
Abstract
This work investigates the continuous production of alkyl esters from soybean fatty acid (FA) charges using immobilized Novozym 435 as catalyst. The experiments were performed in a packed-bed bioreactor evaluating the effects of FA charge to alcohol (methanol and ethanol) molar ratio, from 1:1 to 1:6, substrate flow rate in the range of 0.5–2.5 mL/min and output irradiation power up to 154 W, at fixed temperature of 65 °C, on the reaction conversion. Results showed that almost complete conversions to fatty acids ethyl esters were achieved at mild ultrasonic power (61.6 W), FA to ethanol molar ratio of 1:6, operating temperature (65 °C) and remained nearly constant for long-term reactions without negligible enzyme activity losses.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The possible shortage of fossil fuels and environmental concerns have prompted a significant number of researches towards the development of renewable energy sources, among them the conversion of fats and oils into biodiesel fuel has been extensively investigated and well documented in the literature [1–3]. Conventionally, the transesterification reaction has been performed using homogeneous alkali catalysts, but although simple, fast and with high yields, it presents several drawbacks, such as costs of catalyst separation and difficulty of purification and separation of reaction products, which involves high production costs and energy consumption [4].
Thus, obtaining of alkyl esters from a two-step reaction process has been proposed, in which the vegetable oil may be first submitted to hydrolysis, followed by esterification of the fatty acids produced [5–7]. In this sense, the use of lipases to promote the esterification of fatty acid charges has attracted much attention recently, because it may comprise an energy-saving method, can reduce environmental hazards by diminishing downstream processes and is appropriate to deal with thermo-sensitive and high value-added compounds due to mild conditions generally employed [8–10]. Nevertheless, the low interfacial area exhibited by fatty acids-water mixtures may have a dramatic negative effect on the esterification reaction rates and hence, adoption of alternative techniques, like ultrasound irradiation instead of deleterious mechanical action, may be quite beneficial as the resultant bubble collapses can provide a very efficient stirring/mixing, hence improving mass transfer [11–13].
In fact, ultrasound is very effective at dispersing material present in solution and therefore the application of ultrasound will contribute to a more homogeneous reaction mixture and facilitate dispersion of lipase through substrate medium [9].
Many reports using enzymes as catalysts adopted the batch-mode process, which suffer from some shortcomings such as long batch time, low quality of the products and high cost of the process [14]. Thus, feasibility of a continuous esterification process is of primary importance to assure a competitive cost to biodiesel fuel, since continuous lipase-catalyzed method could be operated with higher reaction performance than batch reactors, with more consistent and reproducible product quality [14–19]. As mentioned by Laudani et al. [20], the packed-bed reactor (PBR) may be advantageously employed for heterogeneous catalysis, particularly for enzyme-catalyzed reactions due to the easy contact and subsequent separation, continuous removal of inhibitory substances and for facilitating enzyme re-use. It is suitable for long-term and industrial-scale production, has higher ratio of enzyme/substrates and is more cost-effective than conventional batch operations.
Based on these aspects, the main objective of this work is to investigate the esterification of fatty acid (FA) charges from soybean oil to produce methyl (FAME) and ethyl esters (FAEE) using primarily a commercial immobilized lipase, Novozym 435. For this purpose, experiments were performed in a PBR, evaluating the effects of alcohol to FA charge, ultrasound irradiation power output and substrate flow rate.
Materials and methods
Materials
Commercial soybean fatty acids were kindly donated by SGS Agricultura e Indústria Ltda (PA 1060.525 A12, Ponta Grossa/PR, Brazil) with an acid value of 199.8 mg KOH/g and chemical profile of 10.9 wt % of palmitic acid, 3.5 wt % of stearic acid, 26.1 wt % oleic acid, 52.7 wt % linolenic acid and 5.1 wt % linolenic acid. Ethanol and methanol (Merck, 99.9 %), lauric acid (Vetec, 98 %), n-propanol (Synth, 99.5 % of purity), sodium hydroxide (Quimex, 97 %) and acetone (Quimex, analytical grade) were used without further treatment. Commercial immobilized lipase, Novozym 435, from Candida antarctica (immobilized on a macroporous anionic resin, 1.4 wt % water) and Lipozyme RM IM from Rhizomucor miehei (immobilized on a macroporous anion exchange resin, 4 wt % water) were kindly supplied by Novozymes (Araucária, PR, Brazil) and presented an enzyme activity of around 47.8 and 60.5 U/g, respectively, determined as the initial rates in esterification reactions between lauric acid and propanol at a molar ratio of 3:1, temperature of 60 °C and enzyme concentration of 5 wt % in relation to the substrates.
Apparatus and experimental procedure
The experimental setup used for alkyl esters production from soybean fatty acids charges with immobilized lipase under ultrasound irradiation was practically the same that used by Dalla Rosa et al. [21], except that it was used a tubular polyethylene reactor of ~200 cm length, 4.2 mm inner diameter with a capacity of approximately 27 mL, immersed in an ultrasonic water bath (Unique apparatus, USC-180A, temperature accuracy of ±0.5 °C). The experimental ultrasonic bath is equipped with a transducer having longitudinal vibrations and has an operating frequency of 40 kHz and a maximum rated electrical power output of 154 W. The ultrasonic transducer (surface area of 282.2 cm2) is fitted at the bottom horizontally along the length of the bath.
In all evaluated experimental conditions, the reactor was packed with around 11 g of fresh enzyme, with a small amount of cotton wool placed at the reactor ends. The substrates, soybean fatty acids charge and ethanol or/methanol, were placed in a closed Erlenmeyer and mixed by means of a mechanical stirring device (IKA-RW 20 digital stirrer) and then charged into the reaction system by a high-pressure liquid pump (Acuflow, digital series III). After start-up of the reactor, usually a reactor space–time based on the liquid substrates mixture feeding was allowed to elapse before taking samples for analysis.
Though more complex definitions could be used for the evaluation of the time spent in the reactor (the superficial residence time) [14, 22], considering the fact that mild operating temperatures are involved in the present case, here the apparent residence time, τ, was computed dividing the volume of the reactor (mL) by the flow rate of substrates (mL/min) set in the liquid pump, a true, engineering parameter, which was defined as apparent residence time, as follows:
where ε denotes the void fraction, V t is the total bed volume and q is the substrates (alcohol + fatty acids) flow rate.
The void fraction of the PBR used in this work was estimated using the same procedure described by Dalla Rosa et al. [21] resulting in around 0.78. Based on duplicate experiments, the overall experimental error was found to be less than 5 % on esters yield. Throughout this work the temperature was fixed at 65 °C, as this temperature value has been reported to afford the optimum Novozym 435 activity [23]. In this work, it was evaluated the effects of fatty acid charge to alcohol (methanol and ethanol) molar ratio, from 1:1 to 1:6, substrate flow rate in the range of 0.5–2.5 mL/min and output irradiation power up to 154 W, at fixed temperature of 65 °C, on the reaction conversion to produce FAME and FAEE.
Analytical methods
In the case of gas chromatography analysis, samples collected from the PBR were first subject to a gentle nitrogen flow up at ambient conditions for a few minutes, submitted to ethanol and water evaporation up to a constant weight in a vacuum chamber (65 °C, 0.5 bar) and then diluted with 2 mL of ethanol and 8 mL of n-heptane. The following instrumentation and conditions were used: a gas chromatograph (Shimadzu GC-2010), equipped with FID, auto injector AOC-20i and a capillary column (Rtx-WAX, 30 m × 0.25 mm × 0.25 μm); split ratio 1:50; injection volume 1.0 μL. Column temperature was programmed from 120 °C, holding 1 min, heating to 180 °C at 15 °C/min, holding 2 min, and to 250 °C at 5 °C/min, holding 2 min. Hydrogen was used as carrier gas, and the injection and detector temperatures were 250 °C with split ratio 1:50. Hydrogen was the carrier gas, and the injection and detector temperatures were 250 °C, respectively. The identification and quantification of the compounds were accomplished through the injection of authentic standards (ethyl palmitate, stearate, oleate, linoleate and linolenate) (Sigma-Aldrich) and methyl palmitate (Sigma-Aldrich), as internal standard. All analyzes were replicated at least three times. Before sample injection, the water content was monitored by Karl Fischer titration method (DL 50, Mettler-Toledo), determined to be negligible, always lower than 0.01 wt %. Reaction conversion was calculated based on the content of esters in the analyzed samples and on the reaction stoichiometry.
Determination of fatty acids content in sample solution was carried out by titration with KOH, following the IUPAC 2.201 method. In brief, approximately 3 g of solution and 3 drops of phenolphthalein were diluted in 50 mL of 1:1 (v/v) ethanol:ether solution. Such solution was then titrated with KOH 0.1 M, under vigorous agitation until subtle color change. The solution acidity was then determined according to
where, A (wt %) denotes the solution acidity (the weight percentage of free fatty acids in solution), V represents the KOH solution volume (mL) employed in the titration, M KOH is the molarity of KOH solution (mol/L), M FA is the average molar mass of fatty acids (FA), around 278 g/gmol, and m s is the sample mass (g).
Determination of reaction conversion was then also accomplished by computing the difference between initial (original) and final (after the reaction) acidity of the solution, as follows:
where A i denotes the acidity of the original solution and A f the acidity of the solution leaving the PBR.
Results and discussion
Preliminary tests
Initially, the accuracy of the titration method was checked by comparing with GC analysis following EN 14103 standard [24]. Results for this test are shown in Fig. 1 for ethanol to FA charge molar ratio of 3:1, substrate flow rate of 0.5 mL/min (τ ≈ 40 min), 65 °C, and ultrasound irradiation output of 61.60 W (40 % of maximum irradiation output). It can be noticed from this figure a very satisfactory agreement between the two techniques, thus assuring the use of the much simpler titration method.

Comparison between titration (acidity determination) and GC-EN 14103 techniques for reaction conversion determination. Experimental conditions: FA to ethanol molar ratio of 1:3, 0.5 mL/min substrate flow rate, 65 °C and 61.6 W irradiation power using Novozym 435 as catalyst
Besides, this figure also shows the good enzyme stability for these experimental conditions. In fact, Table 1 presents the enzyme activity at the end of the reaction and by comparison with that of fresh enzyme it can be noted that practically no change of activity was verified for both alcohols and for different substrates feedings. Such information might be relevant from an economic point of view since long-term operation may be possible with a given enzyme loading, without the need of enzyme recuperation, activation and then reuse. Note also from Fig. 1 that the good reaction system stability assures the reliability of the experimental information reported in the present work.
To check the auto-catalytic characteristic of the reaction, a test was also performed at the same conditions, ethanol to FA charge of 3:1, substrate flow rate of 0.5 mL/min and 65 °C, but with no ultrasound irradiation power and without the use of catalyst and it was verified only ~15 % conversion.
Effect of alcohol to FA molar ratio
Figure 2 shows the results for two molar ratios of alcohol (methanol and ethanol) to soybean fatty acids, 1:1 and 3:1, keeping fixed the temperature at 65 °C, ultrasound irradiation of 61.60 W and substrate flow rate of 0.5 mL/min. It can be seen from this figure that an increase in the ratio of alcohol to FA charge, from 1:1 to 3:1, leads to an enhancement of reaction conversion, for both methanol and ethanol, which is consistent with the fact that increasing the amount of alcohol beyond the stoichiometric ratio would displace the reaction to products formation. Note also that the use of ethanol promotes higher reaction conversions to FAEE compared to FAME production with values up to around 90 %. Furthermore, it is interesting to observe the stability of the reaction system, not only regarding operation, but also mainly concerning the maintenance of enzyme performance pointing that no losses of enzyme activity, or enzymatic inhibition by excess of alcohol have occurred, which is very important from an economic viewpoint.

Effect of FA to ethanol molar ratio (R) on the esterification reaction at 65 °C, 61.6 W irradiation power and 0.5 mL/min substrate flow rate using Novozym 435 as catalyst
Hanh et al. [25], in studying the esterification of oleic acid using short-chain alcohols (ethanol, n-propanol and n-butanol) under ultrasonic irradiation, reported the best reaction conditions as alcohol to fatty acid molar ratio of 3:1, temperature of 60 °C, with 5 wt % of H2SO4 as catalyst and irradiation time of 2 h, providing conversions to ethyl esters in the order of 90 %. Marciniuk et al. [26] made a theoretical examination of oleic acid esterification and reported that the reaction with ethanol is endothermic and hence an increase in temperature would favor reaction conversion to ethyl esters. They also concluded that in the temperature range investigated, 25–60 °C, molar ratios of alcohol to fatty acid from 2:1 up to 10:1 would be adequate to achieve complete reaction conversion.
Effect of irradiation power output
The effect of ultrasound irradiation power on reaction conversion was evaluated using two levels, 0 (without the use of ultrasound) and 154 W (maximum irradiation output), at 65 °C, substrate flow rate of 0.5 mL/min and 3:1 of ethanol to FA acid molar ratio. As can be seen from Fig. 3, no important difference was verified between the two power outputs. Lee et al. [27] also investigated the effect of ultrasound irradiation, in the range of 150–450 W, on the transesterification of vegetable oils (soybean, canola and corn oil) and reported an increase in reaction conversion with increasing irradiation power for ethanol but not for methanol. Deshmane et al. [28] in studying the esterification of palm fatty acid distillation with methanol in the presence of sulfuric acid under ultrasound irradiation of 120 W also observed in some cases negligible influence of ultrasound on the reaction conversion.

Effect of ultrasound irradiation output on the esterification reaction for FA to ethanol of 1:3, 0.5 mL/min substrate flow rate and 65 °C using Novozym 435 as catalyst
Long-term reaction stability
Aiming at evaluating the reaction behavior and also the enzyme performance (enzyme stability) at larger residence times, relatively long-term reaction was carried out adopting the condition of 65 °C, substrate flow rate of 0.5 mL/min, 1:3 molar ratio of fatty acid charge to ethanol and, taking into account the previous results, in the absence of ultrasound irradiation.
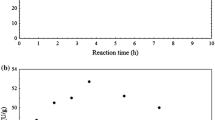
Results for such test are depicted in Fig. 4, where it can be seen a very satisfactory steadiness of reaction conversion with time up to 48 h reaction, with a slight decay from initial time, which can be considered a promising result for industrial, large-scale purposes. Perhaps, the reason for this slight FAEE conversion decay may be because low substrate flow rates may favor enzyme entrapment by water formed in the reaction course, hence affecting the enzyme performance for longer reaction times. Equally important is the fact that at the end of the test the enzyme activity was measured to be 38.4 U/g, about 80 % of the original (fresh) enzyme.

Long-term esterification reaction using Novozym 435 for FA to ethanol of 1:3, 0.5 mL/min substrate flow rate, 65 °C and output irradiation power of 61.6 W
Based on the such result, the next step toward increasing reaction yield was to adopt a higher value for the substrate flow rate, 2.5 mL/min (τ ≈ 8 min), increasing ethanol to FA charge, 6:1, and also the use of ultrasound, for an irradiation output of 61.6 W (40 % of the maximum output), with results shown in Fig. 5. Conversion values of FAEE around 98 % in only 6 min were obtained with stable values verified for more than 1 h, with a final enzyme activity of 47.3 U/g, which means practically no activity losses.

FAEE production using Novozym 435 for FA to ethanol molar ratio of 1:6, 2.5 mL/min substrate flow rate, 65 °C, ultrasound irradiation power of 61.6 and 0 W
Most possibly, higher substrate flow rates together with a higher alcohol to FA acid charge ratio help removing water formed along the PBR, increase hydrodynamics turbulence inside the packed bed, hence preventing mass transfer limitations and avoiding enzyme entrapment. Results obtained in this work show that higher values of alcohol to FA charge molar ratio seems not to provoke inhibition by ethanol, as also verified in the transesterification of palm oil by Novozym 435 in compressed CO2 [21]. It is worthy noting that the use of ultrasound irradiation afforded practically the same results obtained without ultrasound, probably due to a combination of factors: the characteristic of the feeding charge (higher ethanol to FA, lower charge viscosity, hence reducing mass transfer limitations), higher substrate flow rate, and the fact that glycerol, which may constitute in an important obstructing parameter, is not formed in this type of reaction.
Kelkar et al. [29] carried out the esterification of C8–C10 fatty acid odor cut using concentrated sulfuric acid with methanol at reported optimal conditions and obtained up to 98 % conversion in 75 min. They observed that a raise in alcohol to fatty acid cut molar ratio from 5:1 to 10:1 led to an increase in reaction conversion from 91 % in 3 h to around 98 % in 2 h. Deshmane et al. [30] investigated the esterification of palm fatty acid distillation with methanol in the presence of sulfuric acid under ultrasound irradiation of 120 W power dissipation and observed conversion of around 95 % in about 150 min. In that work, an increase in methanol to FA cut molar ratio also led to a raise in reaction conversion.
Park et al. [31] studied the esterification of oleic acid and high-acid oil with methanol in the presence of Amberlyst-15 as heterogeneous catalyst and sulfuric acid as homogeneous catalyst. Reactions were accomplished for alcohol to oil ratios of 1:3 and 1:6 at 60 and 80 °C. It was observed that the esterification of oleic acid was significantly diminished with raising water content and that the activity of the heterogeneous catalyst was much more affected than that of sulfuric acid, probably due to the action of water on the acid sites of the catalyst, an inhibition effect of water resulting from the reaction.
The development of adequate reaction systems is of course a crucial step for esterification/transesterification of oils and fats. For example, Wang et al. [32] studied the reaction using lipase–Fe3O4 as biocomposite catalyst especially developed for biodiesel production from soybean oil with methanol. Formation of emulsions and the nanoparticles of the biocomposite showed high activity and stability in the reactor bed at the optimum substrate flow rate of 0.25 mL/min. They observed high reaction conversions and stability using a system of four PBRs, with 88 % conversion for 192 h reaction and 75 % after 240 h operation. Thus, the use of PBR may be a feasible reaction system configuration for large-scale fatty acids esterification.
Recently, Avellaneda and Salvadó [33] compared conventional (alkali-catalyzed) transesterification with packed-bed tubular reactor transesterification using methanol, used oil and NaOH at 60 °C. They noted that the PBR afforded the same yield in only 13 min, around five times faster than the conventional batch alkaline transesterification reaction.
Aranda et al. [34] also studied the esterification of fatty acid charges from palm oil with homogeneous acid catalysts in methanol and ethanol at 3:1 alcohol to fatty acids molar ratio in the range of 130–160 °C and attributed the good conversions (~90 %) obtained to the acid strength of sulfuric and methanesulfonic acids.
Esterification with Lipozyme RM IM
Undoubtedly, the cost of enzyme may be a serious obstacle for the purpose of scale-up modification of oils and fats and in this sense the use of a lower cost lipase may favor the cost-effectiveness of the whole process. An esterification reaction test was thus performed using the commercial Lipozyme RM IM lipase for ethanol to FA charge of 6:1, substrate flow rate of 2.5 mL/min, 65 °C, and ultrasound irradiation power of 61.60 W. Results are shown in Fig. 6, and despite the good stability presented by the reaction system, conversion values are somewhat disappointing compared to those exhibited by the use of Novozym 435, Fig. 5, as only ~50 % is obtained in counterpart to ~98 % for the latter enzyme. These values highlight the need to develop efficient catalysts and justify research efforts and huge investments towards improving not only reactor design but also new heterogeneous catalysts in an attempt to overcome the well-known drawbacks of the homogeneous alkali-catalysis [35].

Production of FAEE using Lipozyme RM IM as catalyst for FA to ethanol molar ratio of 1:6, 2.5 mL/min substrate flow rate, 65 °C, ultrasound irradiation power of 61.6 W
Conclusions
In this work it was evaluated the effects of process variables on the production of fatty acid esters from soybean fatty acid charge using Novozym as catalyst in a PBR. Results showed that lipase-catalyzed esterification might be a potential alternative to conventional base-catalyzed or even enzyme-catalyzed in solvent medium processes, as around complete conversions were obtained at mild temperature, 65 °C, FA to ethanol molar ratio of 1:6, 2.5 mL/min substrate flow rate, ultrasound irradiation power of 61.6 W, opening possibilities to manipulate process variables as well-reactor configurations towards reaching very satisfactory yields. The good stability of the system may be of interest since negligible loss of enzyme activity makes it possible to build large-scale equipment for long-term operations. According to the results obtained in the present work ultrasound irradiation afforded almost the same results obtained without ultrasound, possibly due to the characteristic of the feeding charge (higher ethanol to FA, lower charge viscosity, hence reducing mass transfer limitations), higher substrate flow rate, and the fact that glycerol, which may constitute in an important obstructing parameter, is not formed in this type of reaction.
References
Ma F, Hanna MA (1999) Bioresour Technol 70:1–15
Fukuda H, Kondo K, Noda H (2001) J Biosci Bioeng 92:405–416
Altin R, Çetinkaya S, Yücesu HS (2001) Energy Convers Manag 42:529–538
Kusdiana D, Saka S (2001) Fuel 80:225–231
Gan S, Ng HK, Ooi CW, Motala NO, Ismail MAF (2010) Bioresour Technol 101:7338–7343
Rocha LLL, Ramos ALD, Filho NRA, Furtado NC, Taft CA, Aranda D (2010) Lett Organ Chem 7:571–578
Sousa JS, Oliveira EAC, Aranda DAG, Freire DMG (2010) J Mol Catal B Enz 65:133–137
Ramachandran KB, Al-Zuhair S, Fong CS, Gak CW (2006) Biochem Eng J 32:19–24
Liu Y, Jin Q, Shan L, Liu Y, Shen W, Wang X (2008) Ultrason Sonochem 15:402–407
Huang J, Liu Y, Song Z, Jin Q, Liu Y, Wang X (2010) Ultrason Sonochem 17:521–525
Teixeira LSG, Assis JCR, Mendonça DR, Santos ITV, Guimarães PRB, Pontes LAM, Teixeira JSR (2009) Fuel Process Technol 90:1164–1166
Yu D, Tian L, Wu H, Wang S, Wang Y, Ma D, Fang X (2010) Process Biochem 45:519–525
Fiametti KG, Sychoski MM, Cesaro A, Furigo A Jr, Bretanha LC, Pereira CMP, Treichel H, Oliveira D, Oliveira JV (2011) Ultrason Sonochem 18:981–987
He H, Tao W, Zhu S (2007) Fuel 86:442–447
Kusdiana D, Saka S (2004) Appl Biochem Biotechnol 113:781–791
Minami E, Saka S (2006) Fuel 85:2479–2483
Silva C, Weschenfelder TA, Rovani S, Corazza FC, Corazza ML, Dariva C, Oliveira JV (2007) Ind Eng Chem Res 46:5304–5309
Vieitez I, Silva C, Borges GR, Corazza FC, Oliveira JV, Grompone MA, Jachmanián I (2008) Energy Fuels 22:2805–2809
Kasteren JMN, van Nisworo AP (2007) Res Cons Rec 50:442–458
Laudani CG, Habulin M, Knez H, Porta GD, Reverchon E (2007) J Supercrit Fluids 41:74–81
Dalla Rosa C, Morandim MB, Ninow JL, Oliveira D, Treichel H, Oliveira JV (2009) Bioresour Technol 100:5818–5826
Imahara H, Minami E, Hari S, Saka S (2007) Fuel 87:1–6
Novo Nordisk (1992) Characteristics of immobilized lipase in ester synthesis and effects of water and temperature in various reactions. Technical Report A-05948
Standard UNE-EN 14103 (2003) Determination of ester and linolenic acid methyl ester contents. Asociación Española de Normalización y Certificación, Madrid
Hanh HD, Dong NT, Okitsu K, Nishimura R, Maeda Y (2009) Renew Energy 34:780–783
Marciniuk LL, Garcia CM, Muterle RB, Schuchardt U (2007) In: Proceedings of the 14th Brazilian Catalysis Congress, Porto de Galinhas-PE, September, 1–10
Lee SB, Lee JD, Hong IK (2011) J Ind Eng Chem 17:138–143
Deshmane VG, Gogate PR, Pandit AB (2008) Chem Eng J 145:351–354
Kelkar MA, Gogate PR, Pandit AB (2008) Ultrason Sonochem 15:188–194
Deshmane VG, Gogate PR, Pandit AB (2009) Ind Eng Chem Res 48:7923–7927
Park JY, Wang ZM, Kim DK, Lee JS (2010) Renew Energy 35:614–618
Wang X, Liu X, Zhao C, Ding Y, Xu P (2011) Bioresour Technol 102:6352–6355
Avellaneda F, Salvadó F (2011) Fuel Process Technol 92:83–91
Aranda DAG, Santos RTP, Tapañes NCO, Ramos ALD, Antunes OAC (2008) Catal Lett 122:20–25
Atadashi IM, Aroua MK, Abdul Aziz AR, Sulaiman NMN (2013) Ind Eng Chem 19:14–26
Acknowledgments
The authors thank CNPq and Intecnial S.A. for the financial support and scholarships.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Trentin, C.M., Scherer, R.P., Dalla Rosa, C. et al. Continuous lipase-catalyzed esterification of soybean fatty acids under ultrasound irradiation. Bioprocess Biosyst Eng 37, 841–847 (2014). https://doi.org/10.1007/s00449-013-1052-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-013-1052-x