
Abstract
Pelleting of biomass can increase their bulk density and thus improve storability and reduce transportation costs. The objective of this research was to determine the effects of the pelleting conditions on chemical composition and fermentable sugar yield of the biomass. Corn stover, wheat straw, big bluestem, and sorghum stalks were used for this study. Dilute sulfuric acid was used for biomass pretreatment. Accellerase 1500™ was used for cellulose hydrolysis. Effects of mill screen size, die thickness, and L/D ratio of die on chemical compositions and sugar yield were determined. Glucan content of the biomass was positively affected by die thickness and negatively affected by mill screen size. Opposite trend was observed for xylan content. Wheat straw pellets had the highest sugar yield (92.5–94.1%) and big bluestem pellets had the lowest sugar yield (83.6–91.1%). Optimum pelleting condition is 6.5 mm screen size and 44.5 mm die thickness.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
More than 140 billion gallons of transportation fuels are consumed annually in the United States. Bioethanol is a promising alternative energy source for transportation fuel. Bioethanol’s benefits include mitigation of greenhouse gas emissions and mediation of security and economic concerns related to oil imports [1]. The United States government has established the goal that biomass will supply 5% of the nation’s power, 20% of its transportation fuels (~36 billion gallons), and 25% of its chemicals by 2030. A consistent supply of high-quality, low-cost feedstock is vital to achieving this goal and will help the biorefinering industry become more sustainable than the fossil-fuel systems it replaces. However, one of the most important challenges of establishing lignocellulosic biorefineries as a self-sustainable enterprise is designing a logistics system that supplies feedstocks in a way that provides the needed quantity as well as quality of biomass while maintaining the economic and ecological viability of supply system infrastructures. The major problems with current biomass supply systems are the high costs of biomass harvest, transportation, and storage, all of which can affect downstream bioconversion processes and biofuel yields.
Forage and agricultural residues typically are stored in bale form with low bulk density [2, 3]. For example, bulk densities for wheat straw, switchgrass, and corn stover are from 24 to 53 kg/m3, from 49 to 161 kg/m3, and from 40 to 80 kg/m3, respectively, depending on particle size and moisture content [4, 5]. The low bulk density of these biomasses makes them difficult to handle and transport over long distances. The use of forage handling equipment in the biomass energy system is severely limited by the low bulk densities of baled and ground biomass. Although grinding the biomass can increase bulk density compared with baled biomass, ground biomass remains difficult to store and handle at the biorefinery because its physical properties prevent it from flowing properly during unloading, storage, and transfer operations. Flow characteristics are likely to force biorefineries to install additional conveyor systems; other costs associated with handling low bulk density feedstock include storage facilities to handle light material. The cost associated with these systems and facilities along with the labor needed to operate them could be reduced or eliminated if the bulk density of the feedstock could be increased prior to delivery. Densification is one way to maintain the economic and ecological viability of the biomass supply system infrastructure. The increase in bulk density together with the uniform size and shape of biomass pellets should result in improved handling efficiencies, storability, and reduced transportation and handling costs [6]. Pelleted biomass has flowability characteristics similar to cereal grains and thus can be handled and transported with existing grain-handling equipment in the field, on the road, and at biorefinery plants [3, 7].
Pelleting is an agglomeration of small particles into larger particles by means of mechanical or thermal processing. Pelleting of biomass involves size reduction of biomass feedstock, conditioning of the ground biomass by applying heat and/or moisture, and extrusion of the ground biomass through a die [2, 3, 8]. Size reduction of the biomass feedstock is accomplished by processing the biomass in one or two steps using grinders, choppers, and hammer mills. For agricultural residues received in bale form, size reduction is accomplished with a combination of bale grinders and hammer mills. Hammer mills are normally equipped with a screen size of 3.2–6.4 mm [9]. The ground biomass is extruded through a round or square cross-sectional die [8]. Diameter of the die usually varies from 4 to 12 mm or even larger [2]. After compaction, the pellets usually exit the die at high temperatures, ranging from 70 to 90 °C, as a result of the frictional heat generated during extrusion and material preheating. The pellets are cooled to within 5 °C of the ambient temperature and to within 0.5% of the original moisture content of the feed before the conditioner. If pellets are not properly cooled, their durability may decrease due to stresses between the outer layer and the warmer center, which induces cracks in the pellets.
Because pelleting of biomass involves heat and pressure and results in creation of heat during the extrusion process, these conditions may affect fermentable sugar yield or require additional preprocessing steps. Although some published results relate to biomass pelleting, they are mostly focused on economic analysis [9–11]. Published literature focusing on the effect of the pelleting process on downstream processing such as pretreatment and fermentation is limited; studying the effects of pelleting factors such as steam temperature, pelleting pressure, type of binders, die size, the L/D ratio of the die, and particle size of biomass on chemical compositions and fermentable sugar yield of the pellets is important to final ethanol yield and fermentation efficiency. Therefore, the objective of this research was to determine the effects of the pelleting process and pelleting factors on chemical composition and fermentable sugar yield of the biomass.
Materials and methods
Materials
Corn stover, wheat straw, and big bluestem packed in square bales (6 × 4 × 4 ft) and photoperiod-sensitive sorghum stalk packed in a round bale with a diameter of 6 ft were used for this research. Wheat, corn, and sorghum were harvested at the Kansas State Agronomy Farm in November of 2008. The big bluestem bales were swathed and baled in Beloit, Kansas, by Doug Thiessen in January 2009. All biomass bales were chopped to a similar stem length (approximately 17–23 cm) using a tub grinder (Model Haybuster H-1150 series, DaraTech Industries International, Inc., Jamestown, ND). The tub grinder was powered by a diesel engine and ground a large round bale in under 30 s. All four biomass types were then transported to the Bioprocessing and Industrial Value Added Program (BIVAP) building located at 1980 Kimball Avenue in Manhattan, KS. Fine grindings of the chopped biomass were obtained using a 7.4 kW (10 hp) hammer mill (Model 18-7-300, Schuttle-Buffalo Hammermill, Buffalo, N.Y) with two different screens with 3.2 and 6.5 mm (1/8 and 3/8 in.) openings. The product was manually loaded onto a belt conveyor, which fed into the hammer mill. An air suction system and cyclone were attached to the hammer mill to remove the ground biomass, which was stored in sealed paper bags at room temperature.
Pelleting experiments were conducted using a 22.1 kW (30 hp) ring-die pellet mill with 1.5 ton capacity (CPM Master model series 2000, California Pellet Mill (CPM) Co., San Francisco, CA). Two die sizes (hole diameter × effective thickness) used in this study were 4.0 × 31.8 mm and 6.4 × 44.5 mm. To verify the effect of the pelleting process on downstream processing, the biomass before pelleting process was used as the control sample. Before pelleting, the moisture content of ground biomass was adjusted by mixing the mass of water equivalent to 10% room temperature water with the ground biomass for 2 min. No steam conditioning was done on and no external binding agents were added to any of the pelleting experiments. The temperature of biomass pellets exiting the die was 74–82 °C due to frictional heating of the die during pelleting. The pellets were cooled to room temperature through forced air.
All chemicals used for this research were purchased from Sigma Chemical Co. (St. Louis, MO). Accellerase 1500™ (formally known as Danisco, US Inc., Genencor Division, Rochester, N.Y) enzyme complex was used for hydrolyzing sorghum biomass into sugars. This enzyme complex contains multiple enzyme activities; mainly exoglucanase, endoglucanase [2200–2800 CMC U/g (minimum)], hemi-cellulase, and beta-glucosidase [525–778 pNPG U/g (minimum)]. Exoglucanase activity was reported in carboxymethycellulose (CMC U) activity units. One CMC U unit of activity liberated 1 μmol of reducing sugars in 1 min under specific assay conditions of 50 °C and pH 4.8. Beta-glucosidase was reported in pNPG units. One pNPG unit denotes 1 μmol of Nitrophenol liberated from para-nitrophenyl-β-d-glucopyranoside in 10 min at 50 °C and pH 4.8.
Dilute acid pretreatment
Pretreatment was carried out in a Parr pressure reactor (Parr Instrument Company, Moline, IL) with a 1-L reaction vessel. The ground biomass samples were mixed with diluted sulfuric acid (2% w/v) to obtain 10% solid content (approximately 53 g in 500 mL diluted sulfuric acid solution). Biomass slurries were loaded in a reactor and treated at 140 °C for 30 min. For biomass pellets, the pellets were dissolved in the 2% (w/v) sulfuric acid solution to obtain biomass slurries before being loaded in the reactor. Pretreated biomass was washed with hot distilled water and centrifuged three times to remove dissolved sugars and sulfuric acid. The supernatants were collected into a 2-L volumetric flask. A portion of the supernatant was neutralized with CaCO3 and further analyzed for glucose and pentose content by using a high-performance liquid chromatograph (HPLC) with a Rezex RCM column (Phenomenex, CA). More detail of HPLC was included in the “Analytical methods” section. Because hemicellulose is a polymer of hexose and pentose, glucose in the supernatant was considered to be from hydrolysis of both cellulose and hemicellulose, and pentose was counted as sugars released from hydrolysis of hemicellulose. Washed biomass samples were split into two portions. One portion was used for moisture content and chemical composition analyses; the other portion was used for subsequent enzymatic hydrolysis.
Enzymatic hydrolysis
Pretreated biomass samples were enzymatically hydrolyzed in solution with sodium acetate buffer (50 mM, pH 4.8) and 0.02% (w/v) sodium azide to prevent the microbial growth during hydrolysis. The dry mass content of the hydrolysis slurries was 5% (w/v). Enzymatic hydrolysis was carried out in 125 mL flasks with 50 mL of slurry in a 50 °C water bath shaker agitating at 140 rpm for 96 h. The enzyme loading (Accellerase 1500™, Genencor Inc., Rochester, N.Y) was 1 mL/g of cellulose. During enzymatic hydrolysis, the hydrolysis slurries were sampled periodically up to 96 h after the addition of enzyme by withdrawing 0.1 mL of slurry from each flask. Sample slurries were then mixed with 0.9 mL double-distilled water in 1.5 mL vials, and vials were placed to boil in a water bath for 15 min to deactivate the enzyme. After enzyme inactivation, samples were centrifuged at 13,500 rpm for 15 min [12]. The supernatants were filtered into 1.5 mL autosampler vials through 0.2 μm hydrophilic PTFE syringe filters (Millipore, Billerica, Mass). Filtered samples were kept at 4 °C before HPLC analysis.
The conversion efficiency of cellulose was expressed in terms of the percentage of cellulose enzymatically converted to glucose (i.e., enzymatic conversion of cellulose; ECC). It was calculated by comparing the glucose yield (g) after enzymatic hydrolysis with the initial glucose content (1.11 times the initial cellulose content) in the untreated biomass [13]. The following formula was used to calculate ECC:
where c is the concentration (g/L) of d-glucose in the sampled hydrolysate determined by HPLC analysis, V is the total volume (L), and m is the weight of cellulose before enzymatic hydrolysis (g). The factor 1.11 is the cellulose-to-glucose conversion factor.
Analytical methods
Moisture content of ground biomass was determined by drying approximately 2 g of each sample in a forced-air oven at 105 °C for 4 h [14]. Moisture content of pretreated wet samples was determined by drying approximately 2.5 g of sample in a forced-air oven at 49 °C overnight and further drying at 105 °C for a minimum of 4 h.
Extractives in dry, untreated biomass and chemical composition of untreated and pretreated biomass were determined by following NREL laboratory analytical procedures [15, 16]. Structural carbohydrates in biomass were reported as percentages of glucan and xylan. Glucan is basically cellulose, and xylan is the major hemicellulose constituent. Lignin, the major noncarbohydrate component, is the sum of acid-insoluble and acid-soluble lignin.
Glucose, xylose, mannose, and arabinose in acid-hydrolyzed samples were determined by analyzing the supernatant from pretreated samples with an HPLC (Shimadzu, Kyoto, Japan) equipped with an RCM-monosaccharide column (300 × 7.8 mm; Phenomenex, Torrence, Cal., USA) and a refractive index detector (RID-10A, Shimadzu, Kyoto, Japan). The mobile phase was 0.6 mL/min of double-distilled water, and oven temperature was 80 °C. The supernatants of pretreated samples were neutralized with CaCO3 to pH 6 before being filtered through 0.2 μm hydrophilic PTFE syringe filters (Millipore, Billerica, MA).
The experiment for each biomass sample was replicated twice. Analysis of variance (ANOVA) and least-significant difference (LSD) at the 0.05 level were conducted using SAS (SAS Institute 2005, Cary, NC).
Results and discussion
Physical properties of biomass pellets
Physical properties (durability, bulk density, and true density) of the biomass pellets as affected by pelleting variables (hammer mill screen size and ring-die pelleting mill die thickness) are shown in Table 1. The pelleting process significantly improved the bulk density of all four biomass samples up to 9–12 times (from 47 to 60 kg/m3 for chopped biomass to 360–500 kg/m3 for biomass pellets). Pelleting process variables, including hammer mill screen size and ring-die pelleting mill die thickness, were found to have some effects on the durability and density of the biomass. According to Table 1, bulk density values of biomass pellets were found to significantly increase when using a larger hammer mill screen size (6.5 mm instead of 3.2 mm). However, the hammer mill screen size did not cause any significant effect on both true density and durability of biomass pellets. Tabil and Sokhansanj [17] also studied the effect of hammer mill screen size on durability of alfalfa pellets. They found that the increase of hammer mill screen size from 3.2 mm to 6.5 mm resulted in no significant increase of pellet durability, possibly due to the small difference in the screen size and the variability of durability values.
Die thickness was found to have a positive effect on both bulk density and true density of the biomass pellets. Use of a thicker die (44.5 mm instead of 31.8 mm die thickness) also resulted in a significant increase of pellet durability. This phenomenon occurred for all four types of biomass pellets, except for sorghum stalk pellets the effect of die size on their pellet durability was not in a significant level. Overall, the effect of die size on density and durability of biomass pellets was more pronounced than the effect of hammer mill screen size. In this study, the pelleting conditions with a thicker die (44.5 mm die thickness) and a larger hammer mill screen size (6.5 mm screen openings) increased the pellet durability and density. Pelleting of biomass, especially at the optimum pelleting conditions, would produce much denser biomass in a very durable pellet form as compared with baled or ground biomass, and thus help to improve ease of handling and transportation of biomass samples.
Effect of pelleting conditions and pretreatment processes on the chemical composition of biomass
The chemical compositions of each type of unpelleted and untreated biomass were similar to the reported values from previous studies [3, 12, 18–21] (Table 2). Pelleting variables (hammer mill screen size and ring-die pelleting mill die thickness) did not have significant effects on the chemical composition of untreated biomass samples, although their physical properties were affected by the pelleting variables as mentioned in the previous section (Table 3). This trend occurred for all four types of biomass. Extractives of biomass pellets were found to vary by the pelleting conditions and types of biomass (Fig. 1). Among the four different types of biomass pellets, sorghum stalk has the highest extractives (26–30%), while the extractives for big bluestem and wheat straw are relatively low (16–19%) (Fig. 1).

Extractives of wheat straw, corn stover, big bluestem, and sorghum stalk, as affected by hammer mill screen size and die thickness; pellet set 1 = 3.2 mm screen size and 31.8 mm die thickness, pellet set 2 = 3.2 mm screen size and 44.5 mm die thickness, pellet set 3 = 6.5 mm screen size and 44.5 mm die thickness
Similar to the untreated biomass, lignin content of the pretreated biomass was not significantly affected by the hammer mill screen size and die thickness (Table 4). Pelleting process, except for the pelleting condition using mill screen size of 3.2 mm and die thickness of 31.8 mm, resulted in an increase of glucan content of pretreated biomass. The pelleting parameters also pronounced some effects on the glucan content of pretreated biomass pellets. Use of a thicker die (44.5 mm instead of 31.8 mm) resulted in a significant increase of glucan content of the pretreated biomass pellets. This trend was observed for all four types of biomass. Use of a larger hammer mill screen size (6.5 mm screen opening instead of 3.2 mm screen opening) resulted in a significant reduction of glucan content in the pretreated biomass. This trend was observed for all of the treated biomass pellets, except for big bluestem. Pelleting variables had the opposite effect on xylan content, which decreased when using a thicker die on ring-die pelleting mill but tended to increase when using a larger hammer mill screen (Table 4).
The cellulose recovery of biomass after pretreatment varied from both, type of biomass and the pelleting conditions (Fig. 2). For unpelleted biomass, corn stover had the highest cellulose recovery (80–84%). For corn stover and big bluestem, the pelleted biomass had a higher cellulose recovery than the unpelleted biomass. This trend was observed for all pelleting conditions. Unlike corn stover and big bluestem, the cellulose recovery of pelleted wheat straw appeared to be lower than that of unpelleted wheat straw. For sorghum stalk, pelleting did not have a significant effect on the cellulose recovery. A large hammer mill screen size yielded a higher cellulose recovery for wheat straw and corn stover and lower cellulose recovery for big bluestem and sorghum stalk. A large die thickness resulted in a higher cellulose recovery for corn stover and big bluestem but a lower cellulose recovery for wheat straw and sorghum stalk. The pretreatment process was another factor that caused significant changes in the chemical compositions of biomass. Lignin content of biomass increased significantly from 16–19% to 33–36% after pretreatment (Tables 3, 4); similarly, glucan content of biomass increased significantly from 41–46% to 52–59% after pretreatment. A significant decrease in xylan content (from 21–25% to 1.5–2.5%) was observed after pretreatment. With the dilute acid pretreatment, the hemicellulose was not only solubilized but also converted to fermentable sugar [22, 23].

Cellulose recovery of pretreated wheat straw, corn stover, big bluestem, and sorghum stalk, as affected by hammer mill screen size and die thickness; pellet set 1 = 3.2 mm screen size and 31.8 mm die thickness, pellet set 2 = 3.2 mm screen size and 44.5 mm die thickness, pellet set 3 = 6.5 mm screen size and 44.5 mm die thickness
The main components in filtrate fraction of both unpelleted and pelleted biomass after dilute acid pretreatment were xylose and glucose, which can be converted to fuel-ethanol via microbial fermentation (Table 5). Xylose and arabinose in the filtrate were pentose sugars that were solubilized from hemicellulose of biomass by the dilute acid during pretreatment process [23]. Besides pentose sugars, hemicellulose also was composed of glucose. Therefore, glucose in the filtrate fraction was considered to be from hydrolysis of both cellulose and hemicellulose.
Effect of pelleting process on biomass sugar yield
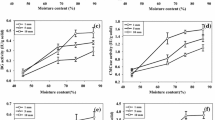
The enzymatic conversion of cellulose (%ECC) for all four types of biomass that was pelleted under different pelleting conditions was shown in Fig. 3. The %ECC varied from 92 to 94.5% for wheat straw pellets, from 91 to 92.5% for sorghum stalk pellets, from 84 to 93.5% for corn stover pellets, and from 83.5 to 92% for big bluestem pellets. For all four types of biomass pellets, the use of a thicker die resulted in a significant increase of %ECC, especially for corn stover and big bluestem pellets. The significant increase of %ECC of biomass was mainly due to the significant increase in glucan content of the pretreated biomass when using a thicker die during the pelleting process. Glucan is the major component in biomass that can be hydrolyzed to fermentable sugar during enzymatic hydrolysis; a higher glucan content in the pretreated biomass results in higher %ECC or expected sugar yield of biomass. The use of a larger hammer mill screen also resulted in an increase of %ECC, but not at a significant level. In this study, the pelleting condition that resulted in the highest %ECC value of biomass was the hammer mill screen opening size of 6.5 mm and ring-die pelleting mill die thickness of 44.5 mm. At this optimum condition, the %ECC of biomass pellets was even higher than that of the corresponding unpelleted biomass (Fig. 3). This result implies that pelleting of biomass can improve the yield of glucose recovery from cellulose. Because the pelleting process involves pressing of the feed materials by the roll(s) through the die holes (open-ended cylindrical holes) made in the periphery of a die ring, the shear developed during extrusion disturbs the biomass structure and thus increases enzyme access to cellulose. During this process, the biomass materials are subjected to shearing, mixing, and heating. The mechanical shear between the die surface and the biomass results in effective biomass deconstruction. The heat generated during the pelleting process made amorphous materials such as cellulose and lignin exhibit a second-order transition, whereas crystalline material such as sugar go through a first-order transition. Plasticization or thermal softening of the biomass materials enhances sugar release from the biomass [24]. As summarized by Zhan et al. 2006 [25] the extrusion process could increase digestible starch fraction, reduce molecular weight of biomolecules, enhance creation of free sugars, and change the native structure of biomolecules. Several studies even used the extrusion process as a physical pretreatment for biomass [24–27]. In this study, pelleting of biomass could be considered a preliminary pretreatment step and thus helps open the biomass structure before the biomass would actually be pretreated by dilute sulfuric acid. By comparing the four different types of biomass pellets, wheat straw pellets had the highest ECC value (94.1%), followed by corn stover pellets (93.1%), sorghum stalk pellets (92.1%), and big bluestem pellets (91.1%). Because the ECC values of pelleted biomass samples were equivalent to or even higher than the corresponding unpelleted samples and the pelleted biomass were easier to handle and transport compared with the unpelleted form, using pelleted biomass in fuel ethanol production has great potential.

Maximum enzymatic conversion of cellulose (%ECC) of wheat straw, corn stover, big bluestem, and sorghum stalk, as affected by hammer mill screen size and die thickness; pellet set 1 = 3.2 mm screen size and 31.8 mm die thickness, pellet set 2 = 3.2 mm screen size and 44.5 mm die thickness, pellet set 3 = 6.5 mm screen size and 44.5 mm die thickness
Conclusions
Hammer mill screen size and ring-die pelleting mill die thickness did not pronounce any significant effect on chemical composition of the untreated biomass pellets. The pretreatment process resulted in a significant increase of glucan content as well as lignin content, but significant decrease of xylan content, both in unpelleted and pelleted forms. For pretreated biomass pellets, the glucan content increased with the increase in die thickness and decreased with the increase in hammer mill screen size. On the contrary, xylan content of treated biomass pellets decreased as die thickness increased and increased as the hammer mill screen size increased. Among the three combinations of pelleting conditions used in this study, the pelleting of biomass using a die with thickness of 44.5 mm and a hammer mill screen size of 6.5 mm gave the highest sugar yield as well as the highest durability and bulk density of biomass. Under this optimum pelleting condition, the maximum enzymatic conversion of cellulose (%ECC) of wheat straw pellet was the highest (94.1%), followed by corn stover pellet (93.1%), sorghum stalk pellet (92.1%), and big bluestem pellet (91.1%).
References
Dien BS, Jung H-JG, Vogel KP, Casler MD, Lamb JFS, Iten LB, Mitchell RB, Sarath G (2006) Chemical composition and response to dilute-acid pretreatment and enzymatic saccharification of alfalfa, reed canarygrass, and switchgrass. Biomass Bioenerg 30:880–891
Colley Z, Fasina OO, Bransby D, Lee YY (2006) Moisture effect on the physical characteristics of switchgrass pellets. T ASAE 49:1845–1851
Kaliyan N, Morey RV, White MD, Doering A (2009) Roll-press briquetting and pelleting of corn stover and switchgrass. T ASAE 52:543–555
Lam PS, Sokhansanj S, Bi X, Lim CJ, Naimi LJ, Hoque M, Mani S, Womac AR, Ye XP, Narayan S (2008) Bulk density of wet and dry wheat straw and switchgrass particles. Appl Eng Agric 24:351–358
Mani S, Tabil LG, Sokhansanj S (2006) Specific energy requirements for compacting corn stover. Bioresour Technol 97:1420–1426
Hess JR, Wright CT, Kenney K (2007) Cellulosic biomass feedstocks and logistics for ethanol production. Biofuel Bioprod Bioref 1:181–190
Holm JK, Henriksen UB, Hustad JE, Sorensen LH (2006) Toward an understanding of controlling parameters in softwood and hardwood pellet production. Energy Fuels 20:2686–2694
Larsson SH, Thyrel M, Geladi P, Lestander TA (2008) High-quality biofuel pellet production from pre-compacted, low-density raw materials. Bioresour Technol 99:7176–7182
Mani S, Sokhansanj S, Bi X, Turhollow A (2006) Economics of producing fuel pellets from biomass. Appl Eng Agric 22:421–426
Mani S, Bi X, Sokhansanj S (2005) Environmental systems assessment of biomass densification process. CSAE Paper No. 05081. Winnipeg, Manitoba
Sokhansanj S, Turhollow A (2004) Biomass densification: cubing operations and costs. Appl Eng Agric 20:495–499
Theerarattananoon K, Wu X, Staggenborg S, Propheter J, Madl R, Wand D (2010) Evaluation and characterization of sorghum biomass as feedstock for sugar production. T ASAE 53:509–525
Varga E, Reczey K, Zacchi G (2004) Optimization of steam pretreatment of corn stover to enhance enzymatic digestibility. Appl Biochem Biotechnol 114:509–523
Sluiter A, Hames B, Hyman D, Payne C, Ruiz R, Scarlata C, Sluiter J, Templeton D, Wolfe J (2008) Determination of total solids in biomass and total dissolved solids in liquid process samples. NREL/TP-510–42621. National Renewable Energy Laboratory (NREL), Golden, Colorado
Sluiter A, Ruiz R, Scarlata C, Sluiter J, Templeton D (2005) Determination of extractives in biomass: NREL/TP-510–42619. National Renewable Energy Laboratory (NREL), Golden, Colorado
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker D (2008) Determination of structural carbohydrates and lignin in biomass: NREL/TP-510–42618. National Renewable Energy Laboratory (NREL), Golden, Colorado
Tabil L, Sokhansanj S (1996) Process conditions affecting the physical quality of alfalfa pellets. Appl Eng Agric 12(3):345–350
Mani S, Tabil LG, Sokhansanj S (2004) Evaluation of compaction equations applied to four biomass species. Can Biosyst Eng 46:355–361
Han M, Moon S, Kim Y, Kim Y, Chung B, Choi G (2009) Bioethanol production from ammonia percolated wheat straw. Biotechnol Bioprocess Eng 14:606–611
Yu Y, Lou X, Wu H (2008) Some recent advances in hydrolysis of biomass in hot-compressed water and its comparisons with other hydrolysis methods. Energy Fuels 22:46–60
Luterbacher JS, Tester JW, Walker LP (2010) High-solids biphasic CO2–H2O pretreatment of lignocellulosic biomass. Biotechnol Bioeng 107:451–460
Zaldivar J, Nielsen J, Olsson L (2001) Fuel ethanol production from lignocellulosic: a challenge for metabolic engineering and process integration. Appl Microbiol Biotechnol 56:17–34
Saha BC, Iten LB, Cotta MA, Wu YV (2005) Dilute acid pretreatment, enzymatic saccharification, and fermentation of wheat straw to ethanol. Process Biochem 40(12):3693–3700
Karunanithy C, Muthukumarappan K (2010) Effect of extruder parameters and moisture content of switchgrass, prairie cord grass on sugar recovery from enzymatic hydrolysis. Appl Biochem Biotechnol 162:1785–1803
Zhan X, Wang D, Bean SR, Mo X, Sun XS, Boyle D (2006) Ethanol production from supercritical-fluid-extrusion cooked sorghum. Ind Crop Prod 23:304–310
Karunanithy C, Muthukumarappan K (2010) Effect of extruder parameters and moisture content of corn stover and big bluestem on sugar recovery from enzymatic hydrolysis. Biol Eng 2(2):91–113
Dale BE, Weaver J, Byers FM (1999) Extrusion processing for ammonia fiber explosion (AFEX). Appl Biochem Biotechnol 77–79:35–45
Acknowledgments
This project was funded by the Biomass Research and Development Initiative Competitive Grants Program (BRDI), USDA National Institute of Food and Agriculture, Grant No. 68-3A75-7-609. Contribution number 11-246-J from the Kansas Agricultural Experiment Station. This study was also partly supported by NSF award CMMI-0970112.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Theerarattananoon, K., Xu, F., Wilson, J. et al. Effects of the pelleting conditions on chemical composition and sugar yield of corn stover, big bluestem, wheat straw, and sorghum stalk pellets. Bioprocess Biosyst Eng 35, 615–623 (2012). https://doi.org/10.1007/s00449-011-0642-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-011-0642-8