported the maximum specific growth rate of genetically engineered xylose-fermenting yeast S. cerevisiae 424A (LNH-ST) as 0.206 h−1 in YPX medium containing 20 g l−1 xylose.

Time-course of sugar concentration (S) and DCW (X) during growth of Kluyveromyces sp. IIPE453 on bagasse hydrolysate at 50 °C (filled square) total sugar; (filled triangle) dry cell weight (DCW)
Ethanol and xylitol fermentation of bagasse hydrolysate
Batch fermentation was carried out using xylose-rich bagasse hydrolysate (24.8 ± 1.2 g l−1 total sugar with 22.3 ± 1.0 g l−1 xylose, 2.5 ± 0.2 g l−1 glucose and 250 ± 9 mg l−1 furfural), obtained from the first stage of acid hydrolysis. Fermentation of xylose-rich stream resulted in maximum ethanol and xylitol concentrations of 3 ± 0.08 and 14.8 ± 0.1 g l−1 in the broth, respectively, with ethanol and xylitol yields of 0.12 and 0.61 g g−1 of consumed sugar, respectively, in 112 h (Fig. 2). The sugar consumption rate was found to be 0.23 g l−1 h−1. The volumetric and specific productivities were calculated as 0.027 g l−1 h−1 and 0.013 g g−1 h−1 for ethanol, respectively and 0.13 g l−1 h−1 and 0.065 g g−1 h−1 for xylitol, respectively. Kumar et al. [22] reported both ethanol and xylitol yields of 0.1 and 0.65 g g−1, respectively on pure xylose using the same thermotolerant yeast. In the present study, the ethanol yield was found to be higher due to presence of small quantity of glucose in bagasse hydrolysate as high ethanol yield was achieved on glucose [22]. Martínez et al. [25] reported xylitol and ethanol yields of 0.023 and 0.14 g g−1, respectively, on detoxified sunflower-stalk hydrolysates using Hansenula polymorpha, ATCC 34438, whereas, Arrizon et al. [26] fermented bagasse hydrolysate by sequential fermentation to ethanol and xylitol with the yields of 0.44 and 0.29 g g−1, respectively. de Mancilha and Karim [27] reported the xylitol production from corn stover hydrolyzate using Candida mogii with xylitol and cell mass yields of 0.41 and 0.24 g g−1, respectively. de Carvalho et al. [28] reported the xylitol yield of 0.62 g g−1 with volumetric productivity of 0.24 g l−1 h−1 in the fermentation for xylitol from detoxified hydrolysate using C. guilliermondii FTI20037. Carvalho et al. [29] reported the xylitol production of 47.5 g l−1 in 120 h of fermentation with xylitol yield of 0.81 g g−1 and volumetric productivity of 0.40 g l−1 h−1. Therefore, Kluyveromyces sp. IIPE453 is a competitive microorganism for xylitol production.

Time-course of fermentation of bagasse hydrolysate using Kluyveromyces sp. IIPE453 at 50 °C, obtained from dilute acid hydrolysis in the first stage at 100 °C (filled square) total sugar; (filled circle) dry cell weight (DCW); (open square) ethanol; (open triangle) xylitol
Batch fermentation was carried out from glucose-rich bagasse hydrolysate (35 ± 1.9 g l−1 total sugar with 32 ± 1.7 g l−1 glucose, 3 ± 0.2 g l−1 xylose and 140 ± 7 mg l−1 furfural), obtained from the second-stage of acid hydrolysis. Fermentation of glucose-rich stream resulted in a maximum ethanol concentration of 14.8 ± 0.2 g l−1 in the broth with an ethanol yield of 0.43 g g−1 on consumed sugar in 20 h (Fig. 3). The average sugar consumption rate, volumetric ethanol productivity and specific ethanol productivity in batch fermentation were calculated as 1.74 g l−1 h−1, 0.74 g l−1 h−1 and 0.3 g g−1 h−1, respectively. The yeast strain Kluyveromyces sp. IIPE453 showed higher ethanol productivity for bagasse hydrolysate than that of 0.2 g l−1 h−1 from the simultaneous saccharification and fermentation (SSF) of pretreated barley straw using Kluyveromyces marxianus IMB3 at 45 °C [30]. Ballesteros et al. [31] also reported 16–19 g l−1 of ethanol concentration in 72–82 h from the SSF of different lignocellulosic biomass by K. marxianus CECT 10875 at 42 °C, whereas, Tomás-Pejó et al. [32] reported a maximum 32 g l−1 of ethanol concentration with a volumetric productivity of 0.44 g l−1 h−1 from the SSF of wheat straw in a batch process. A comparison of fermentation studies on sugarcane bagasse using different saccharification techniques and microorganisms reported by various researchers is shown in Table 1. In the present study, the DCW was almost constant throughout the fermentation. The final ethanol concentration in the broth was found to be low because of low initial sugar concentration in the hydrolysate. This drawback could be overcome either by improvement of saccharification of sugarcane bagasse or by enhancing the reducing sugar concentration by mixing other high sugar containing feedstock with the bagasse hydrolysate [21].

Time-course of batch fermentation of bagasse hydrolysate using Kluyveromyces sp. IIPE453 at 50 °C, obtained from concentrated acid hydrolysis in the second stage at 80 °C (filled circle) total sugar; (filled square) ethanol; (filled triangle) dry cell weight (DCW)
A process flow diagram including two-stage acid hydrolysis, sugar recovery by ion exchange and fermentation of both xylose-rich and glucose-rich hydrolysates is shown in Fig. 4. For processing of 1 kg of sugarcane bagasse, about 1.48 kg of sulphuric acid was used, which was recycled up to 95 % using ion exchange and used for further hydrolysis. Thus, about 0.074 kg of acid was consumed for complete hydrolysis of 1 kg bagasse. Overall yields of 165 g (210 ml) ethanol and 183 g xylitol per kg of bagasse were obtained, when bagasse hydrolysate was fermented using Kluyveromyces sp. IIPE453 at 50 °C. Kang et al. [33] reported 140 g ethanol production per kg of barley straw in SSF using K. marxianus CHY1612 at 45 °C for initial 24 h (saccharification) and 35 °C for next 48 h (fermentation). Therefore, the thermotolerant yeast reported in the present study has the novelty to utilize both pentose and hexose sugars present in the lignocellulosic hydrolysates into the useful products including ethanol and xylitol. This concept of biorefining may make this process economically viable.

Process flow diagram of sugarcane bagasse to bioethanol
Determination of kinetic parameters for ethanol and xylitol fermentation
The kinetic parameters were evaluated using the experimental data for ethanol and xylitol production on xylose-rich bagasse hydrolysate having total sugar concentration 24.8 ± 1.2 g l−1, as shown in Fig. 2. Using Eqs. (2)–(6), the experimental data have been used for non-linear regression to obtain the best-fit values of the kinetic parameters for ethanol and xylitol fermentation of xylose-rich bagasse hydrolysate, as shown in Table 2. The ethanol and xylitol yields on xylose-rich bagasse hydrolysate were found to be 0.43 and 0.89 g g−1, respectively.
The kinetic parameters were evaluated using the experimental data for ethanol fermentation of glucose-rich bagasse hydrolysate having total sugar concentration of 35 ± 1.9 g l−1, as shown in Fig. 3. Using Eqs. (2)–(5), the experimental data have been used for non-linear regression to obtain the best-fit values of the kinetic parameters for ethanol fermentation of glucose-rich bagasse hydrolysate, as shown in Table 2. The ethanol yield on glucose-rich bagasse hydrolysate was determined as 0.43 g g−1, as shown in Table 1.
Simulation of ethanol fermentation using Luong model
The Monod model Eq. (5) and Luong model Eq. (7) for product inhibition were applied on the experimental data of the fermentation of bagasse hydrolysate (obtained in second-stage of hydrolysis) to ethanol. The values of simulated S, X and P were calculated from Eqs. (2)–(4). Equations (5) and (7) were compared with the experimental data, as shown in Fig. 5. The simulated values of S, X and P from Luong model showed excellent agreement with the experimental data as compared to Monod model.

Simulation of residual sugar concentration (S), ethanol concentration (P) and DCW (X) during ethanol fermentation of bagasse hydrolysate using Monod model, Luong model and modified Luong model at S o = 35 g l−1; temperature = 50 °C; pH 5.0; ν m = 0.35 h−1; K′S = 0.38 g l−1 (spaced lines) Monod model curves; (dotted lines) Luong model curves; (lines) modified Luong model curves; (filled circle) S-exp; (filled square) P-exp; (filled triangle) X-exp
On simulation of ethanol fermentation, it was seen that the Luong model fits satisfactorily with the experimental data for the fermentation of bagasse hydrolysate to ethanol using Kluyveromyces sp. IIPE453, which shows the product inhibition. The error parameters, namely S j, λ and RMSE are found to be lowest at ν m = 0.387 h−1, K′ P = 17.9 g l−1 and α = 4.0. Thus, the fermentation data can be best represented by Luong model equation as:
Arellano-Plaza et al. [35] evaluated mathematical model to predict the product inhibition on the tequila fermentation process and calculated kinetic parameters for Luong model as K′ P = 130 g l−1 and α = 9. Krishnan et al. [34] evaluated fermentation kinetics of ethanol production from glucose by recombinant Saccharomyces 1400(pLNH33) to predict the product inhibition and calculated kinetic parameters for Luong model as ν m = 2.0 h−1, K′ P = 103 g l−1 and α = 1.42. Ge and Bai [36] evaluated the kinetics of continuous ethanol production of a flocculating fusant yeast strain SPSC01 using glucose as the substrate and reported the parameters as ν m = 1.99 h−1, K′ P = 125 g l−1 and α = 1.72. In the present study, the ethanol inhibition constant (K′ P) was much lower than that reported in the literature, which may be due to inhibition by inhibitory compounds present in the hydrolysate. Kumar et al. [23] reported the K′ P value for Kluyveromyces sp. IIPE453 for ethanol fermentation on pure glucose as 88.30 g l−1, which is very high.
Ethanol fermentation with lignocellulosic hydrolysates experiences more inhibition to product formations than with pure sugary substrates due to presence of inhibitory compounds such as furfural and HMF formed during hydrolysis. Therefore, the data of ethanol fermentation were again simulated by considering the inhibition due to inhibitory compounds in the hydrolysate using the modified Luong model as:
where, I is the concentration of inhibitory compounds (mg l−1); K’ I is the inhibition constant due to inhibitory compounds (mg l−1) and α, β are the empirical exponents.
It was seen that the modified Luong model also fitted the experimental data satisfactorily for the fermentation of bagasse hydrolysate to ethanol using Kluyveromyces sp. IIPE453, which showed the product inhibition as well as inhibition due to inhibitory compounds. The error parameters, namely S j, λ and RMSE are found to be lowest at ν m = 0.33 h−1, K′ P = 89.97 g l−1, K′ I = 1,499.99 mg l−1, α = 7 and β = 1. Thus, the fermentation data can be best represented by the modified Luong model equation as:
On validating the data with modified model, the ethanol inhibition constant (K′ P) was found to be almost the same as that reported on pure glucose. The high value of K′ I represents the sustainability of the process at high concentrations of inhibitors.
Conclusion
The thermotolerant yeast Kluyveromyces sp. IIPE453 utilized both glucose and xylose, obtained from bagasse hydrolysis for the production of ethanol as well as xylitol. The biorefining concept of utilizing both the sugars for valuable products will make the process economically viable. This study will give the direction to economical production of biofuels as well as value-added products and complete utilization of sugars present in the lignocellulosic biomass. Based on the production of value-added products from bagasse, it can be concluded that the thermotolerant yeast Kluyveromyces sp. IIPE453 is a promising strain, which can further be used for the technological development of the process from biomass to biofuels and other value-added products.
Abbreviations
- I :
-
Concentration of inhibitory compounds (mg l−1)
- K′ CM :
-
Maintenance coefficient (h−1)
- K′ d :
-
Specific death rate (h−1)
- K′ I :
-
Inhibition constant due to inhibitory compounds (mg l−1)
- K′ P :
-
Ethanol inhibition constant for ethanol production (g l−1)
- K S :
-
Saturation constant for cell growth (g l−1)
- P :
-
Product concentration (g l−1)
- q p :
-
Volumetric ethanol productivity (g l−1 h−1)
- q s :
-
Specific sugar consumption rate (g g−1 h−1)
- q sp :
-
Specific productivity (g g−1 h−1)
- r P :
-
Rate of ethanol formation (g l−1 h−1)
- r S :
-
Rate of sugar consumption (g l−1 h−1)
- r X :
-
Rate of cell formation (g l−1 h−1)
- S :
-
Rate limiting substrate concentration (g l−1)
- S j :
-
Variance of error of residues
- S o :
-
Initial substrate concentration (g l−1)
- X :
-
Cell concentration (g l−1)
- Y′ P/S :
-
Yield coefficient for ethanol formation per unit substrate consumed (g g−1)
- μ :
-
Specific growth rate (h−1)
- μ m :
-
Maximum specific growth rate (h−1)
- ν:
-
Specific ethanol production rate (h−1)
- νm :
-
Maximum specific ethanol production rate (h−1)
- α, β :
-
Empirical numbers
- \(\overline{\Delta }_{j}\) :
-
Mean standard deviation
- λ :
-
Error statistic
References
Rivera EC, Costa AC, Andrade RR, Atala DIP, Maugeri F, Filho RM (2007) Development of adaptive modeling techniques to describe the temperature-dependent kinetics of biotechnological processes. Biochem Eng J 36:157–166
Lin P-Y, Whang L-M, Wu Y-R, Ren W-J, Hsiao C-J, Li S-L, Chang J-S (2007) Biological hydrogen production of the genus Clostridium: metabolic study and mathematical model simulation. Int J Hydrog Energy 32:1728–1735
Demirbas A (2008) Products from lignocellulosic materials via degradation processes. Energy Sour Part A Recover Utili Environ Eff 30:27–37
Kadam KL, McMillan JD (2003) Availability of corn stover as a sustainable feedstock for bioethanol production. Bioresour Technol 88:17–25
Mielenz JR (2001) Ethanol production from biomass: technology and commercialization status. Curr Opin Microbiol 4:324–329
Claassen PAM, van Lier JB, Lopez-Cóntreras AM, van Niel EWJ, Sijtsma L, Stams AJM et al (1999) Utilisation of biomass for the supply of energy carriers. Appl Microbiol Biotechnol 52:741–755
Lynd LR, Zyl WH, McBride JE, Laser M (2005) Consolidated bioprocessing of cellulosic biomass: an update. Curr Opin Microbiol 16:577–583
Kemppainen AJ, Shonnard DR (2005) Comparative life-cycle assessments for biomass-to-ethanol production from different regional feedstocks. Biotechnol Prog 21:1075–1084
Hahn-Hägerdal B, Galbe M, Gorwa-Grauslund MF, Lidén G, Zacchi G (2006) Bio-ethanol—the fuel of tomorrow from the residues of today. Trends Biotechnol 24:549–556
Panagiotou G, Olsson L (2007) Effect of compounds released during pretreatment of wheat straw on microbial growth and enzymatic hydrolysis rates. Biotechnol Bioeng 96:250–258
Yu Z, Zhang H (2004) Ethanol fermentation of acid-hydrolyzed cellulosic pyrolysate with Saccharomyces cerevisiae. Bioresour Technol 93:199–204
Vandeska E, Amartey S, Kuzmanova S, Jeffries TW (1996) Fed-batch culture for xylitol production by Candida boidinii. Process Biochem 31:265–270
Felipe MGA, Vitolo M, Mancilha IM, Silva SS (1997) Fermentation of sugar cane bagasse hemicellulosic hydrolysate for xylitol production: effect of pH. Biomass Bioenergy 13:11–14
Ko CH, Chiang PN, Chiu PC, Liu CC, Yang CL, Shiau IL (2008) Integrated xylitol production by fermentation of hardwood wastes. J Chem Technol Biotechnol 83:534–540
Kang HY, Kim YS, Seo JH, Ryu YW (2006) Flocculation of an isolated flocculent yeast, Candida tropicalis HY200, and its application for efficient xylitol production using repeated-batch cultivation. J Microbiol Biotechnol 16:1874–1881
Tada K, Horiuchi JI, Kanno T, Kobayashi M (2004) Microbial xylitol production from corn cobs using Candida magnoliae. J Biosci Bioeng 98:228–230
Sampaio FC, de Moraes CA, de Faveri D, Perego P, Converti A, Passos FML (2006) Influence of temperature and pH on xylitol production from xylose by Debaryomyces hansenii UFV-170. Process Biochem 41:675–681
Jin YS, Cruz J, Jeffries TW (2005) Xylitol production by a Pichia stipitis d-xylulokinase mutant. Appl Microbiol Biotechnol 68:42–45
Kumar S, Singh SP, Mishra IM, Adhikari DK (2009) Recent advances in production of bioethanol from lignocellulosic biomass. Chem Eng Technol 32:517–526
Avci A, Dönmez S (2006) Effect of zinc on ethanol production by two Thermoanaerobacter strains. Process Biochem 41:984–989
Kumar S, Singh SP, Mishra IM, Adhikari DK (2010) Feasibility of ethanol production with enhanced sugar concentration in bagasse hydrolysate at high temperature using Kluyveromyces sp. IIPE453. Biofuels 1:697–704
Kumar S, Singh SP, Mishra IM, Adhikari DK (2009) Ethanol and xylitol production from glucose and xylose at high temperature by Kluyveromyces sp. IIPE453. J Ind Microbiol Biotechnol 36:1483–1489
Kumar S, Dheeran P, Singh SP, Mishra IM, Adhikari DK (2013) Kinetic studies of ethanol fermentation using Kluyveromyces sp. IIPE453. J Chem Technol Biotechnol 88:1874–1884
Govindaswamy S, Vane LM (2007) Kinetics of growth and ethanol production on different carbon substrates using genetically engineered xylose-fermenting yeast. Bioresour Technol 98:677–685
Martínez ML, Sánchez S, Bravo V (2012) Production of xylitol and ethanol by Hansenula polymorpha from hydrolysates of sunflower stalks with phosphoric acid. Ind Crops Prod 40:160–166
Arrizon J, Mateos JC, Sandoval G, Aguilar B, Solis J, Aguilar MG (2012) Bioethanol and xylitol production from different lignocellulosic hydrolysates by sequential fermentation. J Food Process Eng 35:437–454
de Mancilha IM, Karim MN (2003) Evaluation of ion exchange resins for removal of inhibitory compounds from corn stover hydrolyzate for xylitol fermentation. Biotechnol Prog 19:1837–1841
de Carvalho W, Canilha L, Mussatto SI, Dragone G, Morales MLV, Solenzal AIN (2004) Detoxification of sugarcane bagasse hemicellulosic hydrolysate with ion-exchange resins for xylitol production by calcium alginate-entrapped cells. J Chem Technol Biotechnol 79:863–868
Carvalho W, Santos JC, Canilha L, e Silva JBA, Felipe MGA, Mancilha IM, Silva SS (2004) A study on xylitol production from sugarcane bagasse hemicellulosic hydrolysate by Ca-alginate entrapped cells in a stirred tank reactor. Process Biochem 39:2135–2141
Boyle M, Barron N, McHale AP (1997) Simultaneous saccharification and fermentation of straw to ethanol using the thermotolerant yeast strain Kluyveromyces marxianus IMB3. Biotechnol Lett 19:49–51
Ballesteros M, Oliva JM, Negro MJ, Manzanares P, Ballesteros I (2004) Ethanol from lignocellulosic materials by a simultaneous saccharification and fermentation process (SSF) with Kluyveromyces marxianus CECT 10875. Process Biochem 39:1843–1848
Tomás-Pejó E, Oliva JM, González A, Ballesteros I, Ballesteros M (2009) Bioethanol production from wheat straw by the thermotolerant yeast Kluyveromyces marxianus CECT 10875 in a simultaneous saccharification and fermentation fed-batch process. Fuel 88:2142–2147
Kang HW, Kim Y, Kim SW, Choi GW (2012) Cellulosic ethanol production on temperature-shift simultaneous saccharification and fermentation using the thermostable yeast Kluyveromyces marxianus CHY1612. Bioprocess Biosyst Eng 35:115–122
Krishnan MS, Ho NWY, Tsao GT (1999) Fermentation kinetics of ethanol production from glucose and xylose by recombinant Saccharomyces 1400 (pLNH33). Appl Microbiol Biotechnol 77–79:373–388
Arellano-Plaza M, Herrera-López EJ, Díaz-Montaño DM, Moran A, Ramírez-Córdova JJ (2007) Unstructured kinetic model for tequila batch fermentation. Int J Math Comput Simul 1:1–6
Ge XM, Bai FW (2006) Intrinsic kinetics of continuous growth and ethanol production of a flocculating fusant yeast strain SPSC01. J Biotechnol 124:363–372
Cheng KK, Cai BY, Zhang JA, Ling HZ, Zhou YJ, Ge JP, Xu JM (2008) Sugarcane bagasse hemicellulose hydrolysate for ethanol production by acid recovery process. Biochem Eng J 38:105–109
Cheng KK, Ge JP, Zhang JA, Ling HZ, Zhou YJ, Yang MD, Xu JM (2007) Fermentation of pretreated sugarcane bagasse hemicellulose hydrolysate to ethanol by Pachysolen tannophilus. Biotechnol Lett 29:1051–1055
Hernández-Salas JM, Villa-Ramírez MS, Veloz-Rendόn JS, Rivera-Hernández KN, González-César RA, Plascencia-Espinosa MA, Trejo-Estrada SR (2009) Comparative hydrolysis and fermentation of sugarcane and agave bagasse. Bioresour Technol 100:1238–1245
Carrasco C, Baudel HM, Sendelius J, Modig T, Roslander C, Galbe M et al (2010) SO2-catalyzed steam pretreatment and fermentation of enzymatically hydrolyzed sugarcane bagasse. Enzyme Microbial Technol 46:64–73
Acknowledgments
We thank Dr. M.O. Garg, Director IIP, Dehradun for his valuable suggestion and encouragement to carry out this research work. One of the authors (Sachin Kumar) gratefully acknowledges Senior Research Fellowship awarded by Council of Scientific and Industrial Research (CSIR), India.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kumar, S., Dheeran, P., Singh, S.P. et al. Bioprocessing of bagasse hydrolysate for ethanol and xylitol production using thermotolerant yeast. Bioprocess Biosyst Eng 38, 39–47 (2015). https://doi.org/10.1007/s00449-014-1241-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-014-1241-2