
Abstract
This work reports the optimization of 2-ethylhexyl palmitate production by esterification reaction in a solvent-free system using a commercial lipase as catalyst. For this, a sequential strategy was performed applying three experimental designs. An empirical model was built so as to assess the effects of process variables on the reaction conversion. Afterward, the operating conditions that optimized 2-ethylhexyl palmitate production were determined to be acid to alcohol molar ratio of 1:5.5, 70 °C, 150 rpm and 10.5 wt% of enzyme, leading to a reaction conversion as high as 93%. From this point, a kinetic study was carried out evaluating the influence of acid to alcohol molar ratio, enzyme concentration and temperature on product yield. Results obtained in this step allow to conclude that an excess of alcohol (acid to alcohol molar ratio of 1:6), relatively low enzyme concentration (10 wt%) and temperature of 70 °C led to nearly complete reaction conversion.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The esterification products from the reaction of long-chain acids (12–20 carbon atoms) with long-chain alcohols are used as lubricant and plasticizer for high-precision machinery. Esters resulting from the reaction of long-chain acids with short-chain acids (3–8 carbon atoms) are employed as additives in food, detergent, cosmetic and pharmaceutical industries [1, 2].
Fatty acid esters from 2-ethyl hexanol, such as 2-ethylhexyl palmitate, are of great interest due to their applications in cosmetics, pharmaceutics, food and chemical industries. They are used, for example, as low temperature plasticizers for polyvinyl chloride, vinyl chloride, copolymers, polystyrene, ethyl cellulose and synthetic rubber, and also in the manufacture of water-resistant lubricants or as solvents.
Currently, commercial production of 2-ethylhexyl palmitate is based on chemical esterification, which suffers from several drawbacks such as formation of many side-products and high energy consumption [3, 4].
The enzymatic synthesis, an alternative to chemical process, has some well-defined advantages, like higher reaction yields at near ambient temperatures, leading to high quality products with associated lower energy costs and reduced formation of secondary products [5–9].
Some techniques have been employed to produce 2-ethylhexyl palmitate by lipase-catalyzed reactions, both in organic medium and in solvent-free systems, as reported in a few works available in the open literature [3, 4]. Indeed, there is a clear lack of results regarding the enzymatic esterification of 2-ethyl-hexanol with long-chain acids in solvent-free systems in the specialized literature.
The present work is part of a broader project aiming at building a platform to allow developing new processes for fatty acids esters production by enzyme-catalyzed esterification. Thus, taking into account the state-of-the art in the mentioned subject, the main objective is to evaluate the effects of process parameters on the production of 2-ethylhexyl palmitate by a sequential strategy of experimental designs. A kinetic study was also performed toward assessing the influence of acid to alcohol molar ratio, enzyme concentration and temperature on product conversion.
Materials and methods
Materials
The substrates used in the esterification reactions were commercial palmitic acid (Vetec, 98% purity) and 2-ethyl-hexanol (Merck, 99% purity). The commercial lipase from Candida antarctica (Novozym 435), immobilized on a macroporous anionic resin (0.12 U/g, 1.4% water, diameter in the range of 0.3–0.9 mm and optimum temperature of 70 °C), was kindly supplied by Novozymes Brazil (Araucária, PR, Brazil) was used as catalyst. Acetonitrile and methanol of HPLC grade were obtained from Vetec and J. T. Baker. The standard of 2-ethylhexyl palmitate was kindly donated by Jovii Cosmecêutica (Cachoeirinha, RS, Brazil).
Sequential strategy of experimental designs
With the objective of determining the best reaction values of substrates molar ratio, enzyme concentration and temperature, three experimental designs were employed as presented in Table 1. Three replicates at the central point of each planning were carried out in order to calculate the experimental error. In all experiments, the stirring rate and reaction time was fixed at 150 rpm and 6 h, respectively. Enzymatic esterification reactions were carried out in orbital shaker.
For the first experimental planning, the levels of the variables investigated were defined from preliminary experiments performed by our research group. After analyzing the results of the first experimental design, a second CCRD (Central Composite Rotatable Design) was carried out, adjusting the substrates molar ratio and enzyme concentration (weight percentage, wt%, based on substrates). The statistical analysis of the results indicated the execution of a third CCRD 22 for conversion optimization. Results obtained in each step were analyzed using Statistica® 6.0 (Statsoft Inc, USA).
After analyzing the results of the experimental designs, reaction kinetic experiments were performed adopting palmitic acid to 2-ethyl-hexanol molar ratios of 1:1, 1:3, 1:5, 1:7 and 1:10, enzyme concentration of 1, 5, 10, 15 and 20 wt% (based on the total amount of substrates—palmitic acid and 2-ethyl-hexanol), and temperature ranging from 30 to 70 °C. Samples were taken from the bulk reactive system at 0, 5, 10, 15, 30 min, and 1, 2, 3, 4, 5, 6, 7 and 8 h. One important issue when dealing with the reactional system is to assure safe sample withdraws of the whole content of the reacting mixture. For this purpose, a set of preliminary tests were carried out for some experimental conditions with the actual reaction system (palmitic acid and 2-ethyl-hexanol in the presence of the enzyme), performing destructive experiments and comparing with sampling results. In all performed tests, excellent agreement was found thus assuring the reliability of the sampling system.
Products quantification
Quantitative analyses of the products were conducted using an HPLC system from Agilent Series, equipped with a refractive index. The following instrumentation and conditions were used: Zorbax C18 column (4.6 m × 250 mm, 5 μm), flow rate of 1.0 mL/min, column temperature of 35 °C; the mobile phase, acetonitrile:methanol:H20 (75:25:5, v/v/v). Acetonitrile:methanol:H20 (75:25:5, v/v/v) was used as a sample dissolving solvent, and the injection volume was 20 μL. Quantification was carried out using authentic standards of 2-ethylhexyl palmitate. Calibration curves were built with the following concentrations 1,410; 2,820; 5,640; 11,280; 16,920; 22,560; 28,200 and 33,840 ppm. Reaction conversion was calculated based on the content of 2-ethylhexyl palmitate in the analyzed sample and on the reaction stoichiometry.
Results and discussion
Experimental designs
To assess the effects of acid to alcohol molar ratio, enzyme concentration and temperature on 2-ethylhexyl palmitate production, a 23 experimental design with central point triplicate was adopted. The matrix of the first experimental design, with coded levels and the response in terms of 2-ethylhexyl palmitate conversion is presented in Table 2. From this table, one can see that very distinct conversions were obtained as a function of the variables levels studied.
Results obtained in the first experimental design were statistically analyzed and permitted to generate an empirical coded model for 2-ethylhexyl palmitate conversion as a function of substrates molar ratio, temperature and enzyme concentration. The resulting model was validated by analysis of variance (ANOVA). The R-squared (coefficient of determination) value (0.81), the F test for regression (calculated value about three times the listed one) prove that the model (Eq. 1) is capable of well representing the experimental data of 2-ethylhexyl palmitate conversion in the range of factors investigated. In Eq. 1, presented below, T represents the variable temperature, RM the acid to alcohol molar ratio and E the enzyme concentration.
As can be observed from Eq. 1, all variables presented positive significant effect (p < 0.05) on 2-ethylhexyl palmitate conversion. Higher values of temperature, enzyme concentration and an alcohol excess seem to promote a good reactional system. As an example, experiment 8 of the first experimental design led to a conversion of 86.8% in 6 h of reaction (acid to alcohol molar ratio of 1:3, enzyme concentration of 10% wt% and temperature of 70 °C).
The next step toward improving reaction conversion was to build and execute a second experimental design (CCRD). As the highest conversions were obtained at 70 °C and considering that this temperature is near the optimum value of Novozym 435 activity [10–12], this value was kept constant in the second experimental design. On the other hand, the enzyme concentration and substrates molar ratio variables were shifted to upper levels, as these variables presented a positive effect. Table 3 presents the CCRD matrix and the obtained 2-ethylhexyl conversions.
Results obtained in the second experimental design were statistically analyzed, and a summary is depicted in Fig. 1. This figure presents the Pareto chart with the independent studied variables in terms of 2-ethylhexyl conversion. It is clear that the enzyme concentration presented a negative significant effect (p < 0.05) and the substrates molar ratio, in the investigated range, a positive one.

Pareto chart of the effects of acid:alcohol molar ratio and enzyme concentration on the 2-ethylhexyl palmitate production (p < 0.05). Experimental data and conditions shown in Table 3. L and Q represent linear and quadratic effects, respectively
The analysis of the second experimental design indicated the need of a third one aiming to optimize the 2-ethylhexyl production. Table 4 presents the matrix of the third CCRD with the respective conversions where one can observe, at a first moment, that high conversions (about 93%) were obtained in the central point.
After the statistical analysis, an optimized coded model for 2-ethylhexyl palmitate production was validated. The analysis of variance (ANOVA) led to values of F test for regression calculated higher than the listed one and an R-squared (coefficient of determination) value of 0.90. This implies a satisfactory representation of the process by the model, as illustrated by the predicted conversion (fifth column of Table 4) and relative error deviation (RED) (sixth column of Table 4). The coded model fitted by regression analysis is given by:
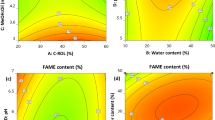
Figure 2 presents the response surface showing the influence of enzyme concentration and substrates molar ratio on the 2-ethylhexyl palmitate conversion. In this third experimental design (CCRD), the enzyme concentration and acid to alcohol molar ratio that optimized 2-ethylhexyl palmitate production were obtained in runs 9, 10 and 11, corresponding to the central point (acid palmitic:2-ethyl-hexanol molar ratio 1:5.5, 10.5 wt% of enzyme, 70 °C, 150 rpm and 6 h of reaction) of the design, reaching maximum values of 94.59, 91.67 and 94.97% (mean of the three replicates 93.74%).

Response surface for 2-ethylhexyl palmitate production as a function of acid:alcohol molar ratio and enzyme concentration
In attempt to compare the results obtained, until this point, we found only one work in the literature related to the enzymatic esterification of 2-ethylhexyl palmitate production in solvent free system. He et al. [3] studied the enzymatic synthesis of fatty acid esters from 2-ethylhexanol, mainly 2-ethylhexyl palmitate, using an immobilized Candida sp. 99–125 lipase. In solvent-free system, enzyme concentration of 10 wt%, 2-ethyl-hexanol/palmitic acid molar ratio of 1:1 and 40 °C, conversions as high as 84% were obtained after 24 h of reaction [3].
Some other works presented in the literature report the enzymatic esterification of different substrates in solvent-free system. As an example, Kumar et al. [13] in investigating the ethyl palmitate synthesis obtained conversions of around 97%. Güvenç et al. [14] evaluated the enzymatic production of isoamyl acetate using Novozym 435 as catalyst (5 wt% of substrates), acid to alcohol molar ratio 1:2, 30 °C and 150 rpm in 6 h of reaction. In this experimental condition, the authors obtained a conversion of 80%. Santos et al. [15], in the enzymatic production of butyl esters, obtained at the best tested experimental conditions, conversions of 49% using butyric acid as acyl group donator. Using Lipozyme IM 77 as catalyst, Chang et al. [16] optimized the hexyl laurate production as being 69.7%, at 40.6 min, 58.2 °C, enzyme concentration of 25.4 mg/volume and pH of 5.9.
Concerning the substrates used in this work, in the presence of organic solvent, two works presented in the literature can be cited [3, 4]. One of them reported a conversion of 91% using petroleum ether as solvent in the 2-ethylhexyl palmitate production using immobilized Candida sp. 99–125 lipase, 2-ethyl-hexanol/palmitic acid molar ratio of 1:1 and 40 °C [3]. Tan et al. [4] immobilized lipases in membranes and evaluated the production of 2-ethylhexyl palmitate in a batch system. Conversions of about 95% using palmitic acid to 2-ethyl-hexanol molar ratio of 1:1.3, 40 °C, using petroleum ether as solvent, were achieved [4].
From the results obtained in these two works and the drawbacks associated with using organic solvents as reaction media, one might emphasize the relevance of the present investigation as good reaction yields of 2-ethylhexyl palmitate by enzymatic esterification in a solvent-free system were achieved.
Kinetic study of enzymatic production of 2-ethylhexyl palmitate
The effects of acid to alcohol molar ratio, temperature and enzyme concentration were investigated on the kinetics of 2-ethylhexyl palmitate production. As presented earlier, the execution of three experimental designs with the above-mentioned variables revealed the achievement of good conversions in 6 h of reaction at 70 °C, enzyme concentration of 10.5 wt%, acid to alcohol molar ratio of 1:5.5 and 150 rpm. It may be important to mention that the kinetic results subsequently presented in this work are in fact mean values of triplicate runs, which resulted in an overall absolute deviation in terms of reaction conversion of around 5%.
Effect of acid to alcohol molar ratio
In order to evaluate the effect of acid to alcohol molar ratio on 2-ethylhexyl palmitate conversion, temperature was kept fixed at 70 °C, enzyme concentration at 10 wt% and 150 rpm, making possible to build conversion versus time curves, as presented in Fig. 3.

Kinetics of 2-ethylhexyl palmitate production at varying acid:alcohol molar ratio: temperature of 70 °C, enzyme concentration of 10 wt% and 150 rpm in solvent-free system. Initial reaction rates r (min−1): 1.23, 2.37, 3.76, 2.80 and 3.09 for acid:alcohol molar ratio of 1:1, 1:3, 1:5, 1:7 and 1:10, respectively
From this figure one can observe that at the molar ratios of 1:3, 1:5, 1:7 and 1:10, up to 15 min of reaction, reaction conversions were quite similar. At 2-h reaction an enhancement in conversion was observed for the molar ratios of 1:5 and 1:7, reaching maximum values of 95.23 and 98.63%, respectively. At molar ratios of 1:1 and 1:3, lower conversions were obtained.
Dörmo et al. [17] evaluated the effect of acid to alcohol molar ratio on esterification for isoamyl oleate production at 40 °C, 0.5 wt% of Novozym 435, 150 rpm and 7 h of reaction, in a solvent-free system. Testing molar ratios of 1:1, 1:2, 1:5 and 2:1, higher conversions (70–80%) were obtained after 4 h of reaction using molar ratios of 1:2 and 1:5.
He et al. [3] also investigated the effect of acid to alcohol molar ratio on enzymatic synthesis of 2-ethylhexyl palmitate using petroleum ether as solvent, immobilized Candida sp. 99–125 lipase (10 wt%) as catalyst at 40 °C. Molar ratios of 4:1, 3:1, 2:1, 1:1, 1:2, 1:3 and 1:4 were tested and conversions as high as 86% were obtained at ratios of 4:1 and 2:1 [3].
It is well known that the substrates molar ratio is usually one of the most important parameters in enzymatic esterification reactions. Since the reaction is reversible, an enhancement on the concentration of one reactant (particularly, the alcohol) can displace the chemical equilibrium, resulting in higher conversions. On the other side, high alcohol concentrations may reduce the reaction rate due to the inhibition effect.
Effect of enzyme concentration
The effect of enzyme concentration on 2-ethylhexyl palmitate conversion was evaluated at 70 °C keeping constant the acid to alcohol molar ratio of 1:6 and 150 rpm, varying the enzyme concentration of 1, 5, 10, 15 and 20 wt% (based on the substrates amount). The kinetic curves obtained at this step are presented in Fig. 4. When using 5, 10, 15 and 20 wt% of enzyme, it can be observed that high initial reaction rates were obtained, leading to high conversions in short reaction times. On the other hand, at the experimental condition with 1 wt% enzyme concentration, low initial reaction rate was observed, reaching 99.74% of conversion only after 6 h of reaction.

Kinetics of 2-ethylhexyl palmitate production at varying the enzyme concentration: temperature of 70 °C, acid:alcohol molar ratio of 1:6 and 150 rpm in solvent-free system. Initial reaction rates r (min−1): 0.99, 2.99, 3.19, 3.09 and 3.37 for enzyme concentration of 1, 5, 10, 15 and 20 wt%, respectively
As one can notice from Fig. 4, there is a tendency in reaching high conversions with 30 min of reaction when using enzyme concentration in the range of 5–20 wt%. The use of 15 and 20 wt% of Novozym 435 does not present significant difference on 2-ethylhexyl palmitate production, indicating that the optimal enzyme concentration for this system is within the range of 5–10.5 wt% (based on the substrates).
A possible explanation for this fact might be related to the fact that an excess of enzyme in the reactional medium could not contribute to the conversion enhancement, since high enzyme concentration may form aggregates, thus not making the enzyme active site available to the substrates. The enzyme molecules on external surface of such particles are exposed to high substrate concentrations, but the mass transport could drastically limit the substrate concentration inside the particles. Lower activities of the biocatalyst reduce the efficiency of the enzyme, not enhancing the reaction conversion [18].
Effect of temperature
In order to evaluate the effect of temperature (30, 40, 50, 60 and 70 °C) on 2-ethylhexyl palmitate conversion, the molar ratio of acid to alcohol was kept fixed at 1:6, enzyme concentration at 10 wt% and 150 rpm, making possible to follow the course of the reaction conversion, as presented in Fig. 5.

Kinetics of 2-ethylhexyl palmitate production at varying the temperature: acid:alcohol molar ratio of 1:6, enzyme concentration of 10 wt% and 150 rpm in solvent-free system. Initial reaction rates r (min−1): 1.83, 2.08, 2.53, 4.56 and 3.19 for temperature of 30, 40, 50, 60 and 70 °C, respectively
It is well known that temperature presents two important roles in this kind of reactional system. First, an increase in temperature can reduce mixture viscosity, enhance mutual solubility and improve diffusion process of substrates, thus reducing mass transfer limitations and favoring interactions between enzyme particles and substrates. Further, enzymes generally have an optimal working temperature value, and in the case of Novozym 435, it is situated in the range of 40–65 °C [10–12]. In this sense, Güvenç et al. [14] studied the esterification of isoamyl acetate catalyzed by Novozym 435 and Lipozyme RM IM in solvent-free system. Acid to alcohol molar ratio of 1:2 using Novozym 435 led to the reaction equilibrium after 6 h at 30, 40 and 50 °C with conversions of about 81%. The use of Lipozyme RM IM and acid to alcohol molar ratio of 1:1, after 48 h of reaction, conducted to conversions of 20% at 50 °C and 13% at 30 °C [14].
From Fig. 5 it can be observed that at 70 °C, in 30 min of reaction, the conversion of 2-ethylhexyl palmitate reached ~95.7%, a higher value compared to the other temperatures for this time. One can also notice from this figure that, initially, there is a relatively sharp increase in reaction conversion, which means high initial reaction rates, with considerable conversions obtained up to 1 h of reaction, followed by a nearly asymptotic behavior at larger times. Thus, from a practical standpoint, the reaction might be interrupted to meet economic aspects—small gains after a certain period of time.
Finally, it may be relevant to mention that measurements of enzyme activity before (fresh) and after (used) reaction experiments revealed no important changes in residual lipase activity, thus suggesting possible enzyme reuse. In attempt to better understand the esterification reaction in solvent-free system, further experiments using other commercial and non-commercial enzymes, are underway within our working group.
Conclusion
The sequential strategy involving three full experimental designs proved to be useful in optimizing the conditions for 2-ethylhexyl palmitate conversion in solvent-free system using Novozym 435 as catalyst. The optimum concentrations for the production of 2-ethylhexyl were found to be: acid to alcohol molar ratio of 1:5.5, stirring rate of 150 rpm, 70 °C, enzyme concentration of 10.5 wt% at 6 h of reaction, resulting in a 2-ethylhexyl palmitate conversion of about 93%. Reaction kinetics of 2-ethylhexyl palmitate production showed that very satisfactory reaction conversions (~80%) can be achieved in short reaction times (30 min). In general, high initial reaction rates were observed for all experimental conditions investigated with a positive effect verified of all process variables studied in almost the entire time range covered. The excellent results obtained in this work, in terms of good 2-ethylhexyl palmitate yields, compared to those presented in the literature and the inconvenient of using organic solvents as reaction medium, allows us to attest the relevance of conducting the present investigation.
References
Malcata FX, Reyes HR, Garcia HS et al (1990) J Am Oil Chem Soc 67:890
Zaidi A, Gainer JL, Carta G (1995) Biotech Bioeng 48:601
He XL, Chen BQ, Tan TW (2002) J Mol Catal B 18:333
Tan T, Chen BQ, Ye H (2006) Biochem Eng J 29:41
Koblitz MGB (2003) Purificação e caracterização de lipase de Rhyzopus sp. e sua aplicação na síntese de monoacilgliceróis. PhD thesis, UNICAMP, Campinas (in Portuguese)
Dalla-Vechia R, Nascimento MG, Soldi V (2004) Química Nova 27:623
Pandey A, Selvakumar P, Soccol CR et al (1999) Current Sci 77:149
Gandhi NN (1997) J Am Oil Chem Soc 74:621
Hasan F, Shan AA, Hameed A (2006) Enzyme Microb Technol 39:235
Kristensen JB, Xu X, Mu H (2005) J Agric Food Chem 53:7059
Coteron A, Martinez M, Aracil J (1998) J Am Oil Chem Soc 75:657
Novo Nordisk (1992) Characteristics of immobilized lipase in ester synthesis and effects of water and temperature in various reactions. Technical Report A-05948
Kumar R, Madras G, Modak J (2004) Ind Eng Chem Res 43:1568
Güvenç A, Kapucu N, Mehmetoglu U (2002) Process Biochem 38:379
Santos JC, Bueno T, Ros PCM et al (2007) J Chem Technol Biotechnol 82:956
Chang SW, Shaw JF, Shieh CH et al (2006) J Agric Food Chem 54:7125
Dörmo N, Bélafi-bakó K, Bartha L et al (2004) Biochem Eng J 21:229
Karra-Châabouni M, Ghamghi H, Bezzine S et al (2006) Process Biochem 41:1692
Acknowledgments
The authors thank AGROPALMA, CAPES and CNPq for the financial support of this work and scholarships.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Richetti, A., Leite, S.G.F., Antunes, O.A.C. et al. Assessment of process variables on 2-ethylhexyl palmitate production using Novozym 435 as catalyst in a solvent-free system. Bioprocess Biosyst Eng 33, 331–337 (2010). https://doi.org/10.1007/s00449-009-0328-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-009-0328-7